Anda mungkin juga menyukai
- Sertifikat Hidraulic Jack - YCW 400-1103Dokumen2 halamanSertifikat Hidraulic Jack - YCW 400-1103Ma'rufBelum ada peringkat
- Wire MeshDokumen18 halamanWire MeshAndri Adi PratamaBelum ada peringkat
- Crane ChecklistDokumen4 halamanCrane ChecklistES Rouza100% (1)
- Forklift Dimensi LengkapDokumen4 halamanForklift Dimensi Lengkapvito scalletaBelum ada peringkat
- 092 - Penawaran .April - RTDokumen1 halaman092 - Penawaran .April - RTdedikartiwa_dkBelum ada peringkat
- PPR Rucika - Elbow 90Dokumen6 halamanPPR Rucika - Elbow 90Randi RahmanBelum ada peringkat
- Bar BendingDokumen4 halamanBar BendingIndra INBelum ada peringkat
- Aws D1.1.Dokumen6 halamanAws D1.1.Reza nugrahaBelum ada peringkat
- Presentasi Keselamatan Migas Dan Permen 18-2018 - Bimtek Alat PengamanDokumen33 halamanPresentasi Keselamatan Migas Dan Permen 18-2018 - Bimtek Alat PengamanFahrul FauziBelum ada peringkat
- Hasil PengelasanDokumen23 halamanHasil PengelasanNandar AsnandarBelum ada peringkat
- PV Elite (Awal Belajar)Dokumen4 halamanPV Elite (Awal Belajar)PeterBelum ada peringkat
- Modul Staadpro NecDokumen15 halamanModul Staadpro NecWahyu Nursamhuda, STBelum ada peringkat
- Clasifikasi & Kapasitas Material Scaffolding Dalam Menahan Beban PDFDokumen2 halamanClasifikasi & Kapasitas Material Scaffolding Dalam Menahan Beban PDFElnesa Fitma SBelum ada peringkat
- 2019 ASME V Bahasa Indonesia Radiografi Level 1 STTNDokumen115 halaman2019 ASME V Bahasa Indonesia Radiografi Level 1 STTNIqfal Zulhendri100% (2)
- Materi:: Welding Procedure Specification (WPS) & Procedure Qualification Record (PQR)Dokumen26 halamanMateri:: Welding Procedure Specification (WPS) & Procedure Qualification Record (PQR)helman novrandoBelum ada peringkat
- Presentasi Pipa Penyalur ApitindoDokumen16 halamanPresentasi Pipa Penyalur ApitindoIrsyad RosyidiBelum ada peringkat
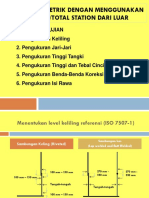
- Metoda Geometrik TheoDokumen17 halamanMetoda Geometrik TheoAyu PradithaBelum ada peringkat
- Kalibrasi Tangki Ukur Silinder Tegak Menggunakan Trimble 3D Laser DistanceDokumen1 halamanKalibrasi Tangki Ukur Silinder Tegak Menggunakan Trimble 3D Laser DistanceGery Bisma Gentina100% (1)
- Isi Laporan Penetrant Test NDTDokumen12 halamanIsi Laporan Penetrant Test NDTmayaphobiaBelum ada peringkat
- Pengujian HardnessDokumen21 halamanPengujian Hardnessricho edyBelum ada peringkat
- Jawaban Fatigue PDFDokumen12 halamanJawaban Fatigue PDFsekarismariniBelum ada peringkat
- Cara Menghitung Kebutuhan Kawat Las PDFDokumen7 halamanCara Menghitung Kebutuhan Kawat Las PDFhamidrais100% (1)
- Laporan Makro Etsa (Farhan)Dokumen8 halamanLaporan Makro Etsa (Farhan)Riza Ahmad Sofikul IrfanBelum ada peringkat
- Journal OHC 35 TDokumen3 halamanJournal OHC 35 TMuchamadAsyhariBelum ada peringkat
- Laporan PiDokumen4 halamanLaporan PiKingkin Asa100% (1)
- Safety of FactorDokumen9 halamanSafety of FactorafrizalBelum ada peringkat
- Company Profile Smart Lab IndonesiaDokumen88 halamanCompany Profile Smart Lab IndonesiaReni FebriyantiBelum ada peringkat
- Calculation For Nominal Wall Thickness of Stainless Steel PipeDokumen8 halamanCalculation For Nominal Wall Thickness of Stainless Steel PipeDeden SobirinBelum ada peringkat
- Berat ElbowDokumen2 halamanBerat Elbowdedi iskandarBelum ada peringkat
- PUIL 2011 Amandemen 1 2013Dokumen165 halamanPUIL 2011 Amandemen 1 2013Muizatul oktavia PutriBelum ada peringkat
- Uts Metrologi ManufakturDokumen15 halamanUts Metrologi ManufakturAizza KiranaBelum ada peringkat
