Anda mungkin juga menyukai
- BAB VII Simbol PengelasanDokumen6 halamanBAB VII Simbol PengelasanHidayat Muhammad NurBelum ada peringkat
- Penunjukkan Pengelasan CADDokumen21 halamanPenunjukkan Pengelasan CADDzaka LanaaBelum ada peringkat
- TUGAS-10 Salivian 1406566672Dokumen11 halamanTUGAS-10 Salivian 1406566672Vagvinder Frost0% (1)
- Sambungan RivetDokumen7 halamanSambungan RivetNovia PelawiBelum ada peringkat
- HazDokumen2 halamanHazAndre KurniawanBelum ada peringkat
- Posisi Pengelasan 1G - 4GDokumen7 halamanPosisi Pengelasan 1G - 4GMohammadReviPuteraFadhlytaBelum ada peringkat
- Sambungan LasDokumen18 halamanSambungan LasNurul HudaBelum ada peringkat
- Bahan Las Smaw TugasDokumen25 halamanBahan Las Smaw TugasAndrico SaputraBelum ada peringkat
- Pengantar Mesin Las PDFDokumen13 halamanPengantar Mesin Las PDFidienBelum ada peringkat
- BAB 4 Tegangan Sisa Pada PengelasanDokumen11 halamanBAB 4 Tegangan Sisa Pada PengelasanEdo DestradaBelum ada peringkat
- Desain Sambungan Las - Arsyi A. Sianturi - 1807113443Dokumen8 halamanDesain Sambungan Las - Arsyi A. Sianturi - 1807113443Arsyi Adriansyah Sianturi100% (1)
- MB Bar Bender 16Dokumen4 halamanMB Bar Bender 16Fredy HariyantoBelum ada peringkat
- Laporan Lendutan Gede Aldi Pratama - F33118098Dokumen27 halamanLaporan Lendutan Gede Aldi Pratama - F33118098Mr. GeBelum ada peringkat
- Metode Pembuatan PipaDokumen7 halamanMetode Pembuatan PipaMarizta Perdani PutriBelum ada peringkat
- Kawat Las Untuk Cast IronDokumen3 halamanKawat Las Untuk Cast IronAiababa ZalBelum ada peringkat
- (DT) Bending TestDokumen18 halaman(DT) Bending TestDhea Chika DamayanthyBelum ada peringkat
- Pengertian Proses Las SMAW 2Dokumen17 halamanPengertian Proses Las SMAW 2Muchamad Jamal CfsBelum ada peringkat
- Sambungan Las 1 PDFDokumen37 halamanSambungan Las 1 PDFIndra SaputraBelum ada peringkat
- Welding KnowledgeDokumen30 halamanWelding KnowledgeTry Laksmana MukhtarBelum ada peringkat
- Proposal KP PT. KH Pipe IndustriesI PDFDokumen9 halamanProposal KP PT. KH Pipe IndustriesI PDFReza pratamaBelum ada peringkat
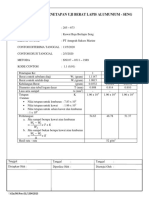
- 205-673 Uji Berat Lapis Seng Pada KawatDokumen4 halaman205-673 Uji Berat Lapis Seng Pada KawatWawan DarmawanBelum ada peringkat
- Dynabolt RamsetDokumen2 halamanDynabolt Ramsetaan alfianBelum ada peringkat
- Metalurgi Las IDokumen16 halamanMetalurgi Las Isuka baca bukuBelum ada peringkat
- Jenis - Jenis FlangeDokumen18 halamanJenis - Jenis FlangeAnonymous EdfJOHBelum ada peringkat
- Uji Metalografi AISI O-1Dokumen6 halamanUji Metalografi AISI O-1Indera PradanaBelum ada peringkat
- Pipe and HoseDokumen16 halamanPipe and HoseFIQIH FATHUR ROCHIMBelum ada peringkat
- Desain Bracket NewDokumen40 halamanDesain Bracket NewFahriBelum ada peringkat
- Polaritas Ac, Dcen, DcepDokumen3 halamanPolaritas Ac, Dcen, DcepYulfaa BahtiyarBelum ada peringkat
- Uji FatikDokumen10 halamanUji FatikBekti SurosoBelum ada peringkat
- Pengelasan SMAWDokumen26 halamanPengelasan SMAWIrvanZulkarnain100% (1)
- Desain Sambungan Dan Tanda PengelasanDokumen40 halamanDesain Sambungan Dan Tanda PengelasanAinul Yaqien100% (1)
