Anda mungkin juga menyukai
- Laporan Praktik Mesin MillingDokumen20 halamanLaporan Praktik Mesin Millingdewi srirejeki lestariBelum ada peringkat
- Laporan Miling Roda GigiDokumen17 halamanLaporan Miling Roda GigiNovianriBelum ada peringkat
- 2 - Mesin MillingDokumen41 halaman2 - Mesin MillingYuda 1235Belum ada peringkat
- Milling MachineDokumen25 halamanMilling MachineFuguh BianconeriBelum ada peringkat
- Tulistangan FraisDokumen9 halamanTulistangan FraisAsdar PermanaBelum ada peringkat
- Teknologi Mesin PerkakasDokumen11 halamanTeknologi Mesin Perkakasvivi yulia sariBelum ada peringkat
- Resume Mesin Mesin IndustriDokumen34 halamanResume Mesin Mesin IndustriRizaBelum ada peringkat
- Laporan 12-1Dokumen32 halamanLaporan 12-1Dyah PhitalokaBelum ada peringkat
- Mesin Perkakas (Kelompok 3)Dokumen57 halamanMesin Perkakas (Kelompok 3)Muh AkbarBelum ada peringkat
- Mesin MillingDokumen16 halamanMesin MillingDandik Syaifudin Na'udzubillahBelum ada peringkat
- Makalah MillingDokumen8 halamanMakalah MillingPrio SBelum ada peringkat
- Modul Iii Teknik FraisDokumen12 halamanModul Iii Teknik FraisSlamet WidodoBelum ada peringkat
- Mesin Frais JadiDokumen34 halamanMesin Frais JadiRachmatRyfaldiPartIBelum ada peringkat
- Makalah Mesin Frais (Milling Machine)Dokumen10 halamanMakalah Mesin Frais (Milling Machine)Moh Dedy Indra SetiawanBelum ada peringkat
- Acc Laporan Mesin MillingDokumen32 halamanAcc Laporan Mesin MillingTaufikBelum ada peringkat
- Makalah Mesin MillingDokumen16 halamanMakalah Mesin MillingAfdal RahmatullahBelum ada peringkat
- Mesin FraisDokumen6 halamanMesin FraisrezakecilBelum ada peringkat
- Fungsi Mesin Frais VertikalDokumen14 halamanFungsi Mesin Frais VertikalBersama Toepank BaixczBelum ada peringkat
- Laporan Pratikum Mesin FraisDokumen9 halamanLaporan Pratikum Mesin Frais115214052Belum ada peringkat
- Laporan Praktikum PP WahyuDokumen27 halamanLaporan Praktikum PP Wahyurizky wahyudiBelum ada peringkat
- Cara Kerja Mesin Frais Atau Mesin MillingDokumen21 halamanCara Kerja Mesin Frais Atau Mesin Millingardhi azas100% (2)
- Perawatan Mesin Frais (Milling)Dokumen9 halamanPerawatan Mesin Frais (Milling)Muhammad KamalBelum ada peringkat
- Makalah Mesin FraisDokumen11 halamanMakalah Mesin FraisGigih KresnaBelum ada peringkat
- 1 Semua Bab Frais KonvensionalDokumen30 halaman1 Semua Bab Frais KonvensionalMuhammad IrfanBelum ada peringkat
- Laporan Akhir Proses Produksi Mesin FraisDokumen24 halamanLaporan Akhir Proses Produksi Mesin Fraiseiksaelae100% (1)
- Prinsip Kerja Mesin FraisDokumen5 halamanPrinsip Kerja Mesin FraisdianBelum ada peringkat
- BAB I-5 Modul 3 KEL 24Dokumen47 halamanBAB I-5 Modul 3 KEL 24R.Z. Muhammad FauzanBelum ada peringkat
- Modul Mesin FraisDokumen8 halamanModul Mesin FraisyosiprayogaBelum ada peringkat
- Proses FraisDokumen22 halamanProses FraisPaul Sa KarepeBelum ada peringkat
- Resume Mesin BubutDokumen16 halamanResume Mesin BubutRizaBelum ada peringkat
- KARYA TULIS ILMIAH KELOMPOK 4 SelesaiDokumen22 halamanKARYA TULIS ILMIAH KELOMPOK 4 Selesaitukang ikanBelum ada peringkat
- MesinDokumen22 halamanMesinHape BaruBelum ada peringkat
- Milling 1 2 3Dokumen20 halamanMilling 1 2 3Fani JulianaBelum ada peringkat
- YMAS MillingDokumen6 halamanYMAS MillingYoshua Mayo AdiBelum ada peringkat
- Proses Permesinan Atau MachiningDokumen35 halamanProses Permesinan Atau Machiningkhamdan khaviviBelum ada peringkat
- Cara Mengoperasikan Mesin FraisDokumen11 halamanCara Mengoperasikan Mesin FraisRian 04dinnerBelum ada peringkat
