Bab III-XI
Diunggah oleh
zainul fikriJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Bab III-XI
Diunggah oleh
zainul fikriHak Cipta:
Format Tersedia
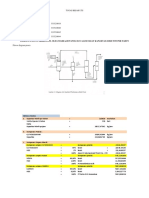
BAB III
NERACA MASSA
3.1 Tangki Neutralisasi
Tabel 3.1 Neraca Massa pada Tangki Neutralisasi
Keluar
Kompone Masuk (kg/hari)
(kg/hari)
n
1 2 3 4 5 6
POME 591.780,821 591.780,821
NaHCO3 1.479,45 1.479,452
FeCL2 53,083 53,083
NiCl2 0,710 0,710
CoCl2 2,006 2,006
Total 593.316,073 593.316,073
3.2 Tangki Pencampur
Tabel 3.2 Neraca Massa pada Tangki Pencampur
Masuk Keluar
Komponen (kg/hari) (kg/hari)
6 21 7
POME 591.780,8219 - 591.780,8219
NaHCO3 1.479,4521 493,151 1.972,6027
FeCL2 53,0827 17,694 70,7770
NiCl2 0,7101 0,237 0,9468
CoCl2 2,0061 0,669 2,6748
Air - 170.567,576 170.567,5763
Padatan - 18.290,193 18.290,1929
Organik
Total 782.685,5926 782.685,5926
Universitas Sumatera Utara
3.3 Reaktor Fermentasi
Tabel 3.3 Neraca Massa pada Reaktor Fermentasi
Masuk (kg/hari) Keluar (kg/hari)
Komponen
8 9 19 20 10
POME 295.890,411 295.890,411 - - -
NaHCO3 986,301 986,301 986,301 986,301 -
FeCL2 35,388 35,388 35,388 35,388 -
NiCl2 0,473 0,473 0,473 0,473 -
CoCl2 1,337 1,337 1,337 1,337 -
Air 85.283,788 85.283,788 364.862,970 364.862,970 -
Padatan
9.145,096 9.145,096 12.852,568 12.852,568 -
Organik
CH4 - - - - 6.657,534
H2O - - - - 62,895
H2S - - - - 2,574246
CO2 - - - - 18.484,511
391.342,796 391.342,796 378.739,039 378.739,039 25207,514
Total
782.685,593 782.685,593
3.4 Bak Sedimentasi
Tabel 3.4 Neraca Massa pada Bak Sedimentasi
Masuk (kg/hari) Keluar (kg/hari)
Komponen
19 20 21 22
NaHCO3 986,301 986,301 493,151 1.479,452
FeCL2 35,388 35,388 17,694 53,083
NiCl2 0,473 0,473 0,237 0,710
CoCl2 1,337 1,337 0,669 2,006
Air 364.862,970 364.862,970 170.567,576 559.158,365
Padatan
12.852,568 12.852,568 18.290,193 7.414,943
Organik
378.739,039 378.739,039 189.369,520 568.108,559
Total
757.478,078 757.478,078
Universitas Sumatera Utara
3.5 Water Trap
Tabel 3.5 Neraca Massa Pada Water Trap
Masuk Keluar
Komponen
11 13 12
CH4 6.657,534 6.657,534 -
H2O 62,895 - 62,895
H2S 2,574246 2,574246 -
CO2 18.484,511 18.484,511 -
25.207,514 25.144,619 62,895
Total
25.207,514
3.6 Desulfurisasi
Tabel 3.6 Neraca Massa pada desulfurisasi
Masuk
Keluar (kg/hari)
Komponen (kg/hari)
13 15 14
CH4 6.657,534 6.657,534 -
H2S 2,574246 - 2,5742465
CO2 18.484,511 18.484,511 -
25.144,619 25.142,045 2,574246
Total
25.144,619
3.7 Generator
Tabel 3.7 Neraca Massa pada Generator
Komponen Alur masuk (kg/hari) Alur keluar
(kg/hari)
14 15 16
CH4 6.664,92 - -
CO2 14.049,40 - 32.378,04
O2 - 32.124,4816 5.464,642
N2 - 120.350,1424 120.350,1424
H2O - - 14.996,16
20.714,32 152.474,62 173.188,98
Total 173.188,9 173.188,9
Universitas Sumatera Utara
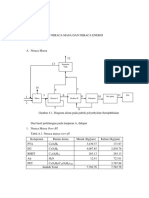
BAB IV
NERACA ENERGI
Basis perhitungan : 1 hari
Satuan operasi : kJ/hari
Temperatur basis : 25oC (298,15 K)
4.1 Tangki Neutraliser (M-01)
Tabel 4.1 Neraca Energi pada Bak Neutralizer (M-112)
Komponen Masuk (kJ) Keluar (kJ)
Umpan 11.966.979,4 -
Produk - 12.241.547,84
∆H solution - -274.568,44
Total 11.966.979,4 11.966.979,4
4.2 Tangki Pencampur (M-02)
Tabel 4.2 Neraca Energi pada Tangki Pencampur (M-122)
Masuk (kJ) Keluar (kJ)
Komponen
6 20 7
Umpan 12.241.547,84 8.824.840,699 -
Produk - - 21.086.392,83
Total 21.086.392,83 21.086.392,83
Universitas Sumatera Utara
4.3 Fermentor (R-01/R-02)
Tabel 4.3 Neraca Energi pada Fermentor (R210/R220)
Masuk (kJ) Keluar (kJ)
Komponen
8/9 10/11 19
Umpan 21.086.392,83 - -
Produk - 92.536.738,93 185.754,2752
∆H reaksi - -2.4851.000
dQ/dT - -8,8586370
Total 21.086.392,83 21.086.392,83
Universitas Sumatera Utara
BAB V
SPESIFIKASI PERALATAN
5.1 Bak Umpan POME (BP-01)
Fungsi : Menampung POME
Bentuk : Bak Silinder vertikal dengan alas datar
Bahan konstruksi : Beton
Jumlah : 1 unit
Kondisi operasi :
• P = 1 atm
• T = 30 0C
Waktu tinggal ( τ ) : 7 hari
Dengan demikian,
Panjang bak (p) = 23,31 m
Tinggi bak (t) = 5,83 m
Lebar bak (l) = 11,65 m
4142,465
Tinggi larutan dalam bak = x 5,83 m = 4,85 meter
4970,95
5.2 Pompa Umpan POME (P-01)
Fungsi : Memompa POME ke Tangki Neutralisasi
Jenis : Pompa screw pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 unit
Kondisi operasi :
• Tekanan = 1 atm
• Temperatur = 30 oC
Daya = 1
2 Hp
5.3 NaHCO3 Screw Conveyor (T-01)
Fungsi : Mengalirkan NaHCO3 ke Tangki Neutralisasi
Universitas Sumatera Utara
Bahan konstruksi : Carbon steel
Bentuk : Horizontal scew conveyor
Jumlah : 1 unit
Jarak angkut = 30 ft = 9,144 m
Diameter screw conveyor = 12 in,
Daya = 0,1 Hp
5.4 FeCl2 Screw Conveyor (T-02)
Fungsi : Mengalirkan FeCl2 ke Tangki Neutralisasi
Bahan konstruksi : Carbon steel
Bentuk : Horizontal scew conveyor
Jumlah : 1 unit
Jarak angkut = 30 ft = 9,144 m
Diameter screw conveyor = 12 in,
Daya = 0,01 Hp
5.5 Tangki Neutralisasi (M-01)
Fungsi : Mencampur POME dengan NaHCO3 dan Nutrisi
Bentuk : Silinder vertikal dengan alas datar dan tutup elipsoidal
Bahan Konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kondisi operasi :
P = 1 atm
T = 30,2 0C
Waktu tinggal ( τ ) = 1 hari
Volume tangki = 711,837m3
Diameter tangki = 8,46 m
Tinggi tangki = 12,69 m
Tinggi tutup = 2,115 m
Tebal shell tangki = 2 in
Universitas Sumatera Utara
Jenis Pengaduk = flat 6 blade turbin impeller
Jumlah Baffle = 4 buah
Daya Motor = 19 Hp
5.6 Pompa Neutraliser (P-02)
Fungsi : Memompa bahan baku ke tangki pencampur
Jenis : Pompa screw pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan = 1 atm
Temperatur = 30,12 oC = 303,15 K
Daya motor = 1 Hp
5.7 Pompa Sedimentasi (P-05)
Fungsi : Memompa umpan recycle ke tangki pencampur
Jenis : Pompa screw pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan = 1 atm
Temperatur = 37 oC
Daya = 1/4 Hp
5.8 Pompa Sedimentasi (P-06)
Fungsi : Memompa bahan baku ke tangki pencampur
Jenis : Pompa screw pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan = 1 atm
Universitas Sumatera Utara
Temperatur = 37 oC
1
Daya = /4 Hp
5.9 Tangki pencampur (M-02)
Fungsi : Mencampur POME dengan umpan recycle
Bentuk : Silinder vertikal dengan alas datar dan tutup elipsoidal
Bahan Konstruksi: Carbon steel SA-285 grade C
Jumlah : 1 unit
Kondisi operasi :
P = 1 atm
T = 32 0C
Waktu tinggal ( τ ) = 1 hari
Volume tangki = 82,13 m3
Diameter tangki = 4,116 m
Tinggi tangki = 6,17 m
Tinggi tutup = 1,03 m
Tebal shell = 1 ½ in
Jenis Pengaduk = flat 6 blade turbin impeller
Jumlah baffle = 4 buah
Daya Motor = 9,5 hp
5.10 Pompa Umpan Bioreaktor Berpengaduk (P-04)
Fungsi : Memompa bahan baku ke tangki pencampur
Jenis : Pompa screw pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan = 1 atm
Temperatur = 32 oC
Daya = 1 Hp
2
Universitas Sumatera Utara
5. 11 Fermentor (R-01)
Fungsi : Tempat berlangsungnya reaksi fermentasi
Tipe : Bioreaktor berpengaduk
Bentuk : Silinder vertikal dengan alas datar dan tutup elipsoidal
Bahan Konstruksi: Carbon steel SA-285 grade C
Jumlah : 1 unit
Kondisi operasi :
P = 1 atm
T = 55 0C
Waktu tinggal ( τ ) = 6 hari
Volume tangki = 2956,8 m3
Tinggi tangki = 20,38 m
Diameter tangki = 13,59 m
Tinggi tutup = 2,27 m
Jenis Pengaduk = flat 6 blade turbin impeller
Jumlah Baffle = 4 buah
Daya = 7 hp
5.12 Pompa Umpan Reaktor Floating Roof (P-03)
Fungsi : Memompa bahan baku ke tangki pencampur
Jenis : Pompa screw pump
Bahan konstruksi : Commercial Steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan = 1 atm
Temperatur = 32 oC
Daya = 1
2 Hp
Universitas Sumatera Utara
5.13 Bioreaktor Floating Roof (R-02)
Fungsi : Tempat berlangsungnya reaksi fermentasi
Bentuk : Floating Roof Tank
Bahan Konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kondisi operasi :
• Tekanan = 1 atm
• Temperatur = 55 0C
Desain Tangki
Volume Tangki = 2956,8 m3
Diameter Tangki = 13,59 m
Tinggi Tangki = 20,38 m
Tebal Tangki = 2,35 in
Desain Tutup
Volume Tutup = 2557,489 m3
Diameter = 13,52 m
Tinggi = 17,79 m
Jarak Dasar Tutup ke Tangki = 2,59 m
Blower
Jenis = blower sentrifugal
Bahan konstruksi = carbon steel
Daya =5,7 Hp
Q = 21,79 m3/min.
Daya = 6 Hp
5.14 Bak Sedimentasi (RC-01/02)
Fungsi : Mengendapkan sebagian padatan-padatan yang keluar
dari fermentor.
Jenis : Gravity Thickner
Jumlah : 2 unit
Universitas Sumatera Utara
Bahan konstruksi : Carbon steel SA-212, GradeC
Kondisi Operasi
• Tekanan masuk = 1 atm
• Suhu masuk = 55 oC
Volume = 70,035 m3
Diameter = 3,9 m
Tinggi = 7,15 m
Kedalaman bahan = 5 m
Waktu pengendapan= 2 jam
5.15 Pompa Bak Penampungan Akhir (P-07)
Fungsi : Memompa ampas menuju bak penampungan akhir
Bentuk : Pompa sentrifugal
Bahan konstruksi : Commercial steel
Jumlah : 1 unit
Kondisi operasi :
Tekanan = 1 atm
Temperatur = 40 oC
Daya = 1 Hp
5.16 Water Trap (WT-01)
Fungsi : Sebagai wadah pemisah air dan biogas.
Bahan konstruksi : Carbon Steel SA –285 Grade C
Bentuk : Silinder vertikal dengan alas dan tutup ellipsoidal
Jenis sambungan : Double welded butt joints
Jumlah : 1 unit
Kondisi operasi :
• Tekanan = 1 atm
• Temperatur = 30 oC
Waktu Tinggal = 1 hari
Universitas Sumatera Utara
Volume Tangki = 173,983 m3
Tinggi Tangki = 7,41 m
Diameter Tangki = 4,94 m
Tinggi Tutup = 1,235 m
Tebal Tangki = 1,5 in
5.17 Desulfuriser (D-01)
Fungsi : menyerap gas H2S.
Jenis : Fixed bed ellipsoidal
Bahan : Carbon steel, SA-283, grade C
Kondisi operasi
• Temperatur = 65 0C
• Tekanan = 1 atm
Jenis Adsorben = ZnO
Jumlah Katalis = 6,6 kg
Tinggi Kolom = 2,1 m
Diameter Kolom = 1,4 m
Tinggi Tutup = 0,35 m
Tebal Kolom = 1,5 in.