- Kelompok Rivet Joint (Calvaris Maju)Dokumen90 halamanKelompok Rivet Joint (Calvaris Maju)Prayogi YogiBelum ada peringkat
- Arus Pengelasan FCAWDokumen8 halamanArus Pengelasan FCAWArfan AnwarBelum ada peringkat
- Pengelasan SMAWDokumen26 halamanPengelasan SMAWMuhamad MamadBelum ada peringkat
- PreheatDokumen11 halamanPreheatArdhie Nugros100% (1)
- Penerapan Keselamatan Dan Kesehatan Kerja Dalam Proses Pengelasan - pb1Dokumen16 halamanPenerapan Keselamatan Dan Kesehatan Kerja Dalam Proses Pengelasan - pb1hidayat payfazzBelum ada peringkat
- Aluminium Dan Paduan AluminiumDokumen7 halamanAluminium Dan Paduan AluminiumAndiWallyBelum ada peringkat
- Handout Bahan Ajar MTDokumen3 halamanHandout Bahan Ajar MTAdnan Nur Zakiy adnannur.2018Belum ada peringkat
- Jenis-Jenis PEngelasanDokumen18 halamanJenis-Jenis PEngelasanadi nurdiansyahBelum ada peringkat
- Materi Uji LasDokumen29 halamanMateri Uji Lasmukhlis setiyonoBelum ada peringkat
- CPMK Menggambar TeknikDokumen2 halamanCPMK Menggambar TeknikAchfas ZacoebBelum ada peringkat
- Baca ElektrodaDokumen2 halamanBaca ElektrodaMuhammad Khairul CangaraBelum ada peringkat
- 02 Welding Low Alloy-SteelDokumen35 halaman02 Welding Low Alloy-SteelBuddy Eko100% (1)
- Sambungan LasDokumen10 halamanSambungan Lasheryanto100% (1)
- Perencanaan Konstruksi LasDokumen6 halamanPerencanaan Konstruksi LasJared DavisBelum ada peringkat
- Stud Welding 1 PDFDokumen6 halamanStud Welding 1 PDFdhimas permadiBelum ada peringkat
- Sambungan BautDokumen32 halamanSambungan Bautputrasianipar96Belum ada peringkat
- Welding Procedure Specification (WPS) Dan Procedure Qualification Record (PQR)Dokumen3 halamanWelding Procedure Specification (WPS) Dan Procedure Qualification Record (PQR)Shania OlyvianaBelum ada peringkat
- Sifat Mampu Las Dari Besi CorDokumen31 halamanSifat Mampu Las Dari Besi CorAbraham Dana, S.T100% (1)
- 7 Penyambung PelatDokumen5 halaman7 Penyambung PelatNur Chafiedz100% (1)
- Teknik Pengelasan Gas Tungsten (Tig-Wig)Dokumen102 halamanTeknik Pengelasan Gas Tungsten (Tig-Wig)Dedi KurniawanBelum ada peringkat
- Gas Metal Arc WeldingDokumen34 halamanGas Metal Arc WeldingJohannes Hilarius Andhika Reza100% (1)
- NDT RT & PT SeninDokumen68 halamanNDT RT & PT Seninanon_795652448Belum ada peringkat
- Tugas 2 Definisi Dan Jenis-Jenis Welding Process Beserta GambarDokumen14 halamanTugas 2 Definisi Dan Jenis-Jenis Welding Process Beserta GambarImam MuhtaromBelum ada peringkat
- Digital 123681 R220829 Perancangan Sistem MetodologiDokumen18 halamanDigital 123681 R220829 Perancangan Sistem MetodologiMuhamad FirmansyahBelum ada peringkat
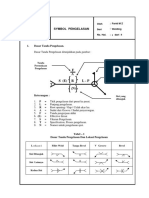
- Simbol PengelasanDokumen8 halamanSimbol PengelasansuronocaturatmojoBelum ada peringkat
- Weld Symbol Part 1Dokumen8 halamanWeld Symbol Part 1Syifa Alfi HabibiBelum ada peringkat
- Tugas 06 Simbol LasDokumen5 halamanTugas 06 Simbol LasParamitha DonaBelum ada peringkat
- NoDokumen4 halamanNoMuhammad BagirBelum ada peringkat
- Tanda PengelasanDokumen15 halamanTanda PengelasandovieargaBelum ada peringkat