Anda mungkin juga menyukai
- Las MIG - GMAW PDFDokumen16 halamanLas MIG - GMAW PDFMohamad Ishom Ainun Najib100% (1)
- GMAW LAS MIGDokumen22 halamanGMAW LAS MIGIrul Anaam50% (2)
- FCAWDokumen12 halamanFCAWAhmad FirdhausBelum ada peringkat
- Las Mig - GmawDokumen16 halamanLas Mig - GmawrafiqhariyantoBelum ada peringkat
- Mesin Las GTAW ArgonDokumen11 halamanMesin Las GTAW ArgonArsyadOneheartBelum ada peringkat
- Las MigDokumen20 halamanLas MigDillova PratamaBelum ada peringkat
- 101 - 163teknik Pembentukan Pelat Jilid 3 PDFDokumen63 halaman101 - 163teknik Pembentukan Pelat Jilid 3 PDFBarik SidikBelum ada peringkat
- Pengertian, Prinsip Kerja dan Alat Utama Las GMAWDokumen6 halamanPengertian, Prinsip Kerja dan Alat Utama Las GMAWWidar TeronxBelum ada peringkat
- GTAW Mesin LasDokumen11 halamanGTAW Mesin LasMoch AsrulBelum ada peringkat
- MAKALAH TEKNIK PENGELOSAN GTAWDokumen12 halamanMAKALAH TEKNIK PENGELOSAN GTAWReyhan StevanoBelum ada peringkat
- Jobsheet Praktik Pengelasan Mig - MagDokumen7 halamanJobsheet Praktik Pengelasan Mig - Maggigih pBelum ada peringkat
- 1143 22120 21877 GmawDokumen13 halaman1143 22120 21877 Gmawjulkarnain50% (2)
- Prosedur-Pengelasan GMAWDokumen20 halamanProsedur-Pengelasan GMAWHendra YusdarBelum ada peringkat
- GmawDokumen3 halamanGmawBergio YanuarsaBelum ada peringkat
- Las MigDokumen42 halamanLas MigAgung Nugraha0% (1)
- Metal Inert GasDokumen23 halamanMetal Inert GasLalan TilarBelum ada peringkat
- Bab V GmawDokumen22 halamanBab V Gmawdaniel bearBelum ada peringkat
- LAS TIG (TUNGSTEN ARC WELDINGDokumen7 halamanLAS TIG (TUNGSTEN ARC WELDINGHisyam Abdul AzizBelum ada peringkat
- Modul LAS MIG-MAG 2Dokumen10 halamanModul LAS MIG-MAG 2EXAUDIBelum ada peringkat
- Laporan Las - GmawDokumen17 halamanLaporan Las - Gmawrey100% (2)
- Las GTAW dalamDokumen6 halamanLas GTAW dalamYanuar Arif MaulanaBelum ada peringkat
- Makalah FcawDokumen8 halamanMakalah FcawPutri ChaerunisaBelum ada peringkat
- AndiDokumen7 halamanAndiandiBelum ada peringkat
- LAS GMAWDokumen8 halamanLAS GMAWFajar DwiBelum ada peringkat
- OPTIMASI GMAWDokumen8 halamanOPTIMASI GMAWFajar DwiBelum ada peringkat
- TIG Welding GuideDokumen25 halamanTIG Welding Guidenanang100% (1)
- Makalah PengelasanDokumen9 halamanMakalah PengelasanArif BudimanBelum ada peringkat
- OPTIMASI GMAWDokumen8 halamanOPTIMASI GMAWId AndroidBelum ada peringkat
- Prinsip Pengelasan FcawDokumen23 halamanPrinsip Pengelasan FcawHarry PangestuBelum ada peringkat
- Pengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Dokumen16 halamanPengelasan Elektroda Terumpan Dan Tak Terumpan (Kel.2)Faishal100% (1)
- Proses WeldingDokumen11 halamanProses WeldingridwanBelum ada peringkat
- Teori Las GMAWDokumen3 halamanTeori Las GMAWAdrian Nugraha PratamaBelum ada peringkat
- Pengelasan Busur Elektroda TerbungkusDokumen15 halamanPengelasan Busur Elektroda TerbungkusFany Denty FauzanBelum ada peringkat
- Las MIGDokumen7 halamanLas MIGhisyamBelum ada peringkat
- Materi Las Tig 1Dokumen3 halamanMateri Las Tig 1SaedunBelum ada peringkat
- OPTIMASI TIGDokumen9 halamanOPTIMASI TIGvegarizBelum ada peringkat
- Makalah Pengelasan Pipa Baja KarbonDokumen24 halamanMakalah Pengelasan Pipa Baja Karbonwafilabib.2022Belum ada peringkat
- 2.proses Las GMAWDokumen32 halaman2.proses Las GMAWIrfan ArjunBelum ada peringkat
- MAKALAH Pengelasan FCAW Kel 1Dokumen20 halamanMAKALAH Pengelasan FCAW Kel 1Chandra Ahmad SeptianBelum ada peringkat
- Pengertian Las SMAW Dan GMAWDokumen18 halamanPengertian Las SMAW Dan GMAWRhaditya Prathama Charenozha100% (1)
- FCAW (Flux Cored Arc Welding)Dokumen18 halamanFCAW (Flux Cored Arc Welding)Hafizh NaufalBelum ada peringkat
- Bab 3 - Proses Pengelasan Gmaw, Gtaw &sawDokumen22 halamanBab 3 - Proses Pengelasan Gmaw, Gtaw &sawAinul YaqienBelum ada peringkat
- Teknik Las SmawDokumen11 halamanTeknik Las SmawSetiadi AditamaBelum ada peringkat
- Jenis Jenis PengelasanDokumen48 halamanJenis Jenis PengelasanyusufBelum ada peringkat
- Teknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur ManualDokumen6 halamanTeknik Pengelasan Pelat Dengan Pelat Posisi 1F Dengan Las Busur Manualrobby tasmizra100% (1)
