Chapter III X
Diunggah oleh
DewiDeskripsi Asli:
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Chapter III X
Diunggah oleh
DewiHak Cipta:
Format Tersedia
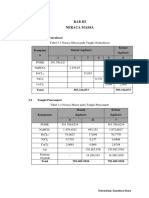
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada proses pembuatan dimetil eter dari metanol adalah
sebagai berikut :
Kapasitas produksi : 100.000 ton/tahun
Waktu operasi : 330 hari/tahun
Basis perhitungan : 1 jam operasi
Satuan operasi : kg/jam
3.1 Reaktor (R-101)
Tabel 3.1 Neraca massa total reaktor 101
Masuk (kg/jam) Keluar (Kg/jam)
Komponen
Alur 3 Alur 4
CH3OH 12563.13131 1256.313131
H2O 63.13131313 3243.173927
CH3OCH3 - 8126.775568
Total 12626.26263 12626.26263
3.2 MenaraDestilasi (MD 101)
Tabel 3.2 Neraca massa total menara destilasi (MD-101)
Keluar
Komponen Masuk (kg/jam) Top Bottom
Alur 5 Alur 6 Alur 9
CH3OCH3 1256.3131 8114.5854 12.1902
CH3OH 3243.1739 1254.4287 1.8845
H2O 8126.7756 4.8648 3238.3092
TOTAL 12626.2626 9373.8788 3252.3838
12626.2626
Universitas Sumatera Utara
3.3 Condenser (CD 101)
Tabel 3.3 Neraca massa total kondensor (CD 101)
Keluar (kg/jam)
Komponen Masuk (kg/jam) Refluks UAP
Alur 6 Alur 7 Alur 8
CH3OCH3 11603.8571 3489.2717 8114.5854
CH3OH 1793.8330 539.4043 1254.4287
H2O 6.9566 2.0918 4.8648
TOTAL 13404.6467 4030.7679 9373.8788
13404.6467
3.4 Reboiler (RB 101)
Tabel 3.4 Neraca massa total reboiler (RB 101)
Keluar (kg/jam)
Komponen Masuk (kg/jam) Refluks Bottom
Alur 9 Alur 10 Alur 11
CH3OCH3 33.0697 20.8796 12.1902
CH3OH 5.1122 3.2278 1.8845
H2O 8784.9507 5546.6415 3238.3092
TOTAL 8823.1326 5570.7488 3252.3838
8823.1326
Universitas Sumatera Utara
3.5 MenaraDestilasi (MD 102)
Tabel 3.3 Neraca massa totalmenara destilasi (MD 102)
Keluar (kg/jam)
Masuk (kg/jam)
Komponen Top Bottom
Alur 12 Alur 13 Alur 16
CH3OCH3 12.1902 12.1292 0.0610
CH3OH 1.8845 1.8750 0.0094
H2O 3238.3092 16.1915 3222.1176
30.1958 3222.1880
TOTAL
3252.3838 3252.3838
3.6 Condensor (CD 102)
Tabel3.4 Neraca massa total kondensor (CD - 102)
Keluar (kg/jam)
Komponen Masuk (kg/jam) Refluks UAP
Alur 13 Alur 14 Alur 15
CH3OCH3 200.1320 188.0028 12.1292
CH3OH 30.9383 29.0632 1.8750
H2O 267.1605 250.9690 16.1915
468.0350 30.1958
TOTAL 498.2308 498.2308
Universitas Sumatera Utara
3.7 Reboiler (RB 102)
Tabel3.5 Neraca massa totalreboiler (RB-102)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Refluks Bottom
Alur 16 Alur 17 Alur 18
CH3OCH3 0.0678 0.0069 0.0610
CH3OH 0.0105 0.0011 0.0094
H2O 3584.9902 362.8725 3222.1176
362.8805 3222.1880
TOTAL 3585.0684 3585.0684
Universitas Sumatera Utara
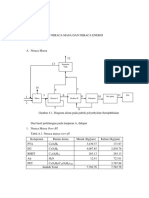
BAB IV
NERACA ENERGI
Hasil perhitungan neraca energi pada proses pembuatan dimetil eter dari metanol adalah
sebagai berikut :
Kapasitas produksi : 100.000 ton/tahun
Waktu operasi : 330 hari/tahun
Basis perhitungan : 1 jam operasi
Satuan operasi : kj/jam
Basis temperatur : 250C (2980K)
4.1 Reaktor 101 (R 101)
Tabel 4.1 Neraca energi reaktor (R 101)
Q Masuk (Kj/Jam) Q Keluar (Kj/jam)
Q masuk 11422,09093 Q sisa 16362,07294
Q reaksi 7258,779403 Q out 2608,647072
Q in 289,8496747
Total 18970,72001 18970,72001
4.2 Cooler 101 (C 101)
Tabel 4.2 Neraca energi cooler 101 (C 101)
Q masuk Q keluar
Qh 610800,7439 Qc 610800,7439
4.3 Cooler 102 (C 102)
Tabel 4.3 Neraca energi cooler 102 (C 102)
Q masuk Q keluar
Qh 543880,2447 Qc 543880,2447
4.4 Menara destilasi 101 (MD 101)
Tabel 4.4 Neraca energi menara destilasi 101 (MD 101)
Q masuk Q keluar
Q feed 4792,839677 Q top 3348,888564
Q bottom 1443,951113
Total 4792,839677 4792,839677
Universitas Sumatera Utara
4.5 kondensor 101 (CD 101)
Tabel 4.5 Neraca energi kondensor 101 (CD-101)
Q masuk Q keluar
Q masuk 89004707,99 Q refluks 1440,022083
Q in 44499959,54 Q destilat 3348,888564
Q out 133499878,6
Total 133504667,5 133504667,5
4.6 Reboiler 101 (RB 101)
Tabel 4.6 Neraca energi reboiler (RB 101)
Q in Q out
Q umpan 3917,179828 Q keluar 1443,951113
Qs in 98476634,78 Q Lv 89002392,31
Qw out 9476715,701
Total 98480551,96 98480551,96
4.7 Heater 102 (E 102)
Tabel 4.7 Neraca energi heater 102 (E 102)
Q masuk Q keluar
Q masuk 1443,951113 Q keluar 1446,156395
Qs Masuk 2767786,28 Qs keluar 2767784,075
Total 2769230,231 2769230,231
4.8 Menara destilasi 102 (MD 102)
Tabel 4.8 Neraca energi menara destilasi 102 (MD 102)
Q masuk Q keluar
Q umpan 1446,156395 Q top 12,39353473
Q RB 2196769,555 Q buttom 1433,76286
Q kondensor 2196769,555
Total 2198215,711 2198215,711
4.9 Kondensor 102 (CD 102)
Tabel 4.9 Neraca energi kondensor 102 (CD 102)
Q masuk Q keluar
Q masuk 2196974,048 Q refluks 192,0997883
QWin 549192,3888 Q destilat 12,39353473
QWout 2745961,944
Total 2746166,437 2746166,437
Universitas Sumatera Utara
4.10 Reboiler 102 (RB 102)
Tabel 4.10 Neraca energi reboiler 102 (RB 102)
Q in Q out
Q umpan 1595,232185 Q keluar 1433,76286
Qs in 2515430,019 Q Lv 2196931,024
Qs out 318660,4636
Total 2517025,251 2517025,251
4.11 Cooler 103 (C 103)
Tabel 4.11 Neraca energi cooler 103 (C -103)
Q masuk Q keluar
Qh 57350,51441 Qc 57350,51441
Universitas Sumatera Utara
BAB V
SPESIFIKASI PERALATAN
Hasil perhitungan spesifikasi peralatan pada proses pembuatan dimetil eter dari metanol
adalah sebagai berikut :
5.1. Reaktor - 101 (R-101)
Tabel 5.11 Spesifikasi Reaktor-101
IDENTIFIKASI
Nama Alat Reaktor
Kode Alat R 101
Jumlah 1 buah
Operasi Kontinyu
Fungsi Mereaksikan bahan baku metanol secara
dehidrasi untuk menghasilkan Dimetil Eter
DATA DESAIN
Type Multitubular Fixed Bed
Temperatur Operasi : 250 oC
Tekanan Operasi : 12 atm
Diameter Reaktor : 1,3712m
Tinggi Reaktor : 3,2759 m
Tebal Dinding Reaktor : 0,0105 m
Tube Shell
OD = 0,0422 m Ds = 1,9037m
ID = 0,0351 m
Bahan Konstruksi Stainless Steel
5.2. Menara Destilasi-101 (MD-101)
Tabel 5.2 Spesifikasi Menara Destilasi - 101
IDENTIFIKASI
Nama Alat Menara destilasi -101
Alat Kode MD-01
Jenis Tray Column
Jumlah 1 buah
Operasi Kontinyu
Universitas Sumatera Utara
Fungsi Tempat memisahkan Dimetil Eter dari campuran
Air dan Metanol
DATA DESAIN
Top Bottom
Tekanan 1atm 1atm
O
Temperatur 50 C 50 OC
KOLOM
Top Bottom
Diameter 0,5607 m 0,7525 m
Tray spacing 0,3m 0,3m
Jumlah tray 15 buah 3 buah
Tebal 0,0204 m 0,020475 m
Material Carbon steel
PELAT
Top Bottom
2
Downcomer area 0,0296 m 0,0533 m2
Active area 0,1875 m2 0,3378 m2
Hole Diameter 5 mm 5 mm
Hole area 0,0188 m2 0,0338 m2
Perforated Area 0,1131 m2 0,2362 m2
Jumlah Hole 956 1722
OD 0,6014 m 0,7934 m
Analog spesifikasi alat dapat dilihat pada MD-101 dan MD-102, sehingga diperoleh :
Diameter Diameter
Bahan Tinggi Efisiensi
MD kolom kolom
konstruksi kolom (m) Tray (%)
bawah (m) atas (m)
(MD-101) Carbon steel 0,7525 0,5607 6,1244 93,94
(MD-102) Carbon steel 0,5007 0,3607 13,1969 48,66
5.3. Condensor-101 (CD-101)
Tabel 5.3 Spesifikasi Condenser-101
IDENTIFIKASI
Nama Alat Condensor
Universitas Sumatera Utara
Kode Alat CD-101
Jumlah 1 buah
Operasi Kontinyu
Fungsi Mengkondensasikan produk keluaran MD-101
DATA DESIGN
Tipe Shell and Tube Heat Exchanger
Bahan Konstruksi Carbon steel
Tube Side Shell Side
Jumlah = 51 ID 39 in
Panjang = 17 ft Pass 1
OD, ID = 1 in, 0,87 in P 0,0161 Psi
BWG = 16
Pitch = 1,25- in, Triangular
P = 6,7026 Psi
Pass =4
5.4. Condensor-102 (CD-102)
Tabel 5.4 Spesifikasi Condenser-102
IDENTIFIKASI
Nama alat Condensor
Kode alat CD-102
Jumlah 1 buah
Operasi Kontinyu
Fungsi Mengkondensasikan produk top MD-102
DATA DESAIN
Tipe Double Pipe Heat Exchanger
Jumlah harpin 147 buah
Panjang 20 ft
Actual Design Coefficient, Ud 24,8992Btu/hr.ft2.oF
Clean Overall Coefficient, Uc 26,2031 Btu/hr.ft2.oF
ANNULUS INNER PIPE
ID = 4,026 in ID = 3,068 in
OD = 4,5 in OD = 3,5 in
Pa = 1,5333psi PP = 2,5401 psi
Universitas Sumatera Utara
Dirt factor : 0,0042
Bahan konstruksi : Carbon Steel
5.5. Reboiler-01 (RB-101)
Tabel 5.5 Spesifikasi Reboiler-101
IDENTIFIKASI
Nama Alat Reboiler
Kode Alat RB - 101
Jumlah 1
Operasi Kontinyu
Fungsi Menguapkan kembali bottom product MD -101
DATA DESIGN
Tipe Kettle Reboiler
Bahan Konstruksi Carbon steel
SUMMARY
hio = 213,2009 h outside ho = 44,4602
UC = 124,6301
UD = 99.9290
Rd Required = 0,002
1,9753 psi Calculated P, Psi 0,3780 psi
5.6. Reboiler-02 (RB-102)
Tabel 5.6 Spesifikasi Reboiler-102
IDENTIFIKASI
Nama alat Reboiler-102
Kode alat RB-102
Jumlah 1 buah
Operasi Kontinyu
Fungsi Menguapkan kembali keluaran bottom MD-102.