- Bab III Proses FraisDokumen55 halamanBab III Proses FraisAlan Andika PriyatamaBelum ada peringkat
- Lap Bengkel 5 Mesin FraisDokumen31 halamanLap Bengkel 5 Mesin FraisRasyid Indra MaulanaBelum ada peringkat
- Pengenfraisan Bidang Bertingkat-Converted-CompressedDokumen12 halamanPengenfraisan Bidang Bertingkat-Converted-Compressedsahat maruliBelum ada peringkat
- Teknologi Mekanik (E71040115) Program Studi D3 Teknik Elektro Semester Ganjil 2017/2018Dokumen19 halamanTeknologi Mekanik (E71040115) Program Studi D3 Teknik Elektro Semester Ganjil 2017/2018Nurdin Abadi BasirBelum ada peringkat
- Tugas Teknologi Produksi Pemesinan Rio Gautama (18072071)Dokumen5 halamanTugas Teknologi Produksi Pemesinan Rio Gautama (18072071)rio gautamaBelum ada peringkat
- Makalah Mesin FreisDokumen25 halamanMakalah Mesin FreisAzwarNurBelum ada peringkat
- Laporan FraisDokumen30 halamanLaporan FraisSafina NazwaBelum ada peringkat
- Perbedaan Mesin Milling Dan FraisDokumen2 halamanPerbedaan Mesin Milling Dan FraisAshley SneilBelum ada peringkat
- Abstrak Frais Dan BubutDokumen29 halamanAbstrak Frais Dan Bubutsalman farisBelum ada peringkat
- Laporan Percobaan Mesin Perkakas Kelompok IIDokumen78 halamanLaporan Percobaan Mesin Perkakas Kelompok IIsaiful efhulBelum ada peringkat
- Laporan Praktikum Teknologi Mekanik Kelompok D10 Modul 9 Shift Kamis PagiDokumen21 halamanLaporan Praktikum Teknologi Mekanik Kelompok D10 Modul 9 Shift Kamis PagiAdib AzzBelum ada peringkat
- Buku Tugas PP02 Bab 5-6 Kel 14Dokumen38 halamanBuku Tugas PP02 Bab 5-6 Kel 14Rifki KhadafiBelum ada peringkat
- Definisi Mesin MillingDokumen14 halamanDefinisi Mesin Millingfitriari99100% (1)
- Dasar PemesinanDokumen11 halamanDasar PemesinanI-one Chompell Btuh HidupBelum ada peringkat
- Laporan Proses ManufakturDokumen28 halamanLaporan Proses ManufakturAndi Josua SimanullangBelum ada peringkat
- Pembubutan Baja ST 41Dokumen30 halamanPembubutan Baja ST 41arnel nicolaBelum ada peringkat
- Laporan Dasar Teknologi Mekanik Milling PolbanDokumen12 halamanLaporan Dasar Teknologi Mekanik Milling PolbanAlysaBelum ada peringkat
- Perawatan FraisDokumen43 halamanPerawatan Fraisayu puspaBelum ada peringkat
- Modul Pertemuan 11-Proses MilingDokumen10 halamanModul Pertemuan 11-Proses MilingReza KamaludinBelum ada peringkat
- Pengertian Mesin FraisDokumen9 halamanPengertian Mesin FraisWedar KaribetBelum ada peringkat
- Makalah Mesin FraisDokumen13 halamanMakalah Mesin Frais'Obay' Bayu Nugroho100% (1)
- Mata Kuliah CNC Tugas Kelompok 4Dokumen28 halamanMata Kuliah CNC Tugas Kelompok 4Putra PratamaBelum ada peringkat
- Bab 1Dokumen23 halamanBab 1Yusuf Fadillahjamal Dvid SilvaBelum ada peringkat
- File 103Dokumen69 halamanFile 103Ivan ArifinBelum ada peringkat
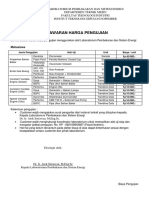
- 2157 - Penawaran Harga Pengujian LAB PSI (Mahasiswa)Dokumen1 halaman2157 - Penawaran Harga Pengujian LAB PSI (Mahasiswa)Ivan ArifinBelum ada peringkat
- Pemberitahuan Pengiriman Dokumen Dan Pembayaran Biaya TogaDokumen2 halamanPemberitahuan Pengiriman Dokumen Dan Pembayaran Biaya TogaIvan ArifinBelum ada peringkat
- Panduan Technical Inspection KMHE 2017Dokumen31 halamanPanduan Technical Inspection KMHE 2017Ivan ArifinBelum ada peringkat
- Resume Jurnal Ms WordDokumen4 halamanResume Jurnal Ms WordIvan ArifinBelum ada peringkat
- Latihan PLKJ Kelas 8 Campuran 1Dokumen4 halamanLatihan PLKJ Kelas 8 Campuran 1Ivan Arifin100% (3)