Anda mungkin juga menyukai
- Analisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisDari EverandAnalisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- UTS Proposal Penelitian (BAB 1) - RANDI SUSILO 1904020005Dokumen7 halamanUTS Proposal Penelitian (BAB 1) - RANDI SUSILO 1904020005RANDI SUSILO S1 Teknik IndustriBelum ada peringkat
- Penelitian Timoti Saeful Imam Penerapan Dmaic Dalam Pengendalian DefectDokumen9 halamanPenelitian Timoti Saeful Imam Penerapan Dmaic Dalam Pengendalian Defectarief rahmanBelum ada peringkat
- Usulan Perbaikan Kualitas Produk Dengan Metode Six Sigma (Dmaic) Dan Failure Mode andDokumen6 halamanUsulan Perbaikan Kualitas Produk Dengan Metode Six Sigma (Dmaic) Dan Failure Mode andSri SardiyantiBelum ada peringkat
- Lean Six Sigma: Fakultas Teknik Industri Universitas Muhammadiyah TangerangDokumen28 halamanLean Six Sigma: Fakultas Teknik Industri Universitas Muhammadiyah TangerangBagas SyahfudiantoroBelum ada peringkat
- 5222 12436 1 PBDokumen9 halaman5222 12436 1 PBHilda FitrianaBelum ada peringkat
- 1113 2307 1 SMDokumen7 halaman1113 2307 1 SMyogi pratamaBelum ada peringkat
- Jurnal FtaDokumen12 halamanJurnal FtawucruenBelum ada peringkat
- 869-Article Text-25377-1-10-20230429Dokumen6 halaman869-Article Text-25377-1-10-20230429keylabonturBelum ada peringkat
- Laporan Skripsi Vina - Rev NewDokumen77 halamanLaporan Skripsi Vina - Rev Newfatih syarifudinBelum ada peringkat
- Tubes Bu IsnaDokumen30 halamanTubes Bu IsnaAdhella Ika PutriBelum ada peringkat
- Seven ToolsDokumen5 halamanSeven ToolsSepty TRi WahyuniBelum ada peringkat
- 488-Article Text-1413-1-10-20181105Dokumen11 halaman488-Article Text-1413-1-10-20181105Anka CorinaBelum ada peringkat
- Pengendalian Kualitas Statistik Pada ProsesDokumen32 halamanPengendalian Kualitas Statistik Pada ProsesDio Rahmat PutraBelum ada peringkat
- Analisis Statistical Quality Control Dalam Upaya Mengurangi Jumlah Produk Cacat Di Pabrik Roti The Li Nou BakeryDokumen13 halamanAnalisis Statistical Quality Control Dalam Upaya Mengurangi Jumlah Produk Cacat Di Pabrik Roti The Li Nou BakeryJIHAN MARTIANABelum ada peringkat
- Pengendalian Kualitas Roti BakeryDokumen17 halamanPengendalian Kualitas Roti BakeryFahmi MusliadiBelum ada peringkat
- 3042 11867 1 PBDokumen9 halaman3042 11867 1 PBTaufik HidayatBelum ada peringkat
- 1 SMDokumen8 halaman1 SMPR BSIBelum ada peringkat
- 1 SMDokumen9 halaman1 SMMohIrfanIrawanBelum ada peringkat
- Analisis Pengendalian Kualitas Produksi Dalam UpayaDokumen28 halamanAnalisis Pengendalian Kualitas Produksi Dalam UpayaNiezar ZieBelum ada peringkat
- Linton Lumbantoruan - 30421749 - 3ID03 - Review Jurnal - PP MutuDokumen12 halamanLinton Lumbantoruan - 30421749 - 3ID03 - Review Jurnal - PP Mutusangkuriangok90Belum ada peringkat
- None Bdbee347Dokumen13 halamanNone Bdbee347Muhammad FirdausBelum ada peringkat
- JudulDokumen8 halamanJuduldian rahmawatiBelum ada peringkat
