Anda mungkin juga menyukai
- Gabung 13-Modul TEKNIK PEMESINAN-606 Hal PDFDokumen606 halamanGabung 13-Modul TEKNIK PEMESINAN-606 Hal PDFabdul rosid100% (1)
- Soal Pilihan Ganda - Gambar Teknik - Jawabannya - Tech Lover Indonesia PDFDokumen17 halamanSoal Pilihan Ganda - Gambar Teknik - Jawabannya - Tech Lover Indonesia PDFBalinden KentoengBelum ada peringkat
- Pemrograman CNC Turning Dengan Software Swansoft CNC Simulation Sistem Operasi Fanuc Oi T NCDokumen19 halamanPemrograman CNC Turning Dengan Software Swansoft CNC Simulation Sistem Operasi Fanuc Oi T NCulul farichinBelum ada peringkat
- Laporan Praktek Kerja Lapangan: PT - Tjokro Bersaudara Banjarindo (PT - TBB)Dokumen23 halamanLaporan Praktek Kerja Lapangan: PT - Tjokro Bersaudara Banjarindo (PT - TBB)Hardi JohanBelum ada peringkat
- Contoh Kisi Soal P Dan KDokumen2 halamanContoh Kisi Soal P Dan KRoni AlkausarBelum ada peringkat
- SAP Proses ProduksiDokumen1 halamanSAP Proses ProduksiAndri100% (1)
- Teknik Pemesinan Gerinda Pertemuan KesatuDokumen55 halamanTeknik Pemesinan Gerinda Pertemuan Kesatuyudi ismantoBelum ada peringkat
- Gerak Interpolasi MelingkarDokumen3 halamanGerak Interpolasi MelingkarGalangTgrBelum ada peringkat
- KKM TPB Xi 2017-2018 k13 LamaDokumen8 halamanKKM TPB Xi 2017-2018 k13 LamaahmadBelum ada peringkat
- NOMENKLATUR ManufakturDokumen3 halamanNOMENKLATUR ManufakturYUSRI. LBelum ada peringkat
- Silabus Teknik Pemesinan Gerinda XII 20-21Dokumen19 halamanSilabus Teknik Pemesinan Gerinda XII 20-21rizqiawaludinBelum ada peringkat
- Bubut Ulir TrapesiumDokumen6 halamanBubut Ulir TrapesiumIfo tamsarBelum ada peringkat
- 007.RPS OBE KewirausahaanDokumen7 halaman007.RPS OBE KewirausahaanN sartikaBelum ada peringkat
- RPP DDP - 3 OkDokumen11 halamanRPP DDP - 3 OkfirmanrusydiBelum ada peringkat
- Laporan Pi Yosua Fix .Dokumen125 halamanLaporan Pi Yosua Fix .yosuaBelum ada peringkat
- Pengukuran Diameter Mur Dan Geometri Ulir (Repaired)Dokumen18 halamanPengukuran Diameter Mur Dan Geometri Ulir (Repaired)Riyan HermawanBelum ada peringkat
- Cover Crankcase FikDokumen25 halamanCover Crankcase FikAnjarBelum ada peringkat
- Storage SystemDokumen34 halamanStorage SystemWijarwanto FendyBelum ada peringkat
- Alat Pemindah BahanDokumen47 halamanAlat Pemindah BahanDwiki Dhamuristya GremoryBelum ada peringkat
- Kikir RataDokumen2 halamanKikir Ratazuhdan zamzamiBelum ada peringkat
- PELAKSANAAN K3 DI BENGKEL TEKNIK MESIN TUGAS BHS INDO-dikonversiDokumen26 halamanPELAKSANAAN K3 DI BENGKEL TEKNIK MESIN TUGAS BHS INDO-dikonversiBella TianaBelum ada peringkat
- Laporan Praktikum CNC 1Dokumen5 halamanLaporan Praktikum CNC 1kharisma akmaludinBelum ada peringkat
- Roda Gigi LurusDokumen3 halamanRoda Gigi LurusTeguh RaharjoBelum ada peringkat
- Soal Quiz Teknik Frais Kelas XiDokumen21 halamanSoal Quiz Teknik Frais Kelas XiRilgyBelum ada peringkat
- Pemotong Ulir - Kelompok 1Dokumen9 halamanPemotong Ulir - Kelompok 1Ardian Prima YudhaBelum ada peringkat
- Hand Out Pemesinan Bubut PrintDokumen35 halamanHand Out Pemesinan Bubut PrintArdi DiraBelum ada peringkat
- Kerja Bangku PDFDokumen14 halamanKerja Bangku PDFJosef WilliamBelum ada peringkat
- Modul 11 - Elmes II - Perhitungan Roda Gigi LurusDokumen5 halamanModul 11 - Elmes II - Perhitungan Roda Gigi LurushrwidiaBelum ada peringkat
- Log - Oo07.007.00 Melakukan Pekerjaan Dengan Mesin Frais PDFDokumen102 halamanLog - Oo07.007.00 Melakukan Pekerjaan Dengan Mesin Frais PDFTeaser Gaming100% (2)
- Tugas K3 (CNC) 1Dokumen18 halamanTugas K3 (CNC) 1Yuda100% (1)
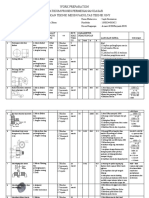
- Work Preparation Job Roda Gigi CacingDokumen2 halamanWork Preparation Job Roda Gigi CacingGalan Raditya SaputraBelum ada peringkat