DATA DESAIN
Tipe Kettle Reboiler
Jumlah harpain 84 buah
Panjang 20 ft
ANNULUS INNER PIPE
Universitas Sumatera Utara
ID = 2,067 in ID = 1,610 in
OD = 2,38 in OD = 1,9 in
SUMMARY
hio = 267,8311 h outside ho = 171,4960
UC = 104,5507
UD = 70,0379
Rd Calculated = 0,0047
Rd Required = 0,0030
12,2588 psi Calculated P, Psi 1,4144 psi
5.7. Cooler-101 (C-101)
Tabel 5.7 Spesifikasi Cooler-101
IDENTIFIKASI
Nama Alat Cooler
Kode Alat C-101
Jumlah 1
Operasi Kontinyu
Fungsi Menurunkan temperatur produk R-101
DATA DESIGN
Tipe Double Pipe Heat Exchanger
Bahan Konstruksi Carbon steel
Inner Side Annulus Side
ho = 20,9718 h outside hio = 4,9027
UC = 2,5595
UD = 2,5465
Rd Calculated =
Rd Required =
0,0022
0,0020
0,0157 psi Calculated P, Psi 2,4396 psi
Universitas Sumatera Utara
5.8. Cooler-102 (C-102)
Tabel 5.8 Spesifikasi Cooler-102
IDENTIFIKASI
Nama Alat Cooler
Kode Alat C-102
Jumlah 1
Operasi Kontinyu
Fungsi Menurunkan temperatur produk R-101
DATA DESIGN
Tipe Double Pipe Heat Exchanger
Bahan Konstruksi Carbon steel
Inner Side Annulus Side
ho = 20,9718 h outside hio = 4,9027
UC = 2,5595
UD = 2,5465
Rd Calculated = 0,0049
Rd Required = 0,0020
0,0128 psi Calculated P, Psi 2,4396 psi
5.9. Cooler-103 (C-103)
Tabel 5.9 Spesifikasi Cooler-103
IDENTIFIKASI
Nama Alat Cooler
Kode Alat C-103
Jumlah 1
Operasi Kontinyu
Fungsi Menurunkan temperatur produk reboiler - 102
DATA DESIGN
Tipe Double Pipe Heat Exchanger
Bahan Konstruksi Carbon steel
Inner Side Annulus Side
ho = 20,9718 h outside hio = 4,9027
UC = 2,5595
UD = 2,5465
Rd Calculated = 0,0021
Rd Required = 0,0020
Universitas Sumatera Utara
0,1502 psi Calculated P, Psi 2,4396 psi
5.10. Kompressor-101 (K-101)
Tabel 5.10 Spesifikasi Kompresor-101
IDENTIFIKASI
Nama Alat Kompresor - 101
Kode Alat K - 101
Jumlah 1 buah
Operasi Kontinyu
Fungsi Mengalirkan dan menaikan tekanan feed
sebelum masuk R-101
DATA DESAIN
Tipe Centrifugal kompresor
Kapasitas 9,385625 ft3/menit
Tekanan Input 1 atm
Tekanan Output 12 atm
Gas Horse Power 242 Hp
Bahan Konstruksi Carbon Steel
5.11. Pompa-101 (P-101)
Tabel 5.11 Spesifikasi Pompa-01
IDENTIFIKASI
Nama Alat Pompa
Kode Alat P-101
Jumlah 2 buah ( 1 cadangan )
Operasi Kontinyu
Fungsi Untuk mengalirkan bottom produk absorber
menuju KD-01
DATA DESAIN
Tipe Centrifugal
Kapasitas 42,0875 kg/menit
Effisiensi pompa 80 %
Power 0,1 Hp
Bahan Konstruksi Commercial Steel
Universitas Sumatera Utara
5.12. Pompa-102 (P-102)
Tabel 5.12 Spesifikasi Pompa-102
IDENTIFIKASI
Nama Alat Pompa
Kode Alat P-102
Jumlah 2 buah ( 1 cadangan )
Operasi Kontinyu
DATA DESAIN
Tipe Centrifugal
Kapasitas 0,50326 kg/menit
Effisiensi pompa 80 %
Power 0,1 Hp
Bahan Konstruksi Commercial Steel
5.13. Tanki- 101 (T-101)
Tabel 5.13 Spesifikasi Tanki-101
IDENTIFIKASI
Nama Alat Tanki CH3OH
Alat Kode T-101
Jumlah 1 buah
Fungsi menyimpan CH3OH untuk kebutuhan 30 hari
DATA DESIGN
Tipe Silinder vertical dengan tutup ellipsoidal
Temperature design 30 oC
Tekanan design 1atm
DATA MEKANIK
Tinggi = 33,0842 m
Diameter = 22,0561 m
Tebal = 0,0555 m
Bahan konstruksi : Carbon steel
5.14. Tanki- 102 (T-102)
Tabel 5.14 Spesifikasi Tanki-102
Universitas Sumatera Utara
IDENTIFIKASI
Nama Alat Tanki CH3OCH3
Alat Kode T-102
Jumlah 1 buah
Fungsi Menyimpan CH3OCH3 untuk kebutuhan 30 hari
DATA DESIGN
Tipe Silinder vertical dengan tutup ellipsoidal
Temperature design 30oC
Tekanan design 1atm
DATA MEKANIK
Tinggi = 25,8873 m
Diameter = 17,8232 m
Tebal = 0,03177 m
Bahan konstruksi : Low Alloys Steel
5.15. Heater-101 (E-101)
Tabel 5.15 Spesifikasi Heater-101
IDENTIFIKASI
Nama Alat Heater
Kode Alat H-101
Jumlah 1
Operasi Kontinyu
Fungsi Menaikkan temperatur Bottom MD - 102
DATA DESIGN
Tipe Shell and Tube Heat Exchanger
Bahan Konstruksi Carbon steel
Tube Side Shell Side
Jumlah : 368 ID : 13,25
Panjang : 14 ft Baffle : 2,65
OD, ID : 1 in, Pass :2
BWG : 16
Pitch : 1,25 in, Triangular
SUMMARY
ho = 164,854 h outside hio = 114,4419
Universitas Sumatera Utara
UC = 67,5501
UD = 49,7452
Rd Calculated = 0,0052
Rd Required = 0,003
0,1263 psi Calculated P, Psi 0,2021 psi
5.16.Accumulator-101 (ACC-101)
Tabel 5.16 Spesifikasi Accumolator-101
IDENTIFIKASI
Nama Alat Accumulator
Alat Kode ACC-101
Jumlah 1 buah
Fungsi Tempat menampung kondensat yang keluar dari
CD-101
DATA DESIGN
Tipe Silinder horizontal
o
Temperature design 50 C
Tekanan design 1 atm
Kapasitas 3,63 m3
DATA MEKANIK
Panjang 2,5546 m
Diameter 1,0219 m
Tebal 0,0010 m
Bahan konstruksi Carbon steel
5.17. Accumulator-102 (ACC-102)
Tabel 5.17 Spesifikasi Accumulator-102
IDENTIFIKASI
Nama Alat Accumulator
Alat Kode ACC-102
Jumlah 1 buah
Fungsi Tempat menampung kondensat yang keluar dari CD-
102
DATA DESIGN
Universitas Sumatera Utara
Tipe Silinder horizontal
o
Temperature design 70 C
Tekanan design 1 atm
Kapasitas 0,54 m3/jam
DATA MEKANIK
Panjang 0,8092 m
Diameter 0,3237 m
Tebal 0,0005 m
Bahan konstruksi Carbon steel
Universitas Sumatera Utara
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk
mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Dalam suatu
pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat penting karena dengan
adanya rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam pabrik
dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien. Alat-alat instrumentasi
dipasang pada setiap peralatan proses dengan tujuan agar sarjana teknik dapat memantau dan
mengontrol kondisi di lapangan. Dengan adanya instrumentasi ini pula, para sarjana teknik dapat
segera melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya,
tujuan pengendalian tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan
(error)yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine,
1985).
Fungsi instrumentasi adalah sebagai pengontrol (controller), penunjuk (indicator), pencatat
(recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja dengan tenaga mekanik
atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis.
Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan
sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah
alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau
disatukan dalam suatu ruang kontrol yang dihubungkan dengan peralatan (kontrol otomatis)
(Timmerhaus, 2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH, humiditas,
titik embun, komposisi kimia, kandungan kelembaban, dan variabel lainnya (Considine,1985).
Pada dasarnya sistem pengendalian terdiri dari:
1. Sensing Element / Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur,
tekanan, laju aliran, maupun tinggi fluida.
Universitas Sumatera Utara
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-
perubahan proses tersebut sama dengan nilai yang diinginkan.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen
pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang
diinginkan dan merupakan hasil yang dikehendaki.
(Considine,1985)
LOAD
Manipulated variable
Error -
+
Measured Contolled
variable
Set Point - + Controller
variable
Controller
Transmitter Sensing Element
Gambar : diagram balok sistem pengendalian otomatis
(george, 1993)
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah:
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses
(Timmerhaus,2004)
Instrumentasi yang umum digunakan dalam pabrik adalah :
1. Untuk variabel temperatur
- Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati
temperatur suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Universitas Sumatera Utara
- Temperature Indicator Controller (TI) adalah instrumentasi yang digunakan untuk
mengamati temperatur dari suatu alat.
2. Untuk variabel tinggi permukaan cairan
- Level Controller (LC) adalah instrumentasi yang digunakan untuk mengamati ketinggian
cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
- Level Indicator Controller (LI) adalah instrumentasi yang digunakan untuk mengamati
ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
- Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan
operasi suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
- Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan
operasi suatu alat.
4. Untuk variabel aliran cairan
- Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir
larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan
pengendalian.
- Flow Indicator Controller (FI) adalah instrumentasi yang digunakan untuk mengamati
laju aliran atau cairan suatu alat.
(Considine, 1985)
Universitas Sumatera Utara
Instrumentasi yang digunakan dalam pabrik Dimetil Eter ini disajikan dalam table 6.1 berikut
ini:
Tabel 6.1 Daftar Penggunanan Instrumentasi pada Pra Rancangan PabrikDimetil Eter
No. Nama Alat Jenis Instrumen
1. Tangki cairan Level Indikator (LI)
Pressure Indicator (PI)
Level Indikator (LI)
2. Tangki gas
Pressure Controller (PC)
Temperatur Indikator (TC)
Level Controller (LC)
3. Reaktor Temperatur Indikator (TC)
Pressure Controller (PC)
Level Controller (LC)
4. Menara Destilasi
Pressure Controller (PC)
5. Pompa Flow Controller (FC)
Flow Controller (FC)
7. Kompresor
Pressure Indicator (PI)
8. Kondensor dan Reboiler Temperature Controller (TC)
6.2 Keselamatan Kerja Pada Pabrik Dimetil Eter
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu
aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan
cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat
pabrik beroperasi. Dalam rancangan pabrik Dimetil Eter, usaha-usaha pencegahan terhadap
bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut :
6.2.1 Pencegahan Terhadap Kebakaran dan Peledakan
Proses produksi Dimetil Eter menggunakan reaktor yang beroperasi pada tekanan 12 atm
dan suhu 250 C. Bahaya yang kemungkinan timbul adalah kebakaran atau peledakan yang
berasal dari reaktor. Selain itu unit penghasil uap (boiler) juga dapat menciptakan hal yang
serupa apabila pengendalian tidak berjalan optimal.
Universitas Sumatera Utara
Dari uraian di atas maka perlu dilakukan upaya pencegahan dan penanganan terhadap kebakaran
dan ledakan sebagai berikut :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang
strategis dan penting seperti laboratorium dan ruang proses.
2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang cukup untuk
pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran steam, dan air
dibedakan warnanya dan letaknya tidak menggangu gerakan karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan
siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983
tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya
suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detektor yang bekerja berdasarkan terjadinya akumulasi asap
dalam jumlah tertentu.
b. Gas detector adalah detektor yang bekerja berdasarkan kenaikan konsentrasi gas yang
timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang
memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
1) Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible
alarm).
2) Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan
mata secara jelas (visible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran
yang berfungsi mengendalikan sistem dan terletak di ruang operator.
Universitas Sumatera Utara
6.2.2 Peralatan Perlindungan Diri
Upaya peningkatan kesehatan keselamatan kerja (K3) bagi karyawan pada pabrik ini
adalah dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah
melengkapi karyawan dengan peralatan perlindungan diri sebagai berikut :
1. Helm
2. Pakaian dan perlengkapan pelindung.
3. Sepatu pengaman.
4. Pelindung mata.
5. Masker udara.
6. Sarung tangan.
6.2.3 Keselamatan Kerja Terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut :
1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau
pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk
menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor motor listrik tidak boleh mengganggu lalu lintas
pekerja.
4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang
dibumikan.
7. Kabel kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada tekanan
dan suhu tinggi harus diisolasi secara khusus.
6.2.4 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi
pabrik.
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai
Universitas Sumatera Utara
sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan, penyimpanan,
dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan
terhadap kesehatan harus ditangani secara cermat.
4. Penempatan bahan kimia berbahaya harus sesuai dengan petunjuk pelaksanaan K3 seperti
berikut :
1. Gudang tempat penyimpanan Bahan Kimia Berbahaya harus dibuat sedemikian rupa
hingga aman dari pengaruh Alam dan Lingkungan sekitarnya :
a. Memiliki system sirkulasi udara dan ventilasi yang cukup baik.
b. Suhu di dalam ruangan dapat terjaga konstan dan aman setiap saat.
c. Aman dari berbagai gangguan biologis ( Tikus, Rayap dll ).
2. Tata letak dan pengaturan penempatan bahan harus mempertimbangkan hal-hal sebagai
berikut :
a. Pemisahan dan pengelompokan untuk menghindari adanya bahayareaktivitas.
b. Penyusunan agar tidak melebihi batas maksimum yang dianjurkan manufactur untuk
menghindari roboh (ambruk) hingga tidak mengakibatkan kerusakan dan mudah
pembongkaran serta kelihatan rapi.
c. Lorong agar tetap terjaga dan tidak terhalang oleh benda apapun, jika perlu buatkan
garis pembatas lintasan alat angkat dan angkut.
d. Khusus bahan dalam wadah silinder/tabung gas bertekanan agar ditempatkan pada
tempat yang teduh, tidak lembab dan aman dari sumber panas seperti ( listrik, api
terbuka dll ).
3. Program House Keeping harus dilaksanakan secara periodik dan berkesinambungan yang
meliputi : Kebersihan, Kerapihan dan Keselamatan.
4. Sarana K3 haruslah disiapkan dan digunakan sebagaimana mestinya.
5. Setiap pekerja yang tidak berkepentingan dilarang memasuki gudang penyimpanan
Bahan Kimia Berbahaya.
6. Inspeksi K3 oleh pekerja gudang harus dilaksanakan secara teratur/periodik yang
meliputi pemeriksaan seluruh kondisi lingkungan, bahan, peralatan dan sistem. Segera
amankan/laporkan jika menemukan kondisi tidak aman kepada atasan.
Universitas Sumatera Utara
7. Pada setiap penyimpanan Bahan Kimia Berbahaya harus dilengkapi dengan LABELING
(Label isi, safety, resiko bahaya) beserta uraian singkat Pencegahan, Penanggulangan dan
Petolongan Pertama.