- Tugas Makalah 3Dokumen6 halamanTugas Makalah 3Tiara divaBelum ada peringkat
- Integrasi Fmeadalam Penerapanquality Control Circle (QCC) Untuk Perbaikan Kualitas Proses Produksi Pada Mesin Tenun RapierDokumen8 halamanIntegrasi Fmeadalam Penerapanquality Control Circle (QCC) Untuk Perbaikan Kualitas Proses Produksi Pada Mesin Tenun RapierginaBelum ada peringkat
- Faktor 2Dokumen32 halamanFaktor 2mely haiBelum ada peringkat
- SeghiaoeDokumen8 halamanSeghiaoekarismasuryaniBelum ada peringkat
- 113 485 1 PBDokumen7 halaman113 485 1 PBzoro SapriBelum ada peringkat
- Bab IDokumen6 halamanBab IL I N ABelum ada peringkat
- Analisis Six Sigma Dalam Upaya Mengurangi Produk Cacat Pada Bagian Proses Produksi Kripik Singkong Tawar Di Cv. Sarach Cake and Snack (SCS)Dokumen9 halamanAnalisis Six Sigma Dalam Upaya Mengurangi Produk Cacat Pada Bagian Proses Produksi Kripik Singkong Tawar Di Cv. Sarach Cake and Snack (SCS)andika yuli heryantoBelum ada peringkat
- 32-Article Text-326-1-10-20231106Dokumen10 halaman32-Article Text-326-1-10-20231106goblinwarolembaBelum ada peringkat
- Referensi KeandalanDokumen14 halamanReferensi KeandalanFirda NisaulBelum ada peringkat
- 4804-Article Text-20972-1-10-20221022Dokumen10 halaman4804-Article Text-20972-1-10-20221022Enjely KesyaBelum ada peringkat
- 898 2976 1 PBDokumen8 halaman898 2976 1 PBAlan KawaBelum ada peringkat
- Research Tugas AkhirDokumen8 halamanResearch Tugas AkhirsiskiadstatindustriBelum ada peringkat
- 218-Article Text-666-1-10-20220218Dokumen10 halaman218-Article Text-666-1-10-20220218Rizky NasrullohBelum ada peringkat
- Jurnal 8 Pdca FmeaDokumen9 halamanJurnal 8 Pdca FmeaAndra Eka VirgawanBelum ada peringkat
- Jurnal Adrianus H.Dokumen5 halamanJurnal Adrianus H.adrianBelum ada peringkat
- Tugas Kelompok Paper Six SigmaDokumen5 halamanTugas Kelompok Paper Six SigmaIna RoyaniBelum ada peringkat
- Contoh Proposal KP PDFDokumen18 halamanContoh Proposal KP PDFWinda Dwiana100% (1)
- Kelompok 4Dokumen43 halamanKelompok 4Cussa SumahBelum ada peringkat
- Daffa Reandra - 120310200025 - Manajemen Kualitas D (UAS)Dokumen4 halamanDaffa Reandra - 120310200025 - Manajemen Kualitas D (UAS)Daffa ReandraBelum ada peringkat
- Bab IDokumen9 halamanBab ISean BagongBelum ada peringkat
- 1 SM PDFDokumen6 halaman1 SM PDFFirman SyahBelum ada peringkat
- F-4 Perbaikan Kualitas Produk BerdasarkanDokumen6 halamanF-4 Perbaikan Kualitas Produk BerdasarkanRaka R RamadhianBelum ada peringkat
- 5 Analisis Pengendalian Kualitas Produk Cacat Dengan MetodeDokumen9 halaman5 Analisis Pengendalian Kualitas Produk Cacat Dengan MetodeALISA DWI ASTUTIBelum ada peringkat
- Jurnal Tugas Akhir L. Tri WijayaDokumen18 halamanJurnal Tugas Akhir L. Tri WijayaEfriscia DaveiraBelum ada peringkat
- 1493 3038 1 PBDokumen9 halaman1493 3038 1 PBDebby Andrean Ady MahardikaBelum ada peringkat
- 1 SMDokumen11 halaman1 SMhendri hidayatBelum ada peringkat
