Anda mungkin juga menyukai
- SKRIPSI2Dokumen24 halamanSKRIPSI2Hera OneBelum ada peringkat
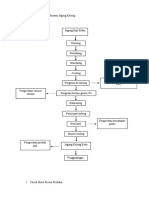
- Diagram Alir Pembuatan Jagung KalengDokumen7 halamanDiagram Alir Pembuatan Jagung KalengDidi Yudha Prawira100% (2)
- Comment Revisi Presentasi Body D30D RCLDokumen12 halamanComment Revisi Presentasi Body D30D RCLZacky Al MubaroqBelum ada peringkat
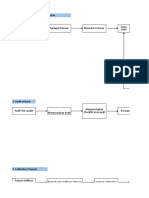
- Problem SolvingDokumen5 halamanProblem SolvingJamari UnoBelum ada peringkat
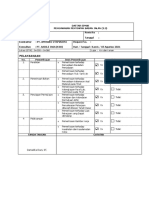
- CHECK SHEET INCOMING MATERIAL REVDokumen3 halamanCHECK SHEET INCOMING MATERIAL REVManufaktur Sinar Joyoboyo50% (2)
- Sub PDFDokumen1 halamanSub PDFDedy SaputraBelum ada peringkat
- Checksheet Internal Audit InjectionDokumen4 halamanChecksheet Internal Audit InjectionSandi SaputraBelum ada peringkat
- Form Check List Inspeksi Sling (Wire Rope)Dokumen1 halamanForm Check List Inspeksi Sling (Wire Rope)adicondesitBelum ada peringkat
- Form Check List Inspeksi Sling (Wire Rope)Dokumen1 halamanForm Check List Inspeksi Sling (Wire Rope)adicondesitBelum ada peringkat
- Evaluasi Praktek Pelatihan ExtrudDokumen1 halamanEvaluasi Praktek Pelatihan ExtrudMemed saputraBelum ada peringkat
- Diagram Alir Pembuatan Jagung KalengDokumen6 halamanDiagram Alir Pembuatan Jagung KalengAntonius Mikael100% (1)
- Monev Kepatuhan THD Prosedur Pelay LabDokumen8 halamanMonev Kepatuhan THD Prosedur Pelay LabpkmpomalaaBelum ada peringkat
- QC Life StyleDokumen44 halamanQC Life Styleyudi hidayatBelum ada peringkat
- Form IndikatorDokumen6 halamanForm Indikatorimeldameilina45Belum ada peringkat
- Quality Control PDFDokumen32 halamanQuality Control PDFSandhita UtamaBelum ada peringkat
- Ijiwaru Test TCDokumen13 halamanIjiwaru Test TCpdapuninardriveracademyBelum ada peringkat
- Seminar Laporan Praktik Kerja LapanganDokumen14 halamanSeminar Laporan Praktik Kerja LapanganRahmat AbdurrahimBelum ada peringkat
- Kumpulan Checklist 1Dokumen25 halamanKumpulan Checklist 1rainyrheBelum ada peringkat
- Form Check List Inspeksi Cutting WheelDokumen1 halamanForm Check List Inspeksi Cutting WheeladicondesitBelum ada peringkat
- Cek List Pemeliharaan Instalasi Gas Medis Rs Pku Muhammadiyah YogyakartaDokumen1 halamanCek List Pemeliharaan Instalasi Gas Medis Rs Pku Muhammadiyah YogyakartawiwinBelum ada peringkat
- Checklist RigidDokumen4 halamanChecklist RigidMochamad Abdul Mu'thiBelum ada peringkat
- Sop - Bending Pipe Pipe Extend 2NDB RHDokumen1 halamanSop - Bending Pipe Pipe Extend 2NDB RHImas AlifahBelum ada peringkat
- RPMM 515 JemberDokumen1 halamanRPMM 515 JemberWP5 QHSEBelum ada peringkat
- 213.24 - CSMS - Lembar Pemeriksaan - Electric ToolsDokumen2 halaman213.24 - CSMS - Lembar Pemeriksaan - Electric Toolsanto caddiBelum ada peringkat
- 03 SOP Blast Material InspeksiDokumen4 halaman03 SOP Blast Material InspeksiPortAcousticBelum ada peringkat
- QARTUDokumen1 halamanQARTURifky Armstrong RahmanBelum ada peringkat
- Book 3Dokumen1 halamanBook 3Aga NugrahaBelum ada peringkat
- FormDokumen1 halamanFormDini Arsy DiniBelum ada peringkat
- Proses Umum Sertifikasi SNIDokumen1 halamanProses Umum Sertifikasi SNIspiritneverdieBelum ada peringkat
- Basic Manufacturing GeneralDokumen25 halamanBasic Manufacturing GeneralMaharin HamidBelum ada peringkat
- Presentasi CAPA Kel 8'Dokumen12 halamanPresentasi CAPA Kel 8'resta yolin BBelum ada peringkat
- Instrument IMUNISASI - 1Dokumen6 halamanInstrument IMUNISASI - 1aminatul lailahBelum ada peringkat
- Presentation Field Champion Color CodeDokumen17 halamanPresentation Field Champion Color CodeMuhammad HasbiBelum ada peringkat