8. Petugas gudang harus dilengkapi buku petunjuk/pedoman K3 yang berkaitan dengan
Penyimpanan bahan kimia berbahaya.
9. Setiap Pekerja dilarang makan dan minum ditempat penyimpanan Bahan Kimia Beracun.
10. Tindakan P3K harus dilakukan oleh yang berpengalaman. Segera hubungi dokter/tim
medis atau bawa korban ke Rumah Sakit untuk mendapatka perawatan lebih lanjut.
5. Poliklinik yang memadai disediakan di lokasi pabrik.
6.2.5 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan
terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai
pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak
menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan
tidak akan menyulitkan apabila ada perbaikan atau pembongkaran.
5. Pada alat alat yang bergerak atau berputar harus diberikan tutup pelindung untuk
menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para
karyawan yaitu:
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan.
2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Setiap kontrol secara periodik terhadap alat instalasi pabrik oleh petugas maintenance.
(Timmerhaus, 2004)
Universitas Sumatera Utara
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama didalam memperlancar
jalannya proses produksi. Oleh karena itu, segala sarana dan prasarananya harus dirancang
sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan Dimetil Eter, adalah sebagai berikut:
1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan bahan bakar
5. Kebutuhan listrik
6. Unit pengolahan limbah
7.1 Kebutuhan Uap (Steam)
Uap digunakan dalam pabrik sebagai media pemanas. Kebutuhan uap pada pabrik
pembuatan Dimetil Eter sebagai berikut:
Nama Alat Jumlah uap (Kg/jam)
Heater 1046,9366
Reboiler 1 37736,2948
Reboiler 2 951,4809
Total 39734,7122
Tambahan untuk faktor keamanan diambil sebesar 20% (Perry dkk,1999)
Tingkat kebocoran 10%
Total steam yang dibutuhkan = (0,3 + 1) x 39734,7122 =51655,1259 kg/jam
Diperkirakan 80% kondensat dapat dipergunakan kembali, sehingga
Kondensat yang dipergunakan kembali = 80% x 39734,7122 = 31787,7698kg/jam
Kebutuhan tambahan untuk ketel = 20% x 51655,1259kg/jam = 10331,0252kg/jam
Universitas Sumatera Utara
7.2 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting baik untuk kebutuhan proses
maupun kebutuhan domestik. Kebutuhan air pada pabrik pembuatan Dimetil Eter adalah sebagai
berikut:
Air untuk umpan ketel uap
Air Pendingin
Tabel 7.2 Kebutuhan air sebagai media pendingin
Nama alat Jumlah air (Kg/jam)
reaktor 13,8551
Cooler 3 12336,3917
Condensor 1 2127149,1176
Condensor 2 26252,0262
Total 2165751,3907
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara pendingin air.
Dengan menganggap terjadi kehilangan air selama proses sirkulasi, maka air tambahan yang
diperlukan adalah jumlah air yang hilang karena penguapan, drift loss, dan blowdown (Perry
dkk, 1999)
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
We = 0,00085 Wc (T2 T1) (Pers 12-10, Perry dkk, 1999)
Dimana:
Wc = Jumlah air pendingin yang diperlukan
=2165751,3907kg/jam
T1 = Temperatur air pendingin masuk
= 30oC = 86oF
T2 = Temperatur air pendingin keluar
= 40oC = 104oF
Maka : We = 0,00085 x (2165751,3907x (104 86) 0F
= 33135,9963kg/jam
Air yang hilang karena drift loss biasanya 0,1 0,2 % dari air pendingin yang digunakan (Perry
dkk,1999). Ditetapkan drift loss0,2%, maka:
Wd = 0,002 x 2165751,3907 = 4331,5028kg/jam.
Universitas Sumatera Utara
Air yang hilang karena blowdown tergantung dari jumlah siklus sirkulasi air pendingin, biasanya
antara 3 5 siklus (Perry dkk, 1999). Ditetapkan 5 siklus maka:
Wc
Wb = (Perry dkk, 1999)
S 1
33135,9963
Wb = = 8283,9991kg/jam
5 1
Air Proses
Air untuk berbagai kebutuhan
Tabel 7.3 Diperkirakan pemakaian air untuk berbagai kebutuhan
Kebutuhan Jumlah air (kg/jam)
Domestik dan kantor 110575,1444
Laboratorium 6910,9465
Kantin dan tempat ibadah 13821,8931
Poliklinik 6910,9465
Total 138218,9306
Sehingga total kebutuhan air yang memerlukan pengolahan awal adalah
= 45751,4981 + 19867,3561 + 138218,9306
= 203837,7848 kg/jam
Sumber air untuk pabrik pembuatan Dimetil Eter ini berasal dari Sungai Bontang Kalimantan
Timur, kualitas air Sungai ini dapat dilihat pada Tabel 7.4, berikut ini:
Tabel 7.4 Kualitas Air Sungai Bontang, Prov. Kalimantan Timur
No. Parameter Satuan Kadar/ Ket
A. Fisika
o
1. Suhu C 26,4
2. Padatan terlarut mg/L 56,4
3. Warna - keruh
4. Bau - Tidak berbau
5. Rasa - Tawar
Universitas Sumatera Utara
B. Kimia
Anorganik :
6. pH mg/L 6,5
7. Hg2+ mg/L <0,0001
8. Ba2+ mg/L <0,1
9. Fe2+ mg/L 0,028
10. Cd2+ mg/L <0,001
11. Mn2+ mg/L 0,028
12. Zn2+ mg/L <0,01
13. Cu2+ mg/L <0,06
14. Pb2+ mg/L <0,01
15. Ca2+ mg/L 200
16. Mg2+ mg/L 100
17. F- mg/L 0,001
18. Cl- mg/L 60
19. NO2- mg/L 0,028
20. NO3- mg/L 0,074
21. SeO32- mg/L <0,005
22. CN- mg/L 0,001
23. SO42- mg/L 42
24. H2SO4- mg/L <0,002
25. Oksigen terlarut (DO) mg/L 6
26. Turbidity NTU 8,3
Untuk menjamin kelangsungan penyediaan air, maka dilokasi pengambilan air dibangun
fasilitas penampungan air (water intake) yang juga merupakan tempat pengolahan awal air
sungai. Pengolahan ini meliputi penyaringan sampah dan kotoran yang terbawa bersama air.
Selanjutnya air dipompakan kelokasi pabrik untuk diolah dan digunakan sesuai dengan
keperluannya. Pengolahan air dipabrik terdiri dari beberapa tahap yaitu:
1. Penyaringan Awal (Screening)
2. Klarifikasi
3. Filtrasi
Universitas Sumatera Utara
4. Demineralisasi
5. Deaerasi
7.2.1 Penyaringan Awal (Screening)
Pengendapan merupakan tahap awal dari pengolahan air . Pada screening, partikel
partikel padat yang besar akan tersaring tanpa bantuan bahan kimia. Sedangkan partikel
partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya.
7.2.2 Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan didalam air. Air dari screening
dialirkan ke clarifier setelah diinjeksi larutan alum, Al2(SO4)3 dan larutan soda abu Na2CO3.
Larutan alum berfungsi sebagai koagulan utama dan soda abu sebagai koagulan tambahan yang
berfungsi sebagai bahan pembantu untuk mempercepat pengendapan dan penetralan pH.
Setelah pencampuran yang disertai pengadukan maka akan terbentuk flok -flok yang akan
mengendap kedasar clarifier karena gaya grafitasi, sedangkan air jernih akan keluar melimpah
(overflow) yang selanjutnya akan masuk kepenyaring pasir (sand filter) untuk penyaringan.
Reaksi yang mungkin terjadi :
Al2SO4(s) + 6 H2O(l) Al(OH)3(l) + 6H+ + SO42-
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang akan diolah,
sedangkan perbandingan pemakaian alum dan soda abu 1 : 0,54.
Total kebutuhan air = 203837,7848kg/jam
Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 x 50 = 27 ppm
Larutan alum dibutuhkan = 203837,7848. 10-6 x 50= 10,1919kg/jam
Larutan soda abu dibutuhkan = 203837,7848. 10-6 x 27= 5,5036kg/jam
7.2.3 Filtrasi
Filtrasi berfungsi untuk memisahkan flok dan koagulan yang masih terikut bersama air.
Penyaringan pasir (sand filter) yang digunakan terdiri dari 3 lapisan yaitu :
a. Lapisan l terdiri dari pasir hijau (green sand) setinggi 24 in = 60,96 cm
b. Lapisan ll terdiri dari anterakit setinggi 12,5 in = 31,75 cm
Universitas Sumatera Utara
c. Lapisan lll terdiri dari batu kerikil (gravel) setinggi 7 in = 17,78 cm
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama
pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala
dengan cara pencucian ulang (back washing). Dari sand filter, air dipompakan kemenara
sebelum didistribusikan untuk berbagai kebutuhan.
Untuk air proses, masih diperlukan pengolahan lebih lanjut, yaitu proses demineralisasi dan
deaerasi. Untuk air domestik, laboratorium, kantin, dan tempat ibadah , serta poliklinik,
dilakukan proses klorinasi, yaitu mereaksikan air dengan klor untuk membunuh kuman kuman
dalam air. Klor yang digunakan biasanya berupa kaporit, Ca (ClO)2. Khusus untuk air minum,
setelah dilakukan proses klorinasi diteruskan ke penyaringan air (water treatment system)
sehingga air yang keluar merupakan air sehat yang memenuhi syarat syarat air minum tanpa
harus dimasak terlebih dahulu.
Total kebutuhan air yang memerlukan proses klorinasi = 138218,9306 kg/jam
Kaporit yang digunakan mengandung klorin 70%
Kebutuhan klorin = 20 ppm dari berat air
Total kebutuhan kaporit = (20.10-6 x 138218,9306)/0,7 = 3,9491kg/jam
7.2.4 Demineralisasi
Air untuk umpan ketel dan pendinginan pada reaktor harus murni dan bebas dari garam
garam terlarut. Untuk itu perlu dilakukan proses demineralisasi. Alat demineralisasi dibagi atas:
1. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam logam alkali dan mengurangi
kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg dan
kation lain yang terlarut dalam air dengan kation dari resin. Resin yang digunakan bermerek
Daulite C-20. Reaksi yang terjadi adalah :
Na2R + Ca2+ CaR + 2Na+
Na2R + Mg2+ MgR + 2 Na+
Untuk regenerasi dipakai NaCl berlebih dengan reaksi:
CaR + 2NaCl Na2R + CaCl2
Universitas Sumatera Utara
MgR + 2NaCl Na2R + MgCl2
2. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air dengan ion
hidroksida dari resin. Resin yang digunakan bermerek Dower 2. Reaksi yang terjadi adalah:
2ROH + SO22- R2SO4 + 2 OH-
ROH + Cl- RCl + OH-
Untuk regenerasi dipakai larutan NaOH dengan reaksi:
R2SO4 + 2NaOH Na2SO4 + 2ROH
RCl + NaOH NaCl + ROH
Perhitungan Kesadahan Kation
Air sungai Bontang Kalimantan Timur mengandung kation Hg2+,Ba2+,Fe2+, Cd2+, Mn2+, Ca2+,
Mg2+, Zn2+, Cu2+, dan Pb2+, masing - masing 0,001 ppm, 0,1 ppm, 0,028 ppm, 0,01 ppm, 0,028
ppm, 0,008 ppm, 0,03 ppm, 0,01 ppm, 200 ppm, dan 100 ppm (Tabel 7.4)
1 gram/gal = 17,1 ppm
Total kesadahan kation = 0,01 + 0,1 + 0,028 + 0,001 + 0,028 + 0,008 + 0,03 + 0,01 + 200 + 100
= 300,206 ppm / 17,1
= 17,5548 gram/gal
Jumlah air yang diolah = 10331,0252 kg/jam = 2740,9880 gal/jam
Kesadahan air = 2740,9880 gal/jam x 17,5548 gram/gal x 24 jam
= 1154818,4414 gr/hari = 1154,8184 kg/hari
Volume resin yang diperlukan
Total kesadahan air = 1154,8184 kg/hari
Dari Tabel 12.2, The Nalco Water Hand Book,1992; diperoleh :
- Kapasitas resin = 20 kg/ft3
- Kebutuhan regenerant = 6 lb NaCl/ft3 resin
1154,8184
Kebutuhan resin = = 57,7409ft3/hari
6
57,7409
Tinggi resin = = 18,3888ft
3,14
Volume resin = 2,500 ft x 3,14 ft2 = 7,8500ft3
Waktu regenerasi = 0,1360 hari
Universitas Sumatera Utara
6 lb/ft3
Kebutuhan regenerant NaCl = 1154,8184kg/hari x
20 kgr/ft3
= 346,4455lb/hari = 157,1477kg/hari.
Perhitungan kesadahan anion
Air sungai mengandung anion F-, Cl-, NO2-, NO3-, SeO3-, Cn-, SO42-, H2SO4-masing masing
0,001 ppm, 60 ppm, 0,028 ppm, 0,074 ppm, 0,005 ppm, 0,001 ppm, 42 ppm, dan 0,002 ppm
(Tabel 7.4)
1 gr/gal = 17,1 ppm
Total kesadahan anion = 0,42 +0,023 + 0,028 + 45+ 0,005 + 28+ 0,0004 + 0,01
= 102,1110 ppm / 17,1
= 5,9714 gram/gal
Jumlah air yang diolah = 2740,9880 gal/jam
Kesadahan air = 5,9714 gram/gal x 2740,9880gal/jam x 24 jam/hari
= 392821,0872 gram/hari = 392,8211kg/hari
Volume resin yang diperlukan
Total kesadahan air = 392,8211kg/hari
Dari Tabel 12.2, The Nalco Water Hand Book,1992; diperoleh :
- Kapasitas resin =12 kg/ft3
- Kebutuhan regenerant = 5 lb NaOH/ft3 resin
Jadi,
392,8211 kgr/ft3
Kebutuhan resin = 3
= 32,7351ft3/hari
12 kgr/ft
32,7351
Tinggi resin = = 10,4252ft
3,14
Sehingga volume resin yang dibutuhkan = 10,4252 ft x 3,14 ft2= 32,7351 ft3
32,7351 ft 3 x 12 kg/ft3
Waktu regenerasi = = 1 hari
392,8211 kg/hari
5 lb/ft3
Kebutuhan regenerant NaOH = 392,8211kg/hari x
12 kg/ft3
= 163,6755lb/hari = 74,2432 kg/hari.
