Anda mungkin juga menyukai
- Job Tune Up EfiDokumen13 halamanJob Tune Up EfiDede PermanaBelum ada peringkat
- Gambar Komponen Sistem Starter Dan FungsinyaDokumen12 halamanGambar Komponen Sistem Starter Dan FungsinyaBayu Van Eno PratamaBelum ada peringkat
- Head CylinderDokumen12 halamanHead CylinderdwiBelum ada peringkat
- Cara Menggunakan Cylinder Bore GaugeDokumen10 halamanCara Menggunakan Cylinder Bore Gaugedeni andriasyahBelum ada peringkat
- Pemeriksaan PengisianDokumen24 halamanPemeriksaan PengisianAri VisanggeniBelum ada peringkat
- Soal Alat UkurDokumen65 halamanSoal Alat UkurGhie Sugi Utama75% (4)
- Sistem KoplingDokumen24 halamanSistem KoplingAnto Tumanggor100% (1)
- Pemeriksaan Dan Pembongkaran AlternatorDokumen2 halamanPemeriksaan Dan Pembongkaran AlternatorAinun AzharBelum ada peringkat
- Jangka Sorong Yang Lazim Diproduksi Adalah Dengan Ketelitian Atau KecermatanDokumen10 halamanJangka Sorong Yang Lazim Diproduksi Adalah Dengan Ketelitian Atau KecermatanLOLO0% (1)
- Soal Pas Pemeliharaan Mesin Kendaraan Ringan Kelas Xi TkroDokumen8 halamanSoal Pas Pemeliharaan Mesin Kendaraan Ringan Kelas Xi Tkroaji pramuji100% (1)
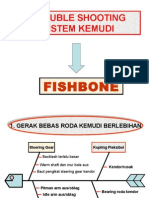
- Trouble Shooting Sistem KemudiDokumen8 halamanTrouble Shooting Sistem KemudiAchmad ZajidBelum ada peringkat
- Langkah Tune UpDokumen3 halamanLangkah Tune UpBudi IrawanBelum ada peringkat
- Apa Fungsi Dari Air Intake ChamberDokumen2 halamanApa Fungsi Dari Air Intake Chamberprabawati budi Utami100% (1)
- Cara Kerja Sistem Pengisian KonvensionalDokumen6 halamanCara Kerja Sistem Pengisian Konvensionalmuhammad rifqiBelum ada peringkat
- Cara Kerja Sistem Pengaman Starter Dan Contohnya Pada Sepeda MotorDokumen4 halamanCara Kerja Sistem Pengaman Starter Dan Contohnya Pada Sepeda MotorAGUNGBelum ada peringkat
- Jobsheet Klakson Lampu Rem Dan Mundur OKDokumen2 halamanJobsheet Klakson Lampu Rem Dan Mundur OKAnggra Yuli SaputraBelum ada peringkat
- Soal EFIIIDokumen4 halamanSoal EFIIIst_romiBelum ada peringkat
- Alat Ukur OtomotifDokumen6 halamanAlat Ukur OtomotifWahyu Irawan100% (1)
- Penggantian ShimDokumen4 halamanPenggantian ShimAgus SusantoBelum ada peringkat
- Jobsheet Membongkar Transmisi Manual 2013-LibreDokumen21 halamanJobsheet Membongkar Transmisi Manual 2013-LibreRio Andreas Nainggolan - Sipapaga100% (1)
- Mengukur Keovalan Dan Ketirusan Silinder MesinDokumen3 halamanMengukur Keovalan Dan Ketirusan Silinder MesinMuhammad Agung PribadiBelum ada peringkat
- Prosedur Penyetelan Sudut Dwell Dengan Dwell TesterDokumen3 halamanProsedur Penyetelan Sudut Dwell Dengan Dwell TesterMelinda Astuti100% (1)
- Engine Trainer Toyota Kijang 5KDokumen5 halamanEngine Trainer Toyota Kijang 5Krendyfiantoro100% (2)
- Sistem Pengapian KonvensionalDokumen8 halamanSistem Pengapian KonvensionalRifki Wisnu0% (1)
- Pemeriksaan System KemudiDokumen6 halamanPemeriksaan System KemudiSMK Muhammadiyah BulakambaBelum ada peringkat
- Sistem Sistem Pada KarburatorDokumen7 halamanSistem Sistem Pada KarburatorRismail Smile100% (2)
- Kelistrikan Body AstraDokumen32 halamanKelistrikan Body AstraIrfanZakariyaBelum ada peringkat
- Soal PMKR Dan JawabanDokumen3 halamanSoal PMKR Dan JawabanimanBelum ada peringkat
- Soal PDTODokumen6 halamanSoal PDTOBagas Surya100% (1)
- Tune Up Motor Bensin KonvensionalDokumen44 halamanTune Up Motor Bensin KonvensionalArrifah Putri Nadila100% (4)
- 06 StartingsystemDokumen19 halaman06 StartingsystemAntonius BithBelum ada peringkat
- Laporan Praktek Teknologi Motor BensinDokumen25 halamanLaporan Praktek Teknologi Motor BensinAgus Suhendri InrBelum ada peringkat
- Soal Teori Sistem Mekanisme KatupDokumen4 halamanSoal Teori Sistem Mekanisme KatupUdin Komarudin0% (1)
