Anda mungkin juga menyukai
- Analisa Mesin FraisDokumen10 halamanAnalisa Mesin FraisAbdie SyatriaBelum ada peringkat
- Laporan Proses GurdiDokumen19 halamanLaporan Proses GurdiDini Adilah Prabowo100% (1)
- Proses Permesinan Atau MachiningDokumen35 halamanProses Permesinan Atau Machiningkhamdan khaviviBelum ada peringkat
- MESIN FRAIS (Milling)Dokumen12 halamanMESIN FRAIS (Milling)Wah YudiBelum ada peringkat
- MillingDokumen38 halamanMillingYessiana Yulinda PutriBelum ada peringkat
- Laporan Praktikum Mesin MillingDokumen11 halamanLaporan Praktikum Mesin MillingMichael MartiosoBelum ada peringkat
- Fungsi Mesin Frais VertikalDokumen14 halamanFungsi Mesin Frais VertikalBersama Toepank BaixczBelum ada peringkat
- Mesin MillingDokumen16 halamanMesin MillingDandik Syaifudin Na'udzubillahBelum ada peringkat
- Keausan PahatDokumen9 halamanKeausan PahatArqam Lamahu100% (1)
- Jurnal Mesin BubutDokumen4 halamanJurnal Mesin BubutDINASTY ROHUL100% (1)
- Analisa Kegagalan Pada Mata Bor HSSDokumen6 halamanAnalisa Kegagalan Pada Mata Bor HSSHarisRizalPambudiBelum ada peringkat
- Senter Putar Dan Senter MatiDokumen7 halamanSenter Putar Dan Senter MatiMuhammad Alwian Rasyidi WijayaBelum ada peringkat
- Laporan Mesin LasDokumen32 halamanLaporan Mesin LasRaihanNaxxGekostateBelum ada peringkat
- CekamDokumen9 halamanCekamGalih Nur FahmadiBelum ada peringkat
- Analisis Pembuatan Poros BertingkatDokumen17 halamanAnalisis Pembuatan Poros BertingkatGalih PutraBelum ada peringkat
- Permesinan AbrasifDokumen22 halamanPermesinan Abrasifyunuz_muhammad50% (2)
- Cara Kerja Mesin SekrapDokumen6 halamanCara Kerja Mesin SekrapIrvanZulkarnainBelum ada peringkat
- Operasi Mesin BubutDokumen4 halamanOperasi Mesin BubutAlyssa ZalsaBelum ada peringkat
- MANAJEMEN MESIN MILLINGDokumen18 halamanMANAJEMEN MESIN MILLINGIkhsan MuzakiBelum ada peringkat
- UTS ELEMEN MESIN-1Dokumen2 halamanUTS ELEMEN MESIN-1Fitri DelitaBelum ada peringkat
- MESIN SEKRAPDokumen21 halamanMESIN SEKRAPMang YudiBelum ada peringkat
- MESIN SEKRAPDokumen10 halamanMESIN SEKRAPAlmaydhaIndraswatiBelum ada peringkat
- Arah PemakananDokumen40 halamanArah PemakananTut Riskyada DharyantaBelum ada peringkat
- Bab Iii BearingDokumen5 halamanBab Iii BearingIzka AsyalyBelum ada peringkat
- Langkah PengefraisanDokumen6 halamanLangkah PengefraisanAldy MadytiaBelum ada peringkat
- PengerolanDokumen22 halamanPengerolanRohman HidayatBelum ada peringkat
- Prinsip Kerja Mesin BubutDokumen9 halamanPrinsip Kerja Mesin BubutWiji100% (1)
- Alat Ukur SederhanaDokumen12 halamanAlat Ukur SederhanajampukBelum ada peringkat
- Rumus Perhitungan Mesin BubutDokumen4 halamanRumus Perhitungan Mesin Bubutdoni50% (2)
- Bab 09 Mesin SkrapDokumen14 halamanBab 09 Mesin SkrapRahman Adi Raharjo100% (5)
- Makalah Deep DrawingDokumen9 halamanMakalah Deep DrawingAhmad Al Idzhar0% (2)