5.18Generator (G-01)
5.18.1 Kompressor
Fungsi : menaikkan tekanan produk gas dari tangki penampung
Jenis : compressor
Jumlah : 1 unit dengan 5 stages
Kondisi operasi:
• Tekanan masuk (P1 ) = 1atm
• Tekanan Keluar (P2) = 6 atm
• Temperatur (T) = 30 0C
Dipilih material pipa commercial steel 2 inchi Sch 40
• Diameter dalam (ID) = 2,067in
• Diameter luar (OD) = 2,375 in
Universitas Sumatera Utara
• Luas penampang (A) = 0,023 ft2
• Daya yang dihasilkan = 778,39 hp
• Efisiensi motor 80% = 972,99 hp
5.18.2 Turbin
Fungsi : Menurunkan tekanan gas dari ruang pembakaran
Jenis : Centrifugal expander
Jumlah : 1 unit
Kondisi operasi:
• Tekanan masuk (P1 ) = 6 atm
• Tekanan Keluar (P2) = 1 atm
• Temperatur (T) = 28 0C
Dipilih material pipa commercial steel 0,5 inchi Sch 40
• Diameter dalam (ID) = 0,622 in
• Diameter luar (OD) = 0,84 in
• Luas penampang (A) = 0,00211 ft2
• Daya yang dihasilkan = -7.122,20 hp
• Efisiensi motor 80% = -5.697,76 hp
Maka listrik yang dihasilkan adalah -71,87 MWh/hari
Universitas Sumatera Utara
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah suatu alat yang dipakai di dalam suatu proses control
untuk mengatur jalannya proses agar diperoleh hasil sesuai dengan yang diharapkan.
Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat
penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua
peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat,
mudah dan efisien, sehingga kondisi operasi selalu berada dalam kondisi yang
diharapkan. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi
proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga
produk dapat dihasilkan secara optimal (Perry, 1999).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk (indicator),
pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja
dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan
secara manual atau otomatis. Instrumen digunakan dalam industri kimia untuk
mengukur variabel – variabel proses seperti temperatur, tekanan, densitas, viskositas,
panas spesifik, konduktifitas, pH, kelembaman, titik embun, tinggi cairan (liquid
level), laju alir, komposisi, dan moisture content. Instrumen – instrumen tersebut
mempunyai tingkat batasan operasi sesuai dengan kebutuhan pengolahan
(Timmerhaus, 2004).
Variabel – variabel proses yang biasanya dikontrol/diukur oleh instrument
adalah (Considine,1985) :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik,
konduktivitas,
pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan
variabel lainnya.
Secara umum, kerja dari alat – alat instrumentasi dapat dibagi dua bagian
yaitu operasi secara manual dan operasi secara otomatis. Penggunaan instrumen pada
suatu peralatan proses bergantung pada pertimbangan ekonomis dan sistem peralatan
Universitas Sumatera Utara
itu sendiri. Pada pemakaian alat – alat instrumentasi juga harus ditentukan apakah
alat – alat itu dipasang pada peralatan proses (manual control) atau disatukan dalam
suatu ruang kontrol yang dihubungkan dengan bagian peralatan (automatic control)
(Perry,1999).
Menurut sifatnya konsep dasar pengendalian proses ada dua jenis, yaitu :
● Pengendalian secara manual
Tindakan pengendalian yang dilakukan oleh manusia. Sistem pengendalian
ini merupakan sistem yang ekonomis karena tidak membutuhkan begitu banyak
instrumentasi dan instatalasinya. Namun pengendalian ini berpotensi tidak praktis
dan tidak aman karena sebagai pengendalinya adalah manusia yang tidak lepas dari
kesalahan.
● Pengendalian secara otomatis
Berbeda dengan pengendalian secara manual, pengendalian secara otomatis
menggunakan instrumentasi sebagi pengendali proses, namun manusia masih terlibat
sebagai otak pengendali. Banyak pekerjaan manusia dalam pengendalian secara
manual diambil alih oleh instrumentasi sehingga membuat sistem pengendalian ini
sangat praktis dan menguntungkan.
Hal – hal yang diharapkan dari pemakaian alat – alat instrumentasi adalah:
Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
Pengoperasian sistem peralatan lebih mudah
Sistem kerja lebih efisien
Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat
Faktor-faktor yang perlu diperhatikan dalam instrumen – instrumen adalah
(Timmerhaus, 2004) :
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses
Universitas Sumatera Utara
6.1.1 Tujuan Pengendalian
Tujuan perancangan sistem pengendalian dari pabrik biogas dari limbah cair
kelapa sawit sebagai sumber energi listrik adalah sebagai keamanan operasi pabrik
yang mencakup :
- Mempertahankan variabel – variabel proses seperti temperatur dan tekanan tetap
berada dalam rentang operasi yang aman dengan harga toleransi yang kecil.
- Mendeteksi situasi berbahaya kemungkinan terjadinya kebocoran alat, karena
komponen zat yang digunakan pada pabrik biogas dari limbah cair kelapa sawit
sebagai sumber energi listrik ini sangat mudah terbakar. Pendeteksian dilakukan
dengan menyediakan alarm dan sistem penghentian operasi secara otomatis
(automatic shut down systems).
- Mengontrol setiap penyimpangan operasi agar tidak terjadi kecelakaan kerja
maupun kerusakan pada alat proses. Untuk pengukuran nilai variabel proses di
atas dapat digunakan sebuah penganalisis (analyzer).(Timmerhaus, 2004)
Gambar 6.1 Sebuah loop Pengendalian
Dari gambar di atas dapat dijelaskan bahwa dalam proses terdapat variable proses
yang diantisipasi oleh elemen primer sebagai nilai perubahan proses misalnya naik
turunnya level suatu tangki, tinggi rendahnya temperatur, cepat lambatnya aliran
fluida, dan tinggi rendahnya tekanan dalam suatu tangki. Variabel proses ini bersifat
relatif atau dalam kondisi berubah – ubah. Sensor diterjemahkan sebagai harga
pengukuran. Untuk lebih jelasnya, gambar di bawah ini merupakan suatu contoh
aktual dari suatu proses yang terkendali.
Universitas Sumatera Utara
Gambar 6.2 Suatu Proses Terkendali
Pada dasarnya sistem pengendalian terdiri dari (Considine,1985) :
a. Elemen Primer (Primary Element)
Elemen Primer berfungsi untuk menunjukkan kualitas dan kuantitas suatu
variabel proses dan menerjemahkan nilai itu dalam bentuk sinyal dengan
menggunakan transducer sebagai sensor. Ada banyak sensor yang digunakan
tergantung variabel proses yang ada.
- Sensor untuk temperatur, yaitu bimetal, thermocouple, termal mekanik, dll.
- Sensor untuk tekanan, yaitu diafragma, cincin keseimbangan, dll.
- Sensor untuk level, yaitu pelampung, elemen radioaktif, perbedaan tekanan,
dll.
- Sensor untuk aliran atau flow, yaitu orifice, nozzle dll.
b. Elemen Pengukuran (Measuring Element)
Elemen Pengukuran berfungsi mengonversikan segala perubahan nilai yang
dihasilkan elemen primer yang berupa sinyal ke dalam sebuah harga pengukuran
yang dikirimkan transmitter ke elemen pengendali.
- Tipe Konvensional
Tipe ini menggunakan prinsip perbedaan kapasitansi.
- Tipe Smart
Tipe smart menggunakan microprocessor elektronic sebagai pemroses sinyal.
c. Elemen Pengendali (Controlling Element)
Elemen pengendali berfungsi menerima sinyal dari elemen pengukur yang
kemudian dibandingkan dengan set point di dalam pengendali (controller). Hasilnya
Universitas Sumatera Utara
berupa sinyal koreksi yang akan dikirim ke elemen pengendali menggunakan
processor (computer, microprocessor) sebagai pemroses sinyal pengendalian. Jenis
elemen pengendali yang digunakan tergantung pada variabel prosesnya.
Untuk variabel proses yang lain misalnya :
a. Temperatur menggunakan Temperature Controller (TC)
b. Tekanan menggunakan Pressure Controller (PC)
c. Aliran/flow menggunakan Flow Controller (FC)
d. Level menggunakan Level Controller (LC)
d. Elemen Pengendali Akhir
Elemen pengendali akhir berperan mengonversikan sinyal yang diterimanya
menjadi sebuah tindakan korektif terhadap proses. Umumnya industri menggunakan
control valve dan pompa sebagai elemen pengendali akhir.
1. Control valve
Control valve mempunyai tiga elemen penyusun, yaitu:
- Positioner yang berfungsi untuk mengatur posisi actuator.
- Actuator Valve berfungsi mengaktualisasikan sinyal pengendali (valve).
Ada dua jenis actuator valve berdasarkan prinsip kerjanya yaitu :
a. Actuator spring/per.
Actuator ini menggunakan spring/per sebagai penggerak piston actuator.
b. Actuator aksi ganda (double acting)
Untuk menggerakkan piston, actuator ini menggunakan tekanan udara
yang dimasukkan ke rumah actuator.
- Valve, merupakan elemen pengendali proses. Ada banyak tipe valve
berdasarkan bentuknya seperti butterfly valve, valve bola, dan valve segmen.
2. Pompa Listrik
Elemen pompa terdiri dari dua bagian, yaitu :
- Actuator Pompa.
Sebagai actuator pompa adalah motor listrik. Motor listrik mengubah tenaga
listrik menjadi tenaga mekanik. Prinsip kerjanya berdasarkan induksi
elektromagnetik yang menggerakkan motor.
- Pompa listrik berfungsi memindahkan/menggerakkan fluida baik itu zat
Universitas Sumatera Utara
cair, gas dan padat.
Secara garis besar, fungsi instrumentasi adalah sebagai berikut :
1. Penunjuk (indicator)
2. Pencatat (recorder)
3. Pengontrol (regulator)
4. Pemberi tanda bahaya (alarm)
Adapun instrumentasi yang digunakan di pabrik ini mencakup :
1. Pressure Controller (PC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan
atau pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal
mekanis. Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas
yang keluar dari suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja :
Pressure control (PC) akibat tekanan uap keluar akan membuka/menutup
diafragma valve. Kemudian valve memberikan sinyal kepada PC untuk
mengukur dan mendeteksi tekanan pada set point.
2. Flow Controller (FC)
Adalah alat/instrumen yang bisa digunakan untuk mengatur kecepatan aliran
fluida dalam pipa line atau unit proses lainnya. Pengukuran kecepatan aliran
fluida dalam pipa biasanya diatur dengan mengatur output dari alat, yang
mengakibatkan fluida mengalir dalam pipa line.
Prinsip kerja :
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan
discharge dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan
valve dan FC menerima sinyal untuk mendeteksi dan mengukur kecepatan
aliran pada set point.
3. Level Controller (LC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan
dalam suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi
permukaan cairan dilakukan dengan operasi dari sebuah control valve, yaitu
dengan mengatur rate cairan masuk atau keluar proses.
Universitas Sumatera Utara
Prinsip kerja :
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui
valve ini akan memberikan sinyal kepada LC untuk mendeteksi tinggi
permukaan pada set point.
Alat sensing yang digunakan umumnya pelampung atau transducer
diafragma untuk mendeteksi dan menunjukkan tinggi permukaan cairan
dalam alat dimana cairan bekerja.
Proses pengendalian pada pabrik ini menggunakan feedback control
configuration karena selain biayanya relatif lebih murah, pengaturan system
pengendaliannya menjadi lebih sederhana. Konfigurasi ini mengukur secara
langsung variabel yang ingin dikendalikan untuk mengatur harga variabel
yang dimanipulasi. Tujuan pengendalian ini adalah untuk mempertahankan
variabel yang dikendalikan pada level yang diinginkan (set point).
Sinyal output yang dihasilkan oleh pengendali oleh pengendali
feedback ini berupa pneumatic signal yaitu dengan menggunakan udara
tekan. Tipe pengendali feedback yang digunakan pada perancangan ini, yaitu
:
1. Jenis – P (Proportional), digunakan untuk mengendalikan tekanan gas.
2. Jenis – PI (Proportional Integral), digunakan untuk mengendalikan laju
alir
(flow), ketinggian (level) cairan, dan tekanan zat cair.
3. Jenis – PID (Proportional Integral Derivative), digunakan untuk
mengendalikan temperatur.
6.1.2 Syarat Perancangan Pengendalian
Beberapa syarat penting yang harus diperhatikan dalam perancangan
pabrik antara lain :
1. Tidak boleh terjadi konflik antar unit, di mana terdapat dua pengendali
pada satu aliran.
2. Penggunaan supervisory computer control untuk mengkoordinasikan tiap
unit pengendali.
3. Control valve yang digunakan sebagai elemen pengendali akhir memiliki
Universitas Sumatera Utara
opening position 70 %.
4. Dilakukan pemasangan check valve pada mixer dan pompa dengan tujuan
untuk menghindari fluida kembali ke aliran sebelumnya. Check valve yang
dipasangkan pada pipa tidak boleh lebih dari satu dalam one dependent
line. Pemasangan check valve diletakkan setelah pompa.
5. Seluruh pompa yang digunakan dalam proses diletakkan di permukaan
tanah dengan pertimbangan syarat safety dari kebocoran.
6. Pada perpipaan yang dekat dengan alat utama dipasang flange dengan
tujuan untuk mempermudah pada saat maintenance.