Universitas Sumatera Utara
7.2.5 Deaerator
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion (ion
exchanger) dankondensat bekas sebelum dikirim sebagai air umpan ketel. Pada deaerator ini, air
dipanaskan hingga 90oC supaya gas gas yang terlarut dalam air, seperti O2 dan CO2 dapat
dihilangkan, sebab gas gas tersebut dapat menyebabkan korosi. Pemanasan digunakan dengan
menggunakan koil pemanas didalam Deaerator.
7.3 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia pada pabrik pembuatan Dimetil Eter adalah sebagai berikut:
1. Al2(SO4)3 = 10,1919kg/jam
2. Na2CO3 = 5,5036kg/jam
3. Kaporit = 3,9491kg/jam
4. NaCl = 6,5478kg/hari
5. NaOH = 3,0935kg/hari
7.4 Kebutuhan Listrik
Berdasarkan Lampiran C dan Lampiran D kebutuhan listrik diperkirakan sebagai berikut
(untuk proses listrik digunakan pompa, pengaduk, conveyer):
1. Unit Proses = 200 HP
2. Unit utilitas = 100 HP
3. Ruang kontrol dan laboratorium = 40 HP
4. Penerangan dan kantor = 30HP
5. Bengkel = 40 HP
6. Perumahan = 85 HP
Total kebutuhan listrik = 495 HP
= 495 hp x 0,7457 kW/ HP = 369,1215KW
Efesiensi generator 80%, maka
Daya output generator = 369,1215/ 0,8= 461,4019 KW
Generator digunakan sebanyak 2 buah generator diesel type AC : 400 V, 2100 kW 50 Hz, 3
phase, dimana 1 buah beroperasi dan 1 buah standby.
Universitas Sumatera Utara
7.5 Kebutuhan Bahan Bakar
Bahan bakar diperlukan untuk generator dan bahan bakar boiler.
Untuk bahan bakar generator
Nilai bakar solar = 19860 Btu/lb (Labban,1971)
Densitas solar = 0,89 kg/ltr (Perry dkk,1999)
Kebutuhan listrik = 247,0131 KW
Daya generator = 369,1215/0,8
= 461,4019 KW x (0,9478 Btu/det)/kW x 3600 det/jam
= 1574340,1097 Btu/jam
Jumlah bahan bakar yang dibutuhkan = (1574340,1097 / 19860)x 0,4539
= 35,9569 lb/jam/ 0,89 lb/ltr
= 40,4011 ltr/jam
Untuk bahan bakar ketel uap
Uap yang dihasilkan ketel uap = 10331,0252 kg/jam
Panas laten steam pada 200oC, = 2258 kj/kg
(Reklaitis.G.V, 1983)
Steam yang dibutuhkan = 10331,0252 kg/jam x 2258 Btu/kg
= 22111331,6188Btu/jam
Jumlah bahan bakar solar = 796,9689 ltr/jam
Untuk bahan Furnace 101
Panas yang dibutuhkan = 29967,8375Btu/jam
Efisiensi = 75%
Panas real = 39957,1167 Btu/jam
39957,1167 Btu/jam
Jumlah bahan bakar = 0,45359
1986 Btu/lb
= 9,1260kg/jam/0,89 kg/liter
= 10,2539 liter/jam
Universitas Sumatera Utara
7.6 Unit Pengolahan Limbah
Limbah suatu pabrik harus diolah dulu sebelum dibuang ke badan air. Pada pabrik
pembuatan Dimetil Eter dari metanol ini menghasilkan limbah yang dapat membahayakan alam
sekitar maupun manusia itu sendiri. Demi kelestarian lingkungan hidup, maka pabrik harus
mempunyai unit pengolahan limbah.
Sumber sumber limbah pabrik pembuatan dimetil eter dari metanol meliputi :
1. Limbah proses berupa senyawa organik yaitu kondensat bekas yang tidak dapat
digunakan kembali, limbah akibat zat zat yang terbuang, bocor, ataupun tumpah, serta
khusus limbah B3 (Bahan Berbahaya dan Beracun) dimana dalam penanganannya harus
dikirim ke pengumpulan limbah B3 sesuai dengan PP RI No 18 tahun 1999 tentang
pengolahan bahan berbahaya dan beracun.
2. Limbah cair hasil pencucian peralatan pabrik
Limbah ini diperkirakan mengandung kerak dan kotoran kotoran yang melekat pada
peralatan pabrik.
3. Limbah domestik dan kantor
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar mandi di
lokasi pabrik, serta limbah dari kantin berupa limbah padat atau cair.
4. Limbah Laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan bahan kimia yang
digunakan untuk menganalisa mutu bahan baku yang digunakan dan mutu produk yang
dihasilkan, serta yang digunakan untuk penelitian dan pengembangan proses. Limbah
laboratorium yang berupa limbah B3 (Bahan Berbahaya dan Beracun) dimana dalam
penanganannya harus dikirim ke pengumpulan limbah B3 sesuai dengan PP RI No 18
tahun 1999 tentang pengolahan bahan berbahaya dan beracun.
Pengolahan limbah cair pabrik ini dilakukan dengan menggunakan activate sludge(sistem
lumpur aktif) meningat cara ini dapat menghasilkan effluentdengan BOD yang lebih rendah
dengan effisiensi mencapai 95% (Metcalf, 1991 ; Perry 1991).
Perhitungan untuk sistem pengolahan limbah
Diperkirakan jumlah air buangan pabrik :
- Limbah pencucian alat pabrik diperkirakan 50 liter / jam
Universitas Sumatera Utara
- Limbah domestik dan kantor diperkirakan untuk tiap orang 30 galon / hari, kantor 15
galon / hari (Hammer, hal .332, 1986)
- Untuk 120 orang karyawan, limbah dihasilkan
= (120 x (30 + 15) galon / hari x (3,785 liter . galon) / 24 jam / hari)
= 825 liter/jam
- Limbah labolatorium diperkirakan 15 liter / jam
- Limbah proses = 36,331 kg/jam
limbah= 1607,5664 kg/m3
36,331kg / jam
=
1607,5664kg / m3
= 0,02260 m3/jam
= 22,6 liter/jam
Total air limbah yang harus diolah : 50 + 825 + 15 + 22,6 liter/jam
: 925 liter / jam
: 0,925 m3/ jam
1. Bak Penampung
Fungsi : Tempat menampung air limbah sementara
Jumlah : 1 buah
Laju Volumetrik air buangan = 0,925 m3/jam
Waktu penampungan air buangan = 7 hari
Volume air buangan = 0,925x 7 x 24 = 155,4 m3
Bak terisi 90%, maka Volume bak = 155,4/ 0,9 = 172,6667 m3
Direncanakan ukuran bak sebagai berikut:
- panjang bak (p) = 2 x lebar bak(l)
- tinggi bak (t) = lebar bak (l), maka:
Volume bak = pxlxt
172,6667 m3 = 2l x l x l
dimana l = 4,4197 meter
Jadi panjang bak = 4,4197 X 2 = 8,8394 m
Lebar bak = 4,4197 m
Tinggi bak = 4,4197 m
Universitas Sumatera Utara
Luas bak = 4,4197 X 8,8394 = 39,0675 m2
4. Pengolahan Limbah dengan Sistem Activated Sludge (Lumpur Aktif)
Proses lumpur aktif merupakan proses aerobik dimana zat zat yang terkandung dalam air
limbah diuraikan oleh mikroorganisme dalam campuran lumpur yang mengandung O2. Biasanya
mikroorganisme yang digunakan merupakan kultur campuran. Zat yang terkandung dalam
limbah sendiri merupakan makanan bagi mikroorganisme tersebut
Data:
Laju volumetrik buangan limbah air (Q) = 0,9250m3/jam
Untuk kombinasi limbah domestic dengan limbah industri, kelarutan BOD tinggi dan suspended
solid rendah, memiliki BOD5 300 mg/liter (Hammer, 1986).
BOD5 (So) = 500mg/liter
Efesiensi (E) = 95 % (Metcalf&Eddy,1991)
Koefisien cell yield (Y) = 0,8 (Metcalf&Eddy,1991)
Koefisien endogenous decay (kd) = 0,08 hari-1 (Metcalf&Eddy,1991)
Mixed Liquor Volatile Suspended Solid (X) = 100 mg/liter (Metcalf&Eddy,1991)
Direncanakan:
Waktu tinggal sel ( c ) = 10 hari
1. Penentuan BOD effluent (S)
So S
E x 100 (Metcalf&Eddy,1991)
So
ESo 95.500
S So = 500 - = 25 mg/l
100 100
2. Penentuan Volume Kolam aerasi (Vr)
cQ.Y (So S )
Vr = (Metcalf&Eddy,1991)
X (1 kdc )
(10 hari) (0,9250 m3/jam (0,8)(500 25)mg / l
=
100 mg / l (1 0,08x10 hari)
= 76096,4236 liter = 288,0585 m3
3. Penentuan Ukuran Kolam Aerasi
Direncanakan tinggi cairan dalam kolam aerasi = 2 m (Metcalf&Eddy,1991)
Perbandingan lebar dan tinggi cairan = 1,5 : 1 (Metcalf & Eddy,1991)
Universitas Sumatera Utara
Jadi, lebar = 1,5 x 2 m = 3 m
V=pxlxt
3
172,6667m = p x 3 m x 2 m
p = 28,77 m
Faktor kelonggaran = 0,5 m diatas permukaan air. (Metcalf & Eddy, 1991)
Jadi, ukuran kolam aerasi adalah sebagai berikut:
Panjang kolam, P =28,77 m
Lebar kolam, L =3m
Tinggi kolam, T = (2 + 0,5) m = 2,5 m
4. Penentuan Jumlah Flok yang Diresirkulasi (Qr)
Asumsi
Qe = Q = 0,9250liter/hari
Xe = 0,001X = 0,001 x 100 mg/l = 0,1 mg/l
Xr = 0,999X = 0,999 x 100 mg/l = 99,9 mg/l
Q+Qr
Q Q
Bak kolam
penampung bak Xe
Aerasi
X Sedimentasi
Qr
Xr
Px = Qw x Xr Q
Qw
Xr
YQ (So S )
Px = = 1087091,7659 liter mg/l hari (Metcalf&Eddy,1991)
1 c kd
Neraca massa pada tangki sedimentasi
Akumulasi = jumlah massa masuk -jumlah massa keluar
0 = (Q + Qr)X QeXe - QwXr
0 = QX + QrX Q (0,001X) - Px
QX (0,001 1) Px
Qr =
X
= 5012,2082gal/hari
5. Penentuan Waktu Aerasi di bak aerasi ( )
Vr
(Metcalf&Eddy,1991)
Q
= 15,18 hari
Universitas Sumatera Utara
5. Tangki Sedimentasi
Fungsi : Mengendapkan flok biologis dari kolam aerasi dan sebagian diresirkulasi
kembali ke kolam aerasi.