- Laporan Lengkap SkrapDokumen30 halamanLaporan Lengkap Skrapgoodmanpane100% (1)
- Mesin SekrapDokumen20 halamanMesin SekrapAnonymous XSJcVKKnIBBelum ada peringkat
- GEOMETRI PAHATDokumen13 halamanGEOMETRI PAHATSalsabilaBelum ada peringkat
- AlignmentDokumen9 halamanAlignmentyoni pratamaBelum ada peringkat
- Kata Pengantar dan Tujuan Praktikum Mesin BubutDokumen27 halamanKata Pengantar dan Tujuan Praktikum Mesin Bubutmuhammad abdul wahidBelum ada peringkat
- ALat Kerja BangkuDokumen21 halamanALat Kerja BangkuRofi KurniawanBelum ada peringkat
- Topik 5 Proses Pembentukan Ekstrusi Dan DrawingDokumen24 halamanTopik 5 Proses Pembentukan Ekstrusi Dan DrawingJoko Sedyono100% (1)
- Cara Membuat Ulir Luar Dengan SneyDokumen3 halamanCara Membuat Ulir Luar Dengan SneySang UcupBelum ada peringkat
- CARA MEMBUBUT DENGAN MESIN BUBUTDokumen8 halamanCARA MEMBUBUT DENGAN MESIN BUBUTAdhitDwiPebrian100% (1)
- Proses PemesinanDokumen3 halamanProses PemesinanSyanadia Kartini PutriBelum ada peringkat
- Proses PenyekrapanDokumen22 halamanProses PenyekrapanDanni DwiBelum ada peringkat
- Makalah Kerja PlatDokumen16 halamanMakalah Kerja PlatDarti Purnama SariBelum ada peringkat
- PEMELIHARAAN MESIN MILLINGDokumen31 halamanPEMELIHARAAN MESIN MILLINGFaiz ArifandyBelum ada peringkat
- RodaGigiPayungDokumen9 halamanRodaGigiPayungYoga MalanoBelum ada peringkat
- DRILLING TEKNIKDokumen56 halamanDRILLING TEKNIKKatrin AE SinagaBelum ada peringkat
- MEKANISME PEMBENTUKAN GERAMDokumen6 halamanMEKANISME PEMBENTUKAN GERAMDdt Wahyudi50% (2)
- Kegagalan Pada Sambungan Paku KelingDokumen6 halamanKegagalan Pada Sambungan Paku KelingAndy Tri Agil LinggaBelum ada peringkat
- Kerja PlatDokumen6 halamanKerja PlatSwan DanaBelum ada peringkat
- Frais ProsesDokumen22 halamanFrais ProsesPaul Sa KarepeBelum ada peringkat
- Membuat Bearing Traker Dengan Mesin Bubut Dan FraisDokumen46 halamanMembuat Bearing Traker Dengan Mesin Bubut Dan FraissugengBelum ada peringkat
- Cara Kerja Mesin GerindaDokumen21 halamanCara Kerja Mesin GerindaAldi Kurniadi100% (1)
- Membubut LurusDokumen13 halamanMembubut LurusArif Budiman NugrahaBelum ada peringkat
- Milling Laporan IlhamDokumen30 halamanMilling Laporan Ilhamprasetyo ilhamBelum ada peringkat
- Teknologi Mesin PerkakasDokumen11 halamanTeknologi Mesin Perkakasvivi yulia sariBelum ada peringkat
- Milling MachineDokumen25 halamanMilling MachineFuguh BianconeriBelum ada peringkat
- TugasDokumen15 halamanTugasBrain Choirul IchsanBelum ada peringkat
- MESIN FRAISDokumen15 halamanMESIN FRAISyula yasinBelum ada peringkat
- Definisi Mesin MillingDokumen14 halamanDefinisi Mesin Millingfitriari99100% (1)
- Mesin FraisDokumen8 halamanMesin FraisNazeem BagezBelum ada peringkat
- Loog BookDokumen26 halamanLoog Bookardhi azasBelum ada peringkat
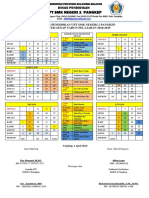
