Anda mungkin juga menyukai
- Pengertian Las AsetilinDokumen7 halamanPengertian Las AsetilinD'Dyanto Trt RantingbBelum ada peringkat
- Perlakuan MekanikDokumen41 halamanPerlakuan MekanikgiangantengBelum ada peringkat
- Proses Pembuatan Fuel Tank Suzuki Satria Fu 150 Pada Section Welding Di Pt. Suzuki Indomobil MotorDokumen17 halamanProses Pembuatan Fuel Tank Suzuki Satria Fu 150 Pada Section Welding Di Pt. Suzuki Indomobil MotorKhansa Jihan100% (1)
- Tugas Akhir Mesin Pemotong Dan Penirus Pipa uPVCDokumen53 halamanTugas Akhir Mesin Pemotong Dan Penirus Pipa uPVCbimolelouchBelum ada peringkat
- Perencanaan Jadwal Perawatan Mesin Sekrap Merek Ajax Ajs 350Dokumen7 halamanPerencanaan Jadwal Perawatan Mesin Sekrap Merek Ajax Ajs 350Nabila Fany Pristanova0% (1)
- Laporan Praktikum GensetDokumen9 halamanLaporan Praktikum GensetJefri ZakariaBelum ada peringkat
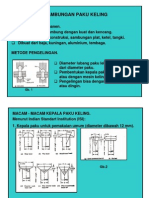
- Sambungan Paku KelingDokumen30 halamanSambungan Paku KelingAan Saja100% (2)
- Perhitungan PorosDokumen5 halamanPerhitungan PorosMira SyafanurillahBelum ada peringkat
- An Busur PlasmaDokumen5 halamanAn Busur PlasmaDaus Firdaus BahariBelum ada peringkat
- Dapur AdukDokumen7 halamanDapur Adukrozy100% (1)
- Question 1Dokumen4 halamanQuestion 1Wahid Arief AhBelum ada peringkat
- Komponen Elemen MesinDokumen10 halamanKomponen Elemen MesinAini AzizBelum ada peringkat
- 'Dokumen - Tips Peleburan Dan Penuangan Paduan Tembaga CorDokumen16 halaman'Dokumen - Tips Peleburan Dan Penuangan Paduan Tembaga CorRido SaputraBelum ada peringkat
- Laporan PraktikumDokumen9 halamanLaporan PraktikumchintyawidyaBelum ada peringkat
- Bab 1Dokumen42 halamanBab 1Putra Kanjeng Romo RomoBelum ada peringkat
- Toleransi UlirDokumen6 halamanToleransi UlirAsep Bin Ujang0% (1)
- Nama Nama Komponen Pada Kompresor UdaraDokumen3 halamanNama Nama Komponen Pada Kompresor UdaraTaufik HidayatBelum ada peringkat
- Makalah CNCDokumen11 halamanMakalah CNCRidho SyamBelum ada peringkat
- Laporan Praktik Industri SuaiiiiiDokumen69 halamanLaporan Praktik Industri SuaiiiiiHadi Petrus SBelum ada peringkat
- Referensi Dasar Teori Las ListrikDokumen20 halamanReferensi Dasar Teori Las ListrikMuthmainnah Al-QolbiBelum ada peringkat
- Pengelasan Besi CorDokumen26 halamanPengelasan Besi CorpuguhBelum ada peringkat
- Jenis Stainless SteelDokumen10 halamanJenis Stainless SteelAhmad Andika HimawanBelum ada peringkat
- Makalah LAS BUSUR RENDAMDokumen19 halamanMakalah LAS BUSUR RENDAMRaiza RezaBelum ada peringkat
- Pengertian Pengelasan GTAWDokumen3 halamanPengertian Pengelasan GTAWpobrisrBelum ada peringkat
- I8613016 Bab2Dokumen7 halamanI8613016 Bab2Temrock DesignBelum ada peringkat
- Roda Gigi Cacing PDFDokumen16 halamanRoda Gigi Cacing PDFKresnaFajarBelum ada peringkat
- 5 Penjepit Benda Kerja (Ragum)Dokumen5 halaman5 Penjepit Benda Kerja (Ragum)rachmat nur hamzahBelum ada peringkat
- Jenis Jenis GasketDokumen4 halamanJenis Jenis GasketEmha Isnan AlfajriBelum ada peringkat
- Macam - Macam PorosDokumen36 halamanMacam - Macam PorosFaridhoBelum ada peringkat
- Tujuan Mesin BubutDokumen13 halamanTujuan Mesin BubutEdy Romulus SitanggangBelum ada peringkat
- 1447 - Alat Pengikat Pada Elemen MesinDokumen54 halaman1447 - Alat Pengikat Pada Elemen MesinOllenk0% (1)
- Laporan PengelassanDokumen21 halamanLaporan PengelassanAdi SeptiawanBelum ada peringkat
- Tugas MetalurgiDokumen3 halamanTugas Metalurgitoyib waluyo100% (1)
- TUGAS RPM Mesin Penggiling JagungDokumen58 halamanTUGAS RPM Mesin Penggiling JagungNorMaulanaUlilBelum ada peringkat
- LAPORAN KUNJUNGAN AwecoDokumen36 halamanLAPORAN KUNJUNGAN AwecoVirgy PutriBelum ada peringkat
- Makalah Polimer & Komposit Ardian Prayoga 18520003Dokumen16 halamanMakalah Polimer & Komposit Ardian Prayoga 18520003PrayogaBelum ada peringkat