Laju volumetrik air buangan = 10876,7822m3/hari
Menurut GLUMB standart, (Great Lake Upper Missisipi River Board)
kecepatan overflow maksimum 19,68 m3/m2hari (Metcalf&Eddy,1991)
Waktu tinggal air = 2 jam = 0,083 hari
Volume Tangki (V) = 41,1734m3/hari x 0,083 hari = 3,4311 m3
Luas Tangki (A) = 41,1734m3/hari/33 m3/m2hari = 1,2477 m2
A = D2
D = (4A/ )1/2 = ( 4 x 1,2477 /3,14)1/2 = 0,7947 m
Kedalaman tangki, H = V/A = 3,4311/1,2477 = 2,75 m
7.7 Spesifikasi Peralatan Utilitas (Perhitungan diperoleh dari Lampiran D)
1. Pompa Air Sungai (PU-01)
Fungsi : Untuk mengalirkan air dari sungai
Tipe : Pompa sentrifugal
Jumlah
: 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 1/4 hp
2. Bak Penampung (BPU)
Fungsi : Untuk menampung air sungai sementara
Jumlah : 1 buah
Bentuk : Prisma segi empat beraturan
Bahan konnstruksi : Beton
Universitas Sumatera Utara
Kondisi operasi : 30oC.1atm
Lebar bak, l = 4,4197 m
Panjang bak, P = 2 x 4,4197 = 8,8394 m
Tinggi bak, t = 4,4197 m
Luas bak, A = 39,0675 m2
3. Pompa Bak Penampung (PU-02)
Fungsi : Untuk mengalirkan air dari bak penampung ke CL
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi :Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P := 1/4 hp
4. Tangki Pelarutan Alum (TPU-01)
Fungsi : Tempat pelarutan aluminium sulfat
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah datar dan
tutup elipsoidal dan menggunakan pengaduk
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 2,6347 m
- Tinggi Tangki; HT = 3,9520 m
- Tebal silinder; ts = in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
- Diameter pengaduk = 2,8813 ft
- Daya motor = 8 HP
- Tipe pengaduk = propeller
5. Pompa Larutan Alum (PU-03)
Universitas Sumatera Utara
Fungsi : Untuk mengalirkan larutan alum ke CL
Tipe : Pompa injeksi
Jumlah : 1 buah
Bahan konnstruksi :Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 0,1hp
6. Tangki Pelarutan Soda Abu (TPU-02)
Fungsi : Tempat pelarutan Natrium Karbonat
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah datar dan
tutup elipsoidal dan menggunakan pengaduk
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 2,1647 m
- Tinggi Tangki; HT = 3,2471 m
- Tebal silinder; ts = in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
- Diameter pengaduk = 0,7216 ft
- Daya motor = 3 HP
Tipe pengaduk = propeler
7. Pompa Larutan Soda Abu (PU-04)
Fungsi : Untuk mengalirkan soda abu ke CL
Tipe : Pompa injeksi
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P :0,1 HP
Universitas Sumatera Utara
8. Tangki Klarifikasi (CL)
Fungsi : Tempat pembentukan koagulan
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah bentuk
konis dan tutup datar dan menggunakan pengaduk
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 8,8455 m
- Tinggi Tangki; HT = 13,2682 m
- Tebal silinder; ts = 0,52 in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,2 in/tahun
- Daya motor = 1 hp
- Tipe pengaduk = propeler
9. Pompa Tangki Klarifikasi (PU-05)
Fungsi : Untuk mengalirkan air dari tangki klarifikasi ke
Sand Filter
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi :Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P :15 hp
10. Tangki Sand Filter (SF)
Fungsi : Tempat penyaringan air menggunakan pasir
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah dan tutup
elipsoidal
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi: 30oC.1atm
Universitas Sumatera Utara
Spesifikasi Tangki
- Diameter tangki; Dt = 3,2640 m
- Tinggi Tangki; HT = 4,3519 m
- Tebal silinder; ts = in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,02 in/tahun
11. Pompa Tangki Sand Filtter (PU-06)
Fungsi : Mengalirkan air dari Sand Filter ke menara air
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi :Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 1/4 hp
12. Menara Air (MA)
Fungsi : Menampung air sementara sebelum didistribusikan
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah dan tutup
datar yang diletakkan diatas menara tinggi 10 m
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 2,6655 m
- Tinggi Tangki; HT = 2,6655 m
- Tebal silinder; ts = 1/4 in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
13. Tangki Pelarutan Natrium Klorida (TPU-03)
Fungsi : Tempat pelarutan Natrium Klorida
Jumlah : 1 buah
Universitas Sumatera Utara
Tipe : Tangki berbentuk silinder, bagian bawah datar dan
tutup elipsoidal dan menggunakan pengaduk
Bahan : Carbon steel (Brownell & Young,1959)
Spesifikasi Tangki
- Diameter tangki; Dt = 1,8273 m
- Tinggi Tangki; HT = 2,7409 m
- Tebal silinder; ts = 1/4 in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,02 in/tahun
- Diameter pengaduk = 0,6091ft
- Daya motor = 2 hp
- Tipe pengaduk = propeler
14. Pompa Larutan Natrium klorida (PU-07)
Fungsi : Untuk mengalirkan natium klorida ke Cation Exchanger
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P :0,1 hp
15. Cation Exchanger (CE)
Fungsi : Tempat penghilangan kesadahan kation
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah dan tutup
elipsoidal
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 0,6069 m
- Tinggi Tangki; HT = 7,0308 m
- Tebal silinder; ts = in
Universitas Sumatera Utara
- Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
16. Pompa Cation Exchanger (PU-08)
Fungsi : Mengalirkan air dari CE ke Anion Exchanger
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : hp
17. Tangki Pelarutan Natrium Hidroksida (TPU-04)
Fungsi : Tempat pelarutan Natrium Hidroksida
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah datar dan
tutup elipsoidal dan menggunakan pengaduk
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 1,4407 m
- Tinggi Tangki; HT = 2,1611 m
- Tebal silinder; ts = in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,02 in/tahun
- Daya motor = 0,5 hp
- Tipe pengaduk = propeler
18. Pompa Larutan Natrium Hidroksida (PU-09)
Fungsi : Untuk mengalirkan natium hidroksida ke Anion Exchanger
Tipe : Pompa injeksi
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 0,1 HP
Universitas Sumatera Utara
19. Anion Exchanger (AE)
Fungsi : Tempat penghilangan kesadahan Anion
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah dan tutup
elipsoidal
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 0,6096 m
- Tinggi Tangki; HT = 4,1180 m
- Tebal silinder; ts = in
- Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
20. Pompa Anion Exchanger (PU-10)
Fungsi : Mengalirkan air dari AE ke Penampungan air proses
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 0,3 hp
21. Tangki Penampungan Air Proses (TPU-05)
Fungsi : Menampung air proses sementara
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah dan tutup
datar
Bahan : Carbon steel (Brownell & Young,1959)
o
Kondisi operasi : 30 C.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 8,5540 m
Universitas Sumatera Utara
- Tinggi Tangki; HT = 12,8310 m
- Tebal silinder; ts = in
- Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
22. Pompa Air Umpan Ketel (PU-11)
Fungsi : Mengalirkan air umpan ketel ke Deaerator
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 0,1 hp
23. Deaerator (DA)
Fungsi : Menghilangkan gas dalam air proses
Jumlah : 1 buah
Tipe : Tangki silinder horizontal, tutup elipsoidal
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 5,4692 m
- Tinggi Tangki; HT = 8,2038 m
- Tebal silinder; ts = 1/2 in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,01 in/tahun
24. Pompa Daerator (PU-12)
Fungsi : Mengalirkan air dari Deaerator ke ketel Uap KU
Tipe : Pompa sentrifugal
Jumlah : 1 buah
Bahan konnstruksi : Carbon steel
Kondisi operasi : 30oC.1atm
Universitas Sumatera Utara
Daya pompa; P : 2 hp
25. Ketel Uap (KU)
Fungsi : Untuk menghasilkan steam untuk keperluan proses
Jumlah : 1 buah
Jenis : Fire tube boiler
Jumlah tube; Nt : 1034 tube
26. Tangki Penampungan Air Pendingin Bekas (TPU-06)
Fungsi : Menampung air pendingin bekas sementara
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah dan tutup
datar
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 7,5150 m
- Tinggi Tangki; HT = 11,2725 m
- Tebal silinder; ts = 3/4 in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,02 in/tahun
27. Menara Air Pendingin (MP)
Fungsi : Untuk menurunkan temperatur air pendingin dari 400 C
menjadi 30 0C
Jenis : Mechanical Draft Cooling Tower
Daya; P : 145 hp
28. Chiller (CH)
Fungsi : Untuk menurunkan temperatur amoniak menjadi -250C
M : 7203,2345 kg/jam
29. Tangki Pelarutan kaporit (TPU-07)
Universitas Sumatera Utara
Fungsi : Tempat pelarutan kaporit
Jumlah : 1 buah
Tipe : Tangki berbentuk silinder, bagian bawah datar dan
tutup elipsoidal dan menggunakan pengaduk
Bahan : Carbon steel (Brownell & Young,1959)
Kondisi operasi : 30oC.1atm
Spesifikasi Tangki
- Diameter tangki; Dt = 2,1373 m
- Tinggi Tangki; HT = 3,2059 m
- Tebal silinder; ts = in
Bahan konstruksi = Carbon steel
- Faktor korosi = 0,02 in/tahun
- Diameter pengaduk = 0,7124
- Daya motor = 3 hp
- Tipe pengaduk = propeller
30. Pompa Larutan Kaporit (PU-13)
Fungsi : Untuk mengalirkan kaporit ke Tangki Domestik
Tipe : Pompa injeksi
Jumlah : 1 buah
Bahan konnstruksi :Carbon steel
Kondisi operasi : 30oC.1atm
Daya pompa; P : 0,1 hp
Universitas Sumatera Utara
Universitas Sumatera Utara
BAB VIII
LOKASI DAN TATA LETAK PABRIK
Tata letak peralatan dan fasilitas dalam suatu rancangan pabrik merupakan syarat penting
untuk memperkirakan biaya secara akurat sebelum mendirikan pabrik yang meliputi desain
sarana perpipaan, fasilitas bangunan, jenis dan jumlah peralatan dan kelistrikan. Hal ini secara
khusus akan memberikan informasi yang dapat diandalkan terhadap biaya bangunan dan tempat
sehingga dapat diperoleh perhitungan biaya yang terperinci sebelum pendirian pabrik.
8.1 Lokasi Pabrik
Penentuan lokasi pabrik sangat menentukan kemajuan dan kelangsungan dari industri,
baik pada masa sekarang maupun pada masa yang akan datang, karena hal ini berpengaruh
terhadap faktor produksi dan distribusi dari pabrik yang didirikan.
Berdasarkan hal tersebut, maka pabrik dimetil eter dari methanol ini direncanakan
berlokasi di kawasan industri Bontang, provinsi kalimantan timur. Dasar pertimbangan dalam
pemilihan lokasi pabrik ini adalah :
1. Bahan baku
Bahan baku utama yaitu metanoldirencanakan diperolehdariPT. Kaltim Metanol Industri,
provinsi kalimantan timur.
2. Letak dari pasar dan kondisi pemasaran
Kawasan industri Bontang adalah daerah perindustrian yang dekat dengan pelabuhan
sehingga mempermudah pendistribusian produk ke dalam dan ke luar negeri.
3. Fasilitas transportasi
Pembelian bahan baku dan penjualan produk dapat dilakukan melalui jalan darat maupun
laut. Lokasi yang dipilih dalam rencana pendirian pabrik ini merupakan kawasan perluasan
industri, yang telah memiliki sarana pelabuhan dan pengangkutan darat.
4. Kebutuhan tenaga listrik dan bahan bakar
Kebutuhan tenaga listrik dapat diperoleh Perusahaan Listrik Negara (PLN) Bontang
Kalimantan Timur. Disamping itu juga disediakan pembangkit listrik cadangan dari
generator diesel yang bahan bakarnya diperoleh dari PT Pertamina.
5. Kebutuhan air
Kebutuhan air diperoleh dari daerah aliran sungai Bontang yang ada di sekitar pabrik.
Kebutuhan air ini berguna untuk proses, sarana utilitas dan keperluan domestik.
Universitas Sumatera Utara
6. Tenaga kerja
Kawasan industri bontang ini merupakan salah satu tujuan para pencari kerja. Tenaga kerja
yang direkrut merupakan tenaga kerja yang produktif dari berbagai tingkatan baik yang
terdidik maupun yang belum terdidik dari dalam maupun luar daerah.
7. Harga tanah dan bangunan
Tanah yang tersedia untuk lokasi pabrik masih cukup luas, biaya harga tanah dan bangunan
untuk pendirian pabrik relatif terjangakau.
8. Kemungkinan perluasan dan ekspansi
Ekspansi pabrik dimethyl eter ini dimungkinkan karena tanah yang tersedia cukup luas dan di
sekeliling pabrik belum banyak berdiri pabrik serta tidak mengganggu pemukiman
penduduk.
9. Masyarakat di sekitar pabrik
Sikap masyarakat diperkirakan akan mendukung pendirian pabrik pembuatan dmethyl eter
dari metanol ini karena akan menyediakan lapangan kerja bagi mereka. Selain itu pendirian
pabrik pembuatan dimetil eter dari metanol ini diperkirakan tidak akan mengganggu
keselamatan dan keamanan masyarakat di sekitarnya.
Gambar 8.1 Peta Lokasi Pabrik Dimetil Eter dari Metanol
8.2 Tata Letak Pabrik
Tata letak pabrik adalah suatu perencanaan dan pengintegrasian aliran dari komponen
komponen produksi suatu pabrik, sehingga diperoleh suatu hubungan yang efisien dan efektif
antara operator, peralatan, dan gerakan material proses dari bahan baku menjadi produk. Tata
letak suatu pabrik memainkan peranan penting dalam menentukan biaya konstruksi, biaya
produksi, serta efisiensi keselamatan kerja. Oleh karena itu tata letak pabrik harus disusun secara
cermat untuk menghindari kesulitan di kemudian hari.
Universitas Sumatera Utara
Beberapa faktor yang perlu dipertimbangkan pada penyusunan tata letak pabrik pembuatan
dimetil eter dari metanol dengan mengunakan proses langsung ini adalah:
1. Urutan proses produksi dan kemudahan/aksesbilitas operasi, jika dimetil eter perlu diolah
lebih lanjut maka pada unit berikutnya disusun berurutan sehingga sistem perpipaan dan
penyusunan letak pompa lebih sederhana.
2. Penambahan/perluasan lokasi untuk pabrik dimetil eter ini yang belum dikembangkan pada
masa yang akan datang.
3. Distribusi ekonomis pada bahan baku maupun bahan pelengkap, pengadaan air, steam, tenaga
listrik dan bahan bakar, bengkel serta peralatan pendukung lainnya.
4. Pemeliharaan dan perbaikan.
5. Keamanan (safety) terutama dari kemungkinan kebakaran dan keselamatan kerja.
6. Bangunan yang meliputi luas bangunan, kondisi bangunan dan konstruksinya yang
memenuhi syarat.
7. Masalah pembuangan limbah cair.
8. Service area, seperti kantin, tempat parkir, ruang ibadah, dan sebagainya diatur sedemikian
rupa sehingga tidak terlalu jauh dari tempat kerja.
9. Letak tempat
Misalnya di suatu lokasi yang agak tinggi, bila digunakan untuk menempatkan tangki
penyimpan katalis maka cairan dalam tangki tersebut dapat dialirkan ke tempat yang lebih
rendah tanpa menggunakan pompa.
10. Fasilitas jalan, gudang, dan kantor sebaiknya ditempatkan dekat jalan, tujuannya untuk
memperlancar arus lalu lintas.
11. Fleksibilitas dalam perencanaan tata letak pabrik dengan mempertimbangkan kemungkinan
perubahan dari proses/mesin, sehingga perubahanperubahan yang dilakukan tidak
memerlukan biaya yang tinggi.
Pengaturan tata letak pabrik yang baik akan memberikan beberapa keuntungan, seperti :
a. Mengurangi jarak transportasi bahan baku dan hasil produksi, sehingga mengurangi biaya
material handling.
b. Memberikan ruang gerak yang lebih leluasa sehingga mempermudah perbaikan mesin dan
peralatan yang rusak atau di blowdown.
c. Mengurangi ongkos produksi.
d. Meningkatkan keselamatan kerja.
