Anda mungkin juga menyukai
- Manajemen Waktu Dan Produktivitas: Cara Mengoptimalkan Waktu Anda Dan Mencapai Hasil MaksimalDari EverandManajemen Waktu Dan Produktivitas: Cara Mengoptimalkan Waktu Anda Dan Mencapai Hasil MaksimalPenilaian: 5 dari 5 bintang5/5 (1)
- Analisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisDari EverandAnalisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- SEO5SDokumen64 halamanSEO5SMAbdulYazifaMBelum ada peringkat
- Budaya Jepang 5SDokumen5 halamanBudaya Jepang 5Sdimas riyotamaBelum ada peringkat
- Tentang 5SDokumen8 halamanTentang 5SENdry E'endBelum ada peringkat
- Tentang 5S Artikel 1Dokumen3 halamanTentang 5S Artikel 1namaku76Belum ada peringkat
- Tentang 5S - Seiri, Seiton, Seiso, Seiketsu, Shitsuke - Blog ErisDokumen8 halamanTentang 5S - Seiri, Seiton, Seiso, Seiketsu, Shitsuke - Blog ErisDesmiani AlvionitaBelum ada peringkat
- Metode Jepang Manajemen Kaizen Indonesia Amerika Eropa: 5S Adalah SuatuDokumen9 halamanMetode Jepang Manajemen Kaizen Indonesia Amerika Eropa: 5S Adalah Suatusigitnurcahyo54Belum ada peringkat
- Budaya Kerja 5SDokumen3 halamanBudaya Kerja 5SMia Ruhmiati GBelum ada peringkat
- 5R & K3Dokumen4 halaman5R & K3Bima Sukma STBelum ada peringkat
- Regina Pacis 5SDokumen35 halamanRegina Pacis 5SKarolina SaltiniBelum ada peringkat
- 5S Manajemen PerkantoranDokumen31 halaman5S Manajemen PerkantoranAlisaa ArumBelum ada peringkat
- MENINGKATKAN K3 DENGAN PENERAPAN 5RDokumen11 halamanMENINGKATKAN K3 DENGAN PENERAPAN 5RIpunxzz PoenyaBelum ada peringkat
- Training 5SDokumen9 halamanTraining 5SAchmad Mujahidin SBelum ada peringkat
- 5S: Seiri, Seiton, Seiso, Seiketsu, ShitsukeDokumen5 halaman5S: Seiri, Seiton, Seiso, Seiketsu, ShitsukeMatt SkibaBelum ada peringkat
- Filosofi 5s TQMDokumen5 halamanFilosofi 5s TQMMaz anwarBelum ada peringkat
- Training 5SDokumen17 halamanTraining 5SMuhammad AsrullahBelum ada peringkat
- Presentasi 5SDokumen10 halamanPresentasi 5SfatchurrohmanBelum ada peringkat
- Makalah Budaya JepangDokumen43 halamanMakalah Budaya Jepangalysa fitri lestariBelum ada peringkat
- Seiri - Seiton - Seisho - Seiketsu - ShitsukeDokumen16 halamanSeiri - Seiton - Seisho - Seiketsu - ShitsukeMiftahBelum ada peringkat
- Monozukuri 5RDokumen20 halamanMonozukuri 5RDerani100% (1)
- 5S PENINGKATAN PRODUKTIVITASDokumen5 halaman5S PENINGKATAN PRODUKTIVITASVikri AlviantoBelum ada peringkat
- 5S/R DOKUMENDokumen58 halaman5S/R DOKUMENHRD Carimax Technology IndonesiaBelum ada peringkat
- Membangun Budaya 5R di Tempat KerjaDokumen2 halamanMembangun Budaya 5R di Tempat KerjaIrfan Fahmi100% (2)
- 5R KAIZENDokumen8 halaman5R KAIZENcarimBelum ada peringkat
- 5s TrainingDokumen37 halaman5s Trainingarachman297988Belum ada peringkat
- 5-S ..Dokumen30 halaman5-S ..Martinus LukasBelum ada peringkat
- Penerapan 5SDokumen16 halamanPenerapan 5SBrigez BatamBelum ada peringkat
- OPTIMALKAN_5SDokumen23 halamanOPTIMALKAN_5SrachmadBelum ada peringkat
- 5s-Kaizen Dan InovasiDokumen39 halaman5s-Kaizen Dan InovasiEwal DinBelum ada peringkat
- 5S (TSM)Dokumen7 halaman5S (TSM)ImamBelum ada peringkat
- 5 R Dan 5 S Di PuskesmasDokumen2 halaman5 R Dan 5 S Di Puskesmasvelix simaBelum ada peringkat
- Tugas 5SDokumen9 halamanTugas 5SAshari Ashari100% (1)