Tabel 6.1 Daftar penggunaan instrumentasi pada pra rancangan pabrik
pembuatan biogas sebagai sumber kebutuhan listrik
Jenis
No Nama alat Kegunaan
instrumen
1 Pompa FC Mengontrol laju alir cairan dalam pipa
LC Menunjukkan tinggi cairan dalam tangki
2 Tangki Neutralizer
TC Mengontrol suhu dalam tangki
LC Menunjukkan tinggi cairan dalam tangki
3 Tangki pencampuran
TC Mengontrol suhu dalam tangki
TC Mengontrol suhu dalam tangki
4 Raktor fermentasi
LC Menunjukkan tinggi cairan dalam tangki
5 Tangki Pengendapan LC Menunjukkan tinggi cairan dalam tangki
7 Desulfurisasi PC Mengontrol tekanan gas dalam pipa
Contoh jenis-jenis instrumentasi yang digunakan pada pra rancangan pabrik
pembuatan biogas dari limbah cair kelapa sawit sebagai sumber energi listrik :
1. Pompa
Variabel yang dikontrol pada pompa adalah laju aliran (flow rate). Untuk
mengetahui laju aliran pada pompa dipasang flow control (FC). Jika laju aliran
Universitas Sumatera Utara
pompa lebih besar dari yang diinginkan maka secara otomatis katup pengendali
(control valve) akan menutup atau memperkecil pembukaan katup.
Gambar 6.3 Instrumentasi pada pompa
2. Tangki neutralizer
Pada tangki ini dilengkapi dengan Level Controller (LC) yang berfungsi
untuk mengontrol ketinggian cairan di dalam tangki dan TC yang berfungsi untuk
mengontrol suhu dalam tangki. Jumlah aliran fluida diatur oleh control valve.
Kemudian rate fluida melalui valve ini akan memberikan sinyal kepada LC untuk
mendeteksi tinggi permukaan pada set point.
LC
TC
Gambar 6.4 Instrumentasi pada tangki cairan
3. Tangki pencampuran (cairan)
Pada tangki ini dilengkapi dengan Level Controller (LC) yang berfungsi
untuk mengontrol ketinggian cairan di dalam tangki dan Temperatur Controller (TC)
yang berfungsi untuk mengontrol suhu dalam tangki. Jumlah aliran fluida diatur oleh
Universitas Sumatera Utara
control valve. Kemudian rate fluida melalui valve ini akan memberikan sinyal
kepada LC untuk mendeteksi tinggi permukaan pada set point.
LC
TC
Gambar 6.5 Instrumentasi pada tangki cairan
4. Reaktor Fermentasi
Reaktor fermentasi adalah alat tempat berlangsungnya reaksi kimia antara
bahan-bahan yang digunakan. Dalam pabrik ini, reaktor merupakan tempat
bereaksinya limbah cair kelapa sawit menghasilkan biogas dan produk sampingnya.
Untuk mengendalikan ketinggian cairan dalam reaktor digunakan level controller
(LC) dengan tujuan agar tidak terjadi kelebihan muatan dan Temperatur Controller
TC yang berfungsi untuk mengontrol suhu dalam tangki
LC
FC
TC
.
Gambar 6.6 Instrumentasi pada tangki Fermentasi
5. Tangki Floating Roof
Tangki floating roof ialah alat untuk menampung biogas yang
dihasilkan dari reaksi limbah cair kelapa sawit. Untuk mengendalikan ketinggian
cairan dalam reaktor digunakan level controller (LC) dengan tujuan agar tidak terjadi
Universitas Sumatera Utara
kelebihan muatan dan Temperatur Controller (TC) yang berfungsi untuk
mengontrol suhu dalam tangki
LC
TC
FC
Gambar 6.7 Instrumentasi pada tangki penampung gas
5. Tangki Pengendapan
Tangki pengendapan ini dilengkapi dengan Level Controller (LC) yang
berfungsi untuk mengontrol ketinggian cairan di dalam tangki. Jumlah aliran fluida
diatur oleh control valve. Kemudian rate fluida melalui valve ini akan memberikan
sinyal kepada LC untuk mendeteksi tinggi permukaan pada set point.
LC
Gambar 6.8 Instrumentasi pada tangki Pengendapan
5. Water Trap
Water Trap ialah alat untuk untuk menangkap air yang ada didalam biogas
sehingga biogas yg keluar dari Water Trap lebih murni.
Universitas Sumatera Utara
E-95
Gambar 6.9 Instrumentasi pada Water Trap
6. Tangki Desulfurisasi
Tangki desulfurisasi ialah alat tempat terjadinya pengurangan kandungan
sulfur yang ada pada biogas sehingga jumlah sulfur yang ada pada biogas tersaring di
tangki sulfurisasi.
FC
Gambar 6.10 Instrumentasi pada Tangki Desulfurisasi
7. Generator
Komponen dalam generator terdiri dari tiga komponen utama, yaitu turbin,
ruang bakar dan kompresor. Kompresor akan menghisap udara kemudian akan
dialirkan ke ruang bakar. Dalam ruang bakar terjadi proses pembakaran antara udara
yang termampatkan dengan biogas. Gas hasil pembakaran akan dialirkan ke dalam
turbin. Turbin akan mengubah energi mekanis menjadi listrik.
Universitas Sumatera Utara
Gambar 6.11 Generator
6.2 Keselamatan Kerja Pabrik
Aktivitas masyarakat umumnya berhubungan dengan resiko yang dapat
mengakibatkan kerugian pada badan atau usaha. Karena itu usaha – usaha
keselamatan merupakan tugas sehari – hari yang harus dilakukan oleh seluruh
karyawan. Keselamatan kerja dan keamanan pabrik merupakan faktor yang perlu
diperhatikan secara serius. Dalam hubungan ini bahaya yang dapat timbul dari mesin,
bahan baku dan produk, sifat zat, serta keadaan tempat kerja harus mendapat
perhatian yang serius sehingga dapat dikendalikan dengan baik untuk menjamin
kesehatan karyawan.
Perusahaan yang lebih besar memiliki divisi keselamatan tersendiri. Divisi
tersebut mempunyai tugas memberikan penyuluhan, pendidikan, petunjuk –
petunjuk, dan pengaturan agar kegiatan kerja sehari – hari berlangsung aman dan
bahaya – bahaya yang akan terjadi dapat diketahui sedini mungkin, sehingga dapat
dihindarkan (Bernasconi, 1995)
Statistik menunjukkan bahwa angka kecelakan rata – rata dalam pabrik kimia
relatif tidak begitu tinggi. Tetapi situasi beresiko memiliki bentuk khusus, misalnya
reaksi kimia yang berlangsung tanpa terlihat dan hanya dapat diamati dan
dikendalikan berdasarkan akibat yang akan ditimbulkannya. Kesalahan – kesalahan
dalam hal ini dapat mengakibatkan kejadian yang fatal (Bernasconi, 1995).
Universitas Sumatera Utara
Gambar 6.12 Tingkat kerusakan di suatu pabrik
Kerusakan (badan atau benda) dapat terjadi secara tiba – tiba tanpa
dikehendaki dan diduga sebelumnya. Keadaan atau tindakan yang bertentangan
dengan aturan keselamtan kerja dapat memancing bahaya yang akut dan
mengakibatkan terjadinya kerusakan.
Untuk menjamin keselamatan kerja, maka dalam perencanaan suatu pabrik
perlu diperhatikan beberapa hal, yaitu :
Lokasi pabrik
- Sistem pencegahan kebocoran
- Sistem perawatan
- Sistem penerangan
- Sistem penyimpanan material dan perlengkapan
- Sistem pemadam kebakaran
Disamping itu terdapat beberapa peraturan dasar keselamatan kerja yang harus
diperhatikan pada saat bekerja di setiap pabrik – pabrik kimia, yaitu:
- Tidak boleh merokok atau makan
- Tidak boleh minum minuman keras (beralkohol) selama bertugas
Bahaya dan tindakan – tindakan yang tidak memperhatikan keselamatan akan
mengakibatkan kerusakan. Yang menjamin keselamatan kerja sebetulnya adalah
Universitas Sumatera Utara
pengetahuan mengenai bahaya sedini mungkin, sehingga pencegahan dapat
diupayakan sebelum bahaya tersebut terjadi.
Berikut ini upaya – upaya pencegahan terhadap bahaya – bahaya yang
mungkin terjadi pada pra – rancangan pabrik biogas dari limbah cair kelapa sawit
sebagai sumber energi listrik dapat dilakukan dengan cara :
1. Pencegahan terhadap kebakaran
- Memasang sistem alarm pada tempat yang strategis dan penting, seperti
power station, laboratorium dan ruang proses.
- Mobil pemadam kebakaran harus selalu dalam keadaan siap siaga di fire
station.
- Fire hydrant ditempatkan di daerah storage, proses, dan perkantoran.
- Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan api
yang relatif kecil.
- Smoke detector ditempatkan pada setiap sub – stasiun listrik untuk
mendeteksi kebakaran melalui asapnya.
2. Memakai peralatan perlindungan diri Di dalam pabrik disediakan peralatan
perlindungan diri, seperti :
- Pakaian pelindung
Pakaian luar dibuat dari bahan – bahan seperti katun, wol, serat, sintetis, dan
asbes. Pada musim panas sekalipun tidak diperkenankan bekerja dengan
keadaan badan atas terbuka.
- Sepatu pengaman
Sepatu harus kuat dan harus dapat melindungi kaki dari bahan kimia dan
panas. Sepatu pengaman bertutup baja dapat melindungi kaki dari bahaya
terjepit. Sepatu setengah tertutup atau bot dapat dipakai tergantung pada
jenis pekerjaan yang dilakukan.
- Topi pengaman
Topi yang lembut baik dari plastik maupun dari kulit memberikan
perlindungan terhadap percikan – percikan bahan kimia, terutama apabila
bekerja dengan pipa – pipa yang letaknya lebih tinggi dari kepala, maupun
tangki-tangki serta peralatan lain yang dapat bocor.
- Sarung tangan
Universitas Sumatera Utara
Dalam menangani beberapa bahan kimia yang bersifat korosif, maka para
operator diwajibkan menggunakan sarung tangan untuk menghindari hal – hal
yang tidak diinginkan.
- Masker
Berguna untuk memberikan perlindungan terhadap debu – debu yang
berbahaya ataupun uap bahan kimia agar tidak terhirup (Bernasconi, 1995).
3. Pencegahan terhadap bahaya mekanis
- Sistem ruang gerak karyawan dibuat cukup luas dan tidak menghambat
kegiatan kerja karyawan.
- Alat-alat dipasang dengan penahan yang cukup kuat
- Peralatan yang berbahaya seperti ketel uap bertekanan tinggi, reactor
bertekanan tinggi dan tangki gas bertekanan tinggi, harus diberi pagar
pengaman
4. Pencegahan terhadap bahaya listrik
- Setiap instalasi dan alat – alat listrik harus diamankan dengan pemakaian
sekering atau pemutus hubungan arus listrik secara otomatis lainnya.
- Sistem perkabelan listrik harus dipasang secara terpadu dengan tata letak
pabrik, sehingga jika ada perbaikan dapat dilakukan dengan mudah
- Memasang papan tanda bahaya yang jelas pada daerah sumber tegangan
tinggi
- Kabel-kabel listrik yang letaknya berdekatan dengan alat – alat yang
beroperasi pada suhu tinggi harus diisolasi secara khusus
- Setiap peralatan atau bangunan yang menjulang tinggi harus dilengkapi
dengan penangkal petir yang dibumikan (Bernasconi, 1995).
5. Menerapkan nilai – nilai disiplin bagi karyawan
- Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan
dan mematuhi setiap peraturan dan ketentuan yang diberikan.
- Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan ke
atasan.
- Setiap karyawan harus saling mengingatkan akan perbuatan yang dapat
menimbulkan bahaya.
- Setiap ketentuan dan peraturan harus dipatuhi.
Universitas Sumatera Utara
6. Penyediaan poliklinik di lokasi pabrik
Poliklinik disediakan untuk tempat pengobatan akibat terjadinya kecelakaan
secara tiba – tiba, misalnya menghirup gas beracun, patah tulang, luka terbakar
pingsan/syok dan lain sebagainya.
Apabila terjadi kecelakaan kerja, seperti terjadinya kebakaran pada pabrik,
maka hal-hal yang harus dilakukan adalah :
a. Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik.
b. Mengaktifkan alat pemadam kebakaran, dalam hal ini alat pemadam
kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang terjadi, yaitu
(Bernasconi, 1995) :
- Instalasi pemadam dengan air
Untuk kebakaran yang terjadi pada bahan berpijar seperti kayu, arang,
kertas, dan bahan berserat. Air ini dapat disemprotkan dalam bentuk kabut.
Sebagai sumber air, biasanya digunakan air tanah yang dialirkan melalui
pipa – pipa yang dipasang pada instalasi – instalasi tertentu di sekitar areal
pabrik. Air dipompakan dengan menggunakan pompa yang bekerja dengan
instalasi listrik tersendiri, sehingga tidak terganggu apabila listrik pada
pabrik dimatikan ketika kebakaran terjadi.
- Instalasi pemadam dengan CO2
CO2 yang digunakan berbentuk cair dan mengalir dari beberapa tabung gas
yang bertekanan yang disambung secara seri menuju nozel – nozel. Instalasi
ini digunakan untuk kebakaran dalam ruang tertutup, seperti pada tempat
tangki penyimpanan dan juga pemadam pada instalasi listrik.
Universitas Sumatera Utara
BAB VII
UTILITAS
Utilitas merupakan unit penunjang utama dalam memperlancar jalannya
suatu proses produksi. Dalam suatu pabrik, utilitas memegang peranan yang penting.