Universitas Sumatera Utara
VIII - 5
N
19 15 18
9 8 W E
3
S
1
6 4
5
2
14
22
16
7
21
23
1 10 17 13 12 11
20
Gambar 8.2 Tata letak pabrik dimetil eter dari metanol
(skala 1: 100)
Universitas Sumatera Utara
8.2 Perincian Luas Tanah
Luas areal yang diperlukan untuk lokasi pabrik pembuatan dimetil eter dari
metanol diperkirakan sebagai berikut:
Tabel 8.1 Perincian Luas Tanah
Luas
No Bangunan
(m2)
1 Pos keamanan 30
2 Parkir 200
3 Taman 100
4 Areal bahan baku 300
5 Areal proses 2400
6 Areal produk 300
7 Ruang kontrol 100
8 Perkantoran 200
9 Unit pengembangan 200
10 Bengkel 100
11 Unit pengolahan air 240
12 Ruang boiler 150
13 Unit pembangkit listrik 100
14 Laboratorium 100
15 Poliklinik 50
16 Unit pemadam kebakaran 50
17 Gudang peralatan 100
18 Kantin 50
19 Tempat ibadah 50
20 Unit pengolahan limbah 150
21 Areal perluasan 900
22 Jalan 1000
23 Perumahan karyawan 1600
24 Areal antar bangunan 700
Total 9170
Maka total luas tanah yang dibutuhkan untuk membangun pabrik pembuatan
dimetil eter dari metanoladalah 9170m2.
Universitas Sumatera Utara
BAB IX
ORGANISASI DAN MANAJEMEN PERUSAHAAN
Masalah organisasi dan manajemen merupakan salah satu faktor yang penting
diperhatikan dalam suatu perusahaan karena akan menentukan kelangsungan hidup
dan keberhasilan suatu perusahaan. Manajemen dapat didefinisikan sebagai suatu
proses atau cara yang sistematis untuk melakukan perencanaan, pengorganisasian,
kepemimpinan, pengendalian anggota organisasi dan penggunaan semua sumber
daya organisasi untuk mencapai tujuan yang telah ditetapkan. Sedangkan organisasi
merupakan alat bagi manajemen untuk mencapai tujuan. Kedua unsur ini merupakan
unsur yang tidak terpisahkan dalam menjalani operasional pabrik yang bersangkutan.
9.1 Bentuk Hukum Badan Usaha
Bentuk badan usaha dalam Pra Rancangan Pabrik Pembuatan Dimetil Eter
dari Metanol yang direncanakan ini adalah perusahaan berbentuk Perseroan Terbatas
(PT). PT adalah hukum yang didirikan berdasarkan perjanjian, melakukan kegiatan
usaha dengan modal dasar yang seluruhnya terbagi dalam saham, dan memenuhi
persyaratan yang ditetapkan dalam UU No.1 tahun 1995 tentang Perseroan Terbatas
(UUPT), serta peraturan pelaksananya.
Dasar-dasar pertimbangan pemilihan bentuk perusahaan PT adalah sebagai berikut :
1. Kontinuitas perusahaan sebagai badan hukum lebih terjamin, sebab tidak
tergantung pada pemegang saham, dimana pemegang saham dapat berganti-ganti.
2. Mudah memindahkan hak pemilik dengan menjual sahamnya kepada orang lain.
3. Mudah mendapatkan modal, yaitu dari bank maupun dengan menjual saham.
4. Tanggung jawab yang terbatas dari pemegang saham terhadap hutang
perusahaan.
5. Penempatan pemimpin atas kemampuan pelaksanaan tugas.
9.2 Manajemen Perusahaan
Umumnya perusahaan modern mempunyai kecenderungan bukan saja
terhadap produksi, melainkan juga terhadap penanganan hingga menyangkut
organisasi dan hubungan sosial atau manajemen keseluruhan. Hal ini disebabkan
oleh aktivitas yang terdapat dalam suatu perushaan atau suatu pabrik diatur oleh
Universitas Sumatera Utara
manajemen. Dengan kata lain bahwa manajemen bertindak memimpin,
merencanakan, menyusun, mengawasi dan meneliti hasil pekerjaan. Perusahaan
dapat berjalan dengan baik secara menyeluruh, apabila perusahaan memiliki
manajemen yang baik antara atasan dan bawahan.
9.3 Organisasi Perusahaan
Perkataan organisasi, berasal dari kata lain organum yang dapat berarti alat,
anggota badan. James D. Mooney, mengatakan : Organisasi adalah bentuk setiap
perserikatan manusia untuk mencapai suatu tujuan bersama, sedang Chester I.
Barnard memberikan pengertian organisasi sebagai : Suatu system dari pada
aktivitas kerjasama yang dilakukan dua orang atau lebih (Siagian,1992).
Menurut pola hubungan kerja, serta wewenang dan tanggung jawab, maka bentuk-
bentuk organisasi itu dapat dibedakan atas :
1. Bentuk organisasi garis
2. Bentuk organisasi fungsional
3. Bentuk organisasi garis dan staf
4. Bentuk organisasi fungsional dan staf
Bentuk organisasi dalam pabrik pembuatan dimetil eter dari metanol adalah
berbentuk organisasi garis. Dasar-dasar pertimbangan pemilihan bentuk organisasi
garis adalah sebagai berikut :
1. Organisasi masih kecil, jumlah karyawan sedikit, dan spesialisasi kerja belum
begitu tinggi.
2. Kesatuan komando terjamin dengan baik, karena pimpinan berada di atas satu
tangan.
3. Proses pengambilan keputusan berjalan dengan cepat karena jumlah orang yang
diajak berdiskusi masih sedikit atau tidak ada sama sekali.
4. Rasa solidaritas di antara para karyawan umumnya tinggi karena saling
mengenal.
Struktur Organisasi Pabrik Dimetil Eter dari Matanol disajikan pada gambar 9.1.
Universitas Sumatera Utara
VIII - 5
Struktur Organisasi Pabrik Dimetil Eter dari Metanol
Rapat Umum Pemegang
Saham (RUPS)
Dewan
Komisaris
Direktur
Utama
Sekretaris
Manager Manager Manager Umum dan Manager Pembelian &
Produksi Teknik Keuangan Pemasaran
Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi Kepala Seksi
Proses R&D Utilitas Mesin Listrik Instrumentasi Pemeliharaan Pabrik Keuangan Administrasi Personalia Humas Keamanan Pembelian Penjualan
Karyawan Perusahaan
Gambar 9.1 Bagan Struktur Organisasi Pabrik Pembuatan Dimetil Eter dari Metanol
Universitas Sumatera Utara
9.4 Uraian Tugas, Wewenang dan Tanggung Jawab
9.4.1 Rapat Umum Pemegang Saham (RUPS)
Pemegang kekuasaan tertinggi pada struktur organisasi garis adalah Rapat
Umum Pemegang Saham (RUPS) yang dilakukan minimal satu kali dalam setahun.
Bila ada sesesuatu hal, RUPS dapat dilakukan secara mendadak sesuai dengan
jumlah forum. RUPS dihadiri oleh pemilik saham, Dewan Komisaris dan Direktur.
Hak dan wewenang RUPS (Sutarto,2002) :
1. Meminta pertanggungjawaban Dewan Komisaris dan Direktur lewat suatu
siding.
2. Dengan musyawarah dapat mengganti Dewan komisaris dan Direktur serta
mengesahkan anggota pemegang saham bila mengundurkan diri.
3. Menetapkan besar laba tahunan yang diperoleh untuk dibagikan, dicadangkan
atau ditanamkan kembali.
9.4.2 Dewan Komisaris
Dewan Komisaris dipilih RUPS untuk mewakili para pemegang saham dalam
mengawasi jalannya perusahaan. Dewan Komisaris ini bertanggung jawab kepada
RUPS. Tugas-tugas Dewan Komisaris adalah :
1. Menentukan garis besar kebijakan perusahaan
2. Mengadakan rapat tahunan para pemegang saham
3. Meminta laporan pertanggungjawaban Direktur secara berkala
4. Melaksanakan pembinaan dan pengawasan terhadap seluruh kegiatan dan
pelaksanaan tugas Direktur.
9.4.3 Direktur Utama
Direktur merupakan pimpinan tertinggi yang diangkat oleh Dewan Komisaris.
Adapun tugas-tugas Direktur adalah :
1. Memimpin dan membina perusahaan secara efektif dan efisien.
2. Menyusun dan melaksanakan kebijaksnaan umum pabrik sesuai dengan
kebijaksanaan RUPS.
3. Mengadakan kerjasma dengan pihak luar demi kepentingan perushaan.
Universitas Sumatera Utara
4. Mewakili perusahaan dalam mengadakan hubungan maupun perjanjian-
perjanjian dengan pihak ketiga.
5. Merencanakan dan mengawasi pelaksnaan tugas setiap personalia yang bekerja
pada perusahaan.
Dalam melaksanakan tugasnya, Direktur dibantu oleh Manajer Produksi, Manajer
Tiknik, Manajer Umum dan Keuangan, Manajer Pembelian dan Pemasaran.
9.4.4 Sekretaris
Sekretaris diangkat oleh Direktur untuk menangani masalah surat-menyurat
untuk pihak perusahaan, menangani kearsipan dan pekerjaan lainnya untuk
membantu Direktur dalam menangani administrasi perusahaan.
9.4.5 Manajer Produksi
Manajer produksi bertanggung jawab langsung kepada direktur utama.
Tugasnya mengkoordinir segala kegiatan yang berhubungan dengan masalah proses
dibagian produksi maupun utilitas. Dalam menjalankan tugasnya manajer produksi
dibantu oleh tiga kepala seksi, yaitu kepala seksi proses, kepala seksi R&D dan
kepala seksi utilitas.
9.4.6 Manajer Teknik
Manajer teknik bertanggung jawab langsung kepada direktur utama.
Tugasnya mengkoordinir segala kegiatan yang berhubungan dengan masalah teknik
baik di lapangan maupun dikantor. Dalam menjalankan tugasnya manajer teknik
dibantu oleh empat kepala seksi, yaitu kepala seksi mesin, kepala seksi listrik, kepala
Instrumentasi dan kepala seksi pemeliharaan pabrik.
9.4.7 Manajer Umum dan Keuangan
Manajer umum dan keuangan bertanggung jawab langsung kepada direktur
utama dalam mengawasi dan mengatur keuangan, administrasi, personalia dan
humas. Dalam menjalankan tugasnya manajer umum dan keuangan dibantu oleh
lima kepala seksi yaitu kepala seksi keuangan, kepala seksi administrasi, kepala
seksi personalia, kepala seksi humaz, kepala seksi keamanan.
Universitas Sumatera Utara
9.4.8 Manajer Pembelian dan Pemasaran
Manajer pembelian dan pemasaran bertanggung jawab langsung kepada
direktur utama. Tugasnya mengkoordinir segala kegiatan yang berhubung dengan
pembelian bahan baku dan pemasaran produk. Manajer pembelian dan pemasaran
dibantu oleh dua kepala seksi, yaitu kepala seksi pembelian dan kepala seksi
penjualan.
9.5 Sistem Kerja
Pra Rancangan Pabrik Dimetil Eter dari Metanol direncanakan beroperasi
330 hari per tahun secara kontinu 24 jam sehari.
Berdasarkan pengaturan jam kerja, karyawan dapat digolongkan menjadi tiga
golongan, yaitu :
9.5.1 Karyawan non-shift,
Karyawan non-shift yaitu karyawan yang tidak berhubungan langsung
dengan proses produksi, misalnya bagian administrasi, bagian gudang, dan lain-lain.
Jam kerja karyawan non-shift ditetapkan 40 jam per minggu dan jam kerja
selebihnya dianggap lembur.
Pembagian jam kerja non shift adalah :
Senin Kamis
- Pukul 08.00 12.00 WIB Waktu kerja
- Pukul 12.00 13.00 WIB Waktu istirahat
- Pukul 13.00 16.00 WIB Waktu kerja
Jumat
- Pukul 08.00 12.00 WIB Waktu kerja
- Pukul 12.00 14.00 WIB Waktu istirahat
- Pukul 14.00 16.00 WIB Waktu kerja
Sabtu
- Pukul 08.00 12.00 WIB Waktu kerja
9.5.2 Karyawan shift
Karyawan shift, yaitu karyawan yang berhubungan langsung dengan proses
produksi yang membutuhkan pengawasan terus menerus selama 24 jam, misalnya
Universitas Sumatera Utara
bagian produksi, utilitas, kamar listrik (genset), keamanan, dan lain-lain. Perincian
jam kerja shift adalah :
- Shift I : pukul 08.00 16.00 WIB
- Shift II : pukul 16.00 24.00 WIB
- Shift III : pukul 24.00 08.00 WIB
Kelompok kerja ini dibagi menjadi empat regu shift, yaitu tiga regu shift kerja
dan satu regu shift istirahat. Pada hari minggu dan libur nasional karyawan shift tetap
bekerja dan libur 1 hari setelah tiga kali shift.
Tabel 9.1 Pembagian kerja shift tiap regu
Hari
Regu
1 2 3 4 5 6 7 8 9 10 11 12
A - I I I - II II II - III III III
B I - II II II - III III III - I I
C II II - III III III - I I I - II
D III III III - I I I - II II II -
Keterangan :
A, B, C, D = Kelompok kerja shift
1,2,3,4 = Hari kerja
I,II,III = Jam kerja shift
9.5.3 Karyawan Borongan
Apabila diperlukan, maka perusahaan dapat menambah jumlah karyawan yang
dikerjakan secara borongan selama kurun jangka waktu tertentu yang ditentukan
menurut kebijaksanaan perusahaan.
