Anda mungkin juga menyukai
- Konsep MaintenanceDokumen6 halamanKonsep Maintenanceryan hardianto0% (1)
- IK Mesin CNC Milling (Rev2)Dokumen3 halamanIK Mesin CNC Milling (Rev2)ilhamzulvanBelum ada peringkat
- 145 Memperbaiki Track Lepas Di LapanganDokumen3 halaman145 Memperbaiki Track Lepas Di LapanganDaniel PrakosoBelum ada peringkat
- Metode Pemasangan BearingDokumen3 halamanMetode Pemasangan BearingRian IsmailBelum ada peringkat
- Identifikasi Dan Klasifikasi Material TeknikDokumen13 halamanIdentifikasi Dan Klasifikasi Material TeknikBagas AdjiBelum ada peringkat
- Desain Layout Awal Laboratorium ManufakturDokumen2 halamanDesain Layout Awal Laboratorium ManufakturMgs Hadi YunusBelum ada peringkat
- WI-06-02 (Drilling Machine)Dokumen1 halamanWI-06-02 (Drilling Machine)Arief Rakhman LasandrimaBelum ada peringkat
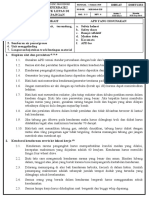
- IK Operasional LAS Dan Mesin Las c02Dokumen6 halamanIK Operasional LAS Dan Mesin Las c02nur wahyu dewi kusriniBelum ada peringkat
- SOP Pemanenan Dan Pengangkutan - REVISIDokumen23 halamanSOP Pemanenan Dan Pengangkutan - REVISIadityaBelum ada peringkat
- Pa Imal & Lintang - Pemeliharaan Klasifikasi Medium Repair Pada Mesin Fehlmann P18S (FR 04)Dokumen104 halamanPa Imal & Lintang - Pemeliharaan Klasifikasi Medium Repair Pada Mesin Fehlmann P18S (FR 04)Didit AdityaBelum ada peringkat
- 7 Bab Iii PembahasanDokumen28 halaman7 Bab Iii PembahasanDanid LeBelum ada peringkat
- Uji KekerasanDokumen15 halamanUji Kekerasannofa kirana pratamaBelum ada peringkat
- LAPORAN KUNJUNGAN AwecoDokumen36 halamanLAPORAN KUNJUNGAN AwecoVirgy PutriBelum ada peringkat
- Sop Batching Plant: AkmalDokumen1 halamanSop Batching Plant: AkmalBachtiar MadaoBelum ada peringkat
- MSDS Pertamina Dex (Solar Dex) PDFDokumen1 halamanMSDS Pertamina Dex (Solar Dex) PDFNur MuttaqinBelum ada peringkat
- Materi Tribologi 1Dokumen23 halamanMateri Tribologi 1Sidik SusiloBelum ada peringkat
- Modul Praktikum OESDokumen7 halamanModul Praktikum OESWilliam SihombingBelum ada peringkat
- Laporan Kerja PraktikDokumen110 halamanLaporan Kerja PraktikKhoerul FalahBelum ada peringkat
- Standard Sni Fender 398 536 1 SMDokumen10 halamanStandard Sni Fender 398 536 1 SMPuja Ningrat WibowoBelum ada peringkat
- APA ITU MANAJEMEN REKAYASA INDUSTRI Aka ENGINEERING MANAGEMENT ITBDokumen4 halamanAPA ITU MANAJEMEN REKAYASA INDUSTRI Aka ENGINEERING MANAGEMENT ITBFajar Wisma PrihantoroBelum ada peringkat
- Metode Pelaksana Gudang FarmasiDokumen74 halamanMetode Pelaksana Gudang Farmasiismet222309Belum ada peringkat
- Teori Dan Praktek Las / Mochamad AlipDokumen1 halamanTeori Dan Praktek Las / Mochamad AlipSemoet IrengBelum ada peringkat
- Pengertian Terotekologi, Tujuan Dan Macam-MacamDokumen11 halamanPengertian Terotekologi, Tujuan Dan Macam-MacamYongky Pratama Restoe BoemiBelum ada peringkat
- Penyusutan Bahan (Shrinkage)Dokumen10 halamanPenyusutan Bahan (Shrinkage)Listyant YokoBelum ada peringkat
- All Update Senin PDFDokumen119 halamanAll Update Senin PDFGsonic KrisnawanBelum ada peringkat
- Tugas 4Dokumen40 halamanTugas 4Ina A. PutriBelum ada peringkat
- New2 Material TeknikDokumen26 halamanNew2 Material TeknikBi bin100% (1)
- Proses Pembuatan PCB by SMTDokumen25 halamanProses Pembuatan PCB by SMTYudha WitantoBelum ada peringkat
- Laporan Praktik Kerja Industri (Magang Industri) : MAINTENANCE MESIN MTC (Mold Temperature Controller)Dokumen73 halamanLaporan Praktik Kerja Industri (Magang Industri) : MAINTENANCE MESIN MTC (Mold Temperature Controller)mdeky20Belum ada peringkat
- Seleksi MaterialDokumen3 halamanSeleksi MaterialTheresia AldamaiBelum ada peringkat
- PTSI PLT BUPR 003 R2 General Overhaul Procedure IndonesiaDokumen6 halamanPTSI PLT BUPR 003 R2 General Overhaul Procedure IndonesiaRony LesbtBelum ada peringkat
- Form Commissioning Umum NewDokumen3 halamanForm Commissioning Umum NewFeronika PurbaBelum ada peringkat
- Jenis-Jenis Pillow Block BearingsDokumen3 halamanJenis-Jenis Pillow Block BearingsAndi BetaBelum ada peringkat
- Form JSADokumen1 halamanForm JSADay WinBelum ada peringkat
