Anda mungkin juga menyukai
- FCAWDokumen12 halamanFCAWAhmad FirdhausBelum ada peringkat
- Welding Inspector ExamDokumen6 halamanWelding Inspector ExamLenvin100% (2)
- Las MIG - GMAW PDFDokumen16 halamanLas MIG - GMAW PDFMohamad Ishom Ainun Najib100% (1)
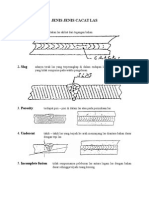
- Macam - Macam Cacat LasDokumen8 halamanMacam - Macam Cacat LasVicky ZulfikarBelum ada peringkat
- Question 1Dokumen4 halamanQuestion 1Wahid Arief AhBelum ada peringkat
- Cacat LasDokumen5 halamanCacat Laserwin100% (1)
- Materi Kel.8 LasDokumen9 halamanMateri Kel.8 Lassartika yuliantiBelum ada peringkat
- Soal Wi 2015 OkkkDokumen28 halamanSoal Wi 2015 OkkkHariz BayuBelum ada peringkat
- Pengelasan Consumable Dan Non ConsumableDokumen2 halamanPengelasan Consumable Dan Non ConsumableAjeng WidiaBelum ada peringkat
- Exam Level I WIDokumen8 halamanExam Level I WIDimas Habibi Surya PratamaBelum ada peringkat
- OPTIMASI PENGELOMBONGAN RETAKANDokumen8 halamanOPTIMASI PENGELOMBONGAN RETAKANArlises sinagaBelum ada peringkat
- Polaritas Ac, Dcen, DcepDokumen3 halamanPolaritas Ac, Dcen, DcepYulfaa BahtiyarBelum ada peringkat
- Cacat PengelasanDokumen18 halamanCacat PengelasanLEendro De-San MartinBelum ada peringkat
- Las TIG PLPGDokumen13 halamanLas TIG PLPGdaniel bearBelum ada peringkat
- Fcaw SSDokumen7 halamanFcaw SSBilly Kurniawan100% (1)
- Inspeksi VisualDokumen2 halamanInspeksi VisualHakim 'n BilalBelum ada peringkat
- Makalah Sop k3 - GtawDokumen21 halamanMakalah Sop k3 - GtawVicky GunturBelum ada peringkat
- FCAWDokumen27 halamanFCAWErfina Rahma FauzaBelum ada peringkat
- Penjelasan Stud WeldingDokumen3 halamanPenjelasan Stud WeldingDede SetiawanBelum ada peringkat
- Pengertian Las SMAW Dan GMAWDokumen18 halamanPengertian Las SMAW Dan GMAWRhaditya Prathama Charenozha100% (1)
- LAS OXY AcetyleneDokumen28 halamanLAS OXY AcetyleneMuhammad Agung PrasetyoBelum ada peringkat
- Carbon EquivalentDokumen2 halamanCarbon EquivalentDidiTriAmaliaDi100% (1)
- OPTIMALKANDokumen23 halamanOPTIMALKANBalai Latihan Kerja NunukanBelum ada peringkat
- Pengelasan GTAWDokumen40 halamanPengelasan GTAWPanji Primansah0% (1)
- Cacat LasDokumen4 halamanCacat Lashrohmulyanti100% (3)
- WeldingDokumen17 halamanWeldingakuakanpergikeboneBelum ada peringkat
- GmawDokumen40 halamanGmawMiftakhul Ulum100% (1)
- Perlakuan Panas Permukaan Bab 8Dokumen31 halamanPerlakuan Panas Permukaan Bab 8Reza Irawan100% (3)
- Welding InspetorDokumen3 halamanWelding InspetoriansyaBelum ada peringkat
- KALIBRASI MESIN LASDokumen3 halamanKALIBRASI MESIN LASMuhammad HafizBelum ada peringkat
- PREHEAT-BAJADokumen11 halamanPREHEAT-BAJAArdhie Nugros100% (1)
- DASAR PENGELASANDokumen61 halamanDASAR PENGELASANGultom Juliana LiliesBelum ada peringkat
- Perawatan Mesin LasDokumen20 halamanPerawatan Mesin LasDiva Anwary SyahputraBelum ada peringkat