9.6 Jumlah Karyawan dan Tingkat Pendidikan
Dalam melaksanakan kegiatan perusahaan/pabrik, dibutuhkan susunan
karyawan seperti pada struktur organisasi. Jumlah karyawan yang dibutuhkan adalah
sebagai berikut:
Universitas Sumatera Utara
Tabel 9.2 Jumlah Tenaga Kerja dan Latar Belakang Pendidikannya
No Jabatan Jumlah Pendidikan
1 Dewan Komisaris 3 Ekonomi/teknik (S1)
2 Direktur Utama 1 Ekonomi/Teknik (S2)
3 Sekretaris 1 Sekretaris (D3)
4 Manajer Produksi 1 Teknik Kimia (S1)
5 Manajer Teknik 1 Teknik Mesin (S1)
6 Manajer Umum dan Keuangan 1 Akutansi (S1)
7 Manajer Pembelian dan Pemasaran 1 Teknik Industri/Manajeman (S1)
8 Kepala Seksi Proses 1 Teknik Kimia (S1)
9 Kepala Bagian laboratoruim R&D 1 Kimia (S1)
10 Kepala Seksi Utilitas 1 Teknik Kimia (S1)
11 Kepala Seksi Mesin 1 Teknik Mesin (S1)
12 Kepala Seksi Listrik 1 Teknik Elektro (S1)
13 Kepala Seksi Instrumentasi 1 Kimia (S1)
14 Kepala Seksi Pemeliharaan Pabrik 1 Teknik Elektro (S1)
15 Kepala Seksi Keuangan 1 Akutansi (S1)
16 Kepala Seksi Administrasi 1 Akutansi (S1)
17 Kepala Seksi Personalia 1 Manajemen/FISIP (S1)
18 Kepala Seksi Keamanan 1 TNI / POLRI Aktif
19 Karyawan Produksi 30 D3/Politeknik
20 Karyawan Teknik 18 D3/Politeknik
21 Karyawan Umum dan Keuangan 16 D3/Politeknik
22 Karyawan Pembelian dan D3/Politeknik
15
Pemasaran
23 Dokter 1 Kedokteran (S1)
24 Perawat 2 Akademi Keperawatan (D3)
25 Petugas Keamanan 9 SMU/STM
26 Petugas Kebersihan 10 SMU/STM
27 Supir 5 SMU/STM
Total 126
Universitas Sumatera Utara
9.7 Status Karyawan dan Upah
Pada perusahaan ini system upah karyawan berbeda-beda. Hal ini tergantung
dari status karyawan dan tingkat pendidikan serta tinggi rendahnya kedudukan dan
tanggung jawab serta keahliannya.
Adapun status karyawan dapat digolongkan sebagai berikut :
1. Karyawan tetap adalah karyawan yang menerima gaji bulanan yang besarnya
tergantung dari kedudukan, keahlian, pendidikan masa kerja.
2. Karyawan harian adalah karyawan yang menerima upah harian yang dibayar
pada akhir pekan.
3. Karyawan borongan adalah karyawan yang menerima upah borongan untuk
suatu pekerjaan, misalnya : bongkar muat, shut down, dan lain-lain.
Penentuan jumlah karyawan pabrik didasarkan pada kebutuhan manajemen
perusahaan dan unit-unit produksi yang ada di dalam pabrik berdasarkan besar
kecilnya volume pekerjaan.
Jumlah karyawan pabrik dimetil eter dapat dilihat pada table 9.1 dibawah ini:
Tabel 9.3 Jumlah Karyawan Pabrik Dimetil Eter
No Jabatan Jumlah Gaji/Bulan Total
1 Dewan Komisaris 3 25.000.000 75.000.000
2 Direktur Utama 1 30.000.000 30.000.000
3 Sekretaris 1 10.000.000 10.000.000
4 Manajer Produksi 1 15.000.000 15.000.000
5 Manajer Teknik 1 15.000.000 15.000.000
6 Manajer Umum dan Keuangan 1 15.000.000 15.000.000
7 Manajer Pembelian dan Pemasaran 1 15.000.000 15.000.000
8 Kepala Seksi Proses 1 6.000.000 6.000.000
9 Kepala Bagian R&D 1 6.000.000 6.000.000
10 Kepala Seksi Utilitas 1 6.000.000 6.000.000
11 Kepala Seksi Mesin 1 6.000.000 6.000.000
12 Kepala Seksi Listrik 1 6.000.000 6.000.000
13 Kepala Seksi Instrumentasi 1 6.000.000 6.000.000
14 Kepala Seksi Pemeliharaan Pabrik 1 6.000.000 6.000.000
15 Kepala Seksi Keuangan 1 6.000.000 6.000.000
Universitas Sumatera Utara
16 Kepala Seksi Administrasi 1 6.000.000 6.000.000
17 Kepala Seksi Personalia 1 6.000.000 6.000.000
18 Kepala Seksi Keamanan 1 5.000.000 5.000.000
19 Karyawan Produksi 30 3.500.000 105.000.000
20 Karyawan Teknik 18 3.500.000 63.000.000
21 Karyawan Umum dan Keuangan 16 3.500.000 56.000.000
22 Karyawan Pembelian dan 3.500.000 52.500.000
15
Pemasaran
23 Dokter 1 10.000.000 10.000.000
24 Perawat 2 2.500.000 5.000.000
25 Petugas Keamanan 9 3.000.000 27.000.000
26 Petugas Kebersihan 10 2.000.000 20.000.000
27 Supir 5 3.000.000 15.000.000
Total 126 593.500.000
9.8 Kesejahteraan Tenaga Kerja
Tujuan utama perusahaan adalah untuk mrmperoleh keuntungan maksimal.
Untuk mencapai tujuan tersebut, aset-aset peusahaan harus mendapat perhatian.
Salah satu aset besar perusahaan adalah karyawan yang seharusnya didukung dengan
fasilitas kehidupan yang memadai.
Beberapa fasilitas yang disediakan perusahaan untuk menunjang kesejahteraan staf
dan karyawan, antara lain:
- Fasilitas cuti tahunan.
- Tunjangan kecelakaan kerja.
- Tunjangan kematian, yang diberikan kepada keluarga tenaga kerja yang
meninggal dunia baik karena kecelakaan sewaktu bekerja maupun di luar
pekerjaan.
- Penyediaan sarana transportasi/bus karyawan.
- Penyediaan tempat ibadah, balai pertemuan dan sarana olah raga.
- Fasilitas perumahan yang dilengkapi dengan sarana air dan listrik.
- Pelayanan kesehatan secara cuma cuma.
- Beasiswa kepada anak anak karyawan yang berprestasi.
Universitas Sumatera Utara
- Memberikan tanda penghargaan kepada pekerja yang mencapai masa kerja
berturut turut 10 tahun.
- Tunjangan berupa tunjangan hari raya, bonus tahunan, dan tunjangan uang
makan.
- Memasukkan pekerja ke Jamsostek dan Astek.
Universitas Sumatera Utara
BAB X
ANALISA EKONOMI
Suatu pabrik harus dievaluasi kelayakan berdirinya dan tingkat
pendapatannya sehingga perlu dilakukan analisa perhitungan secara teknik.
Selanjutnya, perlu juga dilakukan analisa terhadap aspek ekonomi dan
pembiayaannya. Hasil analisa tersebut diharapkan berbagai kebijaksanaan dapat
diambil untuk pengarahan secara tepat. Suatu rancangan pabrik dianggap layak
didirikan bila dapat beroperasi dalam kondisi yang memberikan keuntungan.
Berbagai parameter ekonomi digunakan sebagai pedoman untuk menentukan layak
tidaknya suatu pabrik didirikan dan besarnya tingkat pendapatan yang dapat diterima
dari segi ekonomi. Parameter-parameter tersebut antara lain:
1. Modal investasi / Capital Investment (CI)
2. Biaya produksi total / Total Cost (TC)
3. Marjin keuntungan / Profit Margin (PM)
4. Titik impas / Break Even Point (BEP)
5. Laju pengembalian Modal / Return On Investment (ROI)
6. Waktu pengembalian Modal / Pay Out Time (POT)
7. Laju pengembalian internal / Internal Rate of Return (IRR)
10.1 Modal Investasi
Modal investasi adalah seluruh modal untuk mendirikan pabrik dan mulai
menjalankan usaha sampai mampu menarik hasil penjualan. Modal investasi terdiri
dari:
10.1.1 Modal Investasi Tetap / Fixed Capital Investment (FCI)
Modal investasi tetap adalah modal yang diperlukan untuk menyediakan segala
peralatan dan fasilitas manufaktur pabrik. Modal investasi tetap ini terdiri dari:
1. Modal Investasi Tetap Langsung (MITL) / Direct Fixed Capital Investment
(DFCI), yaitu modal yang diperlukan untuk mendirikan bangunan pabrik,
Universitas Sumatera Utara
membeli dan memasang mesin, peralatan proses, dan peralatan pendukung yang
diperlukan untuk operasi pabrik.
Modal investasi tetap langsung ini meliputi:
Modal untuk tanah
Modal untuk bangunan dan sarana
Modal untuk peralatan proses
Modal untuk peralatan utilitas
Modal untuk instrumentasi dan alat kontrol
Modal untuk perpipaan
Modal untuk instalasi listrik
Modal untuk insulasi
Modal untuk investaris kantor
Modal untuk perlengkapan kebakaran dan keamanan
Modal untuk sarana transportasi
Dari hasil perhitungan pada Lampiran E diperoleh modal investasi tetap langsung
(MITL) sebesar Rp79.864.599.884,-
2. Modal Investasi Tetap Tak Langsung (MITTL) / Indirect Fixed Capital
Investment (IFCI), yaitu modal yang diperlukan pada saat pendirian pabrik
(construction overhead) dan semua komponen pabrik yang tidak berhubungan
secara langsung dengan operasi proses. Modal investasi tetap tak langsung ini
meliputi:
Modal untuk pra-investasi
Modal untuk engineering dan supervisi
Modal biaya legalitas
Modal biaya kontraktor (contractors fee)
Modal untuk biaya tak terduga (contigencies)
Dari perhitungan pada Lampiran E diperoleh modal investasi tetap tak langsung,
MITTL sebesar Rp 21.563.441.968,-
Maka, total modal investasi tetap (MIT) adalah :
Universitas Sumatera Utara
Total MIT = MITL + MITTL
= Rp 79.864.599.884,- + Rp 21.563.441.968,-
= Rp 101.428.041.853,-
10.1.2 Modal Kerja / Working Capital (WC)
Modal kerja adalah modal yang diperlukan untuk memulai usaha sampai mampu
menarik keuntungan dari hasil penjualan dan memutar keuangannya. Jangka waktu
pengadaan biasanya antara 3 4 bulan, tergantung pada cepat atau lambatnya hasil
produksi yang diterima. Dalam perancangan ini jangka waktu pengadaan modal kerja
diambil 3 bulan. Modal kerja ini meliputi:
Modal untuk biaya bahan baku proses dan utilitas
Modal untuk kas
Kas merupakan cadangan yang digunakan untuk kelancaran operasi dan
jumlahnya tergantung pada jenis usaha. Alokasi kas meliputi gaji pegawai, biaya
administrasi umum dan pemasaran, pajak, dan biaya lainnya.
Modal untuk mulai beroperasi (startup)
Modal untuk piutang dagang
Piutang dagang adalah biaya yang harus dibayar sesuai dengan nilai penjualan
yang dikreditkan. Besarnya dihitung berdasarkan lamanya kredit dan nilai jual
tiap satuan produk.
IP
Rumus yang digunakan: PD HPT
12
Dengan: PD = piutang dagang
IP = jangka waktu yang diberikan (3 bulan)
HPT = hasil penjualan tahunan
Dari hasil perhitungan pada Lampiran E diperoleh modal kerja sebesar
Rp 749.239.162.695,-
Modal investasi tetap = Rp 101.428.041.853,-
Modal Kerja =Rp 749.239.162.695,-
Total Modal Investasi = Modal Investasi Tetap + Modal Kerja
= Rp 101.428.041.853,- + Rp 749.239.162.695,-
Universitas Sumatera Utara
= Rp 850.667.204.548,-
Modal investasi berasal dari:
- Modal sendiri/sahamsahamsebanyak 60 dari total modal investasi.
Modal sendiri adalah Rp510.400.322.729,-
- Pinjaman dari bank sebanyak 40 dari total modal investasi.
Pinjaman dari bank adalahRp340.266.881.819,-
10.2 Biaya Produksi Total (BPT) / Total Cost (TC)
Biaya produksi total merupakan semua biaya yang digunakan selama pabrik
beroperasi. Biaya produksi total meliputi:
10.2.1 Biaya Tetap / Fixed Cost (FC)
Biaya tetap adalah biaya yang jumlahnya tidak tergantung pada jumlah produksi,
meliputi:
- Gaji tetap karyawan
- Bunga pinjaman bank
- Depresiasi dan amortisasi
- Biaya perawatan tetap
- Biaya tambahan industri
- Biaya administrasi umum
- Biaya pemasaran dan distribusi
- Biaya laboratorium, penelitian dan pengembangan
- Biaya hak paten dan royalti
- Biaya asuransi
- Pajak Bumi dan Bangunan (PBB)
Dari hasil perhitungan pada Lampiran E diperoleh biaya tetap / fixed cost adalah
sebesar Rp 87.144.687.904,-
10.2.2 Biaya Variabel (BV) / Variable Cost (VC)
Biaya variabel adalah biaya yang jumlahnya tergantung pada jumlah produksi,
meliputi :
- Biaya bahan baku proses dan utilitas
Universitas Sumatera Utara
- Biaya variabel tambahan, meliputi biaya perawatan dan penanganan lingkungan,
pemasaran dan distribusi
- Biaya variabel lainnya
Dari hasil perhitungan pada Lampiran E diperoleh biaya variabel / variable cost
adalah sebesar = Rp 1.080.697.864.457,-
Biaya tetap = Rp 87.144.687.904,-
Total Biaya Produksi = Biaya Tetap + Biaya Variabel
= Rp 87.144.687.904,- + Rp 1.080.697.864.457,-
= Rp 1.167.842.552.361,-
10.3 Total Penjualan (Total Sales)
Penjualan yang diperoleh dari hasil penjualan produk Dimetil Eteradalah sebesar
Rp 1.772.506.747.460,-
Maka laba penjualan adalah sebesar Rp 604.664.195.099,-
10.4 Bonus Perusahaan
Sesuai fasilitas tenaga kerja dalam pabrik pembuatan Dimetil Eter, maka
perusahaan memberikan bonus 0,5% dari keuntungan perusahaan yaitu sebesar :
Rp 3.023.320.975,-
10.5 Perkiraan Rugi/Laba Usaha
Dari hasil perhitungan pada Lampiran E diperoleh:
Laba sebelum pajak (bruto) = Rp 601.640.874.123,-
Pajak penghasilan (PPh) = Rp 180.407.262.237,-
Laba setelah pajak (netto) = Rp 421.233.611.886,-
10.6 Analisa Aspek Ekonomi
10.6.1 Profit Margin (PM)
Profit Margin adalah persentase perbandingan antara keuntungan sebelum
pajak penghasilan PPh terhadap total penjualan.
