Anda mungkin juga menyukai
- Jenis Cacat PengelasanDokumen5 halamanJenis Cacat PengelasanRizal FahmiBelum ada peringkat
- Jenis Jenis Cacat Pada PengelasanDokumen9 halamanJenis Jenis Cacat Pada PengelasanErwinBelum ada peringkat
- Teknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur ManualDokumen6 halamanTeknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur Manualrobby tasmizra100% (1)
- Prosedur-Pengelasan GMAWDokumen20 halamanProsedur-Pengelasan GMAWHendra YusdarBelum ada peringkat
- HAZ PENGARUH PANASDokumen9 halamanHAZ PENGARUH PANASChristian SteelBelum ada peringkat
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- Uas FraisDokumen6 halamanUas Fraisbaban lerayatnaBelum ada peringkat
- Soal Las SmawDokumen7 halamanSoal Las SmawIswandi Idris100% (2)
- Jilid 2 Bab VII SD XIIIDokumen202 halamanJilid 2 Bab VII SD XIIIrnepologyBelum ada peringkat
- Tegangan Lentur BalokDokumen34 halamanTegangan Lentur BalokHeru SetiawanBelum ada peringkat
- Logam dan SifatnyaDokumen5 halamanLogam dan Sifatnyaandi rofi100% (1)
- Definisi SpringbackDokumen11 halamanDefinisi SpringbackNadia AnandaBelum ada peringkat
- Pengertian Las AsetilinDokumen7 halamanPengertian Las AsetilinD'Dyanto Trt RantingbBelum ada peringkat
- SambunganPakuKelingDokumen28 halamanSambunganPakuKelingfattihdiwaaBelum ada peringkat
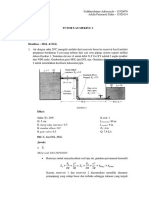
- Tutor Uas Mekflu 1Dokumen21 halamanTutor Uas Mekflu 1SherlyBelum ada peringkat
- MENGOPTIMALKAN MESIN LAS MIGDokumen19 halamanMENGOPTIMALKAN MESIN LAS MIGagfa mustofaBelum ada peringkat
- Makalah Batu GerindaDokumen11 halamanMakalah Batu GerindaKaton KosukeBelum ada peringkat
- Desain Sambungan Las 4Dokumen23 halamanDesain Sambungan Las 4masmunirBelum ada peringkat
- Garis Pengaruh - Rangka BatangDokumen5 halamanGaris Pengaruh - Rangka BatangAriful RamadhanBelum ada peringkat
- Makalah Pembuatan Kawat BajaDokumen14 halamanMakalah Pembuatan Kawat BajaOpian GutamaBelum ada peringkat
- JENIS Jenis Pahat HssDokumen9 halamanJENIS Jenis Pahat HssOnee ChoomBelum ada peringkat
- RESUME DT & NDT. Farras Mudrikah. 40040418060063Dokumen32 halamanRESUME DT & NDT. Farras Mudrikah. 40040418060063david burianBelum ada peringkat
- SoalDokumen2 halamanSoalNYOMAN GEDE SUYASA100% (1)
- BENDING_TESTDokumen3 halamanBENDING_TESThamdan akhmalBelum ada peringkat
- Tig Xii TLDokumen5 halamanTig Xii TLYoggaBelum ada peringkat
- Tugas Pengecoran Gear MotorDokumen15 halamanTugas Pengecoran Gear MotorAnang PrayogiBelum ada peringkat
- UAS MEKANIKADokumen8 halamanUAS MEKANIKAagung nurkholisBelum ada peringkat
- Materi Soal + Jawab Tugas Kerja Plat LogamDokumen8 halamanMateri Soal + Jawab Tugas Kerja Plat LogamMuh ZidanBelum ada peringkat
- DPTM SoalDokumen2 halamanDPTM Soalgita wulandariBelum ada peringkat
- Analisis Pengujian Kekerasan Resin Dengan Campuran Bahan Dan Uji Modulus Patah Terhadap Komposisi BahanDokumen55 halamanAnalisis Pengujian Kekerasan Resin Dengan Campuran Bahan Dan Uji Modulus Patah Terhadap Komposisi BahanChristopher Balalembang100% (2)
- Bab 3,4,5-1Dokumen9 halamanBab 3,4,5-1Sabda Kurniadi100% (2)
- Laporan Praktikum Metrologi 7 (Bore Gauge) Alif Ardiansyah - 2922010Dokumen8 halamanLaporan Praktikum Metrologi 7 (Bore Gauge) Alif Ardiansyah - 2922010Lif ArdiansyahBelum ada peringkat
- Las MigDokumen20 halamanLas MigDillova PratamaBelum ada peringkat
- Bahan Makalah Jangka SorongDokumen20 halamanBahan Makalah Jangka SorongEddy Qurnia RahmanBelum ada peringkat
- Tugas Pengelasan OAWDokumen10 halamanTugas Pengelasan OAWdwi_yudha992Belum ada peringkat
- Makalah Mekanika Bahan Kelompok 2 TorsiDokumen11 halamanMakalah Mekanika Bahan Kelompok 2 TorsiFara dilla shandyBelum ada peringkat