- Proposal Tugas Akhir: Fuzzy Failure Mode and Effect AnalysisDokumen38 halamanProposal Tugas Akhir: Fuzzy Failure Mode and Effect AnalysisIlham Khoirul UlumBelum ada peringkat
- Karet PDFDokumen71 halamanKaret PDFMuhammad Sabdian HarwandaBelum ada peringkat
- 1 PBDokumen7 halaman1 PBSabrina KiranaBelum ada peringkat
- Stt-Wastukancana Ac Id-4 - GalihDokumen10 halamanStt-Wastukancana Ac Id-4 - GalihDIPEREN ENTERTAINMENTBelum ada peringkat
- Review Jurnal+jurnal Asli Natanael PurbaDokumen17 halamanReview Jurnal+jurnal Asli Natanael PurbaNATANAEL PURBA Mahasiswa PNJBelum ada peringkat
- Bab IDokumen3 halamanBab IOktavia SBelum ada peringkat
- DPR 5 ProgresssDokumen13 halamanDPR 5 ProgresssveronikaBelum ada peringkat
- Didik - Ariyanto - 133010010 - Teknik IndustriDokumen15 halamanDidik - Ariyanto - 133010010 - Teknik IndustriAnnisa KhairaniBelum ada peringkat
- Proposal Pi Waktu ItuDokumen13 halamanProposal Pi Waktu ItuArief SofyanBelum ada peringkat
- ID Analisis Pengendalian Kualitas ProdukDokumen7 halamanID Analisis Pengendalian Kualitas Produkrifai adjiBelum ada peringkat
- Aplikasi Metode Taguchi Analysis Dan Failure Mode and EffectDokumen6 halamanAplikasi Metode Taguchi Analysis Dan Failure Mode and EffectMuhamat Adi PutraBelum ada peringkat
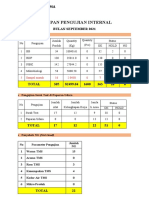
- REKAPAN PENGUJIAN INTERN DAN EKSTERN Sept 21Dokumen2 halamanREKAPAN PENGUJIAN INTERN DAN EKSTERN Sept 21Intan PandiniBelum ada peringkat
- 6720 35763 2 PBDokumen8 halaman6720 35763 2 PBCahyani WindraBelum ada peringkat
- Form Kehadiran Kerja Praktek Form KP 7Dokumen1 halamanForm Kehadiran Kerja Praktek Form KP 7Intan PandiniBelum ada peringkat
- 19.04.2491 Bab1Dokumen6 halaman19.04.2491 Bab1Intan PandiniBelum ada peringkat
- 578-Article Text-772-3-10-20160229Dokumen7 halaman578-Article Text-772-3-10-20160229Miftah RizqiBelum ada peringkat
- Absensi Magang IndustriDokumen10 halamanAbsensi Magang IndustriIntan PandiniBelum ada peringkat
- Perbandingan Analisis Pengukuran Beban Kerja Psikologis Pada Perawat Menggunakan Metode NASA-TLX Dan RSMEDokumen9 halamanPerbandingan Analisis Pengukuran Beban Kerja Psikologis Pada Perawat Menggunakan Metode NASA-TLX Dan RSMEIntan PandiniBelum ada peringkat
- 2768-Article Text-5527-1-10-20200918Dokumen7 halaman2768-Article Text-5527-1-10-20200918Intan PandiniBelum ada peringkat
- 452 1737 1 PBDokumen13 halaman452 1737 1 PBIntan PandiniBelum ada peringkat
- 1301-Article Text-8088-3-10-20210310Dokumen13 halaman1301-Article Text-8088-3-10-20210310Intan PandiniBelum ada peringkat
- 1796 9596 1 PBDokumen7 halaman1796 9596 1 PBIntan PandiniBelum ada peringkat
- Perencanaan & Perancangan ProdukDokumen13 halamanPerencanaan & Perancangan ProdukIntan PandiniBelum ada peringkat
- Jadwal UTS Online Pagi Dan Sore GSL 20202021 T. IndustriDokumen4 halamanJadwal UTS Online Pagi Dan Sore GSL 20202021 T. IndustriIntan PandiniBelum ada peringkat