- AbnormalityDokumen8 halamanAbnormalityPutri NurBelum ada peringkat
- Daftar Simak 6.1Dokumen1 halamanDaftar Simak 6.1Andi Muh Nur IchsanBelum ada peringkat
- Laporan PKL Rizky Salman Fix BangetDokumen33 halamanLaporan PKL Rizky Salman Fix BangetRizky SalmanBelum ada peringkat
- Ceklist Pemeliharaan Gas MedisDokumen2 halamanCeklist Pemeliharaan Gas MedisPelayanan Medis RSGHBelum ada peringkat
- Checklist Forklift 3Dokumen4 halamanChecklist Forklift 3temter gandaBelum ada peringkat
- Kertas Laporan Pemeriksaan Fip-InlineDokumen13 halamanKertas Laporan Pemeriksaan Fip-InlineShahrizan abdul rahmanBelum ada peringkat
- Tabel Inpeksi Dan Komentarnya Nur Alim Aulia Rachman (18641105)Dokumen6 halamanTabel Inpeksi Dan Komentarnya Nur Alim Aulia Rachman (18641105)Hendra wahyudiBelum ada peringkat
- F-LOG-02F Checklist Inspeksi Instalasi ProdukDokumen1 halamanF-LOG-02F Checklist Inspeksi Instalasi ProdukLely RahmawatyBelum ada peringkat
- Pertama Muda 2022Dokumen7 halamanPertama Muda 2022Ulfah HabibahBelum ada peringkat
- WI - Visual and Dimensional CheckDokumen1 halamanWI - Visual and Dimensional CheckHimawan SetyarsoBelum ada peringkat
- Cek List Pemeliharaan Instalasi Gas MedisDokumen2 halamanCek List Pemeliharaan Instalasi Gas MedisACHMAD REZABelum ada peringkat
- DAFTAR SIMAK 3.3 (Ok)Dokumen1 halamanDAFTAR SIMAK 3.3 (Ok)Andi Muhammad Nur IqhzanBelum ada peringkat
- From Approval ACPDokumen1 halamanFrom Approval ACPAdhya RazanBelum ada peringkat
- ROTATINGDokumen1 halamanROTATINGfaiqnashrullahBelum ada peringkat
- Daftar Simak 3.3Dokumen1 halamanDaftar Simak 3.3Andi Muh Nur IchsanBelum ada peringkat
- Form Ringkasan Temuan AuditDokumen2 halamanForm Ringkasan Temuan Auditanggi angraeniBelum ada peringkat
- KomatsuDokumen14 halamanKomatsuNugroho PrasetyoBelum ada peringkat
- Prosedur Pemeriksaan Dan Pengujian Tanki TimbunDokumen2 halamanProsedur Pemeriksaan Dan Pengujian Tanki TimbunMuh Farhan100% (1)
- Ibp QaDokumen12 halamanIbp QaAnthony ProdeniantaBelum ada peringkat
- Mind Set of Mono ZukuriDokumen20 halamanMind Set of Mono Zukuriadi meliBelum ada peringkat
- QHSE-014 Patrol HSE Officer. (Rev.0)Dokumen1 halamanQHSE-014 Patrol HSE Officer. (Rev.0)aguseffendiBelum ada peringkat
- Justifikasi Teknis - Uji Tarik - Polos 8 Dan D13Dokumen7 halamanJustifikasi Teknis - Uji Tarik - Polos 8 Dan D13Muhammad IrwanBelum ada peringkat
- Check List Inspeksi Gerinda TanganDokumen1 halamanCheck List Inspeksi Gerinda TanganArieHerdyantoBelum ada peringkat
- Form Monitoring Genset Revisi 96 LembarDokumen1 halamanForm Monitoring Genset Revisi 96 LembarAdi VerbuzzBelum ada peringkat
- TroubleshootingDokumen17 halamanTroubleshootingITSUKA DANI100% (1)
- Prosedur Pemeriksaan Listrik PT MBIDokumen2 halamanProsedur Pemeriksaan Listrik PT MBITara Dwi AndistyaBelum ada peringkat
- Ik & Form Inspeksi LQC Stand, Base - Mam66022001Dokumen4 halamanIk & Form Inspeksi LQC Stand, Base - Mam66022001feri herlambangBelum ada peringkat
- IK Cleaning TrolleyDokumen1 halamanIK Cleaning Trolleyferi herlambangBelum ada peringkat
- Skripsi Analisis Alata Penggiling Daging Konsumsi Dengan Penggerak Motor Listrik Ac Kapasitas 6kg/jamDokumen92 halamanSkripsi Analisis Alata Penggiling Daging Konsumsi Dengan Penggerak Motor Listrik Ac Kapasitas 6kg/jamferi herlambang33% (3)
- Sidang Ulang 14 Agustus Baru RevisiDokumen90 halamanSidang Ulang 14 Agustus Baru Revisiferi herlambangBelum ada peringkat
- Bab I Sempro Revisi 1Dokumen6 halamanBab I Sempro Revisi 1feri herlambangBelum ada peringkat