Anda mungkin juga menyukai
- Tugas 2 Akuntansi Manajemen Kelas 3ADDokumen35 halamanTugas 2 Akuntansi Manajemen Kelas 3ADRisa anggraini50% (6)
- Tugas Penetapan Lokasi UsahaDokumen7 halamanTugas Penetapan Lokasi UsahaIhda Ratu ShadinaBelum ada peringkat
- Modul Elastisitas Dan PembahasannyaDokumen6 halamanModul Elastisitas Dan PembahasannyaRudini MulyaBelum ada peringkat
- Biaya Kulian Stikes Baramuli Pinrang Tahun Akademik 2020-2021 (PJJ Tentena)Dokumen8 halamanBiaya Kulian Stikes Baramuli Pinrang Tahun Akademik 2020-2021 (PJJ Tentena)Gloria TopakeBelum ada peringkat
- Uas MK Analisis Lokasi & Keruangan Alvira RindenganDokumen11 halamanUas MK Analisis Lokasi & Keruangan Alvira Rindenganalvira nasraniBelum ada peringkat
- Bukti Dukung Audit Internal - PemdaDokumen51 halamanBukti Dukung Audit Internal - Pemdadepo.arsip.belitungBelum ada peringkat
- (BAB III) Perencanaan Dan Pemasangan Kembali Instalasi Listrik Di Gedung Kuliah Teknik Elektro Politeknik Negeri Manado Menggunakan Kotak SentralDokumen10 halaman(BAB III) Perencanaan Dan Pemasangan Kembali Instalasi Listrik Di Gedung Kuliah Teknik Elektro Politeknik Negeri Manado Menggunakan Kotak Sentralyudha prakasaBelum ada peringkat
- Akuntansi Biaya EKMA4315 (AutoRecovered)Dokumen6 halamanAkuntansi Biaya EKMA4315 (AutoRecovered)Muhammad ZidanBelum ada peringkat
- Anggaran WirelessDokumen5 halamanAnggaran Wirelessash_siddiqBelum ada peringkat
- Tubes Struktur Beton BertulangDokumen127 halamanTubes Struktur Beton BertulangVebrina NainggolanBelum ada peringkat
- 04 Maret 2024 Os0Dokumen1 halaman04 Maret 2024 Os0Laboratorium Adhimix RMC KlaskaBelum ada peringkat
- Rapbs LSMP 2 Balung Anyar KirimDokumen24 halamanRapbs LSMP 2 Balung Anyar KirimAngga_PY100% (14)
- 1B SBETON-TULANGAN GESER BALOK Rev 2Dokumen26 halaman1B SBETON-TULANGAN GESER BALOK Rev 2Sheikaroy NimoTvBelum ada peringkat
- MIKO HADI PRASETYO - EKMA4315 - Akutansi BiayaDokumen9 halamanMIKO HADI PRASETYO - EKMA4315 - Akutansi BiayaMiko HadiBelum ada peringkat
- Jadwal Kerja123Dokumen1 halamanJadwal Kerja123ibnuhajar_stBelum ada peringkat
- Baru Rab Cor PastoriDokumen1 halamanBaru Rab Cor Pastorimayangpratiwi20Belum ada peringkat
- Bab 4Dokumen84 halamanBab 4YUSRAN INDRAFANDIBelum ada peringkat
- Rkas - 69967085 SMK Unggulan Habibulloh Ii GiriDokumen1 halamanRkas - 69967085 SMK Unggulan Habibulloh Ii GiriRisma Nikmatur RosyidahBelum ada peringkat
- Pemanfaatan Limbah Serbuk Kaca Bening Sebagai Sumber SilikonDokumen58 halamanPemanfaatan Limbah Serbuk Kaca Bening Sebagai Sumber SilikonRangga BuanaBelum ada peringkat
- Tampak Samping KiriDokumen1 halamanTampak Samping KiriAbid Sadid BariBelum ada peringkat
- Amprahan Bos 2019Dokumen92 halamanAmprahan Bos 2019AtyBelum ada peringkat