Karena suatu proses produksi dalam suatu pabrik tidak akan berjalan dengan baik
jika utilitas tidak ada. Oleh sebab itu, segala sarana dan prasarananya harus
dirancang sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu
pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan biogas dari hasil
fermentasi termofilik limbah cair kelapa sawit sistem recycle menjadi energi listrik
adalah sebagai berikut:
1. Kebutuhan uap (steam) dan air
2. Kebutuhan listrik
3. Unit pengolahan limbah
7.1 Kebutuhan Uap (Steam)
Air pemanas digunakan dalam pabrik sebagai media pemanas. Kebutuhan air
pemanas yang digunakan adalah bersumber dari tangki deaerator unit utilitas PTPN
IV Adolina, dengan kondisi suhu 900C. Kebutuhan air pemanas pabrik pembuatan
biogas dari hasil fermentasi termofilik limbah cair kelapa sawit sistem recycle
menjadi energi listrik dapat dilihat pada Tabel 7.1 di bawah ini.
Tabel 7.1 Kebutuhan Air Pemanas
Nama alat Jumlah air Pemanas
(kg/hari)
Tangki Fermentor 736918,297 (kg/hari)
Total 30704,93 (kg/jam)
Air pemanas yang digunakan pada temperatur 90 oC dan tekanan 1 atm.
Jumlah total air pemanas yang dibutuhkan adalah 30704,93 (kg/jam).
Universitas Sumatera Utara
• Air untuk berbagai kebutuhan
a. Kebutuhan air domestik
Kebutuhan air domestik untuk tiap orang/shift adalah 40 – 100 ltr/hari
…... (Met Calf & Eddy,
1991)
1hari
Diambil 100 ltr/hari x = 4,167
24 jam
ρair = 996,23 kg/m3 = 0,99623 kg/liter
Jumlah karyawan = 37orang
Maka total air domestik = 4,167 x 37 = 154,17 ltr/jam x 0,99623 kg/liter
= 153,59 kg/jam
b. Kebutuhan air laboratorium
Kebutuhan air untuk laboratorium adalah 1000 – 1800 ltr/hari. (Metcalf &
Eddy 1991) Maka diambil 1300 ltr/hari = 54,167 kg/jam
c. Kebutuhan air tempat ibadah
Kebutuhan air untuk tempat ibadah adalah 400 – 120 ltr/hari. (Metcalf &
Eddy, 1991) Maka diambil 100 ltr/hari = 4,167 kg/jam
ρair = 996,23 kg/m3 = 0,99623 kg/liter
Pengunjung rata –rata = 40 orang
Maka total kebutuhan airnya = 4,167 x 110
= 166,68 ltr/jam x 0,99623 kg/ltr
= 166,05 kg/jam
Tabel 7.2 Pemakaian air untuk berbagai kebutuhan
Kebutuhan Jumlah air (kg/jam)
Domestik dan Kantor 153,59
Laboratorium 54,17
tempat ibadah 166,05
Total 373,81
Sehingga total kebutuhan air Pabrik Biogas adalah
= 373,81 kg/jam
Universitas Sumatera Utara
7.2 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut :
1. Unit Proses, daya yang dibutuhkan pada unit proses sebesar 30,36 hp dengan
rincian pada Tabel 7.5 sebagai berikut:
Tabel 7.3 Kebutuhan daya pada unit proses
Nama Alat Kebutuhan Daya (hP)
Screw Conveyor T-01 0,1
Screw Conveyor T-02 0,01
Blower C-01 6
Pompa P-03 0,5
Pompa P-05 0,25
Pompa P-02 1,00
Pompa P-01 0,50
Pompa P-04 0,5
Pompa P-06 0,25
Tangki M-02 9,5
Tangki M-07 1,0
Reaktor R-01 7
Reaktor R-02 6
Tangki M-01 19
Jumlah 51,61
3. Ruang kontrol dan laboratorium = 30 hp
4. Penerangan dan kantor = 30 hp
5. Bengkel = 40 hp
6. Perumahan = 90 hp
Total kebutuhan listrik = 51,61 + 30 + 30 + 40 +90
= 241,61 hp × 0,7457 kW/hp = 180,169 kW
Sumber air dan steam untuk pabrik pembuatan biogas dari hasil fermentasi
termofilik limbah cair kelapa sawit sistem recycle menjadi energi listrik adalah
berasal dari pabrik kelapa sawit PTPN IV Adolina. Karena pabrik pembuatan biogas
Universitas Sumatera Utara
dari hasil fermentasi termofilik limbah cair kelapa sawit sistem recycle menjadi
energi listrik ini adalah hasil kerjasama dengan pabrik kelapa sawit PTPN IV
Adolina. Sehingga kebutuhan air, steam dan listrik diperoleh langsung dari pabrik
kelapa sawit PTPN IV Adolina.
7.3 Limbah Pabrik Pembuatan Biogas
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau
atmosfer, karena limbah tersebut mengandung bermacam-macam zat yang dapat
membahayakan alam sekitar maupun manusia itu sendiri. Demi kelestarian
lingkungan hidup, maka setiap pabrik harus mempunyai unit pengolahan limbah.
Sumber-sumber limbah pabrik biogas meliputi :
1. Limbah proses berupa limbah cair yang mana limbah tersebut dapat diolah dan
dijual kembali menjadi pupuk cair atau bisa juga digunakan sebagai pupuk
pada pohon kelapa sawit yang masih kecil. Adapun karakteristik limbah cair
kelapa sawit adalah sebagai berikut:
Universitas Sumatera Utara
2. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar
mandi di lokasi pabrik, berupa limbah padat dan cair.
3. Limbah laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia yang
digunakan untuk menganalisa mutu bahan baku yang dipergunakan dan mutu
produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan
pengembangan proses. Limbah laboratorium termasuk kategori limbah B3 (Bahan
Berbahaya dan Beracun) sehingga dalam penanganannya harus dikirim ke
pengumpul limbah B3 sesuai dengan Peraturan Pemerintah Republik Indonesia
Nomor 18 Tahun 1999 Tentang Pengelolaan Limbah Bahan Berbahaya dan
Beracun. dari sumber yang spesifik sehingga dalam penanganannya harus dikirim
Universitas Sumatera Utara
ke pengumpul limbah B3 sesuai dengan Peraturan Pemerintah Republik
Indonesia.
Diperkirakan jumlah air buangan pabrik :
1. Pencucian peralatan pabrik = 20 l/jam
2. Limbah domestik dan kantor
Diperkirakan air buangan tiap orang untuk :
- domestik = 20 l/hari (Metcalf, 1991)
Jumlah karyawan = 37orang
Jadi, jumlah limbah domestik dan kantor
= 37 ×20 l/hari × (1 hari / 24 jam)) = 30,83 l/jam
3. Laboratorium 20 l/jam
Total air buangan pabrik 20 + 30,83 + 20 = 70,83 l/jam = 0,07 m3/jam
Karena total air buangan pabrik pembuatan Biogas menjadi energi listrik
tergolong sedikit sehingga air buangan dialirkan ke pengolahan limbah yang dimiliki
PTPN IV Adolina.
Universitas Sumatera Utara
BAB VIII
LOKASI DAN TATA LETAK PABRIK
Tata letak peralatan dan fasilitas dalam suatu rancangan pabrik merupakan
syarat penting untuk memperkirakan biaya secara akurat sebelum mendirikan pabrik
yang meliputi desain sarana perpipaan, fasilitas bangunan, jenis dan jumlah peralatan
dan kelistrikan. Hal ini secara khusus akan memberikan informasi yang dapat
diandalkan terhadap biaya bangunan dan tempat sehingga dapat diperoleh
perhitungan biaya yang terperinci sebelum pendirian pabrik
8.1 Lokasi Pabrik
Secara geografis, penentuan lokasi pabrik sangat menentukan kemajuan serta
kelangsungan dari suatu industri kini dan pada masa yang akan datang karena
berpengaruh terhadap faktor produksi dan distribusi dari pabrik yang didirikan.
Pemilihan lokasi pabrik harus tepat berdasarkan perhitungan biaya produksi dan
distribusi yang minimal serta pertimbangan sosiologi dan budaya masyarakat di
sekitar lokasi pabrik (Peters, 2004).
Susunan peralatan dan fasilitas dalam rancangan proses merupakan syarat
penting dalam mempersiapkan biaya sebelum mendirikan pabrik atau untuk design
yang meliputi design perpipaan, fasilitas bangunan fisik, tata letak peralatan dan
kelistrikan. Lokasi suatu pabrik merupakan bagian penting untuk mempengaruhi
kedudukan pabrik dalam persaingan. Penentuan lokasi pabrik yang tepat tidak
semudah yang diperkirakan, banyak faktor yang dapat mempengaruhinya. Idealnya,
lokasi yang dipilih harus dapat memberikan keuntungan untuk jangka panjang dan
dapat memberikan kemungkinan untuk memperluas pabrik.
Dengan adanya penentuan lokasi pabrik yang baik dan tepat akan menentukan hal-
hal sebagai berikut :
a. Kemampuan untuk melayani konsumen dengan memuaskan.
b. Kemampuan untuk mendapatkan bahan-bahan mentah yang cukup dan kontinue
dengan harga yang layak dan memuaskan.
c. Kemudahan untuk mendapatkan tenaga buruh yang cukup.
d. Memungkinkan diadakannya perluasan pabrik dikemudian hari.
Universitas Sumatera Utara
Oleh karena itu, pemilihan tempat bagi berdirinya suatu pabrik harus
memperhatikan beberapa faktor yang berperan yaitu :
1. Faktor-faktor utama/primer dan
2. Faktor-faktor sekunder.
8.1.1 Faktor-Faktor Utama/Primer
Faktor-faktor ini secara langsung mempengaruhi tujuan utama dari usaha
pabrik yaitu meliputi produksi dan distribusi produk yang diatur menurut macam dan
kualitasnya. Yang termasuk dalam faktor utama menurut Peter dan Timmerhaus,
2004 adalah:
1. Letak dari pasar
Pabrik yang letaknya dekat dengan pasar dapat lebih cepat melayani konsumen
atau barang hasilnya dapat cepat sampai di pasar, sedangkan biayanya juga lebih
rendah terutama biaya angkutan.
2. Letak sumber bahan baku
Idealnya, sumber bahan baku tersedia dekat dengan lokasi pabrik. Hal ini lebih
menjamin penyediaan bahan baku, setidaknya dapat mengurangi keterlambatan
penyediaan bahan baku, terutama untuk bahan baku yang berat.
Hal – hal yang perlu diperhatikan mengenai bahan baku adalah :
a. Lokasi sumber bahan baku
b. Besarnya kapasitas sumber bahan baku dan berapa lama sumber tersebut
dapat diandalkan pengadaannya
c. Cara mendapatkan bahan baku tersebut dan cara transportasinya
d. Harga bahan baku serta biaya pengangkutan
e. Kemungkinan mendapatkan sumber bahan baku yang lain
3. Fasilitas pengangkutan
Pengangkutan merupakan suatu faktor yang penting diperhatikan, karena
kegiatan pengangkutan meliputi mengangkut dan memindahkan sampai pada
tempat tujuan kadang-kadang memakan waktu dan biaya yang sangat besar.
Untuk melaksanakan kegiatan pengangkutan ada empat jenis fasilitas
penangkutan yang sering digunakan, yaitu : kereta api, truk/angkutan jalan raya,
pengangkutan melalui air, dan pengangkutan melalui udara.
Universitas Sumatera Utara
4. Tersedianya tenaga kerja menurut kualifikasi tertentu merupakan faktor
pertimbangan pada penetapan lokasi pabrik tetapi tenaga terlatih atau skilled
labor di daerah setempat tidak selalu tersedia. Jika didatangkan dari daerah lain
diperlukan peningkatan upah atau penyediaan fasilitas lainnya sebagai daya tarik.
5. Pembangkit tenaga listrik
Pabrik yang menggunakan tenaga listrik yang besar akan memilih lokasi yang
dekat dengan sumber tenaga listrik.
8.1.2 Faktor Sekunder
Yang termasuk ke dalam faktor sekunder antara lain adalah :
1. Harga tanah dan gedung
Harga tanah dan gedung yang murah merupakan daya tarik tersendiri. Perlu
dikaitkan dengan rencana jangka panjang. Jika harga tanah mahal mungkin hanya
dapat diperoleh luasan tanah yang terbatas, sehingga perlu dipikirkan untuk
membuat bangunan bertingkat walaupun pembangunan gedungnya lebih mahal.
2. Kemungkinan perluasan
Perlu diperhatikan apakah perluasan di masa yang akan datang dapat dikerjakan
di satu tempat atau perlu lokasi lain, apakah di sekitar sudah banyak pabrik lain.
Hal ini menjadi masalah tersendiri dalam hal perluasan pabrik di masa
mendatang.
3. Fasilitas servis
Terutama untuk pabrik kimia yang relatif kecil yang tidak memiliki bengkel
sendiri. Perlu dipelajari adanya bengkel–bengkel di sekitar daerah tersebut yang
mungkin diperlukan untuk perbaikan alat–alat pabrik. Perlu juga dipelajari
adanya fasilitas layanan masyarakat, misalnya rumah sakit umum, sekolah–
sekolah, tempat–tempat ibadah, tempat–tempat kegiatan olahraga, tempat–tempat
rekreasi, dan sebagainya.
4. Fasilitas finansial
Perkembangan perusahaan dibantu oleh fasilitas finansial, misalnya adanya pasar
modal, bursa, sumber–sumber modal, bank, koperasi simpan pinjam, dan
lembaga keuangan lainnya. Fasilitas tersebut akan lebih membantu untuk
memberikan kemudahan bagi suksesnya usaha pengembangan pabrik.
