Anda mungkin juga menyukai
- Reff RKS Solar Cell 30 KWP Tanah MerahDokumen26 halamanReff RKS Solar Cell 30 KWP Tanah MerahGatot Maryanto0% (1)
- Form and ProcedureDokumen18 halamanForm and Proceduresaus sambal100% (2)
- Dokumen TeknisDokumen14 halamanDokumen TeknisGunung AgungBelum ada peringkat
- Bab 5 Persyaratan Teknis Mekanikal - 2Dokumen40 halamanBab 5 Persyaratan Teknis Mekanikal - 2sapi sapikuBelum ada peringkat
- Spektek Sumur BorDokumen6 halamanSpektek Sumur Borjebuqqq100% (1)
- Spesifikasi Teknis MEDokumen110 halamanSpesifikasi Teknis MEAbhoe StankBelum ada peringkat
- RKS ArsDokumen131 halamanRKS Arskiki shandiBelum ada peringkat
- K3 MekanikDokumen50 halamanK3 Mekanikdatabase pqBelum ada peringkat
- Bab 5 Rks Mekanikal & ElektrikalDokumen21 halamanBab 5 Rks Mekanikal & ElektrikalRamot Aja86% (7)
- Peninjauan Konstruksi Pes - UapDokumen37 halamanPeninjauan Konstruksi Pes - UapFadli Ryan Arikundo100% (1)
- RKS MepDokumen104 halamanRKS MepAlex Martikno100% (2)
- Spesifikasi Pekerjaan Tiang PancangDokumen21 halamanSpesifikasi Pekerjaan Tiang PancangMiftah Khairiah100% (2)
- Dok Comisioning Pipa BbsDokumen8 halamanDok Comisioning Pipa BbsDarmawanBelum ada peringkat
- Spesifikasi Teknis Mekanikal & Elektrikal Gedung Di Bengkulu REVDokumen102 halamanSpesifikasi Teknis Mekanikal & Elektrikal Gedung Di Bengkulu REVAryo UtomoBelum ada peringkat
- RKS Bab MepDokumen202 halamanRKS Bab Mepsofie cantika100% (1)
- GensetDokumen4 halamanGensetmasdarto7032Belum ada peringkat
- Metode Pelaksanaan PekerjaanDokumen9 halamanMetode Pelaksanaan PekerjaanCs XBelum ada peringkat
- Rks Auditorium OkDokumen64 halamanRks Auditorium OknizarBelum ada peringkat
- RKS ME Dan PDokumen53 halamanRKS ME Dan PeddyBelum ada peringkat
- Rks Mekanikal SDN 019Dokumen39 halamanRks Mekanikal SDN 019KharsouPandhitaMermiadiBelum ada peringkat
- Spektek Bab 10 Pekerjaan Metal Dan PintuDokumen14 halamanSpektek Bab 10 Pekerjaan Metal Dan PintuDeni RinaldiBelum ada peringkat
- Spesifikasi Me PDFDokumen61 halamanSpesifikasi Me PDFFerdi NugrahaBelum ada peringkat
- 05 RKS Me P2JNDokumen70 halaman05 RKS Me P2JNaryasly Takupas123Belum ada peringkat
- PlumbingDokumen8 halamanPlumbingarian sanjayaBelum ada peringkat
- KITAMH L4 SOP PT ADM - Bambang SuprihonoDokumen8 halamanKITAMH L4 SOP PT ADM - Bambang Suprihonolskn LsbuBelum ada peringkat
- RKS JPO - Listrrik Pasar MingguDokumen8 halamanRKS JPO - Listrrik Pasar MingguPerentjana DjajaBelum ada peringkat
- RKS Meep Sidotopo 20210714Dokumen72 halamanRKS Meep Sidotopo 20210714Chairun Nisya AzizBelum ada peringkat
- Jaringan UtilitasDokumen7 halamanJaringan UtilitasTarmanBelum ada peringkat
- Rencana Kerja Dan Syarat AtapDokumen8 halamanRencana Kerja Dan Syarat AtapKadek PutraBelum ada peringkat
- Master Rks Teknis RsudDokumen8 halamanMaster Rks Teknis Rsudgeorge rudyBelum ada peringkat
- BAB V Mekanikal CMU3 2016Dokumen41 halamanBAB V Mekanikal CMU3 2016Mochammad ShokehBelum ada peringkat
- Spektek Pengecatan GedungDokumen16 halamanSpektek Pengecatan GedungRakha Fabian DaffaBelum ada peringkat
- RKS Me Pasar BaligeDokumen80 halamanRKS Me Pasar BaligeSyaifudin Ishar100% (3)
