Anda mungkin juga menyukai
- Mesin Perkakas CNCDokumen334 halamanMesin Perkakas CNCAndi TripambudiBelum ada peringkat
- Materi Pemrograman Siklus Mesin CNC PDFDokumen28 halamanMateri Pemrograman Siklus Mesin CNC PDFShakti Smart II100% (1)
- Job Sheet CNCDokumen24 halamanJob Sheet CNClukman100% (1)
- Modul Milling GSKDokumen14 halamanModul Milling GSKxqoprasetyoBelum ada peringkat
- Tutorial Mastercam LatheDokumen29 halamanTutorial Mastercam LatheWijarwanto Fendy100% (3)
- Diktat CNC 2Dokumen85 halamanDiktat CNC 2Averoes Agil100% (1)
- Modul Milling GSKDokumen17 halamanModul Milling GSKxqoprasetyoBelum ada peringkat
- Program Milling CNC ManualDokumen18 halamanProgram Milling CNC Manualphilip nababanBelum ada peringkat
- GSK 928 Ma H (Mill)Dokumen21 halamanGSK 928 Ma H (Mill)febrizha quratta ayunBelum ada peringkat
- Modul CNC Training CamDokumen19 halamanModul CNC Training CamasepBelum ada peringkat
- Kode Kode Dalam PemrogramanDokumen14 halamanKode Kode Dalam PemrogramanputuwisnayaBelum ada peringkat
- Andri CNC LaporanDokumen17 halamanAndri CNC LaporanAzzi RakhmanBelum ada peringkat
- Kegiatan Belajar 3Dokumen6 halamanKegiatan Belajar 3anon_964855459Belum ada peringkat
- 31 - 515190009 - Edo Sunardi - Tech CNC - Mandiri - 2Dokumen4 halaman31 - 515190009 - Edo Sunardi - Tech CNC - Mandiri - 2EDO SUNARDIBelum ada peringkat
- Pemrograman CNC PU 2A GSK 928Dokumen10 halamanPemrograman CNC PU 2A GSK 928kicuy barbarBelum ada peringkat
- Modul CNC Bubut PDFDokumen35 halamanModul CNC Bubut PDFAgusWaluyoBelum ada peringkat
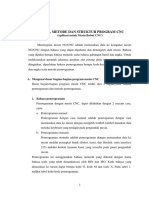
- BAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi Untuk Mesin Bubut CNC)Dokumen8 halamanBAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi Untuk Mesin Bubut CNC)Ipan MaulanaBelum ada peringkat
- Bahasa Metode Dan Struktur Program CNCDokumen8 halamanBahasa Metode Dan Struktur Program CNCbirinBelum ada peringkat
- G Code Pada Mesin CNCDokumen14 halamanG Code Pada Mesin CNCGerry BudimanBelum ada peringkat
- Materi Frais 1Dokumen7 halamanMateri Frais 1budi wongBelum ada peringkat
- CNC RepotDokumen19 halamanCNC Repot1third100% (1)
- Kode CNCDokumen2 halamanKode CNCIlal JojoBelum ada peringkat
- Perbedaan Program GDokumen8 halamanPerbedaan Program GSerdadu Syahrul QodriBelum ada peringkat
- TPNC XI Pert. 7 (Mengenal Lebih Detail Tentang Jenis Dan Fungsi Kode CNC Bubut)Dokumen8 halamanTPNC XI Pert. 7 (Mengenal Lebih Detail Tentang Jenis Dan Fungsi Kode CNC Bubut)DiancahyantoBelum ada peringkat
- Modul CNC FraisDokumen22 halamanModul CNC FraisMuhammad AminBelum ada peringkat
- CNC Dasar Tu-3aDokumen82 halamanCNC Dasar Tu-3aRivaldi Arno SaputraBelum ada peringkat
- Modul CNC TU 3A......Dokumen53 halamanModul CNC TU 3A......BolangBelum ada peringkat
- Mesin Perkakas CNC Tu-3aDokumen71 halamanMesin Perkakas CNC Tu-3aAhmad BuchoriBelum ada peringkat
- Modul PraktikumDokumen10 halamanModul PraktikumagusBelum ada peringkat
- CNC M11Dokumen42 halamanCNC M11FathoniBelum ada peringkat
