Anda mungkin juga menyukai
- 100 Soaljawab Penting Aircond KeretaDari Everand100 Soaljawab Penting Aircond KeretaPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Proses Pemesinan Dasar Kerja Frais Melakukan Kerja Dengan Mesin FraisDokumen9 halamanProses Pemesinan Dasar Kerja Frais Melakukan Kerja Dengan Mesin Fraisahmad100% (1)
- Bab IVDokumen13 halamanBab IVWandra TanjungBelum ada peringkat
- Kisi-Kisi Uas TP Bubut Kelas XiiDokumen10 halamanKisi-Kisi Uas TP Bubut Kelas XiiCandra WahyuBelum ada peringkat
- Bacaan Materi 1Dokumen9 halamanBacaan Materi 1purwo trenggonoBelum ada peringkat
- Proses Frais Melakukan Kerja Dengan Mesin FraisDokumen9 halamanProses Frais Melakukan Kerja Dengan Mesin Fraispurwo trenggonoBelum ada peringkat
- Perhitungan Perencanaan Pengaduk Adonan BaksoDokumen4 halamanPerhitungan Perencanaan Pengaduk Adonan Baksoi made whidi arthaBelum ada peringkat
- Acara 7Dokumen25 halamanAcara 7Ans BarrungBelum ada peringkat
- Bab 4Dokumen42 halamanBab 4Danny Fajar SetiawanBelum ada peringkat
- Tugas Uas Kelompok 4Dokumen7 halamanTugas Uas Kelompok 4Annisa' Suci RahmadiniBelum ada peringkat
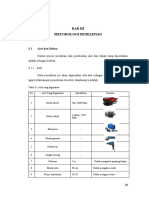
- Bab III Metode PenelitianDokumen9 halamanBab III Metode PenelitianantoBelum ada peringkat
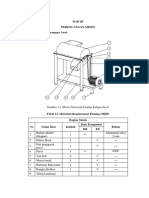
- Perencanaan Mesin GerindaDokumen16 halamanPerencanaan Mesin GerindamayaphobiaBelum ada peringkat
- Tugas PP Parameter MesinDokumen9 halamanTugas PP Parameter MesinIdrus Husni FauzanBelum ada peringkat
- Proses Gurdi, Bor, Dan Tap - Jeremiah Hebert Sutikno - 202104530012Dokumen27 halamanProses Gurdi, Bor, Dan Tap - Jeremiah Hebert Sutikno - 202104530012Jeremiah HebertBelum ada peringkat
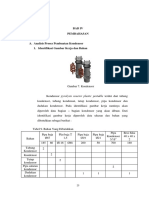
- KondensorDokumen8 halamanKondensorSoni Hidayat BurlianBelum ada peringkat
- Bab IvDokumen5 halamanBab IvarsyadBelum ada peringkat
- Parameter PemesinanDokumen18 halamanParameter PemesinanFajar SyidikBelum ada peringkat
- Arulloh Sonja - Laprak OTS 1Dokumen22 halamanArulloh Sonja - Laprak OTS 1Arulloh SonjaBelum ada peringkat
- Pembuatan Mesin Bending PipaDokumen5 halamanPembuatan Mesin Bending PipasarwediBelum ada peringkat
- (PPT) Materi 2. Proses Kerja Bubut (Turning)Dokumen33 halaman(PPT) Materi 2. Proses Kerja Bubut (Turning)Joel Bastanta TambarMalem0% (2)
- Keistimewaan CNCDokumen15 halamanKeistimewaan CNClsp smknsumselBelum ada peringkat
- 2.materisesi1 - Parameter PemotonganDokumen10 halaman2.materisesi1 - Parameter Pemotonganmendung1986Belum ada peringkat
- Akdri Bagus Zulvikar - 20050754008Dokumen48 halamanAkdri Bagus Zulvikar - 20050754008Akdri Bagus ZulvikarBelum ada peringkat
- Parameter Pemotongan Pada Mesin FraisDokumen6 halamanParameter Pemotongan Pada Mesin FraisdavidBelum ada peringkat
- MG15 - Aldi Luqmanda - 18503241053Dokumen8 halamanMG15 - Aldi Luqmanda - 18503241053Aldi LuqBelum ada peringkat
- Materi 2 Proses Kerja Bubut TurningDokumen33 halamanMateri 2 Proses Kerja Bubut Turningvan akbarBelum ada peringkat
- Bab 3Dokumen6 halamanBab 3dodo coolBelum ada peringkat
- Laporan Mesin BubutDokumen9 halamanLaporan Mesin BubutElsa MonicaBelum ada peringkat
- Format Perencanaan PPLanjutDokumen9 halamanFormat Perencanaan PPLanjutChaisar Abed Nego BerutuBelum ada peringkat
- Makalalah Mesin Pagi A Rizky FadillahDokumen60 halamanMakalalah Mesin Pagi A Rizky FadillahFazar KsyBelum ada peringkat
- Proses Pembubutan LogamDokumen33 halamanProses Pembubutan LogamAgus PrayugoBelum ada peringkat
- Bab Iii ADokumen20 halamanBab Iii Abayu setoBelum ada peringkat
- RanduSaputra 1910816210013 TugasPromanuIIDokumen9 halamanRanduSaputra 1910816210013 TugasPromanuIIRandu Brehenkk BallackshembilandBelum ada peringkat
- Diagram AlirDokumen10 halamanDiagram Alireldisya jebatuBelum ada peringkat
