Anda mungkin juga menyukai
- 1 Sop Bakar BuluDokumen26 halaman1 Sop Bakar BuluIndoNewsPpwi100% (1)
- Proposal KKL Indofood FixDokumen14 halamanProposal KKL Indofood Fixrpraditya77Belum ada peringkat
- Bagas Setyo Nugroho - 18410017 - Laporan Kerja IndustriDokumen107 halamanBagas Setyo Nugroho - 18410017 - Laporan Kerja IndustriisfanmuhammadBelum ada peringkat
- RSNI1 ISO 4920 Uji Siram (Icha)Dokumen20 halamanRSNI1 ISO 4920 Uji Siram (Icha)Anga DonyaBelum ada peringkat
- Laporan CDPDokumen44 halamanLaporan CDPNovia NurfajriantyBelum ada peringkat
- Evaluasi Proses Produksi Tepung Tapioka Pada UD. Insan Kamil Menggunakan Aplikasi Promodel 8.5.Dokumen63 halamanEvaluasi Proses Produksi Tepung Tapioka Pada UD. Insan Kamil Menggunakan Aplikasi Promodel 8.5.Salma AuliyaBelum ada peringkat
- Kumpulan SniDokumen47 halamanKumpulan SniUmmu HanifahBelum ada peringkat
- Dokumen - Tips Mesin Stenter FixpptxDokumen19 halamanDokumen - Tips Mesin Stenter FixpptxFernando HarahapBelum ada peringkat
- Alur Proses Tekstil CV Jaya LestariDokumen12 halamanAlur Proses Tekstil CV Jaya Lestariitsghinans ghina novitaBelum ada peringkat
- Pengendalian Kualitas Proses Pembuatan Tas Kulit "Exis CollectionDokumen9 halamanPengendalian Kualitas Proses Pembuatan Tas Kulit "Exis CollectionDonna DeeBelum ada peringkat
- Jurnal Metode TaguchiDokumen12 halamanJurnal Metode Taguchiadi maulanaBelum ada peringkat
- Penjelasan Mengenai Mesin Compactor TekstilDokumen9 halamanPenjelasan Mengenai Mesin Compactor TekstilAhmad Rifa'i Al-HusaeniBelum ada peringkat
- Merserisasi Kain KapasDokumen6 halamanMerserisasi Kain KapasBagus Rizki RamdaniBelum ada peringkat
- Mesin SuedingDokumen5 halamanMesin SuedingRisnaBelum ada peringkat
- Pencapan Alih PanasDokumen2 halamanPencapan Alih PanasExa ExodusBelum ada peringkat
- MursidinDokumen22 halamanMursidinHafid AriBelum ada peringkat
- Dasar Teori Etsa WarnaDokumen16 halamanDasar Teori Etsa WarnaSarah FadhlillahBelum ada peringkat
- Penting (Proses Dalam Textile)Dokumen12 halamanPenting (Proses Dalam Textile)Winky Kyozomaru100% (1)
- Artikel PPDokumen110 halamanArtikel PPtedypsBelum ada peringkat
- DESIZINGDokumen16 halamanDESIZINGRisnaBelum ada peringkat
- Lingkup KerjaDokumen4 halamanLingkup KerjaIkhsani ElokBelum ada peringkat
- Pencapan Bab 2 Serat SutraDokumen10 halamanPencapan Bab 2 Serat Sutrafaisal100% (1)
- Mesin Celup Kain Berbasis PLCDokumen13 halamanMesin Celup Kain Berbasis PLCDIYANBelum ada peringkat
- Perhitungan Resep Laporan PencelupanDokumen3 halamanPerhitungan Resep Laporan PencelupanAkmalJakaBelum ada peringkat
- Sistem Pengendalian Internal Garment PDFDokumen41 halamanSistem Pengendalian Internal Garment PDFJuice GuavaBelum ada peringkat
- Studi Pencelupan Poliamida Dengan Zat Warna IndigoDokumen11 halamanStudi Pencelupan Poliamida Dengan Zat Warna IndigoJantera SekarBelum ada peringkat
- MerchandisingDokumen16 halamanMerchandisingalddyBelum ada peringkat
- Alfi Jiyad Rifki - 4K1K2 - Uts Transformasi 4.0 PDFDokumen2 halamanAlfi Jiyad Rifki - 4K1K2 - Uts Transformasi 4.0 PDFAlfi RifkiBelum ada peringkat
- Pemaletan FnsDokumen8 halamanPemaletan FnsFajar Noor SidiqBelum ada peringkat
- Resume Materi Industri Petrokimia & Industri Pulp Dan KertasDokumen5 halamanResume Materi Industri Petrokimia & Industri Pulp Dan KertasDestipajrniBelum ada peringkat
- Bab III Routing Sheet PrintDokumen6 halamanBab III Routing Sheet PrintWidia PitrianiBelum ada peringkat
- Bab 6 Pemilihan Mesin, Jumlah-KapasitasDokumen22 halamanBab 6 Pemilihan Mesin, Jumlah-Kapasitas051663Belum ada peringkat
- Makalah PenganjianDokumen22 halamanMakalah PenganjianDdhitiya Luph Kharindd100% (1)
- Kelompok 2 - TI-E - Perakitan TripodDokumen30 halamanKelompok 2 - TI-E - Perakitan TripodARMELIA AGUSTINBelum ada peringkat
- Presentasi Tugas Besar Analisis Perancangan Perusahaan (Blangkon)Dokumen47 halamanPresentasi Tugas Besar Analisis Perancangan Perusahaan (Blangkon)imam sya'roniBelum ada peringkat
- Bahan BakuDokumen16 halamanBahan BakuMuhammad FahrilBelum ada peringkat
