Anda mungkin juga menyukai
- TEGANGANDokumen11 halamanTEGANGANEdo DestradaBelum ada peringkat
- Membaca Kode Kawat LasDokumen5 halamanMembaca Kode Kawat LasSambelteri SelorejoBelum ada peringkat
- GalvanilDokumen2 halamanGalvanilharno006177Belum ada peringkat
- OPTIMASI PENGELASANDokumen85 halamanOPTIMASI PENGELASANMuhammad SyawalBelum ada peringkat
- FCAWDokumen8 halamanFCAWxare arviBelum ada peringkat
- w14 - DISSIMILAR METAL WELDINGDokumen36 halamanw14 - DISSIMILAR METAL WELDINGahmad ilham ramadhani100% (1)
- Gambaran Proses Produksi Kawat LasDokumen23 halamanGambaran Proses Produksi Kawat LasElfira Augustin100% (1)
- PREHEAT-BAJADokumen11 halamanPREHEAT-BAJAArdhie Nugros100% (1)
- Material 1Dokumen20 halamanMaterial 1Ayrea Riclye Sanaes'yumealoverBelum ada peringkat
- JisDokumen10 halamanJisarissamdyBelum ada peringkat
- OPTIMASI PENGELOMBONGANDokumen10 halamanOPTIMASI PENGELOMBONGANmariyanaBelum ada peringkat
- Aws 2007 TerjemahDokumen453 halamanAws 2007 Terjemahwahyu100% (1)
- BautMutuTinggiSEODokumen3 halamanBautMutuTinggiSEOJohandaSilalahi100% (1)
- FCAW (Flux Cored Arc Welding)Dokumen18 halamanFCAW (Flux Cored Arc Welding)Hafizh NaufalBelum ada peringkat
- Tugas 14Dokumen10 halamanTugas 14Sri Ramayanti Simanjuntak100% (1)
- Metode SheetpileDokumen4 halamanMetode Sheetpileaandwi1011Belum ada peringkat
- Baja Kanal C RinganDokumen11 halamanBaja Kanal C RinganLelouch LamperougeBelum ada peringkat
- Fungsi Unsur Paduan Kimia Pada Pembuatan BajaDokumen3 halamanFungsi Unsur Paduan Kimia Pada Pembuatan BajaYorgieLondongAlloBelum ada peringkat
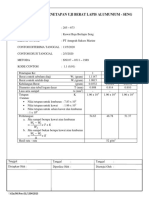
- 205-673 Uji Berat Lapis Seng Pada KawatDokumen4 halaman205-673 Uji Berat Lapis Seng Pada KawatWawan DarmawanBelum ada peringkat
- Aplikasi Stainless Steel MartensiticDokumen5 halamanAplikasi Stainless Steel MartensiticYohanes SilvanoBelum ada peringkat
- Analisis Sifat Mekanik Dan Struktur Mikro Baja Aisi 4140 Akibat Perbedaan Temperatur Pada Perlakuan Panas TemperingDokumen2 halamanAnalisis Sifat Mekanik Dan Struktur Mikro Baja Aisi 4140 Akibat Perbedaan Temperatur Pada Perlakuan Panas Temperingabdul azisBelum ada peringkat
- STANDAR DAN KODE PENGELASANDokumen10 halamanSTANDAR DAN KODE PENGELASANIkhlashainfBelum ada peringkat
- Chapter 15 Welding MetallurgyDokumen12 halamanChapter 15 Welding MetallurgyMuhammad Ibkar Yusran AsfarBelum ada peringkat
- Schaeffler DiagramDokumen1 halamanSchaeffler DiagramAgung PrastiyoBelum ada peringkat
- E8 E8M 09 Traccion Metales Nueva - En.idDokumen27 halamanE8 E8M 09 Traccion Metales Nueva - En.idfarisbudianto100% (1)
- Metfis - Sifat MekanikDokumen50 halamanMetfis - Sifat MekanikAisah RosaniBelum ada peringkat
- Tugas-15-Muhammad Ariya AfifDokumen9 halamanTugas-15-Muhammad Ariya Afifariya afifBelum ada peringkat
- MDMTDokumen11 halamanMDMTDankilDanotBelum ada peringkat
- Struktur Bolting dan Jenis Baut ASTMDokumen36 halamanStruktur Bolting dan Jenis Baut ASTMmunajat tiliBelum ada peringkat