- Pengertian 5S Dan Penerapannya Dalam ProduksiDokumen2 halamanPengertian 5S Dan Penerapannya Dalam ProduksiARIS WIDODOBelum ada peringkat
- Makalah ShitsukeDokumen13 halamanMakalah ShitsukeSuryaminBelum ada peringkat
- Objektif Utama Program 5SDokumen28 halamanObjektif Utama Program 5SNelvi MiselBelum ada peringkat
- Amalan 5SDokumen14 halamanAmalan 5SNur Muazzin Albi NadakBelum ada peringkat
- Pengertian Umum 5S MenperDokumen8 halamanPengertian Umum 5S MenperBambang Eko HariyantoBelum ada peringkat
- Materi Presentasi 5SDokumen67 halamanMateri Presentasi 5SArief FerdiansyahBelum ada peringkat
- Budaya 5S JepangDokumen22 halamanBudaya 5S Jepangningrum taningBelum ada peringkat
- 5S TestimoniDokumen6 halaman5S TestimoniRezaFFBelum ada peringkat
- Materi Presentasi 5SDokumen83 halamanMateri Presentasi 5SNurul Qiftiyah100% (1)
- Tahap 5S Atau 5R Dan Kaitannya Dengan K3Dokumen16 halamanTahap 5S Atau 5R Dan Kaitannya Dengan K3AriBelum ada peringkat
- Narasi 5S 2Dokumen1 halamanNarasi 5S 2Nurul QiftiyahBelum ada peringkat
- Buku Saku 5s Gloes 2022Dokumen14 halamanBuku Saku 5s Gloes 2022Candra PratamaBelum ada peringkat
- Topik 09 House Keeping (5 R)Dokumen2 halamanTopik 09 House Keeping (5 R)Fahmi NoviandriBelum ada peringkat
- 5SDokumen28 halaman5STito Setiawan Nugroho100% (1)
- Vs - Budaya 5R (5S) Dan K3-Berbeda Atau Saling MelengkapiDokumen3 halamanVs - Budaya 5R (5S) Dan K3-Berbeda Atau Saling Melengkapivava24Belum ada peringkat
- Budaya Kerja UnggulDokumen6 halamanBudaya Kerja UnggulInori ChanBelum ada peringkat
- Budaya Kerja 5RDokumen62 halamanBudaya Kerja 5RTeguh Utama Apt100% (1)
- Budaya5RDokumen4 halamanBudaya5RLinda Setya WatiBelum ada peringkat
- 5S untuk KantorDokumen4 halaman5S untuk KantorAdhi UtomoBelum ada peringkat
- KONSEP5RDokumen2 halamanKONSEP5RlayriaBelum ada peringkat
- PENERAPAN 5S DALAM LINGKUNGAN RUMAHDokumen5 halamanPENERAPAN 5S DALAM LINGKUNGAN RUMAHputri yolandaBelum ada peringkat
- Training 5SDokumen13 halamanTraining 5SMahaputra AdipradanaBelum ada peringkat
- New 5S in HouseDokumen5 halamanNew 5S in Houseqlty melkyBelum ada peringkat
- 5R] Pengertian 5R untuk tempat kerja yang rapi dan produktifDokumen10 halaman5R] Pengertian 5R untuk tempat kerja yang rapi dan produktifIndra SamanhudiBelum ada peringkat
- Manajemen waktu dalam 4 langkah: Metode, strategi, dan teknik operasional untuk mengatur waktu sesuai keinginan Anda, menyeimbangkan tujuan pribadi dan profesionalDari EverandManajemen waktu dalam 4 langkah: Metode, strategi, dan teknik operasional untuk mengatur waktu sesuai keinginan Anda, menyeimbangkan tujuan pribadi dan profesionalBelum ada peringkat
- Feedback That Works: How to Build and Deliver Your Message, First Edition (Bahasa Indonesian)Dari EverandFeedback That Works: How to Build and Deliver Your Message, First Edition (Bahasa Indonesian)Penilaian: 4 dari 5 bintang4/5 (30)
- 4 adımda problem çözme: Psikoloji ve karar biliminden en iyi stratejileri kullanarak sorunları anlama ve çözmeDari Everand4 adımda problem çözme: Psikoloji ve karar biliminden en iyi stratejileri kullanarak sorunları anlama ve çözmeBelum ada peringkat
