Anda mungkin juga menyukai
- Metode Kerja Cofferdam SurabayaDokumen10 halamanMetode Kerja Cofferdam SurabayaAwang DarmawangsaBelum ada peringkat
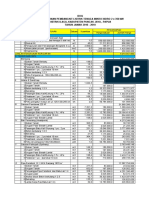
- BOQ JembatanDokumen5 halamanBOQ JembatanArvinta PinemBelum ada peringkat
- Kajian Teknis Per Bandingan Penerapan Tipe Konstruksi Pile SlabDokumen22 halamanKajian Teknis Per Bandingan Penerapan Tipe Konstruksi Pile SlabAudya Angga71% (7)
- Tiang Pancang Dengan Metode Pre BoringDokumen17 halamanTiang Pancang Dengan Metode Pre BoringDyva Kirana PutriBelum ada peringkat
- Spesifikasi TeknisDokumen56 halamanSpesifikasi TeknisM. Syahrul aLuLBelum ada peringkat
- Wms Pile Cap Dan Tie BeamDokumen16 halamanWms Pile Cap Dan Tie BeamjacksenBelum ada peringkat
- Pile Cap Dan Ground AnchorDokumen75 halamanPile Cap Dan Ground AnchorSulaim Al KautsarBelum ada peringkat
- Metode Pemasangan WABO Expansion JointDokumen13 halamanMetode Pemasangan WABO Expansion JointRivando NapitupuluBelum ada peringkat
- SOP Pembuatan Pondasi TravoDokumen10 halamanSOP Pembuatan Pondasi TravoAswirBelum ada peringkat
- 3.RANCANGAN TRIAL MIX BETON +10% KUBUS AG.K AhmadDokumen5 halaman3.RANCANGAN TRIAL MIX BETON +10% KUBUS AG.K AhmadFitrah N. TaufikBelum ada peringkat
- Divisi 7 Spesifikasi Jembatan 2018 - 1Dokumen300 halamanDivisi 7 Spesifikasi Jembatan 2018 - 1rickyBelum ada peringkat
- Itp TransparkDokumen8 halamanItp TransparkvegaaaBelum ada peringkat
- Seksi 3.1 GalianDokumen22 halamanSeksi 3.1 Galianipmawan0% (1)
- 12 - SE - M - 2015 Pedoman Penentuan Beban Impak Bangunan Pelindung Pilar Jembatan PDFDokumen45 halaman12 - SE - M - 2015 Pedoman Penentuan Beban Impak Bangunan Pelindung Pilar Jembatan PDFSiprianus GamurBelum ada peringkat
- 027 Perbaikan BetonDokumen4 halaman027 Perbaikan BetonEghaRanuPandhegaBelum ada peringkat
- Rab Pemasangan SheetfileDokumen75 halamanRab Pemasangan SheetfileZuhri PujakesumaBelum ada peringkat
- WBP-STD-MP003-01 Manual Produk Sheet Pile (Final)Dokumen56 halamanWBP-STD-MP003-01 Manual Produk Sheet Pile (Final)ihsan fachroziBelum ada peringkat
- Potongan Melintang Poncab SeDokumen1 halamanPotongan Melintang Poncab SeMayrizka Jeshinta DeviBelum ada peringkat
- Monitoring PancangDokumen3 halamanMonitoring PancangYant100% (1)
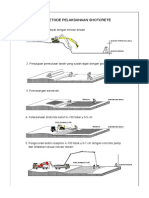
- Metode Kerja ShotcreteDokumen1 halamanMetode Kerja ShotcreteMukhamad SolikhinBelum ada peringkat
- Metode Pelaksanaan Metode Pekerjaan Dak Beton & ListplankDokumen7 halamanMetode Pelaksanaan Metode Pekerjaan Dak Beton & ListplankRoni ImamBelum ada peringkat
- Pekerjaan STP - Method StatementDokumen6 halamanPekerjaan STP - Method StatementMohamad NaharudinBelum ada peringkat
- Work Method Statement U-DitchDokumen16 halamanWork Method Statement U-DitchMartinus EliantoBelum ada peringkat
- Metode Perbaikan Dan RABDokumen28 halamanMetode Perbaikan Dan RABFadhlan RosBelum ada peringkat
- WMS Pekerjaan Bekisting Vertikal Kolom & Shearwall - Rev 0Dokumen27 halamanWMS Pekerjaan Bekisting Vertikal Kolom & Shearwall - Rev 0Mca Never'z SelfBelum ada peringkat
- Tugas E-Learning!Dokumen2 halamanTugas E-Learning!AryGainaBelum ada peringkat
- Waller BeamDokumen3 halamanWaller BeamAwaludin F AryantoBelum ada peringkat
- BOQ PLTMH ILAGA - OriDokumen3 halamanBOQ PLTMH ILAGA - OrinadiyaBelum ada peringkat
- WIKA-ENG-PBAS-IK-10-01 Metode Kerja Pemasangan Rel PengamanDokumen9 halamanWIKA-ENG-PBAS-IK-10-01 Metode Kerja Pemasangan Rel PengamanAris WidanarkoBelum ada peringkat
- Standart Konstruksi JembatanDokumen6 halamanStandart Konstruksi JembatanLa DodyBelum ada peringkat
- Job Mix PagarDokumen2 halamanJob Mix Pagarimmanuel lumbantobingBelum ada peringkat
- Desain STA. 25875 PDFDokumen51 halamanDesain STA. 25875 PDFsony noviansyahBelum ada peringkat
- Kurva S Addendum Waktu Bulan Ke - 4Dokumen1 halamanKurva S Addendum Waktu Bulan Ke - 4Iradat alamBelum ada peringkat
- Metode Pelaksanaan Pekerjaan Geotube Geotextile Dan Geogrid Ancol PDFDokumen18 halamanMetode Pelaksanaan Pekerjaan Geotube Geotextile Dan Geogrid Ancol PDFChalie Ggazalih100% (1)
