Anda mungkin juga menyukai
- 1363 3326 1 SMDokumen6 halaman1363 3326 1 SMThoni LacknerBelum ada peringkat
- 2 PromosiDokumen63 halaman2 PromosiSigit Eka Duwi TamaBelum ada peringkat
- Pengembangan Dan Prospek Teknologi Friction SurfaceDokumen8 halamanPengembangan Dan Prospek Teknologi Friction SurfaceNurulAnnisaAuliaBelum ada peringkat
- Salinan Terjemahan Jurnal AWJM Fix 1Dokumen14 halamanSalinan Terjemahan Jurnal AWJM Fix 1Ryandi WijayaBelum ada peringkat
- Analisis Pengaruh Radius Bending Pada Proses Bending Menggunakan Pelat SPCC-SD Terhadap Perubahan Struktur MikroDokumen11 halamanAnalisis Pengaruh Radius Bending Pada Proses Bending Menggunakan Pelat SPCC-SD Terhadap Perubahan Struktur MikroM. SukarmanBelum ada peringkat
- Jurnal 2 (UAS PErlakuan Permukaan 2021)Dokumen8 halamanJurnal 2 (UAS PErlakuan Permukaan 2021)Racun tikusssBelum ada peringkat
- 4146 10627 1 SM - 2Dokumen3 halaman4146 10627 1 SM - 2Alifiandi LaksanaBelum ada peringkat
- Pertemuan 2Dokumen10 halamanPertemuan 2Bagas Andika prasetyoBelum ada peringkat
- Friction WeldingDokumen8 halamanFriction WeldingJack Carol Adolf PahBelum ada peringkat
- Crack Pada Arm Excavator PDFDokumen7 halamanCrack Pada Arm Excavator PDFIlyas Ade Chandra100% (1)
- Machine AbilityDokumen10 halamanMachine AbilityriefardBelum ada peringkat
- On The Thermo-Mechanical Events During Friction SurfacingDokumen19 halamanOn The Thermo-Mechanical Events During Friction SurfacingNurulAnnisaAuliaBelum ada peringkat
- BAB II Revisi IDokumen37 halamanBAB II Revisi IRezki ZulqadriBelum ada peringkat
- Analisa Pengaruh Proses PengelasanDokumen8 halamanAnalisa Pengaruh Proses PengelasanIrul AnaamBelum ada peringkat
- Pengaruh Kecepatan Potong VC Terhadap Ke 22b6fceeDokumen7 halamanPengaruh Kecepatan Potong VC Terhadap Ke 22b6fceeAhmad BaihaqiBelum ada peringkat
- Makalah Tribologi PahatDokumen22 halamanMakalah Tribologi PahatAnanta SandhuBelum ada peringkat
- Pengaruh Kawat LasDokumen10 halamanPengaruh Kawat Lasadi purwantoBelum ada peringkat
- 1 PB 3 PDFDokumen6 halaman1 PB 3 PDFTriyanto BambangBelum ada peringkat
- Review Jurnal Haris ElvanDokumen2 halamanReview Jurnal Haris Elvanharis elvanBelum ada peringkat
- Konsep Pemesinan TerkiniDokumen10 halamanKonsep Pemesinan TerkiniHapril TriadiBelum ada peringkat
- LasDokumen8 halamanLasTio Agathama PutraBelum ada peringkat
- Pengaruh Kekasaran Proses PembubutanDokumen49 halamanPengaruh Kekasaran Proses PembubutanIzul JRs-theframe SevenfoldismBelum ada peringkat
- Analisis Pengaruh Radius Dies Terhadap Springback Logam Lembaran Stainless-Steel PaDokumen10 halamanAnalisis Pengaruh Radius Dies Terhadap Springback Logam Lembaran Stainless-Steel PaM. SukarmanBelum ada peringkat
- Dapus 5Dokumen10 halamanDapus 5Hamda YunasdiBelum ada peringkat
- Artikel 11Dokumen8 halamanArtikel 11G 09Belum ada peringkat
- Tugas Andika P.CDokumen6 halamanTugas Andika P.Candika putra caniagoBelum ada peringkat
- 369 366 1 SMDokumen10 halaman369 366 1 SMDhanan WicaksanaBelum ada peringkat
- Parameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganDokumen6 halamanParameter Penggilingan Dan Kualitas Permukaan Yang Bergantung Pada Keausan Pahat Dalam Penggilingan Mikro Dari KuninganAchmad Rivai ErzalazBelum ada peringkat
- v1315 Analisis Pengaruh Laju Putaran Terhadaap Bentuk Gram, Gaya Dan Suhu Pemotongan Pada Pembubutan Baja Aisi 1045Dokumen11 halamanv1315 Analisis Pengaruh Laju Putaran Terhadaap Bentuk Gram, Gaya Dan Suhu Pemotongan Pada Pembubutan Baja Aisi 1045nurdin_youngmanBelum ada peringkat