- Proses Setting Simulator Pada SSCNCDokumen10 halamanProses Setting Simulator Pada SSCNCRizky SyarifBelum ada peringkat
- Tugas 3 MakalahDokumen26 halamanTugas 3 MakalahBlack kazam78Belum ada peringkat
- Basic CNC ProgramDokumen19 halamanBasic CNC ProgramRizky NurmansyahBelum ada peringkat
- Definisi Kod GDokumen15 halamanDefinisi Kod GAzrul AmriBelum ada peringkat
- CNC Simulation - Minggu Ke 4Dokumen70 halamanCNC Simulation - Minggu Ke 4waridho IskandarBelum ada peringkat
- G Code M Code CNC BubutDokumen14 halamanG Code M Code CNC BubutRudi TabutyBelum ada peringkat
- Jelaskan Sistem Permesinan Mesin CNC TUDokumen10 halamanJelaskan Sistem Permesinan Mesin CNC TUKurnia LutfiBelum ada peringkat
- Modul CNC 5 Prinsip Pembuatan Program CNCDokumen30 halamanModul CNC 5 Prinsip Pembuatan Program CNCMegi Setiawan S0% (2)
- CNC Dasar Tu-2aDokumen57 halamanCNC Dasar Tu-2aade sumpenaBelum ada peringkat
- Materi Kedua Pemrograman NCDokumen20 halamanMateri Kedua Pemrograman NCdim393Belum ada peringkat
- Materi Pemrograman G0123Dokumen21 halamanMateri Pemrograman G0123Fajar Haris Fauzi fajarharis.2019Belum ada peringkat
- Materi M2 KB4. CNC PDFDokumen24 halamanMateri M2 KB4. CNC PDFTje KingBelum ada peringkat
- Modul FRAIS CNC 3Dokumen11 halamanModul FRAIS CNC 3Ibnu Chandra100% (1)
- Laporan Mesin CNC Tu 3a Training Unit 3Dokumen13 halamanLaporan Mesin CNC Tu 3a Training Unit 3Nana NaryonoBelum ada peringkat
- Pretest CNC MilingDokumen5 halamanPretest CNC MilingsridayuBelum ada peringkat
- Tugas Rutin 3 CNC Achmad RizkyDokumen12 halamanTugas Rutin 3 CNC Achmad RizkyTenzoBelum ada peringkat
- Laporan Penuh Bengkel CNCDokumen16 halamanLaporan Penuh Bengkel CNCChaio Bontetet100% (1)
- Program Kode G & MDokumen9 halamanProgram Kode G & MjokoBelum ada peringkat
- Mesin Perkakas CNC Tu-3a, 2aDokumen74 halamanMesin Perkakas CNC Tu-3a, 2aYopik Indra100% (1)
- Dasar Pemrograman CNC 2 Axis-RevisiDokumen18 halamanDasar Pemrograman CNC 2 Axis-RevisiIbnu SBelum ada peringkat
- Makalah CNCDokumen6 halamanMakalah CNCPanji AwaludinBelum ada peringkat
- Machining Center - 3 Axis-Bagian - 2Dokumen32 halamanMachining Center - 3 Axis-Bagian - 2KEVIN SUSANTOBelum ada peringkat
- (2.02) Complete! ChaexDokumen7 halaman(2.02) Complete! ChaexJason MaldonadoBelum ada peringkat
- Materi Uas!!!!Dokumen3 halamanMateri Uas!!!!Nasrul 1909Belum ada peringkat
- Program CNCDokumen14 halamanProgram CNCkhoiril anwarBelum ada peringkat
- Kode MESIN CNCDokumen3 halamanKode MESIN CNCPutra MamasaBelum ada peringkat
- Kode & Format CNCDokumen11 halamanKode & Format CNCAgus WidodoBelum ada peringkat
- Pemantauan Dan Pemeliharaan Lingkungan Fisik PuskesmasDokumen4 halamanPemantauan Dan Pemeliharaan Lingkungan Fisik Puskesmassetia sulisBelum ada peringkat
- DT Kerahasiaan Informasi RMDokumen2 halamanDT Kerahasiaan Informasi RMsetia sulisBelum ada peringkat
- SOP Pelayanan TerpaduDokumen3 halamanSOP Pelayanan Terpadusetia sulisBelum ada peringkat
