Anda mungkin juga menyukai
- BASFDokumen14 halamanBASFPuthut WibowoBelum ada peringkat
- Proses Pengolahan Air Limbah WWTP IIDokumen9 halamanProses Pengolahan Air Limbah WWTP IIAldy Firmansyah100% (1)
- Msds Urea IndDokumen8 halamanMsds Urea IndBagja Malik SyakurBelum ada peringkat
- K3 (Analisis Insiden Kecelakaan)Dokumen44 halamanK3 (Analisis Insiden Kecelakaan)Fatur PratamaBelum ada peringkat
- TLP FixDokumen6 halamanTLP FixTyra YustikaBelum ada peringkat
- Laporan K3 LengkapDokumen68 halamanLaporan K3 LengkapSafitri EkawatiBelum ada peringkat
- Format PIL FixDokumen4 halamanFormat PIL Fixduta sinergi alamBelum ada peringkat
- Selayang Pandang PT - ClariantDokumen17 halamanSelayang Pandang PT - ClariantBayu AbdillahBelum ada peringkat
- Sop b3 TritekDokumen17 halamanSop b3 TritekGama MuktiBelum ada peringkat
- Analisa Performa Kerja Sterilizer of Crude Palm OilDokumen12 halamanAnalisa Performa Kerja Sterilizer of Crude Palm OilfebrieBelum ada peringkat
- Kontrak Kerjasama AAW Dan AkuwaindoDokumen4 halamanKontrak Kerjasama AAW Dan AkuwaindoAries HidayatullohBelum ada peringkat
- Perawatan Elevator & EskalatorDokumen53 halamanPerawatan Elevator & Eskalatorhamparan nightwatchBelum ada peringkat
- Bab Iv BoilerDokumen7 halamanBab Iv BoilerMuhammad WijayaBelum ada peringkat
- Laporan Kerja PraktikDokumen82 halamanLaporan Kerja PraktikAdrian HartantoBelum ada peringkat
- Materi Presentasi Sosialisasi CIVD PBJ 20122020 2Dokumen34 halamanMateri Presentasi Sosialisasi CIVD PBJ 20122020 2Erpian CendanaBelum ada peringkat
- Pembuatan BiokeramikDokumen3 halamanPembuatan BiokeramikAnonymous ossClZjBelum ada peringkat
- Product Quality Assurance NPKDokumen24 halamanProduct Quality Assurance NPKRizki Rian ToniBelum ada peringkat
- Bab BoqDokumen13 halamanBab BoqIqbal WardaniBelum ada peringkat
- Tabel Hitung ZakatDokumen4 halamanTabel Hitung ZakatupixseBelum ada peringkat
- Laporan FT Pindo Deli Dan BantargebangDokumen8 halamanLaporan FT Pindo Deli Dan BantargebangMuhammad Fiqih AgusfianBelum ada peringkat
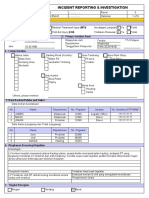
- Incident Reporting and Investigation - Contoh TerisiDokumen6 halamanIncident Reporting and Investigation - Contoh TerisiBKC Tamiang LayangBelum ada peringkat
- WWTP KertasDokumen10 halamanWWTP KertasFebriant SchweinsteigerBelum ada peringkat
- MODUL TEKNIK K3 PESAWAT UAP & BEJANA TEKAN BaruDokumen115 halamanMODUL TEKNIK K3 PESAWAT UAP & BEJANA TEKAN BarutauamBelum ada peringkat
- Test Water Stability SNIDokumen2 halamanTest Water Stability SNIfelix dennyBelum ada peringkat
- Peringkat Proper PerusahaanDokumen13 halamanPeringkat Proper PerusahaanLaskar PejuangBelum ada peringkat
- Diagram Alir ProduksiDokumen1 halamanDiagram Alir ProduksiSepti HerowatiBelum ada peringkat
- Wilmar Nabati IndonesiaDokumen14 halamanWilmar Nabati Indonesiasecarik rasaBelum ada peringkat
- Bab II Waste Lubricating OilDokumen22 halamanBab II Waste Lubricating OilkaruniaBelum ada peringkat
- Sejarah Perusahaan PertaminaDokumen24 halamanSejarah Perusahaan Pertaminaverzieverzie50% (2)