- Karakteristik Sensor Dan Aktuator Pada Mesin EFIDokumen13 halamanKarakteristik Sensor Dan Aktuator Pada Mesin EFIAndyXaveriusBelum ada peringkat
- Sop CH 40000 KMDokumen21 halamanSop CH 40000 KMDicky Fullmoon Arjhuna67% (3)
- TransaxleDokumen15 halamanTransaxleAnonymous Ac3g3lpBelum ada peringkat
- Jobsheet Sistem Wiper Dan WasherDokumen5 halamanJobsheet Sistem Wiper Dan WasherSiti Nur AisyahBelum ada peringkat
- Pemeriksaan Blok SilinderDokumen3 halamanPemeriksaan Blok SilinderArman Alfaridzi0% (1)
- Job Sheet Membongkar & Memasang DistributorDokumen4 halamanJob Sheet Membongkar & Memasang Distributorشمس الدين المهندس100% (1)
- Laporan Tune Up EfiDokumen19 halamanLaporan Tune Up EfiEdy Romulus SitanggangBelum ada peringkat
- Laporan TransmisiDokumen6 halamanLaporan TransmisiMuslikhBelum ada peringkat
- MODUL 19-Sistem StarterDokumen8 halamanMODUL 19-Sistem StarterKardiyono DebyosumartoBelum ada peringkat
- Soal Essay Pdto Kelas XDokumen1 halamanSoal Essay Pdto Kelas Xmuhamad sapuan0% (1)
- BALANCINGDokumen20 halamanBALANCINGachmad chusnu riswantoBelum ada peringkat
- Cara Memeriksa Ignition CoilDokumen2 halamanCara Memeriksa Ignition CoilYuli ErmawatiBelum ada peringkat
- Di Dalam Bengkel Otomotif Atau Bengkel Kerja Bangku Dikenal Ada Dua Jenis Alat Bantu Kerja YaituDokumen2 halamanDi Dalam Bengkel Otomotif Atau Bengkel Kerja Bangku Dikenal Ada Dua Jenis Alat Bantu Kerja Yaitudeni depriani100% (1)
- Pemeriksaan Motor StarterDokumen7 halamanPemeriksaan Motor StarterRizal Eko MustopaBelum ada peringkat
- Soal Diesel Xii Uts2Dokumen6 halamanSoal Diesel Xii Uts2Legowo Edi0% (1)
- Kompeten Merawatan Dan Memperbaiki Sistem PengapianDokumen89 halamanKompeten Merawatan Dan Memperbaiki Sistem PengapianLibraikaVirgoiyalBelum ada peringkat
- Soal Uji Teori Kejuruan Unit Final DriveDokumen5 halamanSoal Uji Teori Kejuruan Unit Final Drivedonny kurniawan putra100% (2)
- Pembuatan Soal Dari 2 KDDokumen4 halamanPembuatan Soal Dari 2 KDSaladin Nominor100% (2)
- Soal Uas Chasis Dan Sistem Pemindah Tenaga Pilihan Ganda Dan EssayDokumen7 halamanSoal Uas Chasis Dan Sistem Pemindah Tenaga Pilihan Ganda Dan EssaydwiBelum ada peringkat
- Melepas Kepala SilinderDokumen5 halamanMelepas Kepala SilinderSun ToroBelum ada peringkat
- Perbaikan Fwa & SpooringDokumen34 halamanPerbaikan Fwa & Spooringidi idialah100% (1)
- Prosedur Memeriksa Dan Menyetel Tinggi Pedal RemDokumen6 halamanProsedur Memeriksa Dan Menyetel Tinggi Pedal Remirfan hamdani100% (1)
- Komponen Dan Perbaikan Kepala Silinder Kls 12Dokumen7 halamanKomponen Dan Perbaikan Kepala Silinder Kls 12Joy KarepuBelum ada peringkat
- Overhoul Suspensi WishboneDokumen10 halamanOverhoul Suspensi WishboneWendy PurwantoBelum ada peringkat
- Cara Menggunakan Bore GaugeDokumen5 halamanCara Menggunakan Bore GaugeImam Safi'iBelum ada peringkat
- Bahan Ajar Cylinder Bore GaugeDokumen5 halamanBahan Ajar Cylinder Bore GaugePuput KheciilBelum ada peringkat
- Ukur SilinderDokumen5 halamanUkur SilinderRizky MotorBelum ada peringkat
- Sop Pendaftaran AsesmenDokumen1 halamanSop Pendaftaran AsesmenRudi SalamBelum ada peringkat
- Buku Kerja Diklat AsesorDokumen50 halamanBuku Kerja Diklat AsesorsuryaBelum ada peringkat
- Modul Pelatihan Assesor Komoetensi 2020Dokumen150 halamanModul Pelatihan Assesor Komoetensi 2020suryaBelum ada peringkat
- Modul Askom RCCDokumen149 halamanModul Askom RCCRudi SalamBelum ada peringkat
- Tugas Siswa SLBDokumen1 halamanTugas Siswa SLBRudi SalamBelum ada peringkat
- Ancaman Allah SWT Terhadap Orang Yang Membuat Susah Orang Mukmin Dan Membunuhnya Tanpa HakDokumen1 halamanAncaman Allah SWT Terhadap Orang Yang Membuat Susah Orang Mukmin Dan Membunuhnya Tanpa HakRudi SalamBelum ada peringkat