Laba sebelumpajak
PM = 100
Total penjualan
Universitas Sumatera Utara
Rp 601.640.874.123
PM = 100%
Rp 1.772.506.747.460
PM = 33,94 %
Dari hasil perhitungan diperoleh profit margin sebesar 33,94%, maka pra rancangan
pabrik ini memberikan keuntungan.
10.6.2 Break Even Point (BEP)
Break Even Point adalah keadaan kapasitas produksi pabrik pada saat hasil
penjualan hanya dapat menutupi biaya produksi. Dalam keadaan ini pabrik tidak
untung dan tidak rugi.
Biaya Tetap
BEP = 100
Total Penjualan Biaya Variabel
Rp 87.144.687.904
BEP = 100%
Rp 1.772.506.747.460 - Rp 1.080.697.864.457
BEP = 12,60 %
Kapasitas produksi pada titik BEP = 12,60% 100.000 ton/tahun
= 12.596,64 ton/tahun
Nilai penjualan pada titik BEP =12,60% Rp 1.772.506.747.460,-
= Rp 223.276.328.347,-
Dari data feasibilities, (Timmerhaus, 1991):
- BEP 50 , pabrik layak (feasible)
- BEP 70 , pabrik kurang layak (infeasible).
Dari perhitungan diperoleh BEP = 12,60 %maka pra rancangan pabrik ini layak.
10.6.3 Return on Investment (ROI)
Return on Investment adalah besarnya persentase pengembalian modal tiap tahun
dari penghasilan bersih.
Laba setelah pajak
ROI= 100
Total Modal Investasi
Universitas Sumatera Utara
Rp 421.233.611.886
ROI = 100%
Rp 850.667.204.548
ROI = 49,52 %
Analisa ini dilakukan untuk mengetahui laju pengembalian modal investasi total
dalam pendirian pabrik. Kategori resiko pengembalian modal tersebut adalah:
- ROI 15 resiko pengembalian modal rendah.
- 15 ROI 45 resiko pengembalian modal rata-rata.
- ROI 45 resiko pengembalian modal tinggi.
Dari hasil perhitungan diperoleh ROI sebesar 49,52 %sehingga pabrik yang akan
didirikan ini termasuk resiko laju pengembalian modal tinggi.
10.6.4 Pay Out Time (POT)
Pay Out Time adalah angka yang menunjukkan berapa lama waktu pengembalian
modal dengan membandingkan besar total modal investasi dengan penghasilan
bersih setiap tahun. Untuk itu, pabrik dianggap beroperasi pada kapasitas penuh
setiap tahun.
1
POT= 1tahun
49,52
POT= 2,02 tahun
Dari hasil perhitungan, didapat bahwa seluruh modal investasi akan kembali setelah
2,02 tahun pabrik beroperasi.
10.6.5 Return on Network (RON)
Return on Network merupakan perbandingan laba setelah pajak dengan modal
sendiri.
Laba setelah pajak
RON= 100
Modal sendiri
Rp 421.233.611.886
RON= 100%
Rp 510.400.322.729
Universitas Sumatera Utara
RON= 85,53 %
10.6.6 Internal Rate of Return (IRR)
Internal Rate of Return merupakan persentase yang menggambarkan
keuntungan rataratabunga pertahunnya dari semua pengeluaran dan pemasukan
besarnya sama.
Apabila IRR ternyata lebih besar dari bunga riil yang berlaku, maka pabrik akan
menguntungkan tetapi bila IRR lebih kecil dari bunga riil yang berlaku maka pabrik
dianggap rugi.
Dari perhitungan Lampiran E diperoleh IRR = 59,29 .sehingga pabrik akan
menguntungkan karena lebih besar dari bunga bank saat ini sebesar 12% (Bank
Mandiri, 2014).
Universitas Sumatera Utara
BAB XI
KESIMPULAN
Hasil analisa perhitungan pada Pra Rancangan Pabrik Dimetil Eter dari
metanol dengan kapasitas 100.000 ton/tahun diperoleh beberapa kesimpulan, yaitu :
1. Kapasitas produksi Dimetil Eter 100.000 ton/tahun menggunakan bahan baku
Metanol sebanyak 12626,26263kg/jam.
2. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT).
Bentuk organisasi yang direncanakan adalah garis dengan jumlah tenaga kerja
yang dibutuhkan 126 orang.
3. Lokasi pabrik direncanakan di daerah hilir Kecamatan Bontang, Kalimantan
Timur karena berbagai pertimbangan antara lain kemudahan mendapatkan
bahan baku, daerah pemasaran, sarana transportasi yang mudah dan cepat.
4. Luas tanah yang dibutuhkan adalah 9170m2.
5. Analisa ekonomi:
- Modal Investasi = Rp 850.667.204.548,-
- Biaya Produksi Per Tahun = Rp 1.167.842.552.361,-
- Hasil Jual Produk Per Tahun = Rp 1.772.506.747.460,-
- Laba Bersih Per Tahun = Rp 604.664.195.099,-
- Profit Margin (PM) = 33,94 %
- Break Even Point (BEP) = 12,60%
- Return Of Investment (ROI) = 49,52 %
- Pay Out Time (POT) = 2,02 tahun
- Return Of Network (RON) = 85,53 %
- Internal Rate Of Return (IRR) = 59,29 %
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
Dimetil Eter dari Metanol ini layak untuk didirikan.
Universitas Sumatera Utara
Anda mungkin juga menyukai
- Bab Iv Neraca Bahan Dan Neraca PanasDokumen5 halamanBab Iv Neraca Bahan Dan Neraca PanasRisan Aji SurendroBelum ada peringkat
- Konversi LTSC 104-D2Dokumen15 halamanKonversi LTSC 104-D2Andriani RaraBelum ada peringkat
- Neraca Massa Etilen GlikolDokumen3 halamanNeraca Massa Etilen GlikolAnonymous 9XFDR0uRexBelum ada peringkat
- Lampiran A Perhitungan Neraca Massa: LA.1. Reaktor (R-101)Dokumen209 halamanLampiran A Perhitungan Neraca Massa: LA.1. Reaktor (R-101)DewiBelum ada peringkat
- Perancangan Proses Yang FixDokumen7 halamanPerancangan Proses Yang FixFadillahBelum ada peringkat
- Bab IiiDokumen3 halamanBab IiiRaynaldi SimanjuntakBelum ada peringkat
- 05.3 Bab 3 PDFDokumen48 halaman05.3 Bab 3 PDFEgy RakhmasariBelum ada peringkat
- BAB 3 Neraca MassaDokumen3 halamanBAB 3 Neraca Massariska fitrianiBelum ada peringkat
- Bab IiiDokumen15 halamanBab IiiGhifahri DamaraBelum ada peringkat
- Bab III Neraca Massa FiksDokumen3 halamanBab III Neraca Massa FiksLisa AndrianiBelum ada peringkat
- Isi ProposalDokumen8 halamanIsi ProposalEmi PriskaBelum ada peringkat
- BAB III Revisi 1Dokumen14 halamanBAB III Revisi 1Ghifahri DamaraBelum ada peringkat
- BAB 3 PRA RANCANGAN Bab3 Lengkap PDFDokumen98 halamanBAB 3 PRA RANCANGAN Bab3 Lengkap PDFIrma SariBelum ada peringkat
- Reactor CSTRDokumen17 halamanReactor CSTRLena NaikofiBelum ada peringkat
- Lampiran RPDokumen296 halamanLampiran RPIsna DewiBelum ada peringkat
- Chapter III-XI 2Dokumen81 halamanChapter III-XI 2dedi mulyadiBelum ada peringkat
- BAB IV NERACA ENERGI BENZENE RevDokumen8 halamanBAB IV NERACA ENERGI BENZENE RevAri IrawanBelum ada peringkat
- Bab IiiDokumen48 halamanBab IiiFebri Dwi SasonoBelum ada peringkat
- Lampiran Ta RevisiDokumen256 halamanLampiran Ta RevisigorbyBelum ada peringkat
- Bab Iv Neraca Energi BenzeneDokumen8 halamanBab Iv Neraca Energi BenzeneAri IrawanBelum ada peringkat
- Bab III Neraca Massa Dan Neraca EnergiDokumen4 halamanBab III Neraca Massa Dan Neraca EnergiElsa Junita GintingBelum ada peringkat
- Neraca MDokumen8 halamanNeraca MAndre SeranBelum ada peringkat
- Lampiran PerhitunganDokumen15 halamanLampiran PerhitunganAnis WahyuBelum ada peringkat
- Diagram Alir Proses Pembuatan SemenDokumen7 halamanDiagram Alir Proses Pembuatan SemenSiti Iffah MBelum ada peringkat
- Lampiran A BiocharDokumen7 halamanLampiran A Biocharanon_350293796Belum ada peringkat
- Neraca Massa Ta II Basis Sebenarnya FixDokumen85 halamanNeraca Massa Ta II Basis Sebenarnya FixIrafndi Rahim MuhammadBelum ada peringkat
- Lampiran 2Dokumen11 halamanLampiran 2Jekasyah PermadiBelum ada peringkat
- Chapter III XIDokumen105 halamanChapter III XIdian_2108Belum ada peringkat
- Lampiran ADokumen19 halamanLampiran AserlyBelum ada peringkat
- 10 Bab 4 Neraca Energi Revesi Pak EddyDokumen4 halaman10 Bab 4 Neraca Energi Revesi Pak EddyukhrowyBelum ada peringkat
- Bab III-XIDokumen67 halamanBab III-XIzainul fikriBelum ada peringkat
- Bab IvDokumen9 halamanBab Ivkaeksi sekarBelum ada peringkat
- Bab IiiDokumen37 halamanBab IiiAnca OktariaBelum ada peringkat
- Bab Iv Neraca Massa Dan Neraca Energi111Dokumen7 halamanBab Iv Neraca Massa Dan Neraca Energi111Muhsin ZainulBelum ada peringkat
- Apendiks ADokumen88 halamanApendiks ALia WisnuBelum ada peringkat
- TUGAS DPK A - Kelompok UREADokumen11 halamanTUGAS DPK A - Kelompok UREACelvin DickyBelum ada peringkat
- Reboiler 01Dokumen29 halamanReboiler 01Toha NasrunBelum ada peringkat
- Neraca Massa - Energi Kapasitas 25rb 241216Dokumen36 halamanNeraca Massa - Energi Kapasitas 25rb 241216shinta nugrahaBelum ada peringkat
- Menara DestilasiDokumen28 halamanMenara DestilasiNadya NandaBelum ada peringkat
- Appendix 10Dokumen154 halamanAppendix 10Irsa SeptiawanBelum ada peringkat
- A. Lampiran Neraca Massa (Reza, Sinta) PDFDokumen23 halamanA. Lampiran Neraca Massa (Reza, Sinta) PDFsinta putri karismaBelum ada peringkat
- 05.3 Bab 3Dokumen33 halaman05.3 Bab 3Shania GintingBelum ada peringkat
- Neraca Massa Panas EnergiDokumen6 halamanNeraca Massa Panas EnergiRizki LarasatiBelum ada peringkat
- Bab IV (Neraca Massa Dan Energi)Dokumen12 halamanBab IV (Neraca Massa Dan Energi)Raden Yogana Dirgantara100% (1)
- Lampiran Neraca MassaDokumen51 halamanLampiran Neraca MassaPutra Satria MarabesBelum ada peringkat
- 07.1 Lampiran A-1Dokumen6 halaman07.1 Lampiran A-1Bangkit Putra SagaraBelum ada peringkat
- Lampiran ADokumen26 halamanLampiran AesiBelum ada peringkat
- Bab IvDokumen9 halamanBab Ivchelsie camariBelum ada peringkat
- Tabel 2Dokumen3 halamanTabel 2Ningsih SeptiBelum ada peringkat
- LAMPIRAN MASSA GINTING REV LGDokumen9 halamanLAMPIRAN MASSA GINTING REV LGchelsie camariBelum ada peringkat
- TA Mella MuthiaDokumen7 halamanTA Mella MuthiaKing Royal HotelBelum ada peringkat
- Neraca MassaDokumen8 halamanNeraca MassaLutfi MaulanaBelum ada peringkat
- Lampiran Menara Distilasi MD - 01Dokumen46 halamanLampiran Menara Distilasi MD - 01ashilaaaaa100% (1)
- Neraca Panas Asam SulfatDokumen6 halamanNeraca Panas Asam SulfatSiti Iffah MBelum ada peringkat
- AbsorberDokumen57 halamanAbsorberalBelum ada peringkat
- 07.1 Lampiran 1Dokumen45 halaman07.1 Lampiran 1ahmadzeinandika3Belum ada peringkat
- Lampiran CDokumen186 halamanLampiran CjizanBelum ada peringkat
- 07.1 Lampiran 1Dokumen36 halaman07.1 Lampiran 1Pavita SalsabilaBelum ada peringkat