Anda mungkin juga menyukai
- RPP SisKendali 3.16-4.16Dokumen13 halamanRPP SisKendali 3.16-4.16Angga Panca Alam AnugrahBelum ada peringkat
- Soal Ukk Paket 1 2023Dokumen4 halamanSoal Ukk Paket 1 2023Dimas AdamBelum ada peringkat
- RPP DLE 201718Dokumen13 halamanRPP DLE 201718Ujang Kbm100% (2)
- PERANGKAT PEMBELAJARAN Pengendali Sistem ElektronikaDokumen50 halamanPERANGKAT PEMBELAJARAN Pengendali Sistem Elektronikaginanjarwilliam margaretaBelum ada peringkat
- Menjelaskan Konsep Fisika Dasar Yang Berkaitan Dengan Udara Bertekanan 2. Menjelaskan Pengertian PneumatikDokumen2 halamanMenjelaskan Konsep Fisika Dasar Yang Berkaitan Dengan Udara Bertekanan 2. Menjelaskan Pengertian PneumatikFebri HandoyoBelum ada peringkat
- Jobsheet MatufDokumen5 halamanJobsheet MatufDimasBelum ada peringkat
- Fase F ATP Teknik Mekatronika-1Dokumen16 halamanFase F ATP Teknik Mekatronika-1GUTENDI TAUCENGBelum ada peringkat
- Kisi-Kisi US Sistem Pengendalian ElektronikDokumen5 halamanKisi-Kisi US Sistem Pengendalian Elektronikzikry al ayyubiBelum ada peringkat
- FORMAT SILABUS IHT Sistem Pengendali ElektronikDokumen8 halamanFORMAT SILABUS IHT Sistem Pengendali ElektronikZainal ArifinBelum ada peringkat
- CP Dan ATP Teknik Elektronika IndustriDokumen35 halamanCP Dan ATP Teknik Elektronika IndustriEgieBelum ada peringkat
- RPP KD 3.15Dokumen4 halamanRPP KD 3.15DAMANHURIBelum ada peringkat
- RPP 3. 11 Sistem KontrolDokumen4 halamanRPP 3. 11 Sistem KontrolPPG ELEKTRO UNIMED 2017Belum ada peringkat
- Modul Ajar 4Dokumen15 halamanModul Ajar 4Nyam-Nyam TVBelum ada peringkat
- Struktur Kurikulum Toi - 2013!17!18Dokumen2 halamanStruktur Kurikulum Toi - 2013!17!18JhonPrihadiBelum ada peringkat
- @1. Modul - C.26EPP00.035.1Dokumen10 halaman@1. Modul - C.26EPP00.035.1tachulBelum ada peringkat
- Jobsheet KD 19Dokumen2 halamanJobsheet KD 19april_liana1Belum ada peringkat
- Modul Ajar Teknik Elektronika Industri - Sistem Kendali Industri - Fase FDokumen15 halamanModul Ajar Teknik Elektronika Industri - Sistem Kendali Industri - Fase Findahwlr12100% (1)
- Silabus KBGTDokumen28 halamanSilabus KBGTPutune Mbah SaeronBelum ada peringkat
- RPP Iml Xi KD 3.3 4.3Dokumen7 halamanRPP Iml Xi KD 3.3 4.3Igonanda Deka ZaymapaBelum ada peringkat
- 15-Silabus PreDokumen32 halaman15-Silabus PreMuhammad IqbalBelum ada peringkat
- RPP IML 2019 1 LembarDokumen5 halamanRPP IML 2019 1 LembarDwi Ari WahyudiBelum ada peringkat
- Jobsheet Dasar ElektronikaDokumen5 halamanJobsheet Dasar Elektronikasigit triBelum ada peringkat
- KBGT RPP Semester 2 Kelas XDokumen52 halamanKBGT RPP Semester 2 Kelas Xsuyono suyonoBelum ada peringkat
- Silabus Mengoperasikan Sistem Pengendali ElektronikDokumen4 halamanSilabus Mengoperasikan Sistem Pengendali ElektronikHasman MBelum ada peringkat
- Jobsheet PreDokumen10 halamanJobsheet PreRazil Ramyan RiyadliBelum ada peringkat
- Silabus Mapel Kontrol Elektromekanik Kelas XIIDokumen8 halamanSilabus Mapel Kontrol Elektromekanik Kelas XIIRoyyanFaizalMajidBelum ada peringkat
- RPP KD 3.10 Smart Relay ImlDokumen11 halamanRPP KD 3.10 Smart Relay Imlmake chanelBelum ada peringkat
- Modul P3EI EIDokumen5 halamanModul P3EI EIandrimarselBelum ada peringkat
- 1 3 5 KIKD Teknik Pendinginan Dan Tata Udara COMPILEDDokumen145 halaman1 3 5 KIKD Teknik Pendinginan Dan Tata Udara COMPILED19730809Belum ada peringkat
- Deskripsi Teknis LKS SMK 2019 - MechatronicsDokumen42 halamanDeskripsi Teknis LKS SMK 2019 - MechatronicsN Bayu AjiBelum ada peringkat
- ATP Fase E Teknik Elektronika MODIFIKASIDokumen8 halamanATP Fase E Teknik Elektronika MODIFIKASInandangBelum ada peringkat
- Kisi-Kisi Soal Lks Terupdate 2017 (Insert)Dokumen20 halamanKisi-Kisi Soal Lks Terupdate 2017 (Insert)smk negeri 3 takengonBelum ada peringkat
- Job Sheet 11Dokumen2 halamanJob Sheet 11Alan DevriBelum ada peringkat
- Jobsheet PLCDokumen5 halamanJobsheet PLCFidelis BillyBelum ada peringkat
- KI KD Pengendali Sisitem Robotik XI ARI PRABOWODokumen7 halamanKI KD Pengendali Sisitem Robotik XI ARI PRABOWOHu Ge TBelum ada peringkat
- Analisis Capaian Pembelajaran (CP) Fase E TEDokumen7 halamanAnalisis Capaian Pembelajaran (CP) Fase E TEAnjarBelum ada peringkat
- Job Sheet Demonstrasi - PraktikDokumen4 halamanJob Sheet Demonstrasi - PraktikKhairul AnwarBelum ada peringkat
- Job Sheet Forward-ReverseDokumen9 halamanJob Sheet Forward-Reversedwi ari wahyudiBelum ada peringkat
- TUGAS PRAKTIKUM Penerapan Rangkaian Elektronika Dan SOPDokumen2 halