Anda mungkin juga menyukai
- Kata Pengantar-Hasil MubesDokumen1 halamanKata Pengantar-Hasil MubesEntar SutismanBelum ada peringkat
- Berita Acara Hasil Pekerjaan Untuk Vendor - MasterDokumen2 halamanBerita Acara Hasil Pekerjaan Untuk Vendor - Masterrobby damanikBelum ada peringkat
- Presentation IoT Forum Dede Atmadja PT SGP Elektronik Indonesia PDFDokumen10 halamanPresentation IoT Forum Dede Atmadja PT SGP Elektronik Indonesia PDFWidia ApriliantiBelum ada peringkat
- Form Laporan (LKS-PTP)Dokumen2 halamanForm Laporan (LKS-PTP)Annisa AgustinaBelum ada peringkat
- Proposal SawitDokumen7 halamanProposal SawitBejokemayanganBelum ada peringkat
- Flowchart Perizinan Impor KosmetikDokumen1 halamanFlowchart Perizinan Impor Kosmetikannas100% (1)
- ToR Pencetakan RJPP R3 061115 R1Dokumen4 halamanToR Pencetakan RJPP R3 061115 R1Yudi WijayantoBelum ada peringkat
- Anggaran DasarDokumen34 halamanAnggaran DasarGspmii Serikat PekerjaBelum ada peringkat
- Draft Pedoman RAT ElektronikDokumen25 halamanDraft Pedoman RAT ElektronikMONET™ - MOJOKERTO DOT NET100% (1)
- Lampiran 15 Surat Permohonan Persetujuan Penggunaan Bahan BaruDokumen1 halamanLampiran 15 Surat Permohonan Persetujuan Penggunaan Bahan Barunindi apridha jamil100% (1)
- Form Peminjaman MobilDokumen1 halamanForm Peminjaman MobilsalmioBelum ada peringkat
- Laporan Tahunan 2014Dokumen592 halamanLaporan Tahunan 2014Yunita100% (1)
- FORMULIR PENUGASAN TIM AUDIT INTERNAL - Petir PDFDokumen1 halamanFORMULIR PENUGASAN TIM AUDIT INTERNAL - Petir PDFesemkasa baktiyabaratBelum ada peringkat
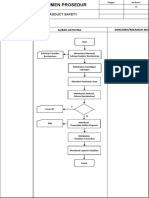
- Prosedur Product SafetyDokumen1 halamanProsedur Product Safetydiah Puspita sariBelum ada peringkat
- Manual MutuDokumen29 halamanManual MutuyogiBelum ada peringkat
- TMP FilesayaDokumen43 halamanTMP FilesayaArdi Suarsyaf Al FfatirBelum ada peringkat
- Perhitungan Harga Pokok Produksi Flooring Pada PT Rimba Karya Rayatama Di SamarindaDokumen5 halamanPerhitungan Harga Pokok Produksi Flooring Pada PT Rimba Karya Rayatama Di SamarindaContoh Makalah Skripsi dan TesisBelum ada peringkat
- Lembaran Kerja Analisis Persoalan Kelompok 1 - Motor BeatDokumen3 halamanLembaran Kerja Analisis Persoalan Kelompok 1 - Motor BeatNanang KurniawanBelum ada peringkat
- Checklist PTDokumen2 halamanChecklist PTRizki adrianBelum ada peringkat
- SIDOMUNCULDokumen13 halamanSIDOMUNCULFarah DitaBelum ada peringkat
- Laporan Berkala 6 Bulan by AFITA CorpDokumen7 halamanLaporan Berkala 6 Bulan by AFITA CorpMartha KF Fifi50% (2)
- Contoh PPT Marketing and SalesDokumen21 halamanContoh PPT Marketing and Salesdesi hamada financeBelum ada peringkat
- Template Prosedur Mutu Perencanaan ProduksiDokumen3 halamanTemplate Prosedur Mutu Perencanaan ProduksiJual Mesin Pond100% (1)
- Contoh Peraturan Perusahaan Anti KorupsiDokumen2 halamanContoh Peraturan Perusahaan Anti KorupsiPelaksana Pengadaan UPK TarahanBelum ada peringkat
- Proses PembuatanDokumen1 halamanProses PembuatanRizky FanisyaBelum ada peringkat
- Form WawancaraDokumen1 halamanForm WawancaraPutry Andhika100% (1)
- 01-MTU Surat Permohonan Kode Aktivasi & PasswordDokumen1 halaman01-MTU Surat Permohonan Kode Aktivasi & Passwordbatara wajo123Belum ada peringkat
- Iom - Pengajuan Bonus KaryawanDokumen1 halamanIom - Pengajuan Bonus KaryawanSri NovianaBelum ada peringkat
- PQCSDokumen31 halamanPQCSEddy Yusuf KhoiriBelum ada peringkat
- Sop Mandiri Inward ManifestDokumen5 halamanSop Mandiri Inward Manifestkinerja bcmeulabohBelum ada peringkat
- Flowchart Alur Proses Flexible PackagingDokumen1 halamanFlowchart Alur Proses Flexible Packagingfebri firman100% (1)
- Cara Setting MikroTik RB750Dokumen14 halamanCara Setting MikroTik RB750Firdaus TommyBelum ada peringkat
- S7.1.c - ALUR PENDAFTARAN SISWA BARUDokumen1 halamanS7.1.c - ALUR PENDAFTARAN SISWA BARUega clikBelum ada peringkat
- Materi Sosialisasi Perban No. 33 Tahun 2021 Tentang Tata Cara Sertifikasi CPKB 210122Dokumen40 halamanMateri Sosialisasi Perban No. 33 Tahun 2021 Tentang Tata Cara Sertifikasi CPKB 210122halimaBelum ada peringkat
- ALUR Pengajuan Deklarasi ImporDokumen1 halamanALUR Pengajuan Deklarasi Imporanak kampungBelum ada peringkat
- Format Perjanjian Pra PO Matrial BatuDokumen1 halamanFormat Perjanjian Pra PO Matrial BatuYudiBelum ada peringkat
- Surat KeteranganDokumen1 halamanSurat KeteranganReza RizqiBelum ada peringkat
- Surat Kuasa PicDokumen1 halamanSurat Kuasa PicDedi AhsanBelum ada peringkat
- Notulen Rapat RTMDokumen8 halamanNotulen Rapat RTMpraja achsaniBelum ada peringkat
- FSC-STD-40-004 V3-1 IndDokumen71 halamanFSC-STD-40-004 V3-1 IndFauza IlmiBelum ada peringkat
- SK Direksi Pendidikan Formal Dan SertifikasiDokumen12 halamanSK Direksi Pendidikan Formal Dan SertifikasiImam WahyudiBelum ada peringkat
- 549 - Surat Penawaran Perguruan Tinggi - Universitas IvetDokumen4 halaman549 - Surat Penawaran Perguruan Tinggi - Universitas IvetumarBelum ada peringkat
- Syarat Jadi Distributor Dan Prosposal Pupuk Rahma JayaDokumen17 halamanSyarat Jadi Distributor Dan Prosposal Pupuk Rahma JayamimimomopipiBelum ada peringkat
- Tentang FKJPDokumen1 halamanTentang FKJPjamzBelum ada peringkat
- Latar Belakang BipartitDokumen2 halamanLatar Belakang BipartitAndreas Rio Kembara100% (1)
- Contoh SPKDokumen2 halamanContoh SPKpuskesmas karangketugBelum ada peringkat
- Rubber CompoundDokumen38 halamanRubber CompoundSusi BudiBelum ada peringkat
- 12 Surat Keterangan Terdaftar (SKT)Dokumen1 halaman12 Surat Keterangan Terdaftar (SKT)quintariBelum ada peringkat
- Petunjuk Cara Pengajuan Sertifikat NFR Autocare Spbu Dodo (Utk Mitra) - 1Dokumen39 halamanPetunjuk Cara Pengajuan Sertifikat NFR Autocare Spbu Dodo (Utk Mitra) - 1gladosBelum ada peringkat
- Surat Pernyataan Jaminan KualitasDokumen1 halamanSurat Pernyataan Jaminan KualitasAndika JayaBelum ada peringkat
- Form Pest Control 1Dokumen4 halamanForm Pest Control 1Lodhy satria pratamaBelum ada peringkat
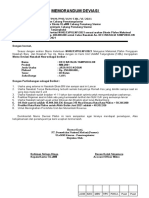
- Memo Deviasi PLAFONDokumen3 halamanMemo Deviasi PLAFONgearBelum ada peringkat
- Bab IiDokumen6 halamanBab IiadamprastiantoBelum ada peringkat
- Surat PenunjukanDokumen4 halamanSurat PenunjukanAgus DuriatBelum ada peringkat
- Daftar Pengalaman Kerja PerusahaanDokumen1 halamanDaftar Pengalaman Kerja PerusahaangugunBelum ada peringkat
- Pakta Integritas sk51Dokumen1 halamanPakta Integritas sk51Uwie AnaBelum ada peringkat
- Hatsumono RuleDokumen1 halamanHatsumono RuleHeny YuslizarBelum ada peringkat
- Qa MatrixDokumen20 halamanQa MatrixEddy Yusuf KhoiriBelum ada peringkat
- Statistical Process ControlDokumen50 halamanStatistical Process ControlEddy Yusuf KhoiriBelum ada peringkat
- Metode PelaksanaanDokumen105 halamanMetode PelaksanaanNovan Budi ArdiyantoBelum ada peringkat
- Msa Measurement System Analysis 4th EditDokumen38 halamanMsa Measurement System Analysis 4th EditekopujiantoeBelum ada peringkat
- Master F3 NKPDokumen6 halamanMaster F3 NKPekopujiantoeBelum ada peringkat
- Usulan Rancangan Key Performance Indicator Menggunakan PendekatanDokumen15 halamanUsulan Rancangan Key Performance Indicator Menggunakan PendekatanekopujiantoeBelum ada peringkat
- 4348 17617 1 PBDokumen8 halaman4348 17617 1 PBwahyu capoBelum ada peringkat
- KalibrasiDokumen1 halamanKalibrasiekopujiantoeBelum ada peringkat
- Rekap NG THN 2020Dokumen1 halamanRekap NG THN 2020ekopujiantoeBelum ada peringkat
- Msa Measurement System Analysis 4th EditDokumen38 halamanMsa Measurement System Analysis 4th EditekopujiantoeBelum ada peringkat
- ISO 9001 2015 - FAQs - Iso Org - IndoDokumen4 halamanISO 9001 2015 - FAQs - Iso Org - IndomirradewiBelum ada peringkat
- Draft SQMDokumen153 halamanDraft SQMekopujiantoeBelum ada peringkat
- PP Tahun 2012 No. 55 (Kendaraan)Dokumen118 halamanPP Tahun 2012 No. 55 (Kendaraan)Ryma Sriayu Wulandari100% (1)
- Katalog Suku Cadang Scoopy FIDokumen102 halamanKatalog Suku Cadang Scoopy FIJuni SetiawanBelum ada peringkat
- UU Nomor 13 Tahun 2003 Tentang KetenagakerjaanDokumen101 halamanUU Nomor 13 Tahun 2003 Tentang KetenagakerjaanHikmat GhazalyBelum ada peringkat