- Pengertian Las SMAW Dan GMAWDokumen18 halamanPengertian Las SMAW Dan GMAWRhaditya Prathama Charenozha100% (1)
- SoalDokumen2 halamanSoalDwi Debby IndryanniBelum ada peringkat
- Perencanaan Konstruksi LasDokumen4 halamanPerencanaan Konstruksi LasSeftian HaryadiBelum ada peringkat
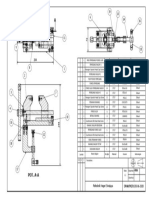
- Tembus 2D Assembly CompliteDokumen1 halamanTembus 2D Assembly CompliteRaihan FajriBelum ada peringkat
- SMAW (Las) LanjutDokumen40 halamanSMAW (Las) LanjutAdila ArsyadBelum ada peringkat
- CNC Milling 3 AxisDokumen9 halamanCNC Milling 3 Axisanon_583760829Belum ada peringkat
- Sumatif M5 73,33Dokumen15 halamanSumatif M5 73,33AMa DaNl MechanicalBelum ada peringkat
- Tugas Teori LimaDokumen5 halamanTugas Teori LimaZaenal AbidinBelum ada peringkat
- Makalah Sambungan BautDokumen11 halamanMakalah Sambungan Bautluffydmonkay29Belum ada peringkat
- MEKREK1Dokumen127 halamanMEKREK1ikram vannnBelum ada peringkat
- Soal Menggerinda Pahat Dan Alat PotongDokumen3 halamanSoal Menggerinda Pahat Dan Alat PotongSetyono AlfareziBelum ada peringkat
- Laporan BowplankDokumen11 halamanLaporan BowplankBili RamdaniBelum ada peringkat
- BAHAN BACAAN 3.1.5 PROSEDUR Mengelas Menggunakan Proses Gas Tungsten Arc Welding (GTAW)Dokumen38 halamanBAHAN BACAAN 3.1.5 PROSEDUR Mengelas Menggunakan Proses Gas Tungsten Arc Welding (GTAW)Sumaryanto YantBelum ada peringkat
- JEMBATAN BAJADokumen105 halamanJEMBATAN BAJAIndah Rosanti100% (1)
- Makalah Sop k3 - GtawDokumen21 halamanMakalah Sop k3 - GtawVicky GunturBelum ada peringkat
- UjianTengahDokumen1 halamanUjianTengahArif MujiyonoBelum ada peringkat
- DAPUR KRUSIBELDokumen4 halamanDAPUR KRUSIBELshiddiqBelum ada peringkat
- LAPORAN PRAKTIKUM MT Palu PoldyDokumen4 halamanLAPORAN PRAKTIKUM MT Palu PoldyMuçhammad Dıçky UbaıdılahBelum ada peringkat
- RANGKA BATANG POTONGANDokumen7 halamanRANGKA BATANG POTONGANkhairilBelum ada peringkat
- Diagram Fe-Fe3CDokumen3 halamanDiagram Fe-Fe3CRaniya Nur NBelum ada peringkat
- Soal UAS Menggerinda Pahat Dan Alat PotongDokumen3 halamanSoal UAS Menggerinda Pahat Dan Alat Potongivanmaulana762Belum ada peringkat
- Diameter Elektroda Tungsten Las TigDokumen120 halamanDiameter Elektroda Tungsten Las TigErwanda Wisnu AnarkiBelum ada peringkat
- Macam Macam Cacat PengelasanDokumen8 halamanMacam Macam Cacat PengelasanMuhammad Tatma'inul Qulub100% (1)
- OPTIMALKAN_LAS_CACATDokumen15 halamanOPTIMALKAN_LAS_CACATRahmadi NugrahaBelum ada peringkat
- 1.liburan Selama Pandemi Covid-19: Bagas Cahyo Nugroho Xi-Kklp1Dokumen9 halaman1.liburan Selama Pandemi Covid-19: Bagas Cahyo Nugroho Xi-Kklp1Bagas Cahyo NugrohoBelum ada peringkat
- Niat Sholat JenazahDokumen2 halamanNiat Sholat JenazahBagas Cahyo NugrohoBelum ada peringkat
- Sejarah Jenderal Soedirman Pemimpin Pertama TNIDokumen4 halamanSejarah Jenderal Soedirman Pemimpin Pertama TNIBagas Cahyo NugrohoBelum ada peringkat
- Isi Dan Lengkapilah Kolom "CIRI-CIRI/SIFAT" Dan " " Dibawah Ini !Dokumen1 halamanIsi Dan Lengkapilah Kolom "CIRI-CIRI/SIFAT" Dan " " Dibawah Ini !Bagas Cahyo NugrohoBelum ada peringkat
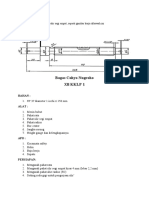
- Praktik Ulir Segi EmpatDokumen4 halamanPraktik Ulir Segi EmpatBagas Cahyo NugrohoBelum ada peringkat
- Pembubutan BentDokumen4 halamanPembubutan BentBagas Cahyo NugrohoBelum ada peringkat
- Analisis KD (3) Dekorasi dan Ketok PembentukanDokumen4 halamanAnalisis KD (3) Dekorasi dan Ketok PembentukanBagas Cahyo NugrohoBelum ada peringkat
- Lamaran UmumDokumen1 halamanLamaran UmumhendrazulianBelum ada peringkat
- Bab Ii PDFDokumen16 halamanBab Ii PDFIlyas GusdiansahBelum ada peringkat