Universitas Sumatera Utara
5. Persediaan air
Suatu jenis pabrik memerlukan sejumlah air yang cukup banyak, misalnya pabrik
kertas. Karena itu, di daerah lokasi diperlukan adanya sumber air yang
kemungkinan diperoleh dari air sungai, danau, sumur (air tanah), atau air laut.
6. Peraturan daerah setempat
Peraturan daerah setempat perlu dipelajari terlebih dahulu, mungkin terdapat
beberapa persyaratan atau aturan yang berbeda dengan daerah lain.
7. Masyarakat daerah
Sikap, tangggapan dari masyarakat daerah terhadap pembangunan pabrik perlu
diperhatikan dengan seksama, karena hal ini akan menentukan perkembangan
pabrik di masa yang akan datang. Keselamatan dan keamanan masyarakat perlu
dijaga dengan baik. Hal ini merupakan suatu keharusan sebagai sumbangan
kepada masyarakat.
8. Iklim di daerah lokasi
Suatu pabrik ditinjau dari segi teknik, adakalanya membutuhkan kondisi operasi
misalnya kelembaban udara, panas matahari, dan sebagainya. Hal ini
berhubungan dengan kegiatan pengolahan, penyimpanan bahan baku atau produk.
Disamping itu, iklim juga mempengaruhi gairah kerja dan moral para karyawan.
Keaktifan kerja karyawan dapat meningkatkan hasil produksi.
9. Keadaan tanah
Sifat–sifat mekanika tanah dan tempat pembangunan pabrik harus diketahui. Hal
ini berhubungan dengan rencana pondasi untuk alat–alat, bangunan gedung, dan
bangunan pabrik.
10. Perumahan
Bila di sekitar daerah lokasi pabrik telah banyak perumahan, selain lebih
membuat kerasan para karyawan juga dapat meringankan investasi untuk
perumahan karyawan.
11. Daerah pinggiran kota
Daerah pinggiran kota dapat menjadi lebih menarik untuk pembangunan pabrik.
Akibatnya dapat timbul aspek desentralisasi industri. Alasan pemilihan daerah
lokasi di pinggiran kota antara lain :
• Upah buruh relatif rendah
Universitas Sumatera Utara
• Harga tanah lebih murah
• Servis industri tidak terlalu jauh dari kota
Berdasarkan faktor-faktor tersebut, maka Pabrik Pembuatan Biogas ini
direncanakan berlokasi di Perbaungan, Sumatera Utara yang diperlihatkan pada
Gambar 8.1 dibawah ini :
Gambar 8.1 Peta Lokasi Pabrik Biogas
Dasar pertimbangan dalam pemilihan lokasi pabrik adalah :
a. Bahan baku
Suatu pabrik sebaiknya berada di daerah yang dekat dengan sumber bahan baku
dan daerah pemasaran sehingga transportasi dapat berjalan dengan lancar. Bahan
baku pabrik merupakan limbah cair proses pengolahan Crude Palm Oil (CPO)
yang diperoleh dari Pabrik Minyak Kelapa Sawit (PMKS). Pabrik ini
direncanakan akan terintegrasi dengan PMKS yang ada di sekitar lokasi pabrik.
Adapun sumber utama bahan baku direncanakan berasal dari PTP Nusantara IV
Adolina. Kapasitas terpasang di pabrik tersebut adalah 60 ton tandan buah
segar/jam sehingga menghasilkan limbah cair sekitar 27 ton/jam. Jumlah limbah
cair tersebut telah mencukupi kebutuhan kapasitas pabrik yang akan dibangun.
b. Transportasi
Pengangkutan merupakan suatu faktor yang penting diperhatikan, karena
kegiatan pengangkutan meliputi mengangkut dan memindahkan sampai pada
tempat tujuan kadang-kadang memakan waktu dan biaya yang sangat besar.
Pembelian bahan baku dapat dilakukan melalui jalan darat. Lokasi yang dipilih
dalam rencana pendirian pabrik ini merupakan kawasan perluasan industri, yang
Universitas Sumatera Utara
dekat dengan sarana pelabuhan Belawan. Selain itu, fasilitas transportasi darat
dari industri ke tempat sekitar juga sangat baik dan dekat dengan jalan utama.
c. Pemasaran
Kebutuhan akan energi listrik yang terus berkembang dengan pesat, sehingga
pemasaran produk ini cukup menguntungkan. Selain itu, daerah lokasi pabrik
dekat dengan perumahan penduduk dan pabrik kelapa sawit sehingga
mempermudah untuk melakukan pemasaran.
d. Kebutuhan air
Air yang dibutuhkan dalam proses diperoleh dari Daerah Aliran Sungai (DAS)
Ular yang mengalir di sekitar pabrik untuk proses, sarana utilitas dan kebutuhan
domestik.
e. Kebutuhan tenaga listrik dan bahan bakar
Dalam pendirian suatu pabrik, tenaga listrik dan bahan bakar adalah faktor
penunjang yang paling penting. Listrik untuk kebutuhan pabrik diperoleh dari
generator pembangkit tenaga listrik milik Pabrik Kelapa Sawit PTPN IV Adolina
Disamping itu, disediakan juga cadangan dari Perusahaan Listrik Negara (PLN)
Wilayah Perbaungan. Bahan bakar solar untuk generator dapat diperoleh dari PT.
Pertamina.
f. Tenaga kerja
Sebagai kawasan industri, daerah ini merupakan salah satu tujuan para pencari
kerja. Di daerah ini tersedia tenaga kerja terdidik maupun yang tidak terdidik
serta tenaga kerja yang terlatih maupun tidak terlatih.
g. Biaya tanah
Tanah yang tersedia untuk lokasi pabrik masih cukup luas dan dalam harga yang
terjangkau.
h. Kondisi iklim dan cuaca
Seperti daerah lain di Indonesia, maka iklim di sekitar lokasi pabrik relatif stabil.
Pada tengah tahun pertama mengalami musim kemarau dan tengah tahun
berikutnya mengalami musim hujan. Walaupun demikian perbedaan suhu yang
terjadi relatif kecil.
Universitas Sumatera Utara
i. Kemungkinan perluasan dan ekspansi
Ekspansi pabrik dimungkinkan karena tanah yang tersedia cukup luas dan di
sekeliling lahan tersebut belum banyak berdiri pabrik serta tidak mengganggu
pemukiman penduduk.
j. Sosial masyarakat
Sikap masyarakat diperkirakan akan mendukung pendirian pabrik pembuatan gas
Biogas karena akan menjamin tersedianya lapangan kerja bagi mereka. Selain itu
pendirian pabrik ini diperkirakan tidak akan mengganggu keselamatan dan
keamanan masyarakat di sekitarnya.
8.2 Tata Letak Pabrik
Tata letak pabrik adalah suatu perencanaan dan pengintegrasian aliran dari
komponen-komponen produksi suatu pabrik, sehingga diperoleh suatu hubungan
yang efisien dan efektif antara operator, peralatan dan gerakan material dari bahan
baku menjadi produk.
Desain yang rasional harus memasukkan unsur lahan proses, storage
(persediaan) dan lahan alternatif (areal handling) dalam posisi yang efisien dan
dengan mempertimbangkan faktor-faktor sebagai berikut (Peters, 2004) :
1. Urutan proses produksi.
2. Pengembangan lokasi baru atau penambahan / perluasan lokasi yang belum
dikembangkan pada masa yang akan datang.
3. Distribusi ekonomis pada pengadaan air, steam proses, tenaga listrik dan bahan
baku
4. Pemeliharaan dan perbaikan.
5. Keamanan (safety) terutama dari kemungkinan kebakaran dan keselamatan kerja.
6. Bangunan yang meliputi luas bangunan, kondisi bangunan dan konstruksinya
yang memenuhi syarat.
7. Fleksibilitas dalam perencanaan tata letak pabrik dengan mempertimbangkan
kemungkinan perubahan dari proses/mesin, sehingga perubahan-perubahan yang
dilakukan tidak memerlukan biaya yang tinggi.
8. Masalah pembuangan limbah cair.
Universitas Sumatera Utara
9. Service area, seperti kantin, tempat parkir, ruang ibadah, dan sebagainya diatur
sedemikian rupa sehingga tidak terlalu jauh dari tempat kerja.
Pengaturan tata letak pabrik yang baik akan memberikan beberapa
keuntungan, seperti (Peters, 2004) :
1. Mengurangi jarak transportasi bahan baku dan produksi, sehingga mengurangi
material handling.
2. Memberikan ruang gerak yang lebih leluasa sehingga mempermudah perbaikan
mesin dan peralatan yang rusak atau di-blowdown.
3. Mengurangi ongkos produksi.
4. Meningkatkan keselamatan kerja.
5. Meningkatkan pengawasan operasi dan proses agar lebih baik.
8.3 Perincian Luas Tanah
Pendirian pabrik pembuatan Biogas ini direncanakan menggunakan areal
seluas adalah 3180 m².Adapun perinciannya dapat dilihat pada Tabel 8.1 berikut ini :
Tabel 8.1 Perincian Luas Tanah
No Penggunaan Areal Tanah Luas (m2)
1 Perkantoran 100
2 Laboratorium 50
3 Stasiun operator 100
4 Daerah proses 2000
5 Areal perluasan 500
6 Gudang bahan dan perlengkapan 100
7 Tempat ibadah 80
8 Jalan 200
9 Pemadam Kebakaran 50
Total 3180
Universitas Sumatera Utara
Tata Letak Pabrik Pembuatan Biogas menjadi energi listrik dapat dilihat pada gambar terlampir, Gambar 8.2
7
1
5
2
6
8
Taman Pabrik Adolina
3
Areal Pabrik Adolina
Gambar 8.2 Tata Letak Pabrik Pembuatan Biogas Tanpa Skala
Universitas Sumatera Utara
BAB IX
ORGANISASI DAN MANAJEMEN PERUSAHAAN
Masalah organisasi merupakan hal yang penting dalam perusahaan, hal ini
menyangkut efektivitas dalam peningkatan kemampuan perusahaan dalam
memproduksi dan mendistribusikan produk yang dihasilkan. Dalam upaya
peningkatan efektivitas dan kinerja perusahaan maka pengaturan atau manajemen
harus menjadi hal yang mutlak. Tanpa manajemen yang efektif dan efisien tidak akan
ada usaha yang berhasil cukup lama. Dengan adanya manajemen yang teratur baik
dari kinerja sumber daya manusia maupun terhadap fasilitas yang ada secara
otomatis organisasi akan berkembang (Madura, 2000).
9.1 Organisasi Perusahaan
Perkataan organisasi, berasal dari kata Latin “organum” yang dapat berarti
alat, anggota badan. James D. Mooney, mengatakan: “Organisasi adalah bentuk
setiap perserikatan manusia untuk mencapai suatu tujuan bersama”, sedangkan
Chester I. Barnard memberikan pengertian organisasi sebagai: “Suatu sistem
daripada aktivitas kerjasama yang dilakukan dua orang atau lebih” (Siagian, 1992).
Dari pendapat ahli yang dikemukakan di atas dapat diambil arti dari kata
organisasi, yaitu kelompok orang yang secara sadar bekerjasama untuk mencapai
tujuan bersama dengan menekankan wewenang dan tanggung jawab masing-masing.
Secara ringkas, ada tiga unsur utama dalam organisasi, yaitu (Sutarto, 2002):
1. Adanya sekelompok orang
2. Adanya hubungan dan pembagian tugas
3. Adanya tujuan yang ingin dicapai
Menurut pola hubungan kerja, serta lalu lintas wewenang dan tanggung
jawab, maka bentuk-bentuk organisasi itu dapat dibedakan atas (Siagian, 1992):
1. Bentuk organisasi garis
2. Bentuk organisasi fungsionil
3. Bentuk organisasi garis dan staf
4. Bentuk organisasi fungsionil dan staf
Universitas Sumatera Utara
9.1.1 Bentuk Organisasi Garis
Ciri dari organisasi garis adalah: organisasi masih kecil, jumlah karyawan
sedikit, pimpinan dan semua karyawan saling kenal dan spesialisasi kerja belum
begitu tinggi (Siagian, 1992).
Kebaikan bentuk organisasi garis, yaitu :
Kesatuan komando terjamin dengan baik, karena pimpinan berada di atas satu
tangan.
Proses pengambilan keputusan berjalan dengan cepat karena jumlah orang yang
diajak berdiskusi masih sedikit atau tidak ada sama sekali.
Rasa solidaritas di antara para karyawan umumnya tinggi karena saling
mengenal.
Keburukan bentuk organisasi garis, yaitu:
Seluruh kegiatan dalam organisasi terlalu bergantung kepada satu orang sehingga
kalau seseorang itu tidak mampu, seluruh organisasi akan terancam kehancuran.
Kecenderungan pimpinan bertindak secara otoriter.
Karyawan tidak mempunyai kesempatan untuk berkembang.
9.1.2 Bentuk Organisasi Fungsionil
Ciri-ciri dari organisasi fungsionil adalah segelintir pimpinan tidak
mempunyai bawahan yang jelas, sebab setiap atasan berwenang memberi komando
kepada setiap bawahan, sepanjang ada hubungannya dengan fungsi atasan tersebut
(Siagian, 1992).
Kebaikan bentuk organisasi fungsionil, yaitu:
Pembagian tugas-tugas jelas
Spesialisasi karyawan dapat dikembangkan dan digunakan semaksimal mungkin
Digunakan tenaga-tenaga ahli dalam berbagai bidang sesuai dengan fungsi-
fungsinya
Keburukan bentuk organisasi fungsionil, yaitu:
Karena adanya spesialisasi, sukar mengadakan penukaran atau pengalihan
tanggung jawab kepada fungsinya.
Para karyawan mementingkan bidang pekerjaannya, sehingga sukar dilaksanakan
koordinasi.
