Mengenal Proses PWHT (Post Weld Heat Treatment) MENGENAL PROSES PWHT (Post Weld Heat Treatment) Dalam
dunia fabrikasi proses pengelasan merupakan hal yang paling sering digunakan untuk menyambung material. Pada proses pengelasan terjadi pencairan material dan pendinginan subsequent yang menimbulkan tegangan sisa (residual stress) pada weld zone dan heat affected zone (HAZ) dimana akan menjadi masalah terjadinya Crack pada area las. PWHT dilakukan dengan tujuan untuk mengurangi besarnya tegangan sisa yang terjadi akibat proses pengelasan. proses ini dilakukan wajib pada proyek - proyek Oil & Gas, Petrochemical, Power Plant, dll. Dengan merujuk pada suatu standard code design atau code construction yang berlaku internasional, seperti ASME Section VIII untuk fabrikasi tanki, pressure vessel dan ASME B 31.3 untuk pipa pada Piping Process. Proses PWHT untuk yang dikerjakan di site disebut Lokal PWHT karena mesin PWHT dibawa ke lokasi proyek. Pada prinsipnya proses heat treatment untuk PWHT sering dinamakan Stress Relieving, dimana weld zone & HAZ dipanaskan sampai suhu sekitar 575 C - 625 C atau dibawah suhu transformasi 723 C untuk material Carbon Steel, dan dilakukan penahanan (holding time) pada suhu +/- 25 dari 600 C selama 1 jam (tergantung prosedur yang telah ditentukan) Langkah-langkah proses Local PWHT pada Pipe Spool untuk Well Head Platform B Modification: 1.Pemasangan Heater :
2.Dilindungi oleh Blanket Wool (Ceramic Fiber)
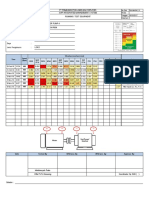
�3.Mesin PWHT & Chart Record
Setelah proses holding time maka suhu diturunkan sampai 200 C - 300 C dan power mesin dimatikan, lalu blanket dibuka untuk proses pendinginan. setelah dingin dilakukan Hardness Test untuk melihat kekerasan dan acceptance criteria maksimum 248 HV. 4.Hardness Test
Parameter parameter dalam PWHT yang perlu dijaga adalah : 1. Heating rate . 2. Holding temperature 3. Cooling Rate Persiapan sebelum PWHT : Dalam melakukan PWHT banyak hal yang harus diperhatikan agar tujuan dari PWHT ini dapat tercapai. Faktor penting yang harus diperhatikan diantaranya :
�1. Expansion area. :Karena proses panas akan mengakibatkan terjadinya pemuaian dan expansi material maka harus di perhatikan bahwa saat stress relieve material tersebut tidak mengalami restraint. 2. Insulasi : Saat element sudah terpasang dengan benar maka area disekitar (adjacent) element harus ditutup dengan wool atau ceramic fiber untuk menjaga kestabilan suhu. 3. Cleaning Material : Material harus bersih dari segala grease, oil. 4. Support material : Proses pemanasan akan mengakibatkan terjadinya pelunakan material. Dengan adanya gaya gravitasi maka material yang akan di PWHT harus diberikan support sehingga tidak terjadi distorsion. Record PWHT : Semua kegiatan PWHT harus dilakukan pencatatan terhadap parameter parameter dan element lainnya yang dianggap essential sesuai kesepakatan dan eq code antara fabricator dan owner. Secara garis besar faktor penting yang harus di catat dalam report PWHT adalah : 1. Identitas dari Material (tracebility, Spool No, or etc) 2. Waktu diakukan PWHT .