Anda mungkin juga menyukai
- Kisi Kisi Welding LKS Provinsi Jatim 2023Dokumen13 halamanKisi Kisi Welding LKS Provinsi Jatim 2023Tangsan Shi hao100% (1)
- LAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessDokumen16 halamanLAPORAN Diklat Dan Sertifikasi 3G-SMAW Welding ProcessSo KibBelum ada peringkat
- Teknik Pengelasan Las Busur Manual (SMAW)Dokumen187 halamanTeknik Pengelasan Las Busur Manual (SMAW)IrfiandiBelum ada peringkat
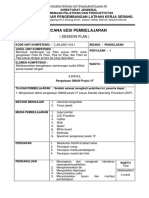
- Season Plan KKIN - Pengelasan FilletDokumen3 halamanSeason Plan KKIN - Pengelasan FilletAdiyatmaja Shidik100% (1)
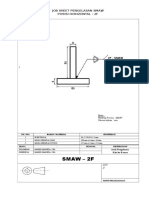
- Job Sheet Smaw 2fDokumen1 halamanJob Sheet Smaw 2fanaklagi belajar100% (1)
- Jobsheet Las MIG-MAG 3GDokumen4 halamanJobsheet Las MIG-MAG 3Gadnan100% (2)
- Tugas 1 Welding ProjectDokumen2 halamanTugas 1 Welding ProjectImam Muhtarom100% (1)
- Jobsheet Pengelasan Listrik Membuat Jalur LasDokumen13 halamanJobsheet Pengelasan Listrik Membuat Jalur LasReffi NaldiBelum ada peringkat
- RPP Teknik Pengelasan TIG (GTAW)Dokumen21 halamanRPP Teknik Pengelasan TIG (GTAW)Roy Nisfan100% (1)
- Job Sheet Bubut UlirDokumen7 halamanJob Sheet Bubut UlirIwan ToniBelum ada peringkat
- Soal Tes Kejuruan Las Smaw 3GDokumen1 halamanSoal Tes Kejuruan Las Smaw 3Gmuhammad mahrusBelum ada peringkat
- Modul Ajar Teknik Pengelasan Kapal - Welding Procedure Specification (WPS) - Fase FDokumen43 halamanModul Ajar Teknik Pengelasan Kapal - Welding Procedure Specification (WPS) - Fase Fmenata diriBelum ada peringkat
- Tata Tertib Dan Peraturan Bengkel Kerja BangkuDokumen7 halamanTata Tertib Dan Peraturan Bengkel Kerja BangkuMeliaGrinaBelum ada peringkat
- Bab IV Perkakas TanganDokumen16 halamanBab IV Perkakas TanganDidit Eko PrasetyoBelum ada peringkat
- C.24las01.003.01 Menetapkan Proses Dan Peralatan LasDokumen1 halamanC.24las01.003.01 Menetapkan Proses Dan Peralatan LasH.A.Irmina WahyoeBelum ada peringkat
- Lembar Kerja Praktek Pengelasan Produk (Kursi) RevDokumen3 halamanLembar Kerja Praktek Pengelasan Produk (Kursi) RevTama JambiBelum ada peringkat
- Desain Sambungan Las 4Dokumen23 halamanDesain Sambungan Las 4masmunirBelum ada peringkat
- Kisi-Kisi Dan Soal Ujian Semester PDTMDokumen5 halamanKisi-Kisi Dan Soal Ujian Semester PDTMPak_Ubaid100% (3)
- LKPD 2-Dikonversi PDFDokumen16 halamanLKPD 2-Dikonversi PDFDicky YatimBelum ada peringkat
- Materi Training AWS D1.1 - 85Dokumen14 halamanMateri Training AWS D1.1 - 85Iwan SetiawanBelum ada peringkat
- Silabus Las Smaw 3G 2020Dokumen31 halamanSilabus Las Smaw 3G 2020Abdullah Naseh UlwanBelum ada peringkat
- Materi Teknik Pengelasan Pipa Sambungan Tumpul Posisi 5g Dengan Las Gas MetalDokumen4 halamanMateri Teknik Pengelasan Pipa Sambungan Tumpul Posisi 5g Dengan Las Gas MetalAnonymous U8YOf9Belum ada peringkat
- c3 Ki-Kd Gmaw T PengelasanDokumen5 halamanc3 Ki-Kd Gmaw T PengelasanAriesta CharisBelum ada peringkat
- Parameter Pemotongan Pada Mesin FraisDokumen6 halamanParameter Pemotongan Pada Mesin FraisdavidBelum ada peringkat
- Job Sheet Mengelas SMAWDokumen11 halamanJob Sheet Mengelas SMAWYusuf Rizal FauziBelum ada peringkat
- Contoh Format Sertifikat Magang Plus NilaiDokumen2 halamanContoh Format Sertifikat Magang Plus NilaiMuhammad MaulanaBelum ada peringkat