- Kalender AkademikDokumen1 halamanKalender Akademikardhi azasBelum ada peringkat
- Loog BookDokumen26 halamanLoog Bookardhi azasBelum ada peringkat
- Laporan PembuatanDokumen30 halamanLaporan Pembuatanardhi azasBelum ada peringkat
- RPP KD 3.3 Dan 4.3Dokumen10 halamanRPP KD 3.3 Dan 4.3ardhi azasBelum ada peringkat
- Undangan AqiqahDokumen1 halamanUndangan Aqiqahardhi azasBelum ada peringkat
- Laporan Pembuatan Media PP PreziDokumen24 halamanLaporan Pembuatan Media PP Preziardhi azasBelum ada peringkat
- RPP KD 3.8 Dan 4.8Dokumen10 halamanRPP KD 3.8 Dan 4.8ardhi azasBelum ada peringkat
- Daftar IsiDokumen2 halamanDaftar Isiardhi azasBelum ada peringkat
- RPP KD 3.9 Dan 4.9Dokumen10 halamanRPP KD 3.9 Dan 4.9ardhi azasBelum ada peringkat
- Laporan Akhir Praktikum Mesin CNC PDFDokumen47 halamanLaporan Akhir Praktikum Mesin CNC PDFIchtiar YogiBelum ada peringkat
- Tugas Makala Elektronika OtomotifDokumen84 halamanTugas Makala Elektronika Otomotifardhi azasBelum ada peringkat
- Halaman Penilaian PPLDokumen1 halamanHalaman Penilaian PPLardhi azasBelum ada peringkat
- Teknik Pengelasan PelatDokumen8 halamanTeknik Pengelasan Pelatardhi azasBelum ada peringkat
- Halaman Pengesahan PPLDokumen1 halamanHalaman Pengesahan PPLardhi azasBelum ada peringkat
- Las Busur Listrik SMAWDokumen11 halamanLas Busur Listrik SMAWHanifBelum ada peringkat
- Berita AcaraDokumen1 halamanBerita Acaraardhi azasBelum ada peringkat
- Esron 1523041011 Elektronika OtomotifDokumen40 halamanEsron 1523041011 Elektronika Otomotifardhi azasBelum ada peringkat
- Fabrikasi Logam Ambiyar - Bagian Isi EDIT 1 PDFDokumen111 halamanFabrikasi Logam Ambiyar - Bagian Isi EDIT 1 PDFardhi azasBelum ada peringkat
- Mengukur Dengan Alat Ukur Mekanik PresisiDokumen16 halamanMengukur Dengan Alat Ukur Mekanik PresisimirarahmidaBelum ada peringkat
- Tata Tertib Peserta LKMM 016Dokumen1 halamanTata Tertib Peserta LKMM 016ardhi azasBelum ada peringkat
- Energi dan Hukum TermodinamikaDokumen35 halamanEnergi dan Hukum Termodinamikaardhi azasBelum ada peringkat
- Tugas Manajemen KontrolDokumen5 halamanTugas Manajemen Kontrolardhi azasBelum ada peringkat
- Materi PPM SMAWDokumen9 halamanMateri PPM SMAWardhi azasBelum ada peringkat
- RPP Sistem Bahan Bakar BensinDokumen6 halamanRPP Sistem Bahan Bakar Bensinardhi azasBelum ada peringkat
- Bahan PenelitianDokumen15 halamanBahan Penelitianardhi azasBelum ada peringkat
- LAMPIRAN 10. RPP PENGELASAN Pertemuan 1 Dan 2Dokumen2 halamanLAMPIRAN 10. RPP PENGELASAN Pertemuan 1 Dan 2ardhi azasBelum ada peringkat
- Taksonomi BloomDokumen12 halamanTaksonomi Bloomardhi azasBelum ada peringkat
- Gambar-Gambar Laporan Mesin BubutDokumen7 halamanGambar-Gambar Laporan Mesin Bubutardhi azasBelum ada peringkat
- ARTIKEL Prosiding Seminar Nasional 2015Dokumen11 halamanARTIKEL Prosiding Seminar Nasional 2015LU YOBelum ada peringkat