- Metode Pelaksanaan Perkerjaan BPPTDokumen7 halamanMetode Pelaksanaan Perkerjaan BPPTDede AprilliadyBelum ada peringkat
- RKS Dan Spesifikasi Teknis Rehabilitasi Dan Renovasi Prasarana Pendidikan Sekolah Banten 2Dokumen74 halamanRKS Dan Spesifikasi Teknis Rehabilitasi Dan Renovasi Prasarana Pendidikan Sekolah Banten 2admin emailBelum ada peringkat
- SPESIFIKASI TEKNIS PlumbingDokumen6 halamanSPESIFIKASI TEKNIS PlumbingHaris Asta PradanaBelum ada peringkat
- Metode Ppasang PipaDokumen15 halamanMetode Ppasang PipaMohamad SofianBelum ada peringkat
- Rks Mep Ruang Kelas p4tkDokumen73 halamanRks Mep Ruang Kelas p4tkResya LestariBelum ada peringkat
- BAB - 2 Spesifikasi TeknisDokumen41 halamanBAB - 2 Spesifikasi Teknissurya ediBelum ada peringkat
- RKS Kalbar 6Dokumen54 halamanRKS Kalbar 6cv.dutakhatulistiwaBelum ada peringkat
- 6 - Mekanikal PlambingDokumen60 halaman6 - Mekanikal PlambingRuby Faris Tammam Sopandi IIBelum ada peringkat
- Ahli Madya Teknik Bangunan Gedung Ade Afrizon JamalDokumen20 halamanAhli Madya Teknik Bangunan Gedung Ade Afrizon Jamalfendy.ekocahyonoBelum ada peringkat
- MEP 01 UmumDokumen5 halamanMEP 01 UmumSentuf EddyBelum ada peringkat
- RKS ME Pasal 1 (Pendahuluan)Dokumen22 halamanRKS ME Pasal 1 (Pendahuluan)ariBelum ada peringkat
- RKS Terminal WulungDokumen48 halamanRKS Terminal WulungAdib Kurniawan100% (1)
- StrukturDokumen25 halamanStrukturMuhammad Ramadhan YustiansyahBelum ada peringkat
- RKS Pekerjaan Perbaikan Videotron Kota Bandung T.A 2019Dokumen8 halamanRKS Pekerjaan Perbaikan Videotron Kota Bandung T.A 2019HarryAgoBelum ada peringkat
- Bab 6 Persyaratan Teknis MEDokumen24 halamanBab 6 Persyaratan Teknis MERaden Mas Jhoko HadiningratBelum ada peringkat
- 01 - Spek KhususDokumen11 halaman01 - Spek KhususM Defan ZulfikarBelum ada peringkat
- 04 Bab Iv - MekanikalDokumen87 halaman04 Bab Iv - MekanikalTynos HankBelum ada peringkat
- Lampiran 1. Spesifikasi Teknis Rumah Pusat Pengetahuan COKDokumen23 halamanLampiran 1. Spesifikasi Teknis Rumah Pusat Pengetahuan COKNurholis SetiawanBelum ada peringkat
- SPEK TEK Rehabilitasi Ruang Kelas SD Negeri 5 Pangkalpinang Beserta PerabotnyaDokumen7 halamanSPEK TEK Rehabilitasi Ruang Kelas SD Negeri 5 Pangkalpinang Beserta PerabotnyadarisayiboBelum ada peringkat
- 180516103218LGTXDYDG 3.spesifikasi MekanikalDokumen18 halaman180516103218LGTXDYDG 3.spesifikasi MekanikalAnonymous ufzCXoidBelum ada peringkat
- Rks Deemaga Penyeberangan SampanDokumen17 halamanRks Deemaga Penyeberangan SampanAlindra PutraBelum ada peringkat
- Spektek Pasar Muara Ambarai 1Dokumen11 halamanSpektek Pasar Muara Ambarai 1Dayat DabonzBelum ada peringkat
- TCP WirelessDokumen4 halamanTCP WirelessariefBelum ada peringkat
- Daftar Harga LiftDokumen2 halamanDaftar Harga LiftariefBelum ada peringkat
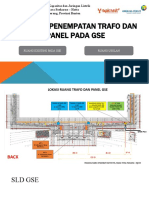
- Rencana Penempatan Trafo Dan Panel Pada GseDokumen6 halamanRencana Penempatan Trafo Dan Panel Pada GseariefBelum ada peringkat
- 012 MOM Penjelasan PT PGT Sebagai Main Kontraktor (PT KNP)Dokumen2 halaman012 MOM Penjelasan PT PGT Sebagai Main Kontraktor (PT KNP)ariefBelum ada peringkat
- Analisa AngkurDokumen3 halamanAnalisa AngkurariefBelum ada peringkat