- Jawaban UAS KONSEP DESAIN REGULERDokumen4 halamanJawaban UAS KONSEP DESAIN REGULERRiano HaldyBelum ada peringkat
- LAPORAN PKL PT BARATA TEGAL (Revisian) - Copy222Dokumen54 halamanLAPORAN PKL PT BARATA TEGAL (Revisian) - Copy222UcupBelum ada peringkat
- Proses Pemotongan Logam Dengan Mesi1Dokumen31 halamanProses Pemotongan Logam Dengan Mesi1Okky Ardiansyah0% (1)
- Materi Autocad 3DDokumen11 halamanMateri Autocad 3DMhmmd ArdiyansyahBelum ada peringkat
- Perhitungan Kecepatan PotongDokumen2 halamanPerhitungan Kecepatan PotongReza Wahyu MustikaBelum ada peringkat
- Laporan Praktikum ProsManProsesDokumen24 halamanLaporan Praktikum ProsManProsesYosaphat Shaiandre Bonauli TampubolonBelum ada peringkat
- 1111 PDFDokumen18 halaman1111 PDFAsep Nur HidayatBelum ada peringkat
- Langkah Kerja NipelDokumen5 halamanLangkah Kerja NipelJakpariyanto Karang endahBelum ada peringkat
- Laporan PKL PT. HMMDokumen90 halamanLaporan PKL PT. HMMDias PramudyaBelum ada peringkat
- Makalah Sambungan Bodi Kendaraan - YudistiraDokumen23 halamanMakalah Sambungan Bodi Kendaraan - YudistiraMilLa SelvaBelum ada peringkat
- Teknik Pemesinan Frais 1Dokumen114 halamanTeknik Pemesinan Frais 1Heri YudiantoBelum ada peringkat
- Laporan Tugas AkhirDokumen131 halamanLaporan Tugas AkhirCatur Oka NurfansyahBelum ada peringkat
- Sifat Material Alat PotongDokumen1 halamanSifat Material Alat PotongArief Satrio W100% (1)
- Job Sheet CNC Tu2a RevDokumen12 halamanJob Sheet CNC Tu2a RevBondanAsmoroBelum ada peringkat
- Pasir Cetakan Dan Inti CetakanDokumen33 halamanPasir Cetakan Dan Inti CetakanAbdul LatifBelum ada peringkat
- MODUL Membaca Gambar Teknik-LayoutDokumen11 halamanMODUL Membaca Gambar Teknik-Layoutandareas pasaribu100% (1)
- WP Mur Segi EnamDokumen5 halamanWP Mur Segi EnamNur Rahmad Adi NugrahaBelum ada peringkat
- LAPORAN KERJA PRAKTIK - Yuni - Teknik Mesin UMYDokumen56 halamanLAPORAN KERJA PRAKTIK - Yuni - Teknik Mesin UMYRobi AndrianaBelum ada peringkat
- Silabus PDTM KLS XDokumen21 halamanSilabus PDTM KLS XHeriandi Putra Depari100% (1)
- Proposal Ujikom Permesinan 2016Dokumen16 halamanProposal Ujikom Permesinan 2016Ahmad RasulBelum ada peringkat
- Deteksi Wajah Manusia Dengan OpenCV Untuk Membuka PintuDokumen13 halamanDeteksi Wajah Manusia Dengan OpenCV Untuk Membuka PintuazizBelum ada peringkat
- UTS CNC LANJUT - Aldo Pebrian Simanjuntak - 5203121033 PDFDokumen3 halamanUTS CNC LANJUT - Aldo Pebrian Simanjuntak - 5203121033 PDFYabest PurbaBelum ada peringkat
- UTS CNC LANJUT - Fransiskus Dielmon Sihaloho - 5203121027 PDFDokumen3 halamanUTS CNC LANJUT - Fransiskus Dielmon Sihaloho - 5203121027 PDFYabest PurbaBelum ada peringkat
- G Code M Code CNC BubutDokumen14 halamanG Code M Code CNC BubutRudi TabutyBelum ada peringkat
- Contoh Program CNCDokumen7 halamanContoh Program CNCAndre Satria MaulanaBelum ada peringkat
- Membuat Ulir Dengan Program MasterCam X5Dokumen14 halamanMembuat Ulir Dengan Program MasterCam X5Damy Manesi0% (1)
- Contoh Program CNCDokumen5 halamanContoh Program CNCJones DavidBelum ada peringkat
- Andri CNC LaporanDokumen17 halamanAndri CNC LaporanAzzi RakhmanBelum ada peringkat
- Soal Motor BensinDokumen10 halamanSoal Motor BensinnasirBelum ada peringkat
- Pesan Ketik 2022okeDokumen16 halamanPesan Ketik 2022okenasirBelum ada peringkat
- FOrmat 1 - 8 NazarudinNur RizkyDokumen44 halamanFOrmat 1 - 8 NazarudinNur RizkynasirBelum ada peringkat
- Riki NhermansyahDokumen13 halamanRiki NhermansyahnasirBelum ada peringkat
- Cara Menggunakan AutoCADDokumen13 halamanCara Menggunakan AutoCADnasirBelum ada peringkat
- Tugas Gambar Teknik TKR TSMDokumen1 halamanTugas Gambar Teknik TKR TSMnasirBelum ada peringkat