- Geologi Dan Studi Kestabilan Lereng Daerah Dlingo Dan SekitarnyaDokumen112 halamanGeologi Dan Studi Kestabilan Lereng Daerah Dlingo Dan SekitarnyaajiboydBelum ada peringkat
- ABSTRAKDokumen1 halamanABSTRAKAlfi firhan dhikaBelum ada peringkat
- ABSTRAKDokumen1 halamanABSTRAKAlfi firhan dhikaBelum ada peringkat
- RangkumanDokumen1 halamanRangkumanAlfi firhan dhikaBelum ada peringkat
- Sejarah Geologi Daerah PenelitianDokumen2 halamanSejarah Geologi Daerah PenelitianAlfi firhan dhikaBelum ada peringkat
- 372 791 1 SMDokumen10 halaman372 791 1 SMAlfi firhan dhikaBelum ada peringkat
- Sejarah Geologi Daerah PenelitianDokumen2 halamanSejarah Geologi Daerah PenelitianAlfi firhan dhikaBelum ada peringkat
- Dasar-Dasar Penginderaan JauhDokumen87 halamanDasar-Dasar Penginderaan JauhDjuneed Harakah ElpropagandeBelum ada peringkat
- 1018 1622 1 SMDokumen14 halaman1018 1622 1 SMIqbal JadenBelum ada peringkat
- GGFDDDokumen26 halamanGGFDDTania AchieverBelum ada peringkat
- Accel World (Indonesia): Jilid 10 Bab 3 VersusDokumen40 halamanAccel World (Indonesia): Jilid 10 Bab 3 VersusAlfi firhan dhikaBelum ada peringkat
- A.Model Atom Dalton: Atom Merupakan Bagian Terkecil Dari Materi Yang Sudah Tidak Dapat Dibagi LagiDokumen13 halamanA.Model Atom Dalton: Atom Merupakan Bagian Terkecil Dari Materi Yang Sudah Tidak Dapat Dibagi LagiAlfi firhan dhikaBelum ada peringkat
- NumerikDokumen97 halamanNumerikSiti HajriahBelum ada peringkat
- Dokumen - Tips Peta Rencana LintasanDokumen11 halamanDokumen - Tips Peta Rencana LintasanAndreas TambunanBelum ada peringkat
- Lingkungan Pengendapan DaratDokumen59 halamanLingkungan Pengendapan DaratAlfi firhan dhikaBelum ada peringkat
- Buku Van Juidam KomplitDokumen55 halamanBuku Van Juidam KomplitIvan r SiallaganBelum ada peringkat
- Lembar Determinasi Fosil PDFDokumen1 halamanLembar Determinasi Fosil PDFAlfi firhan dhikaBelum ada peringkat
- DESKRIPSIDokumen1 halamanDESKRIPSIAlfi firhan dhikaBelum ada peringkat
- Lingkungan PengendapanDokumen59 halamanLingkungan PengendapanAlfi firhan dhika0% (1)
- Dampak Industri Dan TeknologiDokumen45 halamanDampak Industri Dan TeknologiAlfi firhan dhikaBelum ada peringkat
- 1 Pendahuluan-2015Dokumen12 halaman1 Pendahuluan-2015Alfi firhan dhikaBelum ada peringkat
- Handout Tektonik LempengDokumen0 halamanHandout Tektonik LempengAzman HafidBelum ada peringkat
- DESKRIPSIDokumen1 halamanDESKRIPSIAlfi firhan dhikaBelum ada peringkat
- AKHLAQ1 CoverDokumen1 halamanAKHLAQ1 CoverAlfi firhan dhikaBelum ada peringkat
- LowDokumen1 halamanLowAlfi firhan dhikaBelum ada peringkat
- Tekstur BatuanDokumen25 halamanTekstur BatuanGreg TampubolonBelum ada peringkat
- Pedoman PKM 2017Dokumen123 halamanPedoman PKM 2017Riska TanyaBelum ada peringkat
- Jawab E Penyelesaian Persamaan Garis Sin PDFDokumen11 halamanJawab E Penyelesaian Persamaan Garis Sin PDFAlfi firhan dhikaBelum ada peringkat
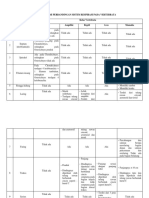
- Tabel Anatomi Perbandingan Sistem Respirasi Pada VertebrataDokumen3 halamanTabel Anatomi Perbandingan Sistem Respirasi Pada VertebrataAlfi firhan dhika0% (1)
























































![5R] Pengertian 5R untuk tempat kerja yang rapi dan produktif](https://imgv2-1-f.scribdassets.com/img/document/505130100/149x198/a4a93263a3/1710544769?v=1)