- Prosedur Pengujian FatigueDokumen1 halamanProsedur Pengujian Fatiguenazira100% (1)
- SNIDokumen2 halamanSNIhhhBelum ada peringkat
- 4022 BPPT Hasil IntegrasiDokumen36 halaman4022 BPPT Hasil IntegrasiahmadBelum ada peringkat
- List Daftar Harga Kabel Listrik TerbaruDokumen14 halamanList Daftar Harga Kabel Listrik Terbarufirst grand synergyBelum ada peringkat
- Test Pompa PDFDokumen4 halamanTest Pompa PDFmahmudinurBelum ada peringkat
- Form ITP Arsitektur 21Dokumen1 halamanForm ITP Arsitektur 21Nada Nisrina RaniahBelum ada peringkat
- Sales Presentation - Driver Headcount PDFDokumen13 halamanSales Presentation - Driver Headcount PDFGandhi AgusBelum ada peringkat
- Perhitungan MusholaDokumen99 halamanPerhitungan MusholahartantoBelum ada peringkat
- Bab Iv Analisa Penyebab Putusnya Rantai: Reclaim FeederDokumen9 halamanBab Iv Analisa Penyebab Putusnya Rantai: Reclaim FeederAde Ilham KhaledBelum ada peringkat
- RKS Lelang Ulang Pekerjaan Jasa Pemeliharaan Fasilitas Steam Field PLTP Dieng Unit 1Dokumen28 halamanRKS Lelang Ulang Pekerjaan Jasa Pemeliharaan Fasilitas Steam Field PLTP Dieng Unit 1Okky Putra Widodo OkkyBelum ada peringkat
- Proposal Tugas Akhir Tower CraneDokumen22 halamanProposal Tugas Akhir Tower CraneIwan SutrionoBelum ada peringkat
- SS400 Material Properties - Beyond-Steel & MetalDokumen6 halamanSS400 Material Properties - Beyond-Steel & MetalmarselBelum ada peringkat
- Diagram Listrik RS BenggolDokumen4 halamanDiagram Listrik RS BenggolPanjiBelum ada peringkat
- Astm E384Dokumen14 halamanAstm E384Anjas Yanuar N100% (1)
- JHSEA Instalasi CCTVDokumen3 halamanJHSEA Instalasi CCTVmuhammad syaifulBelum ada peringkat
- Presentasi 1 Crack PropagationDokumen23 halamanPresentasi 1 Crack PropagationRamli Ali SyafruddinBelum ada peringkat
- GENSETDokumen11 halamanGENSETAvrian AkbarBelum ada peringkat
- Prosedur NDT UT - FAHMI - LANJUTAN S.D 6Dokumen27 halamanProsedur NDT UT - FAHMI - LANJUTAN S.D 6Abdan SyakuroBelum ada peringkat
- Laporan Lab Minyak Bumi SopDokumen16 halamanLaporan Lab Minyak Bumi SopFandikaBelum ada peringkat
- Prosedur Pengencangan Baut PDFDokumen1 halamanProsedur Pengencangan Baut PDFFirman ErizalBelum ada peringkat
- Analisis Pengujian PermeabilitasDokumen6 halamanAnalisis Pengujian PermeabilitasAnandaHP Nanda100% (1)
- Pedoman Pembuatan PedeyeDokumen36 halamanPedoman Pembuatan Pedeyeandyajoe100% (2)
- ASME V Inggris IndonesiaDokumen32 halamanASME V Inggris IndonesiaAgus TommyBelum ada peringkat
- Kekuatan ScafDokumen9 halamanKekuatan ScafFariz AndriawanBelum ada peringkat
- Perhitungan CavityDokumen2 halamanPerhitungan CavityAchmad Bagus MaulanaBelum ada peringkat
- Metode SheetpileDokumen4 halamanMetode Sheetpileaandwi1011Belum ada peringkat
- Tugas Tribologi Dan Perawatan Mesin - 7A - M.Fahreza Azhar H. - 2003035050Dokumen3 halamanTugas Tribologi Dan Perawatan Mesin - 7A - M.Fahreza Azhar H. - 2003035050Abdul RozaqBelum ada peringkat
- SterntubeDokumen15 halamanSterntubeFelix Adyatma RosyadiBelum ada peringkat
- Mesin Penarik JaringDokumen20 halamanMesin Penarik Jaringlukman hakimBelum ada peringkat
- Pedoman Pembuatan PedeyeDokumen36 halamanPedoman Pembuatan Pedeyeandyajoe100% (2)
- Pedoman Pembuatan PedeyeDokumen36 halamanPedoman Pembuatan Pedeyeandyajoe100% (2)
- Sistem PerpipaanDokumen25 halamanSistem PerpipaanandyajoeBelum ada peringkat
- Pengelasan PatriDokumen6 halamanPengelasan PatriandyajoeBelum ada peringkat
- Ringkasan K3Dokumen14 halamanRingkasan K3andyajoeBelum ada peringkat
- Welding ArgonDokumen10 halamanWelding ArgonandyajoeBelum ada peringkat