- Proses Dan Perlengkapan Las GtawDokumen6 halamanProses Dan Perlengkapan Las GtawSastrawanBelum ada peringkat
- DefinisiDokumen85 halamanDefinisiSudiroBelum ada peringkat
- SMAWDokumen25 halamanSMAWAndrico SaputraBelum ada peringkat
- Pengertian dan Jenis Proses PengelasanDokumen2 halamanPengertian dan Jenis Proses PengelasanBagasBelum ada peringkat
- Polaritas Ac, Dcen, DcepDokumen3 halamanPolaritas Ac, Dcen, DcepYulfaa BahtiyarBelum ada peringkat
- Makalah 1 FCAWDokumen29 halamanMakalah 1 FCAWArdan100% (1)
- 3 Unsur PaduanDokumen15 halaman3 Unsur Paduanafri yantoBelum ada peringkat
- WPS RESUMEDokumen9 halamanWPS RESUMESayyidah FarhanaBelum ada peringkat
- JUDULDokumen11 halamanJUDULVagvinder Frost0% (1)
- Cathodic Protection (Ir. Ronald Nasoetion, M.SC)Dokumen179 halamanCathodic Protection (Ir. Ronald Nasoetion, M.SC)Rinush Sinaga100% (1)
- Astm e 18 PDFDokumen6 halamanAstm e 18 PDFradhiya inten hBelum ada peringkat
- Tugas Welding 7aDokumen14 halamanTugas Welding 7aDewi Lestari Natalia Marpaung100% (1)
- Analisa Pengelasan Beda Material Stainless Steel Dan KarbonDokumen3 halamanAnalisa Pengelasan Beda Material Stainless Steel Dan KarbonPrimBelum ada peringkat
- Pengelasn FCAWDokumen4 halamanPengelasn FCAWChieAstutiarib100% (1)
- METALURGI LASDokumen16 halamanMETALURGI LASsuka baca bukuBelum ada peringkat
- NDT RT & PT SeninDokumen68 halamanNDT RT & PT Seninanon_795652448Belum ada peringkat
- 3.proses MIG-MAG PDFDokumen45 halaman3.proses MIG-MAG PDFRudi PurwantoBelum ada peringkat
- WELDING INSPECTORDokumen10 halamanWELDING INSPECTORnur muhamad fuad100% (1)
- Proses Steel Making - 20120208100212Dokumen41 halamanProses Steel Making - 20120208100212Greynaldi GasraBelum ada peringkat
- Uji FatikDokumen10 halamanUji FatikBekti SurosoBelum ada peringkat
- Darwin Sebayang Analisa Pengelasan Beda Material Stainless SteelDokumen18 halamanDarwin Sebayang Analisa Pengelasan Beda Material Stainless SteelMifta Hudin Ulpha100% (2)
- Macam - Macam Material Cutting ToolDokumen16 halamanMacam - Macam Material Cutting ToolIphadTrasBelum ada peringkat
- Radiography - Film 2Dokumen51 halamanRadiography - Film 2Pingkan Amanda Pusung100% (1)
- Basic WeldingDokumen27 halamanBasic WeldingAlfan Dani100% (1)
- Baca ElektrodaDokumen2 halamanBaca ElektrodaMuhammad Khairul CangaraBelum ada peringkat
- STANDAR DAN KODEDokumen11 halamanSTANDAR DAN KODEnoniasliBelum ada peringkat
- Standar, Kode dan Spesifikasi PengelasanDokumen5 halamanStandar, Kode dan Spesifikasi PengelasanMuhammad Razaka Perwira NegaraBelum ada peringkat
- JUDULDokumen95 halamanJUDULFahmi Husen100% (1)
- Kualifikasi Las SMAW untuk Pelat Baja 304LDokumen27 halamanKualifikasi Las SMAW untuk Pelat Baja 304LHari Chairul Zuhud100% (1)
- Uji Tarik Iqbal (14065) Dan Ramanda (14044)Dokumen21 halamanUji Tarik Iqbal (14065) Dan Ramanda (14044)Nisrina Nur AthayyaBelum ada peringkat
- Welding of High TensileDokumen63 halamanWelding of High TensileDeby Agung PratamaBelum ada peringkat