- 01-SOP Shuttle PDFDokumen4 halaman01-SOP Shuttle PDFsukmawati pBelum ada peringkat
- Evaluasi 3 Uji FisikaDokumen21 halamanEvaluasi 3 Uji FisikaAji SetiawanBelum ada peringkat
- DinoDokumen18 halamanDinoIrfak SaputraBelum ada peringkat
- Bahan Ajar Persiapan PertenunanDokumen65 halamanBahan Ajar Persiapan PertenunanKagami KidzBelum ada peringkat
- Penghilangan Kanji - EnzimDokumen20 halamanPenghilangan Kanji - EnzimGita Feriani RachmanBelum ada peringkat
- Mesin DekatisDokumen12 halamanMesin DekatisKurniawanTryPratomoBelum ada peringkat
- Jenis Proses ProduksiDokumen3 halamanJenis Proses ProduksiBambang W HendrawanBelum ada peringkat
- Pengaruh Pre Setting Dan Intermediet Setting Suhu 180oc Pada Kain Poliester Mesin Pinstenter Daisho Model DK 53Dokumen8 halamanPengaruh Pre Setting Dan Intermediet Setting Suhu 180oc Pada Kain Poliester Mesin Pinstenter Daisho Model DK 53Aghitsni Lathufa KautsaryBelum ada peringkat
- Laporan SeminarDokumen39 halamanLaporan SeminarRiski Budi PrastyoBelum ada peringkat
- Garment LabelingDokumen13 halamanGarment LabelingDaesy UlfatinnurBelum ada peringkat
- Jet DyeingDokumen12 halamanJet Dyeingwedus wedusBelum ada peringkat
- Kain Katun FinishingDokumen6 halamanKain Katun FinishingamaliaBelum ada peringkat
- Evaluasi Tekstil Pengujian Tahan Jebol Kain RajutDokumen2 halamanEvaluasi Tekstil Pengujian Tahan Jebol Kain RajutSabilaBelum ada peringkat
- Skema Mesin CelupDokumen4 halamanSkema Mesin CelupikeuBelum ada peringkat
- Pengaruh Pre-Setting Dan Intermediet-Setting Suhu 180OC Pada Kain Poliester Mesin Pinstenter Daisho Model DK-53Dokumen8 halamanPengaruh Pre-Setting Dan Intermediet-Setting Suhu 180OC Pada Kain Poliester Mesin Pinstenter Daisho Model DK-53Abdul Rohman Heryadi100% (1)
- ARC Dan AADDokumen4 halamanARC Dan AADAhmad Rendi MaulanaBelum ada peringkat
- Laporan CDP Dispersi-BasaDokumen10 halamanLaporan CDP Dispersi-BasaRifkySPutraBelum ada peringkat
- Proses Simultan Teknologi Persiapan PenyempurnaanDokumen12 halamanProses Simultan Teknologi Persiapan PenyempurnaanAdzaraniBelum ada peringkat
- Makalah Pembuatan Gelas BotolDokumen12 halamanMakalah Pembuatan Gelas BotolLuqman Hidayat100% (1)
- Oil and Gas Safety WorkwearDokumen13 halamanOil and Gas Safety WorkwearSen SeensBelum ada peringkat
- Mesin PackagingDokumen17 halamanMesin PackagingSen SeensBelum ada peringkat
- 2.conveyor SystemDokumen19 halaman2.conveyor SystemYogi Prakoso NBelum ada peringkat
- Job Sheet TPKDokumen24 halamanJob Sheet TPKAdha Panca WardanuBelum ada peringkat
- Penilaian EvaluasiDokumen9 halamanPenilaian EvaluasiAswan AswanBelum ada peringkat
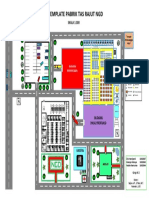
- Layout PAbrik GArmentDokumen1 halamanLayout PAbrik GArmentGinanjar Waluya100% (3)
- Pidato Keimanan Dan Ketakwaan Kepada Tuhan Yang Maha Esa PDFDokumen2 halamanPidato Keimanan Dan Ketakwaan Kepada Tuhan Yang Maha Esa PDFGinanjar Waluya100% (3)
- Pidato Keimanan Dan Ketakwaan Kepada Tuhan Yang Maha Esa PDFDokumen2 halamanPidato Keimanan Dan Ketakwaan Kepada Tuhan Yang Maha Esa PDFGinanjar Waluya100% (3)
- LAPORAN Distek GinDokumen31 halamanLAPORAN Distek GinGinanjar WaluyaBelum ada peringkat
- 130300508201001391Dokumen82 halaman130300508201001391Delina DamanikBelum ada peringkat
- Pencelupan Poliakrilat Dengan Zat Warna BasaDokumen21 halamanPencelupan Poliakrilat Dengan Zat Warna BasaGinanjar Waluya100% (1)
- Laporan B-3Dokumen8 halamanLaporan B-3Ginanjar WaluyaBelum ada peringkat
- Lap ZPTDokumen18 halamanLap ZPTGinanjar WaluyaBelum ada peringkat
- MAKALAH Pengolahan Air Limbah Industri Cara Koagulasi DG - Tawas AluminiumDokumen14 halamanMAKALAH Pengolahan Air Limbah Industri Cara Koagulasi DG - Tawas AluminiumGinanjar Waluya100% (2)
- MAKALAH Pengolahan Air Limbah Industri Cara Koagulasi DG - Tawas AluminiumDokumen14 halamanMAKALAH Pengolahan Air Limbah Industri Cara Koagulasi DG - Tawas AluminiumGinanjar Waluya100% (2)
- Bab 7. Pengujian Hipotesa1Dokumen71 halamanBab 7. Pengujian Hipotesa1Ginanjar WaluyaBelum ada peringkat