Anda mungkin juga menyukai
- Bahasa Inggris Sistem 52M Volume 3Dari EverandBahasa Inggris Sistem 52M Volume 3Penilaian: 3 dari 5 bintang3/5 (3)
- Bahasa Inggris Sistem 52M Volume 1Dari EverandBahasa Inggris Sistem 52M Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (40)
- Labsheet2 MetrologiDokumen5 halamanLabsheet2 MetrologiRevaldo AlfianBelum ada peringkat
- Labsheet 4 - MetrologiDokumen2 halamanLabsheet 4 - MetrologiRevaldo AlfianBelum ada peringkat
- Labsheet5 MetrologiDokumen3 halamanLabsheet5 MetrologiRevaldo AlfianBelum ada peringkat
- Uji TekukDokumen14 halamanUji TekukZulvani AdhaBelum ada peringkat
- Modul-Fisdas I TLDokumen25 halamanModul-Fisdas I TLFaris UsmaeniBelum ada peringkat
- Makroradiografi Efrina SariDokumen9 halamanMakroradiografi Efrina SariFebrika Putri KusumaBelum ada peringkat
- Tugas WP Perencanaan Roda Gigi Lurus Pemesinan BubutDokumen17 halamanTugas WP Perencanaan Roda Gigi Lurus Pemesinan BubutResha Oktavian RisantoBelum ada peringkat
- Riki Mukhaiyar 343 10Dokumen68 halamanRiki Mukhaiyar 343 10zulfan jordanBelum ada peringkat
- Modul 1 Praktikum DPTI 2010Dokumen11 halamanModul 1 Praktikum DPTI 2010Syafa VananaBelum ada peringkat
- Laporan Metrologi Industri - FCBM FIXXXXXXXXXXXXXXDokumen7 halamanLaporan Metrologi Industri - FCBM FIXXXXXXXXXXXXXXAnanta SandhuBelum ada peringkat
- LKPD PT 3Dokumen5 halamanLKPD PT 3wulanBelum ada peringkat
- LKS PengukuranDokumen5 halamanLKS PengukuranrizkiafahrizalBelum ada peringkat
- Template Proposal TA-Versi-2.0Dokumen17 halamanTemplate Proposal TA-Versi-2.0Juniwan GintingBelum ada peringkat
- Soal Pratikum LAB IUTDokumen3 halamanSoal Pratikum LAB IUTerinmaulanaBelum ada peringkat
- Contoh Pengajuan Tender (Bab 5)Dokumen18 halamanContoh Pengajuan Tender (Bab 5)kurisuchan021Belum ada peringkat
- Proposal Tugas Akhir: Pengusul: Ariel Rizki Ramadhan (2002311086)Dokumen46 halamanProposal Tugas Akhir: Pengusul: Ariel Rizki Ramadhan (2002311086)8RAIS MUZHAFFAR HIDAYATULLAHBelum ada peringkat
- Jangka Sorong & Mikrometer SkrupDokumen2 halamanJangka Sorong & Mikrometer SkrupNila Kharisma NBelum ada peringkat
- Laporan Praktikum IutDokumen43 halamanLaporan Praktikum IutDullBelum ada peringkat
- FORMAT LAPORAN PRAKTIKUM NI Dan AnodizingDokumen10 halamanFORMAT LAPORAN PRAKTIKUM NI Dan AnodizingMam MiyamiBelum ada peringkat
- Uts Praktek Perancangan Listrik HasbyalloohuDokumen6 halamanUts Praktek Perancangan Listrik Hasbyalloohuhasbyalloohu12Belum ada peringkat
- Perhitungan Cetakan Plastik 3Dokumen67 halamanPerhitungan Cetakan Plastik 3Samsul RoisBelum ada peringkat
- Draft Panduan Kalibrasi Termometer Infrared SignedDokumen31 halamanDraft Panduan Kalibrasi Termometer Infrared SignedQA LAB ISMBelum ada peringkat
- 31 250 1 PBDokumen5 halaman31 250 1 PBsaid m rauzanBelum ada peringkat
- Uas 2022Dokumen1 halamanUas 2022Muhamad AshariBelum ada peringkat