- Tugas Alat Berat Dan PTM - Chairunisabilah - 1117020003 - 3 Sipil 1Dokumen83 halamanTugas Alat Berat Dan PTM - Chairunisabilah - 1117020003 - 3 Sipil 1Muhammad RifqiawanBelum ada peringkat
- Anl. Anyaman Kawat Yang Dilas (Welded Wire Mesh)Dokumen1 halamanAnl. Anyaman Kawat Yang Dilas (Welded Wire Mesh)momon alfiansyahBelum ada peringkat
- Harga KonstruksiDokumen26 halamanHarga KonstruksiAli BuuloloBelum ada peringkat
- 3 Metode Balok pLAT PDFDokumen4 halaman3 Metode Balok pLAT PDFRic's UrsBelum ada peringkat
- Aplikasi AHSP 20 21 Okt Rev.4Dokumen97 halamanAplikasi AHSP 20 21 Okt Rev.4ilhamsyah RendinataBelum ada peringkat
- Metode Kerja Cofferdam SurabayaDokumen10 halamanMetode Kerja Cofferdam SurabayatorecanBelum ada peringkat
- Katalog U Ditch and Paving KH BetonDokumen13 halamanKatalog U Ditch and Paving KH BetonMUHAMAD BAGUS AMRULLOHBelum ada peringkat
- Rab Jembatan 1Dokumen589 halamanRab Jembatan 1Aprianto Husaini KurdiBelum ada peringkat
- Metode Pelaksanaan Pekerjaan PalimaDokumen30 halamanMetode Pelaksanaan Pekerjaan PalimaWahyu Umboro0% (1)
- Daftar Harga Satuan Upah Dan Bahan Di Lingkungan PemerintahDokumen1.174 halamanDaftar Harga Satuan Upah Dan Bahan Di Lingkungan PemerintahMuhammadNasirJentagoBelum ada peringkat
- Pekerjaan Drainase (Box Culvert)Dokumen5 halamanPekerjaan Drainase (Box Culvert)Hernawan Makmur HidayatBelum ada peringkat
- F.QC.05 Inspeksi BekistingDokumen4 halamanF.QC.05 Inspeksi BekistingAndre SitumeangBelum ada peringkat
- Fondasi TC SPUN Pile 9tiang COMANSADokumen27 halamanFondasi TC SPUN Pile 9tiang COMANSAMartinus EliantoBelum ada peringkat
- Pekerjaan Diafragma WallDokumen10 halamanPekerjaan Diafragma WallKunam100% (1)
- Tor Deep Boring Rusunami MenanggalDokumen15 halamanTor Deep Boring Rusunami MenanggalPerencRegVI100% (2)
- Bab 5 Galian StrukturDokumen5 halamanBab 5 Galian StrukturIrena KyungsooBelum ada peringkat
- Level II Level III Level IV Level V Level I: Task Sub Task I Work Package Sub Task II Project NameDokumen3 halamanLevel II Level III Level IV Level V Level I: Task Sub Task I Work Package Sub Task II Project NameAris Chan SaputraBelum ada peringkat
- 4 Quality TargetDokumen5 halaman4 Quality Targetahmad ubaydillahBelum ada peringkat
- Metode Kerja Concrete Wall Dan KolomDokumen11 halamanMetode Kerja Concrete Wall Dan KolomDio AgungBelum ada peringkat
- Perhitungan Beban Proof Rolling SubgradeDokumen5 halamanPerhitungan Beban Proof Rolling SubgradeHerizaldi HrpBelum ada peringkat
- Inovasi Proyek - Proyek Rsud Kota DepokDokumen13 halamanInovasi Proyek - Proyek Rsud Kota DepokWasKito AdyBelum ada peringkat
- Metode Pancang Surveyor IndonesiaDokumen22 halamanMetode Pancang Surveyor IndonesiaAndikBelum ada peringkat
- Metode Pelaksanaan Paket 2 RevDokumen76 halamanMetode Pelaksanaan Paket 2 Revhusin.naparin9129Belum ada peringkat
- Minggu 1Dokumen1 halamanMinggu 1MardhanBelum ada peringkat
- Laporan Pelaksanaan - PDA Test Spun Pile Pasir Kadu - 2023Dokumen21 halamanLaporan Pelaksanaan - PDA Test Spun Pile Pasir Kadu - 2023Bayu Adi NugrohoBelum ada peringkat
- Laporan Pendahuluan DED JembatanDokumen102 halamanLaporan Pendahuluan DED Jembatanindra hoedaya100% (1)
- Harga Satuan Pengadaan Precast SD 15 Agustus 2017Dokumen7 halamanHarga Satuan Pengadaan Precast SD 15 Agustus 2017GenTigaBrotherhood BantenBelum ada peringkat
- Method Statement Bending TestDokumen9 halamanMethod Statement Bending TestGenTigaBrotherhood BantenBelum ada peringkat
- Method Statement Bending Test (Revisi06)Dokumen16 halamanMethod Statement Bending Test (Revisi06)GenTigaBrotherhood Banten100% (1)
- Review StressingDokumen1 halamanReview StressingGenTigaBrotherhood BantenBelum ada peringkat
- Form CV Update 2015Dokumen6 halamanForm CV Update 2015GenTigaBrotherhood BantenBelum ada peringkat
- Bantalan Jalan RelDokumen12 halamanBantalan Jalan RelGenTigaBrotherhood BantenBelum ada peringkat