Anda mungkin juga menyukai
- Sejarah Ban PrinDokumen14 halamanSejarah Ban PrinRemulti bintangBelum ada peringkat
- Penjelasan Mengenai Industri BanDokumen5 halamanPenjelasan Mengenai Industri BanKhairatun NisaBelum ada peringkat
- Mixing by BadrunDokumen6 halamanMixing by BadrunAdun DudunBelum ada peringkat
- Produksi BanDokumen6 halamanProduksi Banisnaini choirul MiftahudinBelum ada peringkat
- Laporan Tetap Water Batch TesterDokumen9 halamanLaporan Tetap Water Batch TesterRakaBelum ada peringkat
- Proses Pembuatan BanDokumen5 halamanProses Pembuatan BanAntonAinurrofiqBelum ada peringkat
- Proses Pembuatan BanDokumen6 halamanProses Pembuatan BanlalalalaBelum ada peringkat
- Makalah Pemcampuran KomponDokumen13 halamanMakalah Pemcampuran KompontiaradyepiBelum ada peringkat
- Proses Pembuatan BanDokumen5 halamanProses Pembuatan BanIndri Yanti HidayatBelum ada peringkat
- Proses Pembuatan BanDokumen5 halamanProses Pembuatan BanRuriw Indobroker SerangBelum ada peringkat
- Resume Proses KomponDokumen10 halamanResume Proses KomponDian RestiBelum ada peringkat
- Pemecahan & PengayakanDokumen21 halamanPemecahan & PengayakanIndah AzimBelum ada peringkat
- Aktivitas Kimia Pabrik Karet Yang MerugikanDokumen6 halamanAktivitas Kimia Pabrik Karet Yang Merugikanabdul rahmanBelum ada peringkat
- Pengolahan Bahan SemenDokumen32 halamanPengolahan Bahan SemenLiananda RahmaBelum ada peringkat
- Pembuatan BanDokumen13 halamanPembuatan BanRica AsrosaBelum ada peringkat
- Makalah TbafDokumen8 halamanMakalah TbafIka SeptianaBelum ada peringkat
- Diagram BlokDokumen28 halamanDiagram BlokAini Imani HalimahBelum ada peringkat
- Vulkanisasi 2Dokumen30 halamanVulkanisasi 2Arifah JoharBelum ada peringkat
- #2381 5175 1 SM - 4 With Cover Page v2Dokumen7 halaman#2381 5175 1 SM - 4 With Cover Page v2daffa naufalBelum ada peringkat
- Rubber CompoundDokumen38 halamanRubber CompoundSusi BudiBelum ada peringkat
- Proses Produksi Plastik FilmDokumen3 halamanProses Produksi Plastik FilmAmalia IstighfarahBelum ada peringkat
- Aglo AlatDokumen20 halamanAglo AlatDian Remarthin GirsangBelum ada peringkat
- Rubber Compounding Atau Rubber MixingDokumen4 halamanRubber Compounding Atau Rubber MixingMaharlli FerdianBelum ada peringkat
- BAB 2 REVISI Penulisan 1Dokumen9 halamanBAB 2 REVISI Penulisan 1Anang.febriantoBelum ada peringkat
- Deffect Ban Kelompok 12Dokumen9 halamanDeffect Ban Kelompok 12Wieke Susilawati100% (1)
- TMF Muhamad HafizDokumen4 halamanTMF Muhamad HafizMuhammad HafizBelum ada peringkat
- Granulasi KeringDokumen6 halamanGranulasi Keringasriyani090% (1)
- Fix (2) Pemprosesan PartikulatDokumen15 halamanFix (2) Pemprosesan PartikulatAuroraBelum ada peringkat
- Semen - Grace Hana Mawarni - Finishing CementDokumen17 halamanSemen - Grace Hana Mawarni - Finishing CementhanamwrnBelum ada peringkat
- Proses Vulkanisasi Pada KaretDokumen6 halamanProses Vulkanisasi Pada KaretFandri PolongBelum ada peringkat
- Tugas Matek UasDokumen4 halamanTugas Matek UasARDHIAN DANISWARABelum ada peringkat
- Peng Dasar CompdDokumen39 halamanPeng Dasar CompdAbdul RosidBelum ada peringkat
- Proses Mekanik: AgglomerasiDokumen11 halamanProses Mekanik: Agglomerasiyui_yuniBelum ada peringkat
- Materi GGDokumen40 halamanMateri GGDanny Widianto Dwiputra100% (1)
- Extrusion of Rubber CompoundDokumen36 halamanExtrusion of Rubber CompoundAdun DudunBelum ada peringkat
- StripDokumen2 halamanStrippramudya wardhanaBelum ada peringkat
