Anda mungkin juga menyukai
- LAPORAN PRAKTIKUM SSNC-CTS Ahmad ALIMDokumen31 halamanLAPORAN PRAKTIKUM SSNC-CTS Ahmad ALIMsasa123Belum ada peringkat
- PANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCDokumen44 halamanPANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCIrfiandiBelum ada peringkat
- Diktat CNC 2Dokumen85 halamanDiktat CNC 2Averoes Agil100% (1)
- PANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCDokumen44 halamanPANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCjerryBelum ada peringkat
- Andri CNC LaporanDokumen17 halamanAndri CNC LaporanAzzi RakhmanBelum ada peringkat
- Laporan Praktikum CNCDokumen18 halamanLaporan Praktikum CNCI Putu Hendry GunawanBelum ada peringkat
- Pemrograman CNC Turning Dengan Software Swansoft CNC Simulation Sistem Operasi Fanuc Oi T NCDokumen19 halamanPemrograman CNC Turning Dengan Software Swansoft CNC Simulation Sistem Operasi Fanuc Oi T NCulul farichinBelum ada peringkat
- Modul CNC Belajar Bersama SMK VeteranDokumen31 halamanModul CNC Belajar Bersama SMK Veteransetia sulisBelum ada peringkat
- Basic CNC ProgramDokumen19 halamanBasic CNC ProgramRizky NurmansyahBelum ada peringkat
- Materi Pemrograman Siklus Mesin CNC PDFDokumen28 halamanMateri Pemrograman Siklus Mesin CNC PDFShakti Smart II100% (1)
- 5D - 1902311004 - Ridho Maulana - Laporan Praktikum CNC MillingDokumen18 halaman5D - 1902311004 - Ridho Maulana - Laporan Praktikum CNC MillingRidho MaulanaBelum ada peringkat
- Ferry Pither (Tutorial Pemograman Softwere CNC)Dokumen6 halamanFerry Pither (Tutorial Pemograman Softwere CNC)Dwi Devywinda JeanetteBelum ada peringkat
- CNC Learning KitDokumen7 halamanCNC Learning Kitaurora azaleaBelum ada peringkat
- Program Milling CNC ManualDokumen18 halamanProgram Milling CNC Manualphilip nababanBelum ada peringkat
- BAGUS&EVANDRADokumen9 halamanBAGUS&EVANDRABagus PrasongkoBelum ada peringkat
- Modul CNC Bubut PDFDokumen35 halamanModul CNC Bubut PDFAgusWaluyoBelum ada peringkat
- Latihan Soal Uas CNC I FixDokumen5 halamanLatihan Soal Uas CNC I FixIan Sebastian0% (1)
- Modul Milling GSKDokumen17 halamanModul Milling GSKxqoprasetyoBelum ada peringkat
- Lembar Soal Pilihan Ganda, Benar-Salah, Dan Esai Untuk SiswaDokumen8 halamanLembar Soal Pilihan Ganda, Benar-Salah, Dan Esai Untuk SiswaArin DtpBelum ada peringkat
- Operasi CNCDokumen9 halamanOperasi CNCArga Rio MugafiBelum ada peringkat
- Program Drill CNCDokumen3 halamanProgram Drill CNCYuazaBelum ada peringkat
- Modul CNC Training CamDokumen19 halamanModul CNC Training CamasepBelum ada peringkat
- CNC Simulation - Minggu Ke 4Dokumen70 halamanCNC Simulation - Minggu Ke 4waridho IskandarBelum ada peringkat
- Shadiq Fajri SwansoftDokumen30 halamanShadiq Fajri SwansoftEmperor KuonBelum ada peringkat
- Modul Milling GSKDokumen14 halamanModul Milling GSKxqoprasetyoBelum ada peringkat
- Formatif Profesional m2, Kb4Dokumen4 halamanFormatif Profesional m2, Kb4mochammad raffiBelum ada peringkat
- CNC Dasar Tu-2aDokumen57 halamanCNC Dasar Tu-2aade sumpenaBelum ada peringkat
- Modul PraktikumDokumen10 halamanModul PraktikumagusBelum ada peringkat
- Proses Setting Simulator Pada SSCNCDokumen10 halamanProses Setting Simulator Pada SSCNCRizky SyarifBelum ada peringkat
- Modul FRAIS CNC 3Dokumen11 halamanModul FRAIS CNC 3Ibnu Chandra100% (1)
- Laporan Mesin CNC Tu 3a Training Unit 3Dokumen13 halamanLaporan Mesin CNC Tu 3a Training Unit 3Nana NaryonoBelum ada peringkat
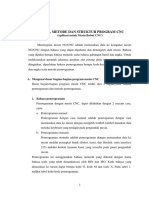
- Bahasa Metode Dan Struktur Program CNCDokumen8 halamanBahasa Metode Dan Struktur Program CNCbirinBelum ada peringkat
- BAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi Untuk Mesin Bubut CNC)Dokumen8 halamanBAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi Untuk Mesin Bubut CNC)Ipan MaulanaBelum ada peringkat
- Penutup OkeDokumen23 halamanPenutup OkeUmblee CookerBelum ada peringkat
- Urutan Menjalankan Mesin CNCDokumen20 halamanUrutan Menjalankan Mesin CNCfaiz azmi bimantoroBelum ada peringkat
- TPNC XI Pert. 7 (Mengenal Lebih Detail Tentang Jenis Dan Fungsi Kode CNC Bubut)Dokumen8 halamanTPNC XI Pert. 7 (Mengenal Lebih Detail Tentang Jenis Dan Fungsi Kode CNC Bubut)DiancahyantoBelum ada peringkat
- GSK 928 Ma H (Mill)Dokumen21 halamanGSK 928 Ma H (Mill)febrizha quratta ayunBelum ada peringkat
- PETUNJUK PRAKTIKUM CNC FraisDokumen7 halamanPETUNJUK PRAKTIKUM CNC Fraisbull stackBelum ada peringkat
- Tugas Laporan Praktikum CNC Milling BaruDokumen9 halamanTugas Laporan Praktikum CNC Milling Baruanon_583760829Belum ada peringkat
- Belajar Swansoft CNCDokumen5 halamanBelajar Swansoft CNCMachmud Arif100% (1)
- 2.3 Modul - Pemrograman CNC (Panduan Membuat Projek)Dokumen35 halaman2.3 Modul - Pemrograman CNC (Panduan Membuat Projek)ApriyantoBelum ada peringkat
- 32 - Diska Wira Anugrah - CNC Lanjut UasDokumen15 halaman32 - Diska Wira Anugrah - CNC Lanjut UasDiska Wira AnugrahBelum ada peringkat
- Mesin Perkakas CNCDokumen334 halamanMesin Perkakas CNCAndi TripambudiBelum ada peringkat
- Latihan 2 CAD-KurniawanSandyManullang-5202421003Dokumen29 halamanLatihan 2 CAD-KurniawanSandyManullang-5202421003Kurniawan Sandy ManullangBelum ada peringkat
- Tahap Pengerjaan KomponenDokumen6 halamanTahap Pengerjaan KomponenssendrasariBelum ada peringkat
- Laporan CNCDokumen22 halamanLaporan CNCZainal AzrinBelum ada peringkat
- Dokumen - Tips - Belajar Swansoft CNCDokumen5 halamanDokumen - Tips - Belajar Swansoft CNCNaki TimurBelum ada peringkat
- Jelaskan Sistem Permesinan Mesin CNC TUDokumen10 halamanJelaskan Sistem Permesinan Mesin CNC TUKurnia LutfiBelum ada peringkat
- Laporan TurningDokumen29 halamanLaporan TurningMuhammad AbizardBelum ada peringkat
- Program Bubut CNC FanucDokumen7 halamanProgram Bubut CNC FanucrizkyBelum ada peringkat
- Mesin Perkakas CNC Tu-3aDokumen71 halamanMesin Perkakas CNC Tu-3aAhmad BuchoriBelum ada peringkat
- Can BeresDokumen22 halamanCan BeresZae ScooterisBelum ada peringkat
- Novaldo Riggi Setya Brillian - W - LAPORAN - GCODEDokumen17 halamanNovaldo Riggi Setya Brillian - W - LAPORAN - GCODENovaldo RsbiBelum ada peringkat
- Laporan CNC BubutDokumen15 halamanLaporan CNC BubutRevaldyBelum ada peringkat
- Kode Kode Dalam PemrogramanDokumen14 halamanKode Kode Dalam PemrogramanputuwisnayaBelum ada peringkat
- Pelan Teori - 1,2,3Dokumen31 halamanPelan Teori - 1,2,3Jason MaldonadoBelum ada peringkat
- (MTA) 1-SVM Borang Jadual Kehadiran Calon AMALI 2021Dokumen3 halaman(MTA) 1-SVM Borang Jadual Kehadiran Calon AMALI 2021Jason MaldonadoBelum ada peringkat
- Jadual Waktu Baru PKPPDokumen20 halamanJadual Waktu Baru PKPPJason MaldonadoBelum ada peringkat
- DMD 3143 PS1Dokumen9 halamanDMD 3143 PS1Jason MaldonadoBelum ada peringkat
- Abstrak PictDokumen1 halamanAbstrak PictJason MaldonadoBelum ada peringkat
- Slide 1 - Asas ElektrikalDokumen40 halamanSlide 1 - Asas ElektrikalJason MaldonadoBelum ada peringkat
- Kertas Cadangan ManualDokumen25 halamanKertas Cadangan ManualJason Maldonado100% (1)
- M11 HP2 12Dokumen6 halamanM11 HP2 12Jason MaldonadoBelum ada peringkat
- Senarai Semak FailDokumen5 halamanSenarai Semak FailJason MaldonadoBelum ada peringkat
- 2Dokumen10 halaman2Jason MaldonadoBelum ada peringkat
- Kertas Kerja: Kolej Vokasional Seri Iskandar 32610 Seri Iskandar, PerakDokumen22 halamanKertas Kerja: Kolej Vokasional Seri Iskandar 32610 Seri Iskandar, PerakJason MaldonadoBelum ada peringkat
- (2.06) Complete!Dokumen3 halaman(2.06) Complete!Jason MaldonadoBelum ada peringkat
- Teori Kepimpinan Situasi EXAMDokumen15 halamanTeori Kepimpinan Situasi EXAMJason MaldonadoBelum ada peringkat
- Surat Kebenaran Ibu BapaDokumen1 halamanSurat Kebenaran Ibu BapaJason MaldonadoBelum ada peringkat
- Surat Mohon VettingDokumen1 halamanSurat Mohon VettingJason MaldonadoBelum ada peringkat
- Etika Penggunaan Internet Dan Media Sosial Kumpulan 3Dokumen4 halamanEtika Penggunaan Internet Dan Media Sosial Kumpulan 3Jason MaldonadoBelum ada peringkat
- Tips Rekabentuk KurikulumDokumen2 halamanTips Rekabentuk KurikulumJason MaldonadoBelum ada peringkat
- Teori Kepimpinan Situasi EXAMDokumen15 halamanTeori Kepimpinan Situasi EXAMJason MaldonadoBelum ada peringkat
- Borang Pemarkahan Sesi Pembentangan LisanDokumen1 halamanBorang Pemarkahan Sesi Pembentangan LisanJason Maldonado100% (2)
- Kertas Penerangan 05Dokumen5 halamanKertas Penerangan 05Jason MaldonadoBelum ada peringkat
- Pam Air N Timing BeltDokumen6 halamanPam Air N Timing BeltJason MaldonadoBelum ada peringkat
- Etika Penggunaan Internet Dan Media SosialDokumen4 halamanEtika Penggunaan Internet Dan Media SosialJason Maldonado0% (1)
- Abs TrakDokumen10 halamanAbs TrakJason MaldonadoBelum ada peringkat
- Kertas Penerangan 02Dokumen8 halamanKertas Penerangan 02Jason MaldonadoBelum ada peringkat
- (2.03) Complete!Dokumen4 halaman(2.03) Complete!Jason MaldonadoBelum ada peringkat
- Soalan 2Dokumen2 halamanSoalan 2Jason MaldonadoBelum ada peringkat