- Perancangan Mesin Pengiris Tempe OtomatisDokumen30 halamanPerancangan Mesin Pengiris Tempe Otomatisadityamahendra25% (4)
- Parameter Pemotongan Pada Mesin Frais CNCDokumen7 halamanParameter Pemotongan Pada Mesin Frais CNCDhanz HamdanBelum ada peringkat
- BAB III RevisiDokumen21 halamanBAB III RevisiKhairullahBelum ada peringkat
- Manajemen Energi Proses Penggilingan Pada Alat Vertical Roller Pada Proses Finish Mill Di PT Cemindo GemilangDokumen20 halamanManajemen Energi Proses Penggilingan Pada Alat Vertical Roller Pada Proses Finish Mill Di PT Cemindo GemilangMUHAMMAD RIFQI DWIBelum ada peringkat
- TAPINGDokumen19 halamanTAPINGAldi AlfariziBelum ada peringkat
- Laporan Maintenance and RepairDokumen15 halamanLaporan Maintenance and RepairRiz KiBelum ada peringkat
- Dispenser Toothpaste PDFDokumen23 halamanDispenser Toothpaste PDFariasihBelum ada peringkat
- Job 3 Mengulir PipaDokumen9 halamanJob 3 Mengulir PipaAnonymous XTVYEeEZ7LBelum ada peringkat
- Bab 3. Metode PenelitianDokumen13 halamanBab 3. Metode PenelitianNuzul HidayatBelum ada peringkat
- 1.poros BertingkatDokumen12 halaman1.poros BertingkaterroSJAP BlueSloverBelum ada peringkat
- Soal Un 19Dokumen4 halamanSoal Un 19alvia Dwi purwantiBelum ada peringkat
- Drill Press Atau Bench DrillDokumen5 halamanDrill Press Atau Bench DrillerlinaBelum ada peringkat
- Pertemuan 8Dokumen56 halamanPertemuan 8YB.Darminto AdiwahyonoBelum ada peringkat
- Jurnal Sudut TatalDokumen6 halamanJurnal Sudut TatalM BillahBelum ada peringkat
- Tugas 1 Mata Kuliah NC (Bayu Anggoro 1502617013)Dokumen13 halamanTugas 1 Mata Kuliah NC (Bayu Anggoro 1502617013)Bayu AnggoroBelum ada peringkat
- RanduSaputra 1910816210013 TugasPromanuIIDokumen9 halamanRanduSaputra 1910816210013 TugasPromanuIIRandu Brehenkk BallackshembilandBelum ada peringkat
- Proposal Perancangan Teknik MesinDokumen20 halamanProposal Perancangan Teknik MesinDavid Meyers88% (17)
- Soal Post Tes Bubut Kelas 12Dokumen3 halamanSoal Post Tes Bubut Kelas 12denyBelum ada peringkat
- Modul PJJ XI-ii 1 (Parameter Pemotongan Mesin Bubut)Dokumen15 halamanModul PJJ XI-ii 1 (Parameter Pemotongan Mesin Bubut)Naufal0% (1)
- Modul 4 Pp2revDokumen17 halamanModul 4 Pp2revAbdullah Si OrangAwamBelum ada peringkat
- 03 Teknik Pemesinan Gerinda Pertemuan KeduaDokumen15 halaman03 Teknik Pemesinan Gerinda Pertemuan KeduaKa RoBelum ada peringkat
- Gedung Pengelola 8 PDFDokumen1 halamanGedung Pengelola 8 PDFbang KinjazzBelum ada peringkat
- Gambarkerjarumahminimalistype36 170725143853Dokumen20 halamanGambarkerjarumahminimalistype36 170725143853Madani Jaya PerkasaBelum ada peringkat
- Surat Minta Referensi Bank (Cv. Shafa)Dokumen1 halamanSurat Minta Referensi Bank (Cv. Shafa)bang KinjazzBelum ada peringkat
- Mes5319pemesinan Bubut PDFDokumen33 halamanMes5319pemesinan Bubut PDFMuhammad Yusri IlyasBelum ada peringkat
- Pengajuan CatDokumen1 halamanPengajuan Catbang KinjazzBelum ada peringkat
- Pemeliharaan Mesin BubutDokumen22 halamanPemeliharaan Mesin BubutAhmad SyafiiBelum ada peringkat
- Mes5319pemesinan Bubut PDFDokumen33 halamanMes5319pemesinan Bubut PDFMuhammad Yusri IlyasBelum ada peringkat
- Pengajuan CatDokumen1 halamanPengajuan Catbang KinjazzBelum ada peringkat
- Gambarkerjarumahminimalistype36 170725143853Dokumen20 halamanGambarkerjarumahminimalistype36 170725143853Madani Jaya PerkasaBelum ada peringkat
- Surat Minta Referensi Bank (Cv. Shafa)Dokumen1 halamanSurat Minta Referensi Bank (Cv. Shafa)bang KinjazzBelum ada peringkat
- Surat Minta Referensi Bank (Cv. Shafa)Dokumen1 halamanSurat Minta Referensi Bank (Cv. Shafa)bang KinjazzBelum ada peringkat
- Format Upah PekerjaaDokumen7 halamanFormat Upah Pekerjaabang KinjazzBelum ada peringkat
- Contoh Laporan Konsultan PengawasDokumen27 halamanContoh Laporan Konsultan Pengawaskukuh kurniawan dwi sungkonoBelum ada peringkat