- KPDokumen16 halamanKPsherinawindiBelum ada peringkat
- Limbah B3 PP 22 Tahun 2021Dokumen36 halamanLimbah B3 PP 22 Tahun 2021Inibudi LedBelum ada peringkat
- Eka Fitriyanti ANALISA PENYEBAB KECELAKAAN KERJA DENGAN METODE FMEA DAN FTA PDFDokumen15 halamanEka Fitriyanti ANALISA PENYEBAB KECELAKAAN KERJA DENGAN METODE FMEA DAN FTA PDFrizki dermawanBelum ada peringkat
- Rencana Tanggap Darurat Bahan KimiaDokumen24 halamanRencana Tanggap Darurat Bahan Kimiaitbwng100% (2)
- LAPORANDokumen19 halamanLAPORANAziz AfriadiBelum ada peringkat
- 1.2 Consideration of Marine Boiler SelectionDokumen55 halaman1.2 Consideration of Marine Boiler SelectionNikolas DekkoBelum ada peringkat
- Penghitungan KompensasiDokumen22 halamanPenghitungan KompensasiNerli Adria SinabutarBelum ada peringkat
- 1 .Air Bersih FinalDokumen2 halaman1 .Air Bersih Finaleko pambudiBelum ada peringkat
- Dosis PACDokumen15 halamanDosis PACriekeyuliastutiBelum ada peringkat
- Industri SusuDokumen4 halamanIndustri Sususandra fikaBelum ada peringkat
- Perawatan Fresh Fruit Bunch Conveyor Dengan Menggunakan Steam Sprayer Dan Pengaruhnya Terhadap Preventive MaintenanceDokumen14 halamanPerawatan Fresh Fruit Bunch Conveyor Dengan Menggunakan Steam Sprayer Dan Pengaruhnya Terhadap Preventive MaintenanceAbdullah Fuad Rahman LubisBelum ada peringkat
- Pengolahan Limbah Cair Di IndustriDokumen15 halamanPengolahan Limbah Cair Di IndustriIsmi Siti HanifahBelum ada peringkat
- Form HIRA PT KPIDokumen1 halamanForm HIRA PT KPIMuhammad Bagus ArdiwiyatnaBelum ada peringkat
- Refinery PlantDokumen10 halamanRefinery PlantIsra HutaurukBelum ada peringkat
- Hubungan Intensitas Kebisingan Dengan Stres Kerja Pada Operator Turbin Pltu Unit 3&4 Pt. PJB Up Gresik Rev 2Dokumen63 halamanHubungan Intensitas Kebisingan Dengan Stres Kerja Pada Operator Turbin Pltu Unit 3&4 Pt. PJB Up Gresik Rev 2Sindya SeptiBelum ada peringkat
- 17-186 Dina Nietty Tamba Makalah Diagram TermodinamikaDokumen14 halaman17-186 Dina Nietty Tamba Makalah Diagram TermodinamikadinaBelum ada peringkat
- BAB III - Spesifikasi Peralatan - Prarancangan Pabrik Pati Singkong Termodifikasi (Tepung Mocaf) Kapasitas Produksi 150.000 Ton Per TahunDokumen27 halamanBAB III - Spesifikasi Peralatan - Prarancangan Pabrik Pati Singkong Termodifikasi (Tepung Mocaf) Kapasitas Produksi 150.000 Ton Per TahunnayBelum ada peringkat
- G Permen LH 21 2008 Baku Mutu Emisi Tidak Bergerak Pembangkit Tenaga Listrik TermalDokumen12 halamanG Permen LH 21 2008 Baku Mutu Emisi Tidak Bergerak Pembangkit Tenaga Listrik Termalapi-243366401Belum ada peringkat
- TOREFAKSIDokumen7 halamanTOREFAKSIMuhammad RizkiBelum ada peringkat
- Form Dan Panduan SMK3 Medco 2017Dokumen25 halamanForm Dan Panduan SMK3 Medco 2017Filter InternetBelum ada peringkat
- Sistem Manajemen K3 2020Dokumen9 halamanSistem Manajemen K3 2020putri ariskaBelum ada peringkat
- 4 P2K3LDokumen6 halaman4 P2K3Lbalintang simanjuntakBelum ada peringkat