- Manajemen Resiko (Revisi)Dokumen88 halamanManajemen Resiko (Revisi)Buddy EkoBelum ada peringkat
- Acu Silang AK3 UDokumen5 halamanAcu Silang AK3 UBuddy EkoBelum ada peringkat
- SKKNI Crude DistillingDokumen63 halamanSKKNI Crude DistillingBuddy EkoBelum ada peringkat
- Bank Soal Drafter Mesin TeoriDokumen10 halamanBank Soal Drafter Mesin TeoriBuddy EkoBelum ada peringkat
- JSA OctoberDokumen2 halamanJSA OctoberBuddy EkoBelum ada peringkat
- Fish BoneDokumen2 halamanFish BoneBuddy EkoBelum ada peringkat
- OPTIMASI PELATIHAN KERJADokumen189 halamanOPTIMASI PELATIHAN KERJARudolf ValentinoBelum ada peringkat
- PEDOMAN PETUGAS K3 RUANG TERBATASDokumen2 halamanPEDOMAN PETUGAS K3 RUANG TERBATASdaafi_aBelum ada peringkat
- JSA OctoberDokumen2 halamanJSA OctoberBuddy EkoBelum ada peringkat
- SOP Sulfide Gas H2S Gas Detector Tube Kitagwa OFC 036Dokumen2 halamanSOP Sulfide Gas H2S Gas Detector Tube Kitagwa OFC 036Buddy EkoBelum ada peringkat
- Seminar UpGrading Teknik Pemeriksaan Dan Pengujian Instalasi Proteksi Kebakaran Dan Elevator Juga EskalatorDokumen4 halamanSeminar UpGrading Teknik Pemeriksaan Dan Pengujian Instalasi Proteksi Kebakaran Dan Elevator Juga EskalatorBuddy EkoBelum ada peringkat
- Reportsheet Op. Pedestal lbh50TDokumen4 halamanReportsheet Op. Pedestal lbh50TBuddy EkoBelum ada peringkat
- Jip FC02 001 01Dokumen231 halamanJip FC02 001 01Buddy EkoBelum ada peringkat
- PERATURANDokumen14 halamanPERATURANPintor Siagian100% (2)
- 9.air Service UnitDokumen5 halaman9.air Service UnitBuddy EkoBelum ada peringkat
- Hydraulic TeacDokumen48 halamanHydraulic TeacBuddy EkoBelum ada peringkat
- Cara Pakai Apar Padam KebakaranDokumen1 halamanCara Pakai Apar Padam KebakaranBuddy EkoBelum ada peringkat
- Job Safety AnalysisDokumen2 halamanJob Safety AnalysisBuddy EkoBelum ada peringkat
- MAT 4. Prosedure. Dock3Dokumen30 halamanMAT 4. Prosedure. Dock3Buddy EkoBelum ada peringkat
- Berita Acara AsesmenDokumen1 halamanBerita Acara AsesmenBuddy EkoBelum ada peringkat
- Lampiran EDokumen12 halamanLampiran EBuddy EkoBelum ada peringkat
- Hitungan Tali BajaDokumen2 halamanHitungan Tali BajaBuddy EkoBelum ada peringkat
- JSA LiftingDokumen1 halamanJSA LiftingBuddy EkoBelum ada peringkat
- 2.jENIS JENIS KONSTRUKSI TRANSMISIDokumen4 halaman2.jENIS JENIS KONSTRUKSI TRANSMISIBuddy EkoBelum ada peringkat
- 3.1 Prosedur Pemasangan Instalasi SutmDokumen2 halaman3.1 Prosedur Pemasangan Instalasi SutmBuddy EkoBelum ada peringkat
- 3.2 Kegiatan Pemasangan SKTMDokumen6 halaman3.2 Kegiatan Pemasangan SKTMBuddy EkoBelum ada peringkat
- 8.1.. Peralatan KerjalDokumen31 halaman8.1.. Peralatan KerjalBuddy EkoBelum ada peringkat
- Hitung KestabilanDokumen2 halamanHitung KestabilanBuddy Eko100% (1)
- 1.3e.proteksi DistribusiDokumen10 halaman1.3e.proteksi DistribusiBuddy EkoBelum ada peringkat
- 3.2 Kegiatan Pemasangan SKTMDokumen6 halaman3.2 Kegiatan Pemasangan SKTMBuddy EkoBelum ada peringkat