- T1 Preliminary Design - 222018159 - Kania Agustina - PSG ACDokumen11 halamanT1 Preliminary Design - 222018159 - Kania Agustina - PSG ACKania AgustinaBelum ada peringkat
- Bab 4 KayuDokumen10 halamanBab 4 KayuAleyda PrameswariBelum ada peringkat
- Makalah Pengembangan ModulDokumen12 halamanMakalah Pengembangan ModulNicholas FerdynandoBelum ada peringkat
- Rincian Politeknik YakpermasDokumen5 halamanRincian Politeknik YakpermasReza Hartono100% (2)
- Baja Struktur Tekan Tgs 2Dokumen10 halamanBaja Struktur Tekan Tgs 2Dirgantoro100% (2)
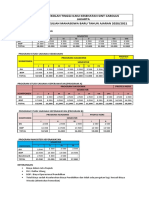
- Sekolah Tinggi Ilmu Kesehatan Sint Carolus Jakarta Biaya Kuliah Mahasiswa Baru Tahun Ajaran 2020/2021Dokumen1 halamanSekolah Tinggi Ilmu Kesehatan Sint Carolus Jakarta Biaya Kuliah Mahasiswa Baru Tahun Ajaran 2020/2021Muhammad LutfiBelum ada peringkat
- Modul Excel Latihan HECDokumen10 halamanModul Excel Latihan HECEgi PramonoBelum ada peringkat
- Aplikasi DiferensialDokumen8 halamanAplikasi Diferensialdicky kurniawanBelum ada peringkat
- Bab 3Dokumen27 halamanBab 3DwiPutriiiiiiBelum ada peringkat
- Tubes Desain Gedung S. Baja 2 (007), (013)Dokumen44 halamanTubes Desain Gedung S. Baja 2 (007), (013)Boy NainggolanBelum ada peringkat
- Muhamad Amarrasuli - UTS Ekonomi ProduksiDokumen3 halamanMuhamad Amarrasuli - UTS Ekonomi Produksimuhamadamarr97Belum ada peringkat
- Biaya KuliahDokumen105 halamanBiaya KuliahHakim faizal77Belum ada peringkat
- Aplikasi KKM MTK Kelas 5 SM 1Dokumen6 halamanAplikasi KKM MTK Kelas 5 SM 1Arman SuhariBelum ada peringkat
- Contoh Soal Ujian Praktek ExcelDokumen11 halamanContoh Soal Ujian Praktek ExcelIra Indira laksitaBelum ada peringkat
- Dewi Kumudaningsih SDokumen79 halamanDewi Kumudaningsih SAyu WahyudiBelum ada peringkat
- Estimasi LombaDokumen1 halamanEstimasi LombadayubBelum ada peringkat
- Nova Arum Palupi - Statistik Tugas Pertemuan 5Dokumen4 halamanNova Arum Palupi - Statistik Tugas Pertemuan 5Nova Arum PalupiBelum ada peringkat
- BJT - TMK1 EKMA4315 Akuntansi BiayaDokumen6 halamanBJT - TMK1 EKMA4315 Akuntansi BiayaAfwan KhunaifiBelum ada peringkat
- Artikel 10Dokumen12 halamanArtikel 10TiakBelum ada peringkat
- Lampiran Kuesioner Pelayanan Dan KepuasanDokumen21 halamanLampiran Kuesioner Pelayanan Dan KepuasanerminiBelum ada peringkat
- Penetapan Anion FosfatDokumen6 halamanPenetapan Anion FosfatAlsha AndiniBelum ada peringkat
- Kertas Kerja SukanDokumen17 halamanKertas Kerja SukanEz UmiBelum ada peringkat
- SPSS Corelation Uas StatistikDokumen3 halamanSPSS Corelation Uas StatistikMasatirul ummahBelum ada peringkat
- Tugas Besar Studio Perancangan Arsitektur 3 (Sem. Sisipan)Dokumen36 halamanTugas Besar Studio Perancangan Arsitektur 3 (Sem. Sisipan)Ahmad Irzan100% (1)