- Jenis Jenis Cacat LasDokumen5 halamanJenis Jenis Cacat LasTopanBelum ada peringkat
- Tugas WeldingDokumen17 halamanTugas WeldingJuliadi Jawir100% (1)
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- GMAWDokumen112 halamanGMAWTuah Negeri100% (2)
- 5 Visual Test Kel 4 FixDokumen22 halaman5 Visual Test Kel 4 FixbustomiBelum ada peringkat
- Pengantar Mesin Las PDFDokumen13 halamanPengantar Mesin Las PDFidienBelum ada peringkat
- Simbol Dan Kode Pengelasan: Standard ISO Dan AWSDokumen5 halamanSimbol Dan Kode Pengelasan: Standard ISO Dan AWSALFIANBelum ada peringkat
- Cacat PengelasanDokumen56 halamanCacat PengelasanAmel LyzaBelum ada peringkat
- LAMPIRAN 1 KisiDokumen8 halamanLAMPIRAN 1 KisiEKKLESIABelum ada peringkat
- JUDULDokumen102 halamanJUDULFahrussalamBelum ada peringkat
- Makalah Praktek PengelasanDokumen19 halamanMakalah Praktek PengelasannaufalBelum ada peringkat
- Metalurgi LasDokumen37 halamanMetalurgi LasODDHY STEFANUS PRIHADIBelum ada peringkat
- Pertanyaan PresentasiDokumen1 halamanPertanyaan PresentasiHaris DwiBelum ada peringkat
- PengelasanDokumen8 halamanPengelasanAlif Imam Santoso II50% (2)
- Tugas Standard PengelasanDokumen2 halamanTugas Standard PengelasanErpan Ependi100% (1)
- PEMERIKSAAN DAN PENGUJIAN HASIL PENGELASANDokumen4 halamanPEMERIKSAAN DAN PENGUJIAN HASIL PENGELASANmukhlis setiyono100% (1)
- Pengelasan CappingDokumen12 halamanPengelasan CappingIlham MarendaBelum ada peringkat
- WPS Dan Posisi PengelasanDokumen26 halamanWPS Dan Posisi PengelasanYantoPelBelum ada peringkat
- IN HOUSE TRAINING SEAMOLEC PENGELASAN PELAT POSISI TEGAKDokumen8 halamanIN HOUSE TRAINING SEAMOLEC PENGELASAN PELAT POSISI TEGAKMiftah IlhamiBelum ada peringkat
- Modul AjarDokumen42 halamanModul AjarLizar JamilBelum ada peringkat
- Macam2 Cacat Las SMAWDokumen12 halamanMacam2 Cacat Las SMAWhendrikagung11Belum ada peringkat
- DISTORSI AKIBAT PENGELASAN Dan CACAT LASDokumen16 halamanDISTORSI AKIBAT PENGELASAN Dan CACAT LASBagas Cahyo NugrohoBelum ada peringkat
- 1Dokumen98 halaman1Dwi DarsonoBelum ada peringkat
- Macam Macam Cacat PengelasanDokumen8 halamanMacam Macam Cacat PengelasanMuhammad Tatma'inul Qulub100% (1)
- Cacat Pada PengelasanDokumen13 halamanCacat Pada Pengelasansufi100% (1)
- OPTIMALKAN_LAS_CACATDokumen15 halamanOPTIMALKAN_LAS_CACATRahmadi NugrahaBelum ada peringkat
- Pengukuran Tekanan dengan Berbagai Jenis Manometer dan BarometerDokumen22 halamanPengukuran Tekanan dengan Berbagai Jenis Manometer dan BarometerErwinBelum ada peringkat
- Bab IV Kegiatan Yang DiamatiDokumen23 halamanBab IV Kegiatan Yang DiamatiErwinBelum ada peringkat
- Laporan Magang PltuDokumen63 halamanLaporan Magang PltuErwin100% (2)
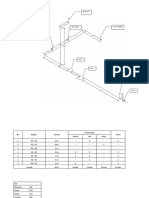
- Tugas Instalasi Pipa ERWINDokumen3 halamanTugas Instalasi Pipa ERWINErwinBelum ada peringkat