- Pelan Mengajar Amali - DoneDokumen6 halamanPelan Mengajar Amali - DoneMarvin EryanBelum ada peringkat
- Format Laporan Resmi Pelapisan MEDokumen11 halamanFormat Laporan Resmi Pelapisan MEGiyanto GarenkBelum ada peringkat
- Modul Praktikum Bahan TeknikDokumen40 halamanModul Praktikum Bahan TeknikGhost GamingBelum ada peringkat
- P2-Soal TeoriDokumen4 halamanP2-Soal TeoriBudi HartantoBelum ada peringkat
- 2036-Article Text-46 - 0987t95-1-10-20200908Dokumen6 halaman2036-Article Text-46 - 0987t95-1-10-20200908Zulfikar MutaqinBelum ada peringkat
- SOP Pengukuran TopografiDokumen7 halamanSOP Pengukuran Topografimuariff yudhaBelum ada peringkat
- 2017-222 Fajar Yanuar A. Laporan Praktikum Staad ProDokumen208 halaman2017-222 Fajar Yanuar A. Laporan Praktikum Staad ProFajar YanuarBelum ada peringkat
- Form Sempro Rev 4Dokumen4 halamanForm Sempro Rev 4Likson SihotangBelum ada peringkat
- PengukuranDokumen5 halamanPengukuranSuparlan KertosonoBelum ada peringkat
- Laporan MacrordiografiDokumen9 halamanLaporan MacrordiografiAd NarwastuBelum ada peringkat
- Laporan Statik EkivalenDokumen25 halamanLaporan Statik Ekivalenmasha virdausBelum ada peringkat
- JKMR Focal Spot PRINT!Dokumen8 halamanJKMR Focal Spot PRINT!AnnaBelum ada peringkat
- Job Sheet TDO 3 Membuat Palu PenDokumen5 halamanJob Sheet TDO 3 Membuat Palu PenEdwin Luthfi100% (1)
- Job Sheet Roda Gigi Lurus - pf-2015Dokumen3 halamanJob Sheet Roda Gigi Lurus - pf-2015Ahmed BhrBelum ada peringkat
- Modul 01 Pengukuran Gambar Teknik 2020Dokumen12 halamanModul 01 Pengukuran Gambar Teknik 2020Muhammad Luthfan Akbar KadafiBelum ada peringkat
- 0 - 57393 - Laporan MetrologiDokumen13 halaman0 - 57393 - Laporan MetrologiNAUFAL ARIQI FAWWAZ FADHIL -Belum ada peringkat
- Laporan Prass ToolDokumen8 halamanLaporan Prass ToolSurya AdiBelum ada peringkat
- Laporan Acara 4 Mekanika BatuanDokumen30 halamanLaporan Acara 4 Mekanika BatuanDonattianus PebriadiBelum ada peringkat
- Moh. Ridho Fauzan - Improve Rice Husk Facillity Menjadi 2 Channel - 2102315024Dokumen28 halamanMoh. Ridho Fauzan - Improve Rice Husk Facillity Menjadi 2 Channel - 2102315024Moh. Ridho FauzanBelum ada peringkat
- Dokumen CD-4.docx - YOGA SYAHPRATAMADokumen12 halamanDokumen CD-4.docx - YOGA SYAHPRATAMAJenifer GoodwinBelum ada peringkat
- Format LAPORAN KKN G-108 UnhasDokumen24 halamanFormat LAPORAN KKN G-108 UnhasNugraha AliBelum ada peringkat
- 13 Pengukuran Paparan DebuDokumen11 halaman13 Pengukuran Paparan DebuhafizzamzamiBelum ada peringkat
- Modul Akuisisi & Peng. Data Seismik Refleksi 2018 PDFDokumen84 halamanModul Akuisisi & Peng. Data Seismik Refleksi 2018 PDFnabiilah rBelum ada peringkat
- Geostruk A7Dokumen27 halamanGeostruk A7Rizky NaibahoBelum ada peringkat
- P1-Soal TeoriDokumen6 halamanP1-Soal TeoriBudi Hartanto0% (1)
- 1597-Article Text-4087-1-10-20210120Dokumen9 halaman1597-Article Text-4087-1-10-20210120Kuncahyo OouBelum ada peringkat
- BAB V Pengecoran LogamDokumen9 halamanBAB V Pengecoran LogamShidqii MufrihBelum ada peringkat