Universitas Sumatera Utara
9.1.3 Bentuk Organisasi Garis dan Staf
Kebaikan bentuk organisasi garis dan staf adalah:
Dapat digunakan oleh setiap organisasi yang besar, apapun tujuannya, betapa pun
luas tugasnya dan betapa pun kompleks susunan organisasinya.
Pengambilan keputusan yang sehat lebih mudah diambil, karena adanya staf ahli.
Keburukan bentuk organisasi garis dan staf, adalah:
Karyawan tidak saling mengenal, solidaritas sukar diharapkan.
Karena rumit dan kompleksnya susunan organisasi, koordinasi kadang-kadang
sukar diharapkan.
9.1.4 Bentuk Organisasi Fungsionil dan Staf
Bentuk organisasi fungsionil dan staf, merupakan kombinasi dari bentuk
organisasi fungsionil dan bentuk organisasi garis dan staf. Kebaikan dan keburukan
dari bentuk organisasi ini merupakan perpaduan dari bentuk organisasi yang
dikombinasikan (Siagian, 1992).
9.2 Manajemen Perusahaan
Umumnya perusahaan modern mempunyai kecenderungan bukan saja
terhadap produksi, melainkan juga terhadap penanganan hingga menyangkut
organisasi dan hubungan sosial atau manajemen keseluruhan. Hal ini disebabkan
oleh aktivitas yang terdapat dalam suatu perusahaan atau suatu pabrik diatur oleh
manajemen. Dengan kata lain bahwa manajemen bertindak memimpin,
merencanakan, menyusun, mengawasi, dan meneliti hasil pekerjaan. Perusahaan
dapat berjalan dengan baik secara menyeluruh, apabila perusahaan memiliki
manajemen yang baik antara atasan dan bawahan (Siagian, 1992).
Fungsi dari manajemen adalah meliputi usaha memimpin dan mengatur
faktor-faktor ekonomis sedemikian rupa, sehingga usaha itu memberikan
perkembangan dan keuntungan bagi mereka yang ada di lingkungan perusahaan.
Dengan demikian, jelaslah bahwa pengertian manajemen itu meliputi semua
tugas dan fungsi yang mempunyai hubungan yang erat dengan permulaan dari
pembelanjaan perusahaan (financing).
Universitas Sumatera Utara
Dengan penjelasan ini dapat diambil suatu pengertian bahwa manajemen itu
diartikan sebagai seni dan ilmu perencanaan (planning), pengorganisasian,
penyusunan, pengarahan, dan pengawasan dari sumber daya manusia untuk
mencapai tujuan (criteria) yang telah ditetapkan (Siagian, 1992).
Menurut Siagian (1992), manajemen dibagi menjadi tiga kelas pada
perusahaan besar yaitu:
1. Top manajemen
2. Middle manajemen
3. Operating manajemen
Orang yang memimpin (pelaksana) manajemen disebut dengan manajer.
Manajer ini berfungsi atau bertugas untuk mengawasi dan mengontrol agar
manajemen dapat dilaksanakan dengan baik sesuai dengan ketetapan yang digariskan
bersama. Menurut Madura (2000), syarat-syarat manajer yang baik adalah:
1. Harus menjadi contoh (teladan)
2. Harus dapat menggerakkan bawahan
3. Harus bersifat mendorong
4. Penuh pengabdian terhadap tugas-tugas
5. Berani dan mampu mengatasi kesulitan yang terjadi
6. Bertanggung jawab, tegas dalam mengambil atau melaksanakan keputusan yang
diambil.
7. Berjiwa besar.
9.3 Bentuk Hukum Badan Usaha
Dalam mendirikan suatu perusahaan yang dapat mencapai tujuan dari
perusahaan itu secara terus-menerus, maka harus dipilih bentuk perusahaan apa yang
harus didirikan agar tujuan itu tercapai. Menurut Sutarto (2002), bentuk-bentuk
badan usaha yang ada dalam praktek di Indonesia, antara lain adalah:
1. Perusahaan Perorangan
2. Persekutuan dengan firma
3. Persekutuan Komanditer
4. Perseroan Terbatas
5. Koperasi
Universitas Sumatera Utara
6. Perusahaan Negara dan Perusahaan Daerah
Pabrik Pembuatan Biogas dari hasil fermentasi thermofilik limbah cair pabrik
kelapa sawit sistem recycle menjadi energi listrik tidak memiliki badan usaha karena
pabrik ini merupakan pabrik hasil kerjasama dengan pabrik kelapa sawit PTPN IV
Adolina sehingga pabrik ini berada dibawah badan usaha milik pabrik kelapa sawit
PTPN IV Adolina yaitu berbentuk Perseroan Terbatas (PT). Perseroan Terbatas
adalah badan hukum yang didirikan berdasarkan perjanjian, melakukan kegiatan
usaha dengan modal dasar yang seluruhnya terbagi dalam saham, dan memenuhi
persyaratan yang ditetapkan dalam UU No. 1 tahun 1995 tentang Perseroan Terbatas
(UUPT), serta peraturan pelaksananya.
Syarat-syarat pendirian Perseroan Terbatas adalah :
1. Didirikan oleh dua orang atau lebih, yang dimaksud dengan “orang” adalah orang
perseorangan atau badan hukum.
2. Didirikan dengan akta otentik, yaitu di hadapan notaris.
3. Modal dasar perseroan, yaitu paling sedikit Rp.20.000.000,- (dua puluh juta
rupiah) atau 25 % dari modal dasar, tergantung mana yang lebih besar dan harus
telah ditempatkan dan telah disetor.
Prosedur pendirian Perseroan Terbatas adalah :
1. Pembuatan akta pendirian di hadapan notaris
2. Pengesahan oleh Menteri Kehakiman
3. Pendaftaran Perseroan
4. Pengumuman dalam tambahan berita Negara.
Dasar-dasar pertimbangan pemilihan bentuk perusahaan PT adalah sebagai
berikut :
1. Kontinuitas perusahaan sebagai badan hukum lebih terjamin, sebab tidak
tergantung pada pemegang saham, dimana pemegang saham dapat berganti-ganti.
2. Mudah memindahkan hak pemilik dengan menjual sahamnya kepada orang lain.
3. Mudah mendapatkan modal, yaitu dari bank maupun dengan menjual saham.
4. Tanggung jawab yang terbatas dari pemegang saham terhadap hutang
perusahaan.
5. Penempatan pemimpin atas kemampuan pelaksanaan tugas.
Universitas Sumatera Utara
Dari uraian diatas dapat disimpulkan bahwa kerja sama antar sumber daya
manusia di dalam suatu perusahaan yang baik diperlukan agar tercipta lingkungan
kerja yang baik dan menghasilkan kinerja kerja yang baik. Oleh karena itu
diperlukan struktur organisasi yang tersusun dengan baik. Perusahaan akan didirikan
dalam bentuk Perseroan Terbatas (PT). Kekuasaan tertinggi dalam perusahaan akan
dipegang oleh Rapat Umum Pemegang Saham (RUPS). Perwakilan dari pemegang
saham akan dipilih oleh RUPS sebagai general manager yang akan mengawasi
jalannya perusahaan. Struktur organisasi perusahaan dapat dilihat pada Gambar 9.1.
Universitas Sumatera Utara
BAGAN STRUKTUR ORGANISASI
PABRIK PEMBUATAN BIOGAS DARI HASIL FERMENTASI THERMOFILIK LIMBAH
CAIR PABRIK KELAPA SAWIT MENJADI ENERGI LISTRIK
General Manajer
Keterangan
Garis Komando
Karyawan Proses Karyawan Laboratorium Karyawan Gudang / Logistik Petugas Kebersihan & supir
Gambar 9.1 Bagan Struktur Organisasi Pembuatan biogas dari hasil fermentasi thermofilik limbah cair
Pabrik kelapa sawit Menjadi Energi Listrik
Universitas Sumatera Utara
9.4 Uraian Tugas, Wewenang dan Tanggung Jawab
1. Rapat Umum Pemegang Saham (RUPS) yang memiliki tugas sebagai berikut :
• Menyusun AD/ART (Anggaran Dasar/Anggaran Rumah Tangga) dan
mengesahkannya
• Mengangkat dan memberhentikan General Manajer perusahaan
• Mengawasi kinerja General Manajer
• Membuat kebijakan gaji bagi pegawai
• Meminta pertanggung-jawaban dari General Manajer jika terjadi
penyimpangan yang terjadi dalam perusahaan.
2. Pimpinan utama di Pabrik Pembuatan Biogas dijabat oleh seorang general
manager yang bertanggung jawab langsung kepada Rapat Umum Pemegang
Saham (RUPS) memiliki tugas sebagai berikut :
• Meneruskan kebijakan yang telah ditetapkan oleh manajer produksi PKS
Adolina
• Menentukan strategi untuk mencapai tujuan perusahaan
• Mengontrol Segala kegiatan dan kinerja dari para karyawan Pabrik
pembuatan Biogas
• Bertanggung jawab pada Rapat Umum Pemegang Saham (RUPS).
9.5 Struktur Tenaga Kerja
9.5.1 Pembagian Struktur Tenaga Kerja
Pabrik pembuatan Biogas ini direncanakan beroperasi 365 hari per tahun
secara kontinu 24 jam sehari. Berdasarkan pengaturan jam kerja, karyawan dapat
digolongkan menjadi dua golongan, yaitu karyawan reguler atau non-shift dan
karyawan shift.
a. Karyawan non-shift
Waktu kerja bagi karyawan reguler atau non-shift adalah 5 hari kerja, dimana
hari Sabtu dan Minggu dijadikan hari libur. Untuk karyawan shift digunakan jadwal
kerja berdasarkan giliran shift masing-masing. Jam kerja karyawan non-shift
ditetapkan sesuai Keputusan Menteri Tenaga Kerja Dan Transmigrasi Republik
Indonesia Nomor: Kep.234/Men/2003 yaitu 8 jam sehari atau 40 jam per minggu
dan jam kerja selebihnya dianggap lembur. Perhitungan uang lembur menggunakan
acuan 1/173 dari upah sebulan (Pasal 10 Kep.234/Men/2003) dimana untuk jam kerja
Universitas Sumatera Utara
lembur pertama dibayar sebesar 1,5 kali upah sejam dan untuk jam lembur
berikutnya dibayar 2 kali upah sejam. Adapun perincian waktu kerja baik bagi
karyawan reguler maupun karyawan shift adalah sebagai berikut :
Senin s.d. Kamis : 08.00-17.00 WIB (istirahat : 12.00-13.00 WIB)
Jumat : 08.00-17.00 WIB (istirahat : 11.30-13.00 WIB)
b. Karyawan shift
Untuk pekerjaan yang langsung berhubungan dengan proses produksi yang
membutuhkan pengawasan terus menerus selama 24 jam, para karyawan diberi
pekerjaan bergilir (shift work). Pekerjaan dalam satu hari dibagi tiga shift, yaitu tiap
shift bekerja selama 8 jam dan 15 menit pergantian shift dengan pembagian sebagai
berikut:
Shift pagi (I) : 07.00-15.00 WIB
Shift siang (II) : 15.00-23.00 WIB
Shift malam (III) : 23.00-07.00 WIB
Karyawan yang termasuk dalam kerja shift dibagi menjadi empat kelompok,
yaitu kelompok A, B, C, dan D. Pola pembagian waktu kerja adalah pergantian dari
shift pagi, sore, malam, dan hari libur. Karyawan yang telah bekerja selama 2 kali
shift malam akan mendapatkan hari libur selama 2 hari.
Berikut ini adalah Tabel 9.1 jadwal giliran kerja untuk karyawan shift :
Tabel 9.1 Pembagian Shift Karyawan
Senin Selasa Rabu Kamis Jumat Sabtu Minggu Senin
A I I II II III III -- --
B II II III III -- -- I I
C III III -- -- I I II II
D -- -- I I II II III III
9.5.2 Jumlah Karyawan dan Tingkat Pendidikan
Dari data karyawan shift dan non-shift jumlah karyawan pada Pabrik
pengolahan limbah pabrik kelapa sawit menjadi energi listrik adalah 37 orang. SDM
yang digunakan pada Pabrik pengolahan limbah perlu diperhatikan, adapun
perinciannya dapat dilihat pada Tabel 9.2 dibawah ini :
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya
Jabatan Jumlah Pendidikan
General Manajer 1 Teknik Kimia (S1) dan
Universitas Sumatera Utara
Berpengalaman minimal 3 tahun
Karyawan Proses 27 Teknik Kimia (S1)/ Politeknik (D3)
MIPA Kimia (S1)/Kimia Analis
Karyawan Laboratorium, R&D 3
(D3)
Karyawan Gudang / Logistik 3 SLTP/STM/SMU/D1
Petugas Kebersihan 2 SLTP/SMU
Supir 1 SMU/STM
Jumlah 37
Hak dan Kewajiban Karyawan
Setiap karyawan di perusahaan memiliki hak dan kewajiban yang diatur oleh
undang-undang ketenagakerjaan. Terdapat dua jenis karyawan berdasarkan jenis
kontrak kerjanya, yaitu :
• Karyawan Pra-Kontrak merupakan karyawan baru yang akan mengalami
masa percobaan kerja selama 6 bulan. Setelah 6 bulan, kinerja karyawan akan
dievaluasi untuk kemudian diambil keputusan mengenai pengangkatan
menjadi karyawan tetap.
• Karyawan Tetap merupakan karyawan yang telah memiliki kontrak kerja
secara tertulis dengan perusahaan.
Baik karyawan pra-kontrak maupun karyawan tetap memiliki hak serta
kewajiban yang sama. Hak karyawan meliputi masalah gaji, tunjangan, serta cuti
karyawan.