- Fcaw Dan GtawDokumen25 halamanFcaw Dan Gtawamal dalimuntheBelum ada peringkat
- Selamat Datang Dalam Presentasi Las GtawDokumen35 halamanSelamat Datang Dalam Presentasi Las GtawAndi MarpaungBelum ada peringkat
- FCAWDokumen27 halamanFCAWErfina Rahma FauzaBelum ada peringkat
- SMAW Las PraktikumDokumen10 halamanSMAW Las PraktikumAchmad ZakariaBelum ada peringkat
- Las GtawDokumen14 halamanLas GtawSophie HapsariBelum ada peringkat
- Assalamualaikum WRDokumen16 halamanAssalamualaikum WRDiki TungatuBelum ada peringkat
- Gmaw LanjutDokumen30 halamanGmaw LanjutdiditekoBelum ada peringkat
- Bab 3,4,5-1Dokumen9 halamanBab 3,4,5-1Sabda Kurniadi100% (2)
- Las TIG dan MIGDokumen26 halamanLas TIG dan MIGShuhaib KhalilBelum ada peringkat
- Tugas Kelompok 4 (Las Permesinan)Dokumen7 halamanTugas Kelompok 4 (Las Permesinan)AndongDalam AnDaBelum ada peringkat
- Tugas WeldingDokumen6 halamanTugas WeldingAmirrudin N RidwanBelum ada peringkat
- Hamzah (4422311013)Dokumen3 halamanHamzah (4422311013)Amirrudin N RidwanBelum ada peringkat
- Kertas Penilaian Dewan Juri KaligrafiDokumen1 halamanKertas Penilaian Dewan Juri KaligrafiAmirrudin N RidwanBelum ada peringkat
- Seam WeldingDokumen6 halamanSeam WeldingAmirrudin N RidwanBelum ada peringkat
- Ringkasan Materi Mesin BubutDokumen8 halamanRingkasan Materi Mesin BubutAmirrudin N RidwanBelum ada peringkat
- Kelompok 9 Kasus 4 Tugas HirarcDokumen5 halamanKelompok 9 Kasus 4 Tugas HirarcAmirrudin N RidwanBelum ada peringkat
- Zakat - Puasa - HajiDokumen12 halamanZakat - Puasa - HajiAmirrudin N RidwanBelum ada peringkat
- Buku Guru Kelas 10 Bahasa Indonesia PDFDokumen386 halamanBuku Guru Kelas 10 Bahasa Indonesia PDFvheethree92% (53)
- SMK Kelas 10 - Kimia KesehatanDokumen196 halamanSMK Kelas 10 - Kimia KesehatanPriyo Sanyoto100% (2)
- Ushul fiqhUSHUL PDFDokumen356 halamanUshul fiqhUSHUL PDFAhmad muhasibiBelum ada peringkat
- Kimia Dasar Untuk Fisika PDFDokumen143 halamanKimia Dasar Untuk Fisika PDFHafif RahmanBelum ada peringkat
- Buku Guru Kelas 10 Bahasa Indonesia PDFDokumen386 halamanBuku Guru Kelas 10 Bahasa Indonesia PDFvheethree92% (53)
- Daerah penyelesaian pertidaksamaanDokumen2 halamanDaerah penyelesaian pertidaksamaanAmirrudin N RidwanBelum ada peringkat
- Kertas Penilaian FixDokumen6 halamanKertas Penilaian FixAmirrudin N RidwanBelum ada peringkat
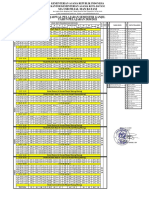
- Jadwal Pelajaran Semester Ganjil 2020-2021Dokumen2 halamanJadwal Pelajaran Semester Ganjil 2020-2021Amirrudin N RidwanBelum ada peringkat
- Jadwal Pelajaran Semester Ganjil 2020-2021Dokumen2 halamanJadwal Pelajaran Semester Ganjil 2020-2021Amirrudin N RidwanBelum ada peringkat
- Kimia Dasar Untuk Fisika PDFDokumen143 halamanKimia Dasar Untuk Fisika PDFHafif RahmanBelum ada peringkat
- Jadwal Pelajaran Semester Ganjil 2020-2021Dokumen2 halamanJadwal Pelajaran Semester Ganjil 2020-2021Amirrudin N RidwanBelum ada peringkat
- Adinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Dokumen1 halamanAdinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Amirrudin N RidwanBelum ada peringkat
- Ushul fiqhUSHUL PDFDokumen356 halamanUshul fiqhUSHUL PDFAhmad muhasibiBelum ada peringkat
- Bahanajar 15Dokumen19 halamanBahanajar 15Amirrudin N RidwanBelum ada peringkat
- Buku Guru Kelas 10 Bahasa Indonesia PDFDokumen386 halamanBuku Guru Kelas 10 Bahasa Indonesia PDFvheethree92% (53)
- Jadwal Pelajaran Semester Ganjil 2020-2021Dokumen2 halamanJadwal Pelajaran Semester Ganjil 2020-2021Amirrudin N RidwanBelum ada peringkat
- Adinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Dokumen1 halamanAdinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Amirrudin N RidwanBelum ada peringkat
- Adinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Dokumen1 halamanAdinda Maharani Arsy Batam, 12 May 2005 SMPN 10 Batam 0059026329Amirrudin N RidwanBelum ada peringkat
- Buku Guru Kelas 10 Bahasa Indonesia PDFDokumen386 halamanBuku Guru Kelas 10 Bahasa Indonesia PDFvheethree92% (53)