- RKAS BOS Reguler SMK Muh Abung Timur 2021Dokumen2 halamanRKAS BOS Reguler SMK Muh Abung Timur 2021NuriyanahBelum ada peringkat
- F17 SRRDokumen44 halamanF17 SRRAnonymous bcMZyXBelum ada peringkat
- Bukti Dukung Audit Internal - Pemda PDFDokumen53 halamanBukti Dukung Audit Internal - Pemda PDFBalitbangda Ogan IlirBelum ada peringkat
- Apaya PDFDokumen56 halamanApaya PDFrusdiana fa'afuza lailiBelum ada peringkat
- Tugas 1 Akuntansi BiayaDokumen6 halamanTugas 1 Akuntansi Biayajefrimaulana501Belum ada peringkat
- Kel 9 SUBRING MakalahDokumen14 halamanKel 9 SUBRING MakalahFita Ayu Apriyasha100% (1)
- KARAKTERISASIOPTIKDANSTRUKTURKRISTALLi Ta O3 PADASUBSTRATSILIKONSi 111 TIPEnDokumen5 halamanKARAKTERISASIOPTIKDANSTRUKTURKRISTALLi Ta O3 PADASUBSTRATSILIKONSi 111 TIPEnKrisna MahendraBelum ada peringkat
- Laporan M2Dokumen12 halamanLaporan M2Iand Chia 'jessica'Belum ada peringkat
- Anggaran BelanjaDokumen4 halamanAnggaran Belanjaxx6002xxBelum ada peringkat
- Buku Ajar Sains Arsitektur (Univ Syiah)Dokumen151 halamanBuku Ajar Sains Arsitektur (Univ Syiah)Viola MRBelum ada peringkat
- Laporan Tubes BetonDokumen80 halamanLaporan Tubes BetonHasyim Dhafirozi AndiBelum ada peringkat
- Tugas INFORMATIKA Sayyid Sulthan Al FaruqiDokumen2 halamanTugas INFORMATIKA Sayyid Sulthan Al FaruqiSayyid FaruqiBelum ada peringkat
- Realisasi Dana Bos 01 September - Desember 2021 - 2022 Ulim 74,472,000 - Tahap, IIIDokumen4 halamanRealisasi Dana Bos 01 September - Desember 2021 - 2022 Ulim 74,472,000 - Tahap, IIISunardi NardiBelum ada peringkat
- Laporan Praktikum FisiologiDokumen76 halamanLaporan Praktikum Fisiologicharvindo vBelum ada peringkat
- MS 208 - Laporan Praktikum Proses Produksi II - Analisa Termal Besi Cor Kelabu Dan PengecoranDokumen10 halamanMS 208 - Laporan Praktikum Proses Produksi II - Analisa Termal Besi Cor Kelabu Dan PengecoranMuhammad Nur HidayatBelum ada peringkat
- 1D - TU-1 - Muhammad Nurhidayat - 22302024Dokumen3 halaman1D - TU-1 - Muhammad Nurhidayat - 22302024Muhammad Nur HidayatBelum ada peringkat
- Tugas Ke 6 PKKMB Ats 2023Dokumen27 halamanTugas Ke 6 PKKMB Ats 2023Muhammad Nur HidayatBelum ada peringkat
- MS 242 - Laporan Praktikum Material Teknik - Mampu Keras-Heat TreatmentDokumen9 halamanMS 242 - Laporan Praktikum Material Teknik - Mampu Keras-Heat TreatmentMuhammad Nur HidayatBelum ada peringkat
- Diskusi Ilmiah - ATSDokumen15 halamanDiskusi Ilmiah - ATSMuhammad Nur HidayatBelum ada peringkat
- Ta - TM - 1708049 - Pembuatan Rangka Bawah Mejas Las PortableDokumen7 halamanTa - TM - 1708049 - Pembuatan Rangka Bawah Mejas Las PortableMuhammad Nur HidayatBelum ada peringkat
- Pahir DKKDokumen6 halamanPahir DKKMuhammad Nur HidayatBelum ada peringkat