- PBK Operator Mesin Bubut 320jp (2018)Dokumen175 halamanPBK Operator Mesin Bubut 320jp (2018)hadi100% (1)
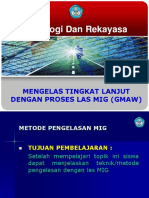
- Las Mig Lanjut KD 1Dokumen13 halamanLas Mig Lanjut KD 1mjsolihinBelum ada peringkat
- Fr-Mapa-01. Merencanakan Aktivitas Dan Proses AsesmenDokumen5 halamanFr-Mapa-01. Merencanakan Aktivitas Dan Proses AsesmenAnonymous nEdZ8ImQBelum ada peringkat
- Perangkat Mesin FraisDokumen20 halamanPerangkat Mesin FraisZuingli Santo BandasoBelum ada peringkat
- Job Sheet Gerinda 2020Dokumen4 halamanJob Sheet Gerinda 2020mastur barkahBelum ada peringkat
- 8 Silabus Teknik Fabrikasi LogamDokumen10 halaman8 Silabus Teknik Fabrikasi Logammohamad nur fajriBelum ada peringkat
- Buku Modul Pengelasan BLK Kemnaker RIDokumen12 halamanBuku Modul Pengelasan BLK Kemnaker RIiip towip100% (1)
- Skema Klaster Pengoperasian Mesin Bubut KompleksDokumen6 halamanSkema Klaster Pengoperasian Mesin Bubut KompleksSefi100% (1)
- Jobsheet Las Listrik - Mengelas Kampuh 2 GDokumen2 halamanJobsheet Las Listrik - Mengelas Kampuh 2 GSMK Plus Tunas BangsaBelum ada peringkat
- SILABUS TPM Teknik Pemesinan BubutDokumen26 halamanSILABUS TPM Teknik Pemesinan BubutOphal Syah100% (2)
- Jawaban Soal Kemnaker 1Dokumen3 halamanJawaban Soal Kemnaker 1aminatulBelum ada peringkat
- Soal MigDokumen5 halamanSoal MigEkoKusdihantoro100% (1)
- Rundown Kegiatan Pelatihan Online Autocad 2021Dokumen4 halamanRundown Kegiatan Pelatihan Online Autocad 2021canva proBelum ada peringkat
- Kunci Jawaban UTSDokumen6 halamanKunci Jawaban UTSGD SeptanoBelum ada peringkat
- Jobsheet CNCDokumen30 halamanJobsheet CNCBerkahBelum ada peringkat
- Job Sheet Las Listrik SmawDokumen10 halamanJob Sheet Las Listrik SmawDewi Wulan SariBelum ada peringkat
- Soal Las Tig 2016Dokumen2 halamanSoal Las Tig 2016wulan100% (1)
- 1254-P3-SPK-Teknik PemesinanDokumen3 halaman1254-P3-SPK-Teknik Pemesinanwawan sopianBelum ada peringkat
- SoalDokumen6 halamanSoalHasby ScooteristBelum ada peringkat
- Melaksanakan Persiapan Tempat Kerja C.24LAS01.001.1 PDFDokumen67 halamanMelaksanakan Persiapan Tempat Kerja C.24LAS01.001.1 PDFahmad ramadhanBelum ada peringkat
- Soal Latihan Symbol PengelasanDokumen2 halamanSoal Latihan Symbol PengelasanRestu Wibowo100% (1)
- Soal Uts Las Busur ListrikDokumen2 halamanSoal Uts Las Busur Listrikbinet222100% (1)
- Soal 1Dokumen5 halamanSoal 1dhenokBelum ada peringkat
- Gabung 31-Silabus Teknik Fabrikasi Logam & Manufaktur 102 HalDokumen102 halamanGabung 31-Silabus Teknik Fabrikasi Logam & Manufaktur 102 HalAde RomansyahBelum ada peringkat
- PDTMDokumen5 halamanPDTMWayan Santosa100% (1)
- Pekerjaan Dasar Teknik MesinDokumen5 halamanPekerjaan Dasar Teknik Mesinmohamad sutoniBelum ada peringkat
- Tugas 2 - 1706070021 - Christofer KevinDokumen10 halamanTugas 2 - 1706070021 - Christofer Kevinchristofer kevinBelum ada peringkat
- Las 3F SMAW 180 JPDokumen26 halamanLas 3F SMAW 180 JPBowo100% (1)
- Manufaktur Storage Tank LPGDokumen29 halamanManufaktur Storage Tank LPGAbu Akhmad Busana100% (2)
- Prosedur LasDokumen11 halamanProsedur LasTirta BudiawanBelum ada peringkat
- BAB 7 Prosedur PengelasanDokumen4 halamanBAB 7 Prosedur PengelasanEdo DestradaBelum ada peringkat