- Executive SummaryDokumen5 halamanExecutive Summaryirmayenti2Belum ada peringkat
- Industri KeramikDokumen16 halamanIndustri KeramikAdinda PerwitasariBelum ada peringkat
- Msds Bio SolarDokumen9 halamanMsds Bio SolarSinta MarlinaBelum ada peringkat
- Materi Seminar Kerja Praktik PT Petrokimia Gresik Plant Za I IiiDokumen43 halamanMateri Seminar Kerja Praktik PT Petrokimia Gresik Plant Za I Iiiaurelia urbaninggarBelum ada peringkat
- Audit Energi PT Sucofindo PerseroDokumen2 halamanAudit Energi PT Sucofindo PerseroAchmad SaefudinBelum ada peringkat
- 004 SPO Cuci MobilDokumen3 halaman004 SPO Cuci Mobilsupri yantoBelum ada peringkat
- HIMU - Standar Higiene Industri, Tugas Dan Fungsi Sebagai Higiene IndustriDokumen7 halamanHIMU - Standar Higiene Industri, Tugas Dan Fungsi Sebagai Higiene Industrisaka doctorsBelum ada peringkat
- Sistem UtilitasDokumen8 halamanSistem UtilitasBadria DaniaBelum ada peringkat
- Proses Pembuatan Ban MobilDokumen11 halamanProses Pembuatan Ban MobilArya PradanaBelum ada peringkat
- Etika ProfesiDokumen53 halamanEtika ProfesiMaisa UlfahBelum ada peringkat
- IJTIHADDokumen24 halamanIJTIHADMaisa UlfahBelum ada peringkat
- Kawasan Industri Di CilegonDokumen3 halamanKawasan Industri Di CilegonMaisa UlfahBelum ada peringkat
- Makalah LantanidaDokumen34 halamanMakalah LantanidaMaisa Ulfah100% (2)
- Perbedaan Sintering Dan Kalsinasi PDFDokumen19 halamanPerbedaan Sintering Dan Kalsinasi PDFMaisa UlfahBelum ada peringkat
- Sel Bahan BakarDokumen12 halamanSel Bahan BakarMaisa UlfahBelum ada peringkat
- Perbedaan Sintering Dan Kalsinasi PDFDokumen19 halamanPerbedaan Sintering Dan Kalsinasi PDFMaisa UlfahBelum ada peringkat
- Aplikasi Serat Serabut Kelapa Bermatriks Sagu Dan Gliserol Sebagai Kemasan Makanan Dari SterofoamDokumen15 halamanAplikasi Serat Serabut Kelapa Bermatriks Sagu Dan Gliserol Sebagai Kemasan Makanan Dari SterofoamMaisa UlfahBelum ada peringkat
- Sejarah RIDokumen23 halamanSejarah RIMaisa UlfahBelum ada peringkat
- Bioplastik Dari Limbah Kertas Dan Minyak JelantahDokumen15 halamanBioplastik Dari Limbah Kertas Dan Minyak JelantahMaisa UlfahBelum ada peringkat
- Tekling Bab 7 Penyediaan Air Dalam Green IndustryDokumen33 halamanTekling Bab 7 Penyediaan Air Dalam Green IndustryMaisa UlfahBelum ada peringkat
- TNTDokumen21 halamanTNTMaisa UlfahBelum ada peringkat
- Pulp and PaperDokumen16 halamanPulp and PaperMaisa Ulfah100% (1)
- Kegunaan PlastikDokumen30 halamanKegunaan PlastikMaisa UlfahBelum ada peringkat
- Manfaat Buah Kolang Kaling Untuk KesehatanDokumen3 halamanManfaat Buah Kolang Kaling Untuk KesehatanMaisa UlfahBelum ada peringkat
- Kegunaan Ammonium SulfatDokumen2 halamanKegunaan Ammonium SulfatMaisa UlfahBelum ada peringkat
- Industri AgrokimiaDokumen11 halamanIndustri AgrokimiaMaisa UlfahBelum ada peringkat
- Industri KeramikDokumen23 halamanIndustri KeramikMaisa UlfahBelum ada peringkat
- Pabrik CatDokumen24 halamanPabrik CatMaisa UlfahBelum ada peringkat
- Proses Pembuatan CatDokumen7 halamanProses Pembuatan CatMaisa UlfahBelum ada peringkat