- 2010 ROTORSalahuddinYopi Preheatpostweld5083revDokumen9 halaman2010 ROTORSalahuddinYopi Preheatpostweld5083revLuru GratisanBelum ada peringkat
- Laporan Praktikum Material Percobaan Uji Kekerasan: Ricky Kristanto Napitupulu 1803010021Dokumen22 halamanLaporan Praktikum Material Percobaan Uji Kekerasan: Ricky Kristanto Napitupulu 1803010021Imron SiallaganBelum ada peringkat
- Bab I PDFDokumen4 halamanBab I PDFsyahbana putra nstBelum ada peringkat
- Pengaruh Variasi Tekanan GesekDokumen26 halamanPengaruh Variasi Tekanan GesekDayat AjahBelum ada peringkat
- Keausan Pahat HSSDokumen8 halamanKeausan Pahat HSSPurnomo SidiBelum ada peringkat
- Bab I-IiiDokumen42 halamanBab I-IiiSyafrizal FauzyBelum ada peringkat
- 1 Pengaruh Sudut Potong Dan Kecepatan Putaran Spindel Terhadap Kekasaran Permukaan Pada Proses Bubut Mild Steel ST 37Dokumen8 halaman1 Pengaruh Sudut Potong Dan Kecepatan Putaran Spindel Terhadap Kekasaran Permukaan Pada Proses Bubut Mild Steel ST 37Febrian NurdinBelum ada peringkat
- 577 68520 1 10 20171013Dokumen4 halaman577 68520 1 10 20171013Putra PratamaBelum ada peringkat
- 0910620013Dokumen7 halaman091062001378858799Belum ada peringkat
- Bab IDokumen4 halamanBab IerikyohanesmBelum ada peringkat
- Metal Working (Cold Extrusion) - IDDokumen9 halamanMetal Working (Cold Extrusion) - IDerfhanBelum ada peringkat
- Blacktening ProcessDokumen6 halamanBlacktening ProcessMuh Saeful AzisBelum ada peringkat
- 126 255 1 PBDokumen8 halaman126 255 1 PBANTON HARSENOBelum ada peringkat
- Bab IDokumen9 halamanBab IRofik NoumikazeBelum ada peringkat
- 1229 2383 1 SMDokumen6 halaman1229 2383 1 SMArda RidhoBelum ada peringkat
- 11 Jurnal FixDokumen8 halaman11 Jurnal FixDavid LukmantoBelum ada peringkat
- 4984 17520 1 PB - En.idDokumen6 halaman4984 17520 1 PB - En.idihsan udinBelum ada peringkat
- 363-Article Text-1243-1-10-20170117Dokumen5 halaman363-Article Text-1243-1-10-20170117Hanan AnNadhifBelum ada peringkat
- Pemotongan LogamDokumen10 halamanPemotongan LogamdesiBelum ada peringkat
- Proses Pemotongan Mesin BubutDokumen14 halamanProses Pemotongan Mesin BubutHendi TatorBelum ada peringkat
- Eksperimen Pengaruh Springback Terhadap Sudut Tekuk Pada Proses Penekukan Pelat Galvanis LokfomDokumen15 halamanEksperimen Pengaruh Springback Terhadap Sudut Tekuk Pada Proses Penekukan Pelat Galvanis Lokfomnova darma putraBelum ada peringkat
- Bab IiDokumen18 halamanBab IiFitro UfniaBelum ada peringkat
- Pengaruh Parameter Potong Dan Geometri Pahat Terhadap Kekasaran Permukaan Pada Proses BubutDokumen6 halamanPengaruh Parameter Potong Dan Geometri Pahat Terhadap Kekasaran Permukaan Pada Proses BubutDede TaufikBelum ada peringkat
- PENGARUH ANNEALING DAN SKIN PAS ROLLING TERHADAP SIFAT MEKANIK PRODUK ELECTROLYTIC CLEANING LINE (ECL), BATCH TEMPERATE ROLL (BTR), DAN COLD ROOL FINISHED (CRF) PADA PROSES PEMBUATAN LEMBARAN BAJA AL KILLED STANDARDokumen8 halamanPENGARUH ANNEALING DAN SKIN PAS ROLLING TERHADAP SIFAT MEKANIK PRODUK ELECTROLYTIC CLEANING LINE (ECL), BATCH TEMPERATE ROLL (BTR), DAN COLD ROOL FINISHED (CRF) PADA PROSES PEMBUATAN LEMBARAN BAJA AL KILLED STANDARbimatheBelum ada peringkat
- Ipi15117 PDFDokumen10 halamanIpi15117 PDFRickyBelum ada peringkat
- Pengumuman-02 BappenasDokumen12 halamanPengumuman-02 Bappenasanggi mahiraBelum ada peringkat
- Instrumen Penelitian Kualitatif Kuantita PDFDokumen42 halamanInstrumen Penelitian Kualitatif Kuantita PDFIrziq AdhityaBelum ada peringkat