- Proses Pembuatan Ban MobilDokumen11 halamanProses Pembuatan Ban MobilArya PradanaBelum ada peringkat
- Bagaimana Proses Pembuatan Ban MobilDokumen6 halamanBagaimana Proses Pembuatan Ban MobilYudhis ThyraBelum ada peringkat
- Memposting StatusDokumen16 halamanMemposting StatusRizkatul amriahBelum ada peringkat
- PreviewDokumen20 halamanPreviewFarfiz WayawBelum ada peringkat
- Proses Pembuatan SemenDokumen46 halamanProses Pembuatan SemencantikBelum ada peringkat
- Banbury: 2.7 Proses Produksi BanDokumen8 halamanBanbury: 2.7 Proses Produksi BanJamaludinBelum ada peringkat
- Makalah Uo 1 Fix AglomerasiDokumen14 halamanMakalah Uo 1 Fix AglomerasiJefry Riady Gurning Jr.Belum ada peringkat
- Makalah Industri BanDokumen6 halamanMakalah Industri BanKhaizar SyasBelum ada peringkat
- Minggu Ke 6 04102021 Pengecilan UkuranDokumen40 halamanMinggu Ke 6 04102021 Pengecilan UkuranRozy AdhaBelum ada peringkat
- AGLOMERASIDokumen57 halamanAGLOMERASIFauzi Prima KurniawanBelum ada peringkat
- Komponen PesawatDokumen4 halamanKomponen PesawatIrfan BayhaqiBelum ada peringkat
- Semsol TeoriDokumen28 halamanSemsol TeoriRainhard SaliamaBelum ada peringkat
- CuringDokumen4 halamanCuringCatherine Videllia100% (1)
- Karet SintesisDokumen18 halamanKaret SintesisDian RestiBelum ada peringkat
- Metalurgi Serbuk (Powder Metallurgy) - 1Dokumen25 halamanMetalurgi Serbuk (Powder Metallurgy) - 1Romy AbdillahBelum ada peringkat
- Proses Pembuatan BanDokumen10 halamanProses Pembuatan BanMaisa UlfahBelum ada peringkat
- PR TEKFARDokumen9 halamanPR TEKFARNurmayra AmrizaBelum ada peringkat
- TUGAS 1 PBBDokumen14 halamanTUGAS 1 PBBMAx IMp BayuBelum ada peringkat
- KominusiDokumen17 halamanKominusiXena Nurraini Anun CakranegaraBelum ada peringkat
- Ringkasan BanDokumen2 halamanRingkasan BanAlia DamarBelum ada peringkat
- Presentasi Kimia1Dokumen29 halamanPresentasi Kimia1Rizky Puteri MBelum ada peringkat
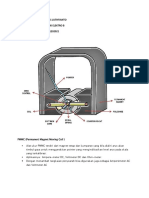
- PMMCDokumen2 halamanPMMCDimas LuthfiantoBelum ada peringkat
- Penciptaan Adam Mirip IsaDokumen5 halamanPenciptaan Adam Mirip IsaDimas LuthfiantoBelum ada peringkat
- Lamaran Pt. Anugrah Sentosa Informatika IndonesiaDokumen1 halamanLamaran Pt. Anugrah Sentosa Informatika IndonesiaDimas LuthfiantoBelum ada peringkat
- Lamaran Pt. Banshu Plastic IndonesiaDokumen1 halamanLamaran Pt. Banshu Plastic IndonesiaDimas LuthfiantoBelum ada peringkat
- PMMCDokumen2 halamanPMMCDimas LuthfiantoBelum ada peringkat
- Rancang Bangun Pengontrolan Dan Pemonitoran Lampu Penerangan, Air Conditioner Dan Proyektor Ruang Lab Ek Daya Menggunakan Touchscreen Berbasis PLC (06-EL-TA-2013)Dokumen12 halamanRancang Bangun Pengontrolan Dan Pemonitoran Lampu Penerangan, Air Conditioner Dan Proyektor Ruang Lab Ek Daya Menggunakan Touchscreen Berbasis PLC (06-EL-TA-2013)Dimas LuthfiantoBelum ada peringkat
- Lamaran Global Battery IndonesiaDokumen1 halamanLamaran Global Battery IndonesiaDimas LuthfiantoBelum ada peringkat
- Pembangkit Listrik Tenaga GasDokumen5 halamanPembangkit Listrik Tenaga GasDimas LuthfiantoBelum ada peringkat
- 5 Jenis ParagrafDokumen3 halaman5 Jenis ParagrafDimas LuthfiantoBelum ada peringkat
- Penciptaan Adam Mirip IsaDokumen5 halamanPenciptaan Adam Mirip IsaDimas LuthfiantoBelum ada peringkat
- 5 Jenis ParagrafDokumen3 halaman5 Jenis ParagrafDimas LuthfiantoBelum ada peringkat
- Dimas.L Analisis Short SircuitDokumen13 halamanDimas.L Analisis Short SircuitDimas LuthfiantoBelum ada peringkat