- Jawaban No. 5Dokumen9 halamanJawaban No. 5SE ProductionBelum ada peringkat
- Referensi 1Dokumen7 halamanReferensi 1Yanna Rizky PratamaBelum ada peringkat
- Dasar Dasar WPSDokumen83 halamanDasar Dasar WPSTri Sutrisno100% (1)
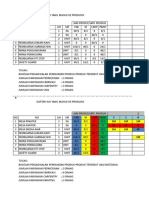
- Rencana PenjualanDokumen9 halamanRencana PenjualanSem RinaldiBelum ada peringkat
- Pengelasan Pada Beberapa Jenis LogamDokumen18 halamanPengelasan Pada Beberapa Jenis LogamMacks Mora100% (2)
- Paduan Aluminium ZincDokumen1 halamanPaduan Aluminium ZincSem RinaldiBelum ada peringkat
- BesituangDokumen10 halamanBesituangDwi IstBelum ada peringkat
- Latihan Proses Penjadwalan 2Dokumen19 halamanLatihan Proses Penjadwalan 2Sem RinaldiBelum ada peringkat
- Tugas Makalah Metodologi Perancangan - Fishbone Separator - Ardiansyah To Were' - 215010 - 3CDokumen5 halamanTugas Makalah Metodologi Perancangan - Fishbone Separator - Ardiansyah To Were' - 215010 - 3CSem RinaldiBelum ada peringkat
- Notulen-MHS - (Andi Baso Khaerul & Ricky Yultrianus Nanna) - Mdzulfiqar Ashiddiq 3cDokumen1 halamanNotulen-MHS - (Andi Baso Khaerul & Ricky Yultrianus Nanna) - Mdzulfiqar Ashiddiq 3cSem RinaldiBelum ada peringkat
- Tugas Manajemen ProduksiDokumen1 halamanTugas Manajemen ProduksiSem RinaldiBelum ada peringkat
- Alumunium Dan PaduannyaDokumen6 halamanAlumunium Dan PaduannyaTonyBelum ada peringkat
- TU - 1 Manpro - Ricky Yultrianus & Andi Baso Khaerul - 3cDokumen8 halamanTU - 1 Manpro - Ricky Yultrianus & Andi Baso Khaerul - 3cSem RinaldiBelum ada peringkat
- Aluminium Dan Paduan AluminiumDokumen7 halamanAluminium Dan Paduan AluminiumAndiWallyBelum ada peringkat
- Tugas-1 ManPro-Sem Rinaldi & Wandi Sanda-3CDokumen16 halamanTugas-1 ManPro-Sem Rinaldi & Wandi Sanda-3CSem RinaldiBelum ada peringkat
- Analisis SWOT1Dokumen5 halamanAnalisis SWOT1Sem RinaldiBelum ada peringkat
- Tugas KewirahusaanDokumen1 halamanTugas KewirahusaanSem RinaldiBelum ada peringkat
- Lang KahDokumen4 halamanLang KahSem RinaldiBelum ada peringkat
- KOTAKDokumen1 halamanKOTAKSem RinaldiBelum ada peringkat
- Tugas Kewirausahaan - Gabungan Kelompok - Kelas 3CDokumen2 halamanTugas Kewirausahaan - Gabungan Kelompok - Kelas 3CSem RinaldiBelum ada peringkat
- Daftar HadirDokumen2 halamanDaftar HadirSem RinaldiBelum ada peringkat
- Tugas 1Dokumen4 halamanTugas 1Sem RinaldiBelum ada peringkat
- Susunan Acara Natal 2017Dokumen3 halamanSusunan Acara Natal 2017Sem RinaldiBelum ada peringkat
- Tugas 1Dokumen4 halamanTugas 1Sem RinaldiBelum ada peringkat
- Tugas 1Dokumen1 halamanTugas 1Sem RinaldiBelum ada peringkat
- Analisa SWOTDokumen14 halamanAnalisa SWOTSem RinaldiBelum ada peringkat
- Tugas 1Dokumen4 halamanTugas 1Sem RinaldiBelum ada peringkat
- Tugas Manajemen ProduksiDokumen2 halamanTugas Manajemen ProduksiSem RinaldiBelum ada peringkat
- Laporan Prakerin 1Dokumen47 halamanLaporan Prakerin 1Sem RinaldiBelum ada peringkat
- Tugas Kewirausahaan Sem Rinaldi (215076)Dokumen2 halamanTugas Kewirausahaan Sem Rinaldi (215076)Sem RinaldiBelum ada peringkat
- Tugas Manajemen ProduksiDokumen2 halamanTugas Manajemen ProduksiSem RinaldiBelum ada peringkat
- Kimia UnsurDokumen3 halamanKimia UnsurSem RinaldiBelum ada peringkat