- Jadwal Vaksin 4 22 SeptemberDokumen17 halamanJadwal Vaksin 4 22 SeptemberMulyaniBelum ada peringkat
- Penyusunan Soal SosiologiDokumen59 halamanPenyusunan Soal SosiologiAlam Maulana PratamaBelum ada peringkat
- Pengumuman Pendanaan PKM 5 Bidang Tahun 2020Dokumen188 halamanPengumuman Pendanaan PKM 5 Bidang Tahun 2020Atika HapsatiBelum ada peringkat
- Pengumuman-02 BappenasDokumen12 halamanPengumuman-02 Bappenasanggi mahiraBelum ada peringkat
- CPNS Bappenas 2021Dokumen13 halamanCPNS Bappenas 2021Meiko Mey-RinBelum ada peringkat
- CPNS Bappenas 2021Dokumen13 halamanCPNS Bappenas 2021Meiko Mey-RinBelum ada peringkat
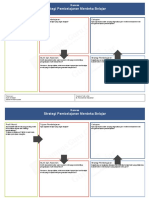
- Lembar Kanvas Strategi Merdeka BelajarDokumen2 halamanLembar Kanvas Strategi Merdeka BelajarMulyaniBelum ada peringkat
- Tugas II Mata Kuliah Metodologi PenelitianDokumen17 halamanTugas II Mata Kuliah Metodologi PenelitianMulyaniBelum ada peringkat
- Uts Manajemen Diklat-DikonversiDokumen6 halamanUts Manajemen Diklat-DikonversiMulyaniBelum ada peringkat
- Manual BookDokumen10 halamanManual BookFitri SundariBelum ada peringkat
- Laporan Kerja Praktik - Bimansyah Pratama - 1022160058Dokumen53 halamanLaporan Kerja Praktik - Bimansyah Pratama - 1022160058Gita SaragihBelum ada peringkat
- Salinan Persesjen Nomor 14 Tahun 2021Dokumen19 halamanSalinan Persesjen Nomor 14 Tahun 2021Hizriyah HidayatiBelum ada peringkat
- PP No. 24 Tahun 1997 - Pendaftaran Tanah PDFDokumen63 halamanPP No. 24 Tahun 1997 - Pendaftaran Tanah PDFHendra Belog PolosBelum ada peringkat
- Pdfslide - Tips Peserta Wisuda PPST Tahun Akademik 2016 Teknik Mesin Program Studi Teknik KonversiDokumen1 halamanPdfslide - Tips Peserta Wisuda PPST Tahun Akademik 2016 Teknik Mesin Program Studi Teknik KonversiMulyaniBelum ada peringkat
- Pengumuman Akhir CPNSDokumen3 halamanPengumuman Akhir CPNSPolo PoloBelum ada peringkat
- Pembangunan Pendidikan Merdeka Lajar Telaah MetoDokumen11 halamanPembangunan Pendidikan Merdeka Lajar Telaah Metopratiwi riskaBelum ada peringkat
- Pengumuman Seleksi ASN Deli Serdang 2021 OKDokumen33 halamanPengumuman Seleksi ASN Deli Serdang 2021 OKAdelia Utari ArsaBelum ada peringkat
- Krs Rosa 4Dokumen1 halamanKrs Rosa 4MulyaniBelum ada peringkat
- Literature Review-Libre PDFDokumen6 halamanLiterature Review-Libre PDFMuhammad Feizal AntarezaBelum ada peringkat
- Pengumuman CASN KESDM Tahun 2021 FixDokumen42 halamanPengumuman CASN KESDM Tahun 2021 Fixbrainhadi24Belum ada peringkat
- Krs Rosa 6Dokumen1 halamanKrs Rosa 6MulyaniBelum ada peringkat
- Kartu Rencana Studi Semester (KRSS) - UNIMED Learning Management ServicesDokumen1 halamanKartu Rencana Studi Semester (KRSS) - UNIMED Learning Management ServicesMulyaniBelum ada peringkat
- Kartu Rencana Studi Semester (KRSS) - UNIMED Learning Management ServicesDokumen1 halamanKartu Rencana Studi Semester (KRSS) - UNIMED Learning Management ServicesMulyaniBelum ada peringkat
- Krs Rosa 7Dokumen1 halamanKrs Rosa 7MulyaniBelum ada peringkat
- Struktur Kurikulum KKNI Prodi Pend. Teknik OtomotifDokumen3 halamanStruktur Kurikulum KKNI Prodi Pend. Teknik OtomotifMulyaniBelum ada peringkat
- Krs Rosa 8Dokumen1 halamanKrs Rosa 8MulyaniBelum ada peringkat
- Krs Rosa 5Dokumen1 halamanKrs Rosa 5MulyaniBelum ada peringkat
- Pengumuman Pendanaan PKM 5 Bidang Tahun 2020Dokumen188 halamanPengumuman Pendanaan PKM 5 Bidang Tahun 2020Atika HapsatiBelum ada peringkat