- Tugas Praktik Bubut Membuat Poros Eksentrik Ulang DewanggaDokumen5 halamanTugas Praktik Bubut Membuat Poros Eksentrik Ulang DewanggaAnggaBelum ada peringkat
- Andi Hasran H - Rencana Aksi 1 LKPD (Lay Out PCB)Dokumen6 halamanAndi Hasran H - Rencana Aksi 1 LKPD (Lay Out PCB)Andi Hasran HBelum ada peringkat
- Penuntun Praktikum Laboratorium Dasar Telekomunikasi 2Dokumen102 halamanPenuntun Praktikum Laboratorium Dasar Telekomunikasi 2Aron R SimanjuntakBelum ada peringkat
- Modul-02 Pengukuran Diameter TinggiDokumen12 halamanModul-02 Pengukuran Diameter TinggiTitik WijayantiBelum ada peringkat
- Lembar Kerja 5.1 - Lembar KerjaDokumen4 halamanLembar Kerja 5.1 - Lembar KerjaDeyah AmaBelum ada peringkat
- RPP Mesin Bubut Kelas Xi (Dadi) FaerticingDokumen12 halamanRPP Mesin Bubut Kelas Xi (Dadi) FaerticingerniBelum ada peringkat
- Bahasa Inggris Sistem 52M Volume 2Dari EverandBahasa Inggris Sistem 52M Volume 2Penilaian: 4.5 dari 5 bintang4.5/5 (7)
- UTS MatematikaDokumen2 halamanUTS MatematikaRevaldo AlfianBelum ada peringkat
- Tugas Integral SubstitusiDokumen1 halamanTugas Integral SubstitusiRevaldo AlfianBelum ada peringkat
- 9 Nim. 5143321009 Bab IDokumen9 halaman9 Nim. 5143321009 Bab IRevaldo AlfianBelum ada peringkat
- UTS Jan Jun 2023Dokumen1 halamanUTS Jan Jun 2023Revaldo AlfianBelum ada peringkat
- Tugas Integral TentuDokumen1 halamanTugas Integral TentuRevaldo AlfianBelum ada peringkat
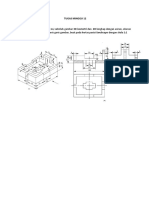
- Tugas Minggu 12Dokumen1 halamanTugas Minggu 12Revaldo AlfianBelum ada peringkat
- UntitledDokumen1 halamanUntitledRevaldo AlfianBelum ada peringkat
- Makalah Klasifikasi Batubara-19137031-Rijalnur HidayatullahDokumen28 halamanMakalah Klasifikasi Batubara-19137031-Rijalnur HidayatullahRevaldo AlfianBelum ada peringkat
- Saintek To-1 240921Dokumen12 halamanSaintek To-1 240921Revaldo AlfianBelum ada peringkat
- Kisi-Kisi Penulisan Soal Ujian Satuan Pendidikan (Usp)Dokumen8 halamanKisi-Kisi Penulisan Soal Ujian Satuan Pendidikan (Usp)Revaldo AlfianBelum ada peringkat
- Jenis Sekolah Mata Pelajaran Kurikulum Alokasi Waktu Jumlah Soal Bentuk Soal Tahun Ajaran No. Kompetensi Dasar Bahan KLS/ Semester Konten/MateriDokumen5 halamanJenis Sekolah Mata Pelajaran Kurikulum Alokasi Waktu Jumlah Soal Bentuk Soal Tahun Ajaran No. Kompetensi Dasar Bahan KLS/ Semester Konten/MateriRevaldo AlfianBelum ada peringkat
- StoikiometriDokumen35 halamanStoikiometriRevaldo AlfianBelum ada peringkat
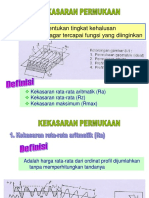
- Menentukan Tingkat Kehalusan Permukaan Agar Tercapai Fungsi Yang DiinginkanDokumen13 halamanMenentukan Tingkat Kehalusan Permukaan Agar Tercapai Fungsi Yang DiinginkanRevaldo AlfianBelum ada peringkat
- Labsheet3 MetrologiDokumen4 halamanLabsheet3 MetrologiRevaldo AlfianBelum ada peringkat
- Fungsi Gaabung 3Dokumen44 halamanFungsi Gaabung 3Revaldo AlfianBelum ada peringkat