1. Hak Karyawan
• Gaji pokok
Gaji pokok karyawan diatur berdasarkan tingkat jabatan, keahlian dan kecakapan
karyawan, masa kerja, serta prestasi kerja. Kenaikan gaji pokok dilakukan per
tahun sesuai dengan pertumbuhan ekonomi serta prestasi dari karyawan. Daftar
gaji karyawan dapat dilihat pada Tabel 9.3
Tabel 9.3 Proporsi Gaji Karyawan per 1 shift
Gaji/oran
Jumla Total Gaji
Jabatan g Lembur
h (Rp)
(Rp) (Rp)
Universitas Sumatera Utara
General Manajer 1 12000000 12000000 69364
Karyawan Proses 27 2500000 67500000 390173
Karyawan Laboratorium, R&D 3 2500000 7500000 43353
Karyawan Gudang / Logistik 3 2000000 6000000 34682
Petugas Kebersihan 2 1000000 2000000 11561
Supir 1 1250000 1250000 7225
Jumlah 37 96250000 556358
(Anonim, 2011)
• Tunjangan dan fasilitas bagi karyawan
Selain gaji pokok, setiap karyawan juga mendapatkan tunjangan yang diatur oleh
perusahaan. Beberapa jenis tunjangan dan fasilitas yang diberikan oleh
perusahaan antara lain adalah :
a. Tunjangan makan
Makan siang disediakan oleh perusahaan dan setiap karyawan berhak makan
siang yang disediakan. Namun karyawan juga dapat makan siang di luar
wilayah perusahaan dan akan diberikan uang makan yang besarnya
disesuaikan dengan jabatan karyawan.
b. Tunjangan kesehatan
Setiap karyawan akan memiliki asuransi yang diatur oleh perusahaan, sesuai
dengan undang-undang Republik Indonesia nomor 40 tahun 2004 tentang
Sistem Jaminan Sosial Nasional Pasal 18. Jenis program jaminan sosial
meliputi:
jaminan kesehatan;
jaminan kecelakaan kerja;
jaminan hari tua;
jaminan pensiun dan kematian
sehingga jika karyawan mengalami kecelakaan ataupun sakit dan harus
dirawat, maka perusahaan akan mengganti seluruh biaya perawatan.
c. Tunjangan hari raya
Setiap karyawan akan mendapatkan tunjangan hari raya sebesar 1 bulan gaji
setiap tahunnya.
d. Tunjangan keluarga
Karyawan yang telah memiliki keluarga akan mendapatkan tunjangan bagi
istri dan anaknya (maksimal 2 anak) yang ketentuannya telah diatur oleh
perusahaan.
Universitas Sumatera Utara
e. Tunjangan hari tua
Karyawan yang telah berumur 60 tahun akan memasuki usia pensiun dan
akan diberikan uang pensiun sebesar 10% dari gaji total selama karyawan
tersebut bekerja.
f. Fasilitas transportasi
Perusahaan menyediakan sarana transportasi bagi karyawan berupa bus antar
jemput yang berjumlah dua buah.
• Cuti dan Hari Libur Nasional
Setiap karyawan tetap akan mendapatkan cuti kerja sebanyak 15 hari per
tahunnya dan hal ini tidak berlaku akumulatif. Selain itu pada hari libur nasional,
karyawan non-shift akan libur, namun karyawan shift yang memiliki jadwal kerja
pada hari tersebut tidak libur namun jam kerjanya akan dihitung sebagai jam
kerja lembur.
2. Kewajiban Karyawan
Hak yang diterima oleh karyawan perlu diimbangi juga dengan kewajiban
yang harus diberikan oleh setiap karyawan. Beberapa kewajiban karyawan antara
lain adalah :
• Wajib turut serta menyukseskan visi dan misi perusahaan.
• Wajib mentaati kontrak kerja yang telah disepakati sebelumnya antara
perusahaan dan karyawan.
• Wajib menjaga kerahasiaan proses produksi pabrik.
• Wajib untuk menciptakan lingkungan kerja yang kondusif
9.5.4 Keselamatan Kerja
Keselamatan kerja bagi karyawan sangat penting. Hal ini pun diatur oleh
pemerintah dalam undang-undang. Oleh karena itu diperlukan adanya staf ahli
kesehatan dan keselamatan kerja (K3) yang berfungsi untuk memberikan pelatihan
kepada seluruh karyawan, terutama karyawan yang berada di area produksi untuk
memperhatikan keselamatan kerja. Pelatihan juga dapat berupa uji coba sirine bahaya
kebakaran, dll.
Perusahaan juga menyediakan beberapa jenis alat pelindung diri (APD) bagi
setiap karyawan, dan setiap karyawan wajib memakai di dalam area produksi. APD
tersebut antara lain adalah sepatu pengaman, earplug, helmet, baju tangan panjang,
Universitas Sumatera Utara
serta masker. Unit K3 juga menyediakan poster-poster yang berisikan himbauan
kepada karyawan tentang keselamatan kerja.
Universitas Sumatera Utara
BAB X
EVALUASI EKONOMI
Untuk mengevaluasi kelayakan berdirinya suatu pabrik dan tingkat
pendapatannya, maka dilakukan analisa perhitungan secara teknik. Selanjutnya perlu
juga dilakukan analisa terhadap aspek ekonomi dan pembiayaannya. Dari hasil
analisa tersebut diharapkan berbagai kebijaksanaan dapat diambil untuk pengarahan
secara tepat. Suatu rancangan pabrik dianggap layak didirikan bila dapat beroperasi
dalam kondisi yang memberikan keuntungan.
Berbagai parameter ekonomi digunakan sebagai pedoman untuk menentukan
layak tidaknya suatu pabrik didirikan dan besarnya tingkat pendapatan yang dapat
diterima dari segi ekonomi. Parameter-parameter tersebut antara lain:
1. Modal investasi / Capital Investment (CI)
2. Biaya produksi total / Total Cost (TC)
3. Marjin keuntungan / Profit Margin (PM)
4. Titik impas / Break Even Point (BEP)
5. Laju pengembalian Modal / Return On Investment (ROI)
6. Waktu pengembalian Modal / Pay Out Time (POT)
7. Laju pengembalian internal / Internal Rate of Return (IRR)
10.1 Modal Investasi
Modal investasi adalah seluruh modal untuk mendirikan pabrik dan mulai
menjalankan usaha sampai mampu menarik hasil penjualan. Modal investasi terdiri
dari:
10.1.1 Modal Investasi Tetap / Fixed Capital Investment (FCI)
Modal investasi tetap adalah modal yang diperlukan untuk menyediakan
segala peralatan dan fasilitas manufaktur pabrik. Modal investasi tetap ini terdiri
dari:
1. Modal Investasi Tetap Langsung (MITL) / Direct Fixed Capital Investment
(DFCI), yaitu modal yang diperlukan untuk mendirikan bangunan pabrik,
membeli dan memasang mesin, peralatan proses, dan peralatan pendukung yang
diperlukan untuk operasi pabrik.
Universitas Sumatera Utara
Modal investasi tetap langsung ini meliputi:
- Modal untuk tanah
- Modal untuk bangunan
- Modal untuk peralatan proses
- Modal untuk peralatan utilitas
- Modal untuk instrumentasi dan alat kontrol
- Modal untuk perpipaan
- Modal untuk instalasi listrik
- Modal untuk insulasi
- Modal untuk investaris kantor
- Modal untuk perlengkapan kebakaran dan keamanan
- Modal untuk sarana transportasi
Dari hasil perhitungan pada Lampiran E diperoleh modal investasi tetap
langsung, MITL sebesar = Rp 89.341.666.038,-
2. Modal Investasi Tetap Tak Langsung (MITTL) / Indirect Fixed Capital
Investment (IFCI), yaitu modal yang diperlukan pada saat pendirian pabrik
(construction overhead) dan semua komponen pabrik yang tidak berhubungan
secara langsung dengan operasi proses. Modal investasi tetap tak langsung ini
meliputi:
- Modal untuk pra investasi
- Modal untuk engineering dan supervise
- Modal untuk biaya kontraktor (contractor’s fee)
- Modal untuk biaya tak terduga (contigencies)
Dari perhitungan pada Lampiran E diperoleh modal investasi tetap tak langsung,
MITTL sebesar Rp 37.634.270.259,-
Maka total modal investasi tetap, MIT = MITL + MITTL
= Rp. 89.341.666.038,- + Rp 37.634.270.259,-
= Rp. 126.975.936.297,-
10.1.2 Modal Kerja / Working Capital (WC)
Modal kerja adalah modal yang diperlukan untuk memulai usaha sampai
mampu menarik keuntungan dari hasil penjualan dan memutar keuangannya. Jangka
Universitas Sumatera Utara
waktu pengadaan biasanya antara 1 – 3 bulan, tergantung pada cepat atau lambatnya
hasil produksi yang diterima. Dalam perancangan ini jangka waktu pengadaan modal
kerja diambil 1 bulan. Modal kerja ini meliputi:
- Modal untuk biaya bahan baku proses dan utilitas
- Modal untuk kas
Kas merupakan cadangan yang digunakan untuk kelancaran operasi dan
jumlahnya tergantung pada jenis usaha. Alokasi kas meliputi gaji pegawai, biaya
administrasi umum dan pemasaran, dan biaya lainnya.
- Modal untuk mulai beroperasi (start-up)
- Modal untuk piutang dagang
Piutang dagang adalah biaya yang harus dibayar sesuai dengan nilai penjualan
yang dikreditkan. Besarnya dihitung berdasarkan lamanya kredit dan nilai jual
tiap satuan produk.
Rumus yang digunakan:
IP
PD = × HPT
12
dimana: PD = piutang dagang
IP = jangka waktu kredit yang diberikan (1 bulan)
HPT = hasil penjualan tahunan
Dari hasil perhitungan pada Lampiran E diperoleh modal kerja, MK sebesar
Rp. 23.551.452.354,-
Total Modal Investasi = Modal Investasi Tetap + Modal Kerja
= Rp 126.975.936.297,- + Rp. 23.551.452.354,-
= Rp 150.527.388.651,-
Modal investasi berasal dari:
- Modal sendiri/saham-saham sebanyak 60 % dari modal investasi total
Dari Lampiran E diperoleh modal sendiri = Rp 90.316.433.190,-
- Pinjaman dari bank sebanyak 40 % dari modal investai total
Dari Lampiran E diperoleh pinjaman bank = Rp 60.210.955.460,-
Universitas Sumatera Utara
10.2 Biaya Produksi Total (BPT) / Total Cost (TC)
Biaya produksi total merupakan semua biaya yang digunakan selama pabrik
beroperasi. Biaya produksi total meliputi:
10.2.1 Biaya Tetap (BT) / Fixed Cost (FC)
Biaya tetap adalah biaya yang jumlahnya tidak tergantung pada jumlah
produksi, meliputi:
- Gaji tetap karyawan
- Depresiasi dan amortisasi
- Pajak bumi dan bangunan
- Bunga pinjaman bank
- Biaya perawatan tetap
- Biaya tambahan
- Biaya administrasi umum
- Biaya pemasaran dan distribusi
- Biaya asuransi
Dari hasil perhitungan pada Lampiran E diperoleh biaya tetap, BT sebesar
= Rp 64.586.032.674,-
Biaya Variabel (BV) / Variable Cost (VC)
Biaya variabel adalah biaya yang jumlahnya tergantung pada jumlah
produksi. Biaya variabel meliputi:
- Biaya bahan baku proses dan utilitas
- Biaya karyawan tidak tetap/tenaga kerja borongan
- Biaya pemasaran
- Biaya laboratorium serta penelitian dan pengembangan (litbang)
- Biaya pemeliharaan
- Biaya tambahan
Dari hasil perhitungan pada Lampiran E diperoleh biaya variabel, BV sebesar
= Rp 1.753.771.692,-
Total biaya produksi = Biaya Tetap + Biaya Variabel
= Rp 64.586.032.674,- + Rp 1.753.771.692,-
Universitas Sumatera Utara
= Rp 66.339.804.366,-
10.3 Total Penjualan (Total Sales)
Penjualan diperoleh dari hasil penjualan produk listrik yaitu sebesar Rp
65.313.742.214,-
10.4 Bonus Perusahaan
Sesuai fasilitas tenaga kerja dalam pabrik pembuatan Biogas, maka perusahaan
memberikan bonus 0,5% dari keuntungan perusahaan yaitu sebesar
Rp 455.327.848,-
10.5 Perkiraan Rugi/Laba Usaha
Dari hasil perhitungan pada Lampiran E diperoleh:
1. Laba sebelum pajak = Rp 91.065.569.634,-
2. Pajak penghasilan = Rp 27.165.572.536,-
3. Laba setelah pajak = Rp 63.444.669.250,-
10.6 Analisa Aspek Ekonomi
10.6.1 Profit Margin (PM)
Profit Margin adalah persentase perbandingan antara keuntungan sebelum
pajak penghasilan PPh terhadap total penjualan.
Laba sebelum pajak
PM = × 100 %
total penjualan
Rp 90.610.241.786,-
PM = x 100%
Rp 157.405.374.000,-
= 57,56 %
Dari hasil perhitungan diperoleh profit margin sebesar 57,56 % maka pra
rancangan pabrik ini memberikan keuntungan.
10.6.2 Break Even Point (BEP)
Break Even Point adalah keadaan kapasitas produksi pabrik pada saat hasil
penjualan hanya dapat menutupi biaya produksi. Dalam keadaan ini pabrik tidak
untung dan tidak rugi.