- FABRIKASIDokumen5 halamanFABRIKASIvivi yulia sariBelum ada peringkat
- Fungsi Dan Klasifikasi Perapat, Jenis PerapatDokumen6 halamanFungsi Dan Klasifikasi Perapat, Jenis PerapatNelvi Misel0% (1)
- Laporan NDT (1) IkyDokumen14 halamanLaporan NDT (1) IkyRahmat Rizqie PerquelloBelum ada peringkat
- Tugas Proses Produksi 2Dokumen2 halamanTugas Proses Produksi 2RISNI RIFAIBelum ada peringkat
- Pemakaian Kontaktor Operasi TerpisahDokumen12 halamanPemakaian Kontaktor Operasi TerpisahYudha PrasetiyoBelum ada peringkat
- NITRIDINGDokumen3 halamanNITRIDINGsutrimo irBelum ada peringkat
- Jurnal Internasional Proses Manufaktur ROKHIMDokumen7 halamanJurnal Internasional Proses Manufaktur ROKHIMNur RokhimBelum ada peringkat
- Sambungan KelingDokumen68 halamanSambungan KelingWindu SubektiBelum ada peringkat
- Tugas Pengelasan OAWDokumen10 halamanTugas Pengelasan OAWdwi_yudha992Belum ada peringkat
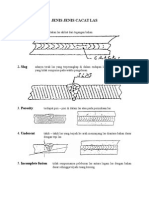
- Jenis Jenis Cacat LasDokumen5 halamanJenis Jenis Cacat LasTopanBelum ada peringkat
- AlignmentDokumen9 halamanAlignmentyoni pratamaBelum ada peringkat
- Makalah Manajemen PerawatanDokumen10 halamanMakalah Manajemen PerawatanSyarifah100% (1)
- Teori Dasar Laporan Praktikum Las AsetilinDokumen14 halamanTeori Dasar Laporan Praktikum Las AsetilinmsyahrizaBelum ada peringkat
- Arc SprayingDokumen8 halamanArc SprayingGian Giovani100% (1)
- Laporan Mesin Gerinda TanganDokumen8 halamanLaporan Mesin Gerinda TanganGeovany FakhriBelum ada peringkat
- Proses Pembuatan Logam Non FerroDokumen11 halamanProses Pembuatan Logam Non FerroSo'e DarmawanBelum ada peringkat
- Pertemuan 4 Jenis LasDokumen6 halamanPertemuan 4 Jenis LasBaghas Penyok ConcletsbandBelum ada peringkat
- Proses Produksi-Las Listrik Dan Las AsetilinDokumen18 halamanProses Produksi-Las Listrik Dan Las Asetilinrosyidi syahrulBelum ada peringkat
- Las TigDokumen13 halamanLas TigAldi PrabowoBelum ada peringkat
- Welding ProsesDokumen45 halamanWelding ProsesMaryan Julkarnain Ompusunggu JuveentiniBelum ada peringkat
- Makalah GTAW PDFDokumen13 halamanMakalah GTAW PDFDhanyArdhianSyahBelum ada peringkat
- Materi PengelasanDokumen12 halamanMateri PengelasanJokoNugrohoBelum ada peringkat
- Las TigDokumen15 halamanLas TigRsy FtrBelum ada peringkat
- Contoh Surat Lamaran Kerja Yang Baik Dan BenarDokumen2 halamanContoh Surat Lamaran Kerja Yang Baik Dan BenarMohamad Rofiq0% (1)
- Evaluasi Program PembelajaranDokumen0 halamanEvaluasi Program PembelajaranMuamar HusainiBelum ada peringkat
- Pantaskah Lks Fisika Kreatif Viva PakariDokumen8 halamanPantaskah Lks Fisika Kreatif Viva PakariMohamad RofiqBelum ada peringkat
- Ipi 15096Dokumen7 halamanIpi 15096Francisco De Jesus SoaresBelum ada peringkat
- Permen Tahun2013coy Nomor06 LampiranDokumen68 halamanPermen Tahun2013coy Nomor06 LampiranMohamad RofiqBelum ada peringkat
- Perka Anri No 2 Tahun 2014 Tentang Tata Naskah DinasDokumen112 halamanPerka Anri No 2 Tahun 2014 Tentang Tata Naskah Dinassamba134Belum ada peringkat
- Prosman 01 Konsep Dasar Prosman1 PDFDokumen7 halamanProsman 01 Konsep Dasar Prosman1 PDFIdil FitriBelum ada peringkat
- Listrik: Pemb Angki T TenagaDokumen20 halamanListrik: Pemb Angki T TenagaMohamad RofiqBelum ada peringkat
- Materi Proses ManufakturDokumen5 halamanMateri Proses ManufakturMuhamad KarivalBelum ada peringkat
- Tempa Proses Manu Faktur TugasDokumen19 halamanTempa Proses Manu Faktur TugasMohamad RofiqBelum ada peringkat
- Pembangkit Listrik Tenaga AnginDokumen14 halamanPembangkit Listrik Tenaga AnginCesc DeftoneBelum ada peringkat
- Ad Art Sema BemDokumen10 halamanAd Art Sema BempharminBelum ada peringkat
- Form Kriteria Posdaya Dan Ringkasan Capaian KKN Juli Agust 2012Dokumen35 halamanForm Kriteria Posdaya Dan Ringkasan Capaian KKN Juli Agust 2012Mohamad RofiqBelum ada peringkat