- Analisa Laju Korosi Baja Karbon Menggunakan PotensiostatDokumen5 halamanAnalisa Laju Korosi Baja Karbon Menggunakan PotensiostatDewi Mawaddatus SholekhahBelum ada peringkat
- 130 FORM Pengambilan - Pengeluaran APDDokumen1 halaman130 FORM Pengambilan - Pengeluaran APDhendrik nikolasBelum ada peringkat
- Baut Dan MurDokumen13 halamanBaut Dan MurArief HadiyantoBelum ada peringkat
- Kecacatan Pada Proses Deep DrawingDokumen17 halamanKecacatan Pada Proses Deep DrawingFarhan AnggaBelum ada peringkat
- Modul WinqsbDokumen108 halamanModul WinqsbAan Yulian67% (3)
- CompressorDokumen7 halamanCompressorAnhy Hasriani RukkaBelum ada peringkat
- Format Job Desc - Mandor GradingDokumen5 halamanFormat Job Desc - Mandor Gradingadriyasper97Belum ada peringkat
- Format Laporan Berkala SKT-IO GensetDokumen4 halamanFormat Laporan Berkala SKT-IO GensetAbrisam WahyudiBelum ada peringkat
- Program Saving Budget Penggunaan Ban VulkanisirDokumen3 halamanProgram Saving Budget Penggunaan Ban Vulkanisirade johan kurniawanBelum ada peringkat
- Explore Dec 2019 PublishDokumen46 halamanExplore Dec 2019 Publisheka rizky sujonoBelum ada peringkat
- Laporan Proses Pengecoran LogamDokumen11 halamanLaporan Proses Pengecoran LogamArief SynysterBelum ada peringkat
- Kelompok 1 Pengolahan Limbah Peleburan FeDokumen41 halamanKelompok 1 Pengolahan Limbah Peleburan FeAdzraBelum ada peringkat
- Soal She Challenge FinalDokumen25 halamanSoal She Challenge FinalFadhil EmirzonBelum ada peringkat
- Sop Pengecoran LogamDokumen7 halamanSop Pengecoran LogamMahmud SholihuddinBelum ada peringkat
- Makalah k3 Departement MaintenanceDokumen20 halamanMakalah k3 Departement MaintenanceHafizInsaBelum ada peringkat
- Tungku InduksiDokumen44 halamanTungku Induksicahyaindrar100% (2)
- Proses Dan Perlengkapan Las GtawDokumen6 halamanProses Dan Perlengkapan Las GtawSastrawanBelum ada peringkat
- BERITA ACARA Gnti OliDokumen13 halamanBERITA ACARA Gnti OliErdhi CahyoBelum ada peringkat
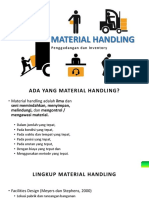
- Material HandlingDokumen27 halamanMaterial HandlingAhmad MuhdiBelum ada peringkat
- Perawatan Mesin-Mesin Industri Dan Peralatan Pendukungnya 12Dokumen112 halamanPerawatan Mesin-Mesin Industri Dan Peralatan Pendukungnya 12DaleArchgodBelum ada peringkat
- Motor Bakar Torak AbstrakDokumen26 halamanMotor Bakar Torak AbstrakMohdFadhliAfifBelum ada peringkat
- Nilai Kerumitan Perawatan (Maintenance & Repair) Teknik ListrikDokumen1 halamanNilai Kerumitan Perawatan (Maintenance & Repair) Teknik ListrikAchmad ZulkifliBelum ada peringkat
- Komponen Sistem HidrolikDokumen63 halamanKomponen Sistem HidrolikDzaky RaihanBelum ada peringkat
- Laporan Praktikum Perawatan JadiDokumen24 halamanLaporan Praktikum Perawatan JadiSandi Pebriyana100% (1)
- Surface GrindingDokumen145 halamanSurface GrindingGoem GumilarBelum ada peringkat
- Bab 2 Landasan Teori: in Keeping A System's Equipment in Working Order". Artinya: Pemeliharaan AdalahDokumen22 halamanBab 2 Landasan Teori: in Keeping A System's Equipment in Working Order". Artinya: Pemeliharaan AdalahRamli ambieBelum ada peringkat
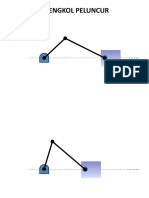
- Mekanisme Engkol PeluncurDokumen28 halamanMekanisme Engkol PeluncurARDIAS HERNANDITABelum ada peringkat
- Dinamika Teknik-1Dokumen11 halamanDinamika Teknik-1ARDIAS HERNANDITABelum ada peringkat
- Gaya Statis Dalam Batang - Mekanisme Engkol PeluncurDokumen3 halamanGaya Statis Dalam Batang - Mekanisme Engkol PeluncurARDIAS HERNANDITA100% (1)
- INKINDO Pedoman-Standar-Minimal-Tahun-2021-Final-15-10-2020Dokumen38 halamanINKINDO Pedoman-Standar-Minimal-Tahun-2021-Final-15-10-2020muhammad sidiqBelum ada peringkat
- Perencanaan Pemeliharaan MesinDokumen8 halamanPerencanaan Pemeliharaan Mesingreat_museBelum ada peringkat
- 2c Handout Perawatan Dan Perbaikan Mesin PDFDokumen77 halaman2c Handout Perawatan Dan Perbaikan Mesin PDFFahrudin ZakariaBelum ada peringkat
- Perencanaan Pemeliharaan MesinDokumen8 halamanPerencanaan Pemeliharaan Mesingreat_museBelum ada peringkat
- Tugas B InggrisDokumen2 halamanTugas B InggrisARDIAS HERNANDITABelum ada peringkat