Universitas Sumatera Utara
Biaya Tetap
BEP = × 100 %
Total Penjualan − Biaya Variabel
Rp 64.586.032.674,-
BEP = x 100%
Rp 157.405.374.000,- - Rp 1.753.771.692,-
= 41,49%
Kapasitas produksi pada titik BEP = 10.817,21 ton/tahun
Nilai penjualan pada titik BEP = Rp 65.313.742.214,-
Dari perhitungan diperoleh BEP = 41,49%, maka pra rancangan pabrik ini layak.
10.6.3 Return on Investment (ROI)
Return on Investment adalah besarnya persentase pengembalian modal tiap
tahun dari penghasilan bersih.
Laba setelah pajak
ROI = × 100 %
Total modal investasi
Rp 63.444.669.250,-
ROI = x 100%
Rp 150.527.388.651,-
= 42,15 %
Analisa ini dilakukan untuk mengetahui laju pengembalian modal investasi
total dalam pendirian pabrik. Kategori resiko pengembalian modal tersebut adalah:
• ROI ≤ 15 % resiko pengembalian modal rendah
• 15 ≤ ROI ≤ 45 % resiko pengembalian modal rata-rata
• ROI ≥ 45 % resiko pengembalian modal tinggi
Dari hasil perhitungan diperoleh ROI sebesar 42,15 %, sehingga pabrik yang
akan didirikan ini termasuk resiko laju pengembalian modal rata-rata.
10.6.4 Pay Out Time (POT)
Pay Out Time adalah angka yang menunjukkan berapa lama waktu
pengembalian modal dengan membandingkan besar total modal investasi dengan
penghasilan bersih setiap tahun. Untuk itu, pabrik dianggap beroperasi pada
kapasitas penuh setiap tahun.
1
POT = x 1 tahun
0,4212
POT = 2,37 tahun
Universitas Sumatera Utara
Dari harga di atas dapat dilihat bahwa seluruh modal investasi akan kembali
setelah 2,37 tahun operasi.
10.6.5 Return on Network (RON)
Return on Network merupakan perbandingan laba setelah pajak dengan modal
sendiri.
Laba setelah pajak
RON = × 100 %
Modal sendiri
Rp 63.444.669.250,-
RON = x 100%
Rp 90.316.433.190,-
RON = 70,25 %
10.6.6 Internal Rate of Return (IRR)
Internal Rate of Return merupakan persentase yang menggambarkan
keuntungan rata-rata bunga pertahunnya dari semua pengeluaran dan pemasukan
besarnya sama.
Apabila IRR ternyata lebih besar dari bunga riil yang berlaku, maka pabrik
akan menguntungkan tetapi bila IRR lebih kecil dari bunga riil yang berlaku maka
pabrik dianggap rugi. Dari perhitungan Lampiran E diperoleh IRR = 59,87 %,
sehingga pabrik akan menguntungkan karena, IRR yang diperoleh lebih besar dari
bunga pinjaman bank saat ini, sebesar 13 % (Bank Mandiri, 2011).
Universitas Sumatera Utara
BAB XI
KESIMPULAN
Hasil analisa perhitungan pada Pra Rancangan Pabrik Pembuatan Biogas Dari
Hasil Fermentasi Thermofilik Limbah Cair Pabrik Kelapa Sawit Dengan sistem
Recycle diperoleh beberapa kesimpulan, yaitu :
1. Kapasitas Listrik yang dihasilkan rancangan pabrik Pembuatan Biogas
direncanakan 84,56 MWh/hari.
2. Perusahaan dirancang melakukan kerjasama dengan PTPN IV Adolina dalam hal
pengolahan limbah.
3. Bentuk organisasi yang direncanakan adalah organisasi sistem garis dengan
jumlah tenaga kerja yang dibutuhkan 37 orang.
4. Luas tanah yang dibutuhkan adalah 3180 m2
5. Analisa Ekonomi :
• Total Modal Investasi : Rp 150.527.388.651,-
• Total Biaya Produksi : Rp 66.339.804.366,-
• Hasil Penjualan : Rp 157.405.374.000,-
• Laba Bersih : Rp 63.444.669.250,-
• Profit Margin (PM) : 57,56 %
• Break Even Point (BEP) : 41,49 %
• Return on Investment (ROI) : 42,15 %
• Pay Out Time (POT) : 2,37 tahun
• Return on Network (RON) : 70,25 %
• Internal Rate of Return (IRR) : 59,8 %
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
Biogas Menjadi Energi Listrik ini layak untuk didirikan.
Universitas Sumatera Utara
Anda mungkin juga menyukai
- Bab IiiDokumen8 halamanBab IiiraraBelum ada peringkat
- Rancang Pabrik Gula Rafinasi Endang SutrianaDokumen7 halamanRancang Pabrik Gula Rafinasi Endang SutrianaEndang SutrianaBelum ada peringkat
- BAB 3 Neraca MassaDokumen3 halamanBAB 3 Neraca Massariska fitrianiBelum ada peringkat
- Bab 4 MekDokumen14 halamanBab 4 MekkijuBelum ada peringkat
- Isi ProposalDokumen8 halamanIsi ProposalEmi PriskaBelum ada peringkat
- Bab IvDokumen9 halamanBab Ivchelsie camariBelum ada peringkat
- Neraca Massa Etilen GlikolDokumen3 halamanNeraca Massa Etilen GlikolAnonymous 9XFDR0uRexBelum ada peringkat
- Bab IiiDokumen2 halamanBab Iiiaditia eviantoBelum ada peringkat
- Perancangan Proses Yang FixDokumen7 halamanPerancangan Proses Yang FixFadillahBelum ada peringkat
- BAB III Revisi 1Dokumen14 halamanBAB III Revisi 1Ghifahri DamaraBelum ada peringkat
- Appendix PDFDokumen139 halamanAppendix PDFFredyPanzerBelum ada peringkat
- NP Buat AlatDokumen112 halamanNP Buat AlatFajar AgumBelum ada peringkat
- Bab IiiDokumen3 halamanBab IiiRaynaldi SimanjuntakBelum ada peringkat
- Bab 3 - PRP Etilen OksidaDokumen37 halamanBab 3 - PRP Etilen OksidaFarid ZhafiriBelum ada peringkat
- Bab IiiDokumen48 halamanBab IiiFebri Dwi SasonoBelum ada peringkat
- 04.BAB IV (AutoRecovered) - 2Dokumen10 halaman04.BAB IV (AutoRecovered) - 2BrayonoFloBelum ada peringkat
- Neraca Panas Asam SulfatDokumen6 halamanNeraca Panas Asam SulfatSiti Iffah MBelum ada peringkat
- NM, NE, Spek Alat, & Termo Q Loss NegatifDokumen221 halamanNM, NE, Spek Alat, & Termo Q Loss NegatifDarmawan Fatkur RoziBelum ada peringkat
- Bab 4-6Dokumen291 halamanBab 4-6Bajigur 666Belum ada peringkat
- Reactor CSTRDokumen17 halamanReactor CSTRLena NaikofiBelum ada peringkat
- IV. Neraca Massa Dan Neraca EnergiDokumen11 halamanIV. Neraca Massa Dan Neraca Energim jBelum ada peringkat
- Neraca Massa Ta II Basis Sebenarnya FixDokumen85 halamanNeraca Massa Ta II Basis Sebenarnya FixIrafndi Rahim MuhammadBelum ada peringkat
- Bab IiiDokumen15 halamanBab IiiGhifahri DamaraBelum ada peringkat
- Kel 4 - Tugas Besar NmeDokumen10 halamanKel 4 - Tugas Besar NmeSon Luffy JoestarBelum ada peringkat
- Neraca Massa Panas EnergiDokumen6 halamanNeraca Massa Panas EnergiRizki LarasatiBelum ada peringkat
- BAB 3 PRA RANCANGAN Bab3 Lengkap PDFDokumen98 halamanBAB 3 PRA RANCANGAN Bab3 Lengkap PDFIrma SariBelum ada peringkat
- Bab Iv Neraca Massa & EnergiDokumen19 halamanBab Iv Neraca Massa & EnergiGunungManunggal27Belum ada peringkat
- Neraca PanasDokumen54 halamanNeraca PanasPopy Kusuma PratiwiBelum ada peringkat
- Bab Vi BDokumen13 halamanBab Vi BFattia SyafiraBelum ada peringkat
- Firda Rahma Safitri 1610017411028 BAB IVDokumen8 halamanFirda Rahma Safitri 1610017411028 BAB IVHazazi AkbarBelum ada peringkat
- Lampiran RPDokumen296 halamanLampiran RPIsna DewiBelum ada peringkat
- Neraca Massa - Energi Kapasitas 25rb 241216Dokumen36 halamanNeraca Massa - Energi Kapasitas 25rb 241216shinta nugrahaBelum ada peringkat
- NM Dan NE Asam FormiatDokumen151 halamanNM Dan NE Asam FormiatanggyBelum ada peringkat
- 07.1 Lampiran A-1Dokumen6 halaman07.1 Lampiran A-1Bangkit Putra SagaraBelum ada peringkat
- Konversi Emisi Gas Buang Dari Proses Penawaran Asam Untuk Produksi Asam Sulfat (H2SO4) Rev1 CKPDokumen5 halamanKonversi Emisi Gas Buang Dari Proses Penawaran Asam Untuk Produksi Asam Sulfat (H2SO4) Rev1 CKPcandraBelum ada peringkat
- Lampiran Neraca Massa Rancangan Pabrik Asam AsetatDokumen51 halamanLampiran Neraca Massa Rancangan Pabrik Asam AsetatdinayaaBelum ada peringkat
- Lampiran PerhitunganDokumen15 halamanLampiran PerhitunganAnis WahyuBelum ada peringkat
- 05.3 Bab 3Dokumen33 halaman05.3 Bab 3Shania GintingBelum ada peringkat
- BAB VII Tugas KhususDokumen68 halamanBAB VII Tugas KhususWidharta Surya AlamBelum ada peringkat
- Perhitungan Design Menara DistilasiDokumen31 halamanPerhitungan Design Menara DistilasiHawa MarkettBelum ada peringkat
- Neraca MDokumen8 halamanNeraca MAndre SeranBelum ada peringkat
- Condenser Partial 1 NewDokumen18 halamanCondenser Partial 1 NewWidyasari Galuh PrabhandiniBelum ada peringkat
- Rekayasa Proses "Neraca Massa Gelatin"Dokumen26 halamanRekayasa Proses "Neraca Massa Gelatin"Abdul kholik TIP18Belum ada peringkat
- 24.8.2018 - Lampiran Neraca Energi PDFDokumen25 halaman24.8.2018 - Lampiran Neraca Energi PDFsongjihyo16111994Belum ada peringkat
- Bab VDokumen22 halamanBab Vdeka irawanBelum ada peringkat
- Diagram Alir CompleteDokumen6 halamanDiagram Alir CompleteIsnaBelum ada peringkat
- Neraca Massa Calciner Secara DesainDokumen5 halamanNeraca Massa Calciner Secara DesainSilvaAnggrainiBelum ada peringkat
- Bab Iv Neraca Bahan Dan Neraca PanasDokumen5 halamanBab Iv Neraca Bahan Dan Neraca PanasRisan Aji SurendroBelum ada peringkat
- 2 V 01 PDFDokumen14 halaman2 V 01 PDFlindaBelum ada peringkat
- Firda Rahma Safitri 1610017411028 BAB IVDokumen8 halamanFirda Rahma Safitri 1610017411028 BAB IVboy tryadiBelum ada peringkat
- Neraca Massa Haha 7Dokumen24 halamanNeraca Massa Haha 7Indah Selia IIBelum ada peringkat
- TA Mella MuthiaDokumen7 halamanTA Mella MuthiaKing Royal HotelBelum ada peringkat
- DecanterDokumen18 halamanDecanterAde YogaBelum ada peringkat
- Lampiran B Ne BaruDokumen34 halamanLampiran B Ne BaruWidya OktariBelum ada peringkat
- BFC 69200Dokumen277 halamanBFC 69200alBelum ada peringkat
- Diagram Alir Proses Pembuatan SemenDokumen7 halamanDiagram Alir Proses Pembuatan SemenSiti Iffah MBelum ada peringkat
- Summary PKS 2012..Dokumen29 halamanSummary PKS 2012..MalikBelum ada peringkat
- Coal GeologyDokumen46 halamanCoal GeologyhendrilBelum ada peringkat
- Laporan Bulanan K3 03.2023Dokumen52 halamanLaporan Bulanan K3 03.2023zainul fikriBelum ada peringkat
- Modul Evaluasi Teknis PLTBG POMEDokumen51 halamanModul Evaluasi Teknis PLTBG POMEargentgreyBelum ada peringkat
- Appendix 2 Sponcomb & SurfactanDokumen12 halamanAppendix 2 Sponcomb & Surfactanzainul fikriBelum ada peringkat
- Bab IDokumen3 halamanBab Izainul fikriBelum ada peringkat
- Kak Fs SawitDokumen10 halamanKak Fs SawitmaychanBelum ada peringkat
- AppendixDokumen83 halamanAppendixzainul fikriBelum ada peringkat
- (Done) Ipi120407Dokumen8 halaman(Done) Ipi120407zainul fikriBelum ada peringkat
- Laporan Penlit Puji RahmiDokumen48 halamanLaporan Penlit Puji RahmiJunaNaibahoBelum ada peringkat
- (Done) Digester Fix DomeDokumen74 halaman(Done) Digester Fix Domezainul fikriBelum ada peringkat
- PengadukanDokumen12 halamanPengadukanzainul fikriBelum ada peringkat
- Tesis FullDokumen115 halamanTesis Fullzainul fikriBelum ada peringkat
- Ipi 120424Dokumen8 halamanIpi 120424zainul fikriBelum ada peringkat