- SOP Persiapan Pasien RujukanDokumen2 halamanSOP Persiapan Pasien Rujukansetia sulisBelum ada peringkat
- SOP Monitoring Transfer Pasien Ke Rumah SakitDokumen3 halamanSOP Monitoring Transfer Pasien Ke Rumah Sakitsetia sulisBelum ada peringkat
- Alokasi Obat Polindes 21Dokumen26 halamanAlokasi Obat Polindes 21setia sulisBelum ada peringkat
- Rekapitulasi Sertifikat Siswa Berbasis LSPDokumen1 halamanRekapitulasi Sertifikat Siswa Berbasis LSPsetia sulisBelum ada peringkat
- Pemantauan Instalasi GasDokumen5 halamanPemantauan Instalasi Gassetia sulisBelum ada peringkat
- Penanggulangan Kebakaran, Ketersediaan AparDokumen4 halamanPenanggulangan Kebakaran, Ketersediaan Aparsetia sulisBelum ada peringkat
- Buku CNC - 2a Veteran-2Dokumen109 halamanBuku CNC - 2a Veteran-2setia sulisBelum ada peringkat
- MATERI MASTERCAM JOB-recoveryDokumen48 halamanMATERI MASTERCAM JOB-recoverysetia sulisBelum ada peringkat
- SK Memisahkan Alat Yang Bersih Dan Alat Yang Kotor Yang Memerlukan SterilisasiDokumen2 halamanSK Memisahkan Alat Yang Bersih Dan Alat Yang Kotor Yang Memerlukan Sterilisasisetia sulisBelum ada peringkat
- Pemantauan Dan Pemeliharaan Instalasi ListriDokumen4 halamanPemantauan Dan Pemeliharaan Instalasi Listrisetia sulisBelum ada peringkat
- Buku CNC - 2a Veteran-2Dokumen109 halamanBuku CNC - 2a Veteran-2setia sulisBelum ada peringkat
- SOP PENYIMPANAN ALAT YG MEMBUTUHKAN PERSYARATAN kHUSUSDokumen4 halamanSOP PENYIMPANAN ALAT YG MEMBUTUHKAN PERSYARATAN kHUSUSsetia sulisBelum ada peringkat
- Kegiatan Guru Tamu Dari DudikaDokumen1 halamanKegiatan Guru Tamu Dari Dudikasetia sulisBelum ada peringkat
- Surat Tugas Budaya KerjaDokumen1 halamanSurat Tugas Budaya Kerjasetia sulisBelum ada peringkat
- PSIKOTROPIKDokumen12 halamanPSIKOTROPIKsetia sulisBelum ada peringkat
- Contoh Berita AcaraDokumen2 halamanContoh Berita Acarasetia sulisBelum ada peringkat
- Bukti Pembayaran Pajak KendaraanDokumen27 halamanBukti Pembayaran Pajak Kendaraansetia sulisBelum ada peringkat
- Sop Penanganan Alat Yg Membutuhkan Perawatan KhususDokumen4 halamanSop Penanganan Alat Yg Membutuhkan Perawatan Khusussetia sulisBelum ada peringkat
- Sop Memisahkan Alat Bersih Dan KotorDokumen4 halamanSop Memisahkan Alat Bersih Dan Kotorsetia sulisBelum ada peringkat
- Sop Penyimpanan AlatDokumen4 halamanSop Penyimpanan Alatsetia sulisBelum ada peringkat
- Hitung Ujian Ukk TKRDokumen3 halamanHitung Ujian Ukk TKRsetia sulisBelum ada peringkat
- Penerimaan Reg Pusk TW I 2022Dokumen6 halamanPenerimaan Reg Pusk TW I 2022setia sulisBelum ada peringkat
- Penerimaan P2P Pusk TW Ii 2022Dokumen16 halamanPenerimaan P2P Pusk TW Ii 2022setia sulisBelum ada peringkat
- Penerimaan Hibah Kemenkes 2022Dokumen66 halamanPenerimaan Hibah Kemenkes 2022setia sulisBelum ada peringkat
- I Copy Penerimaan - Hibah - Kemenkes - 2022Dokumen3 halamanI Copy Penerimaan - Hibah - Kemenkes - 2022setia sulisBelum ada peringkat
- Penerimaan Hibah Kemenkes 2022Dokumen66 halamanPenerimaan Hibah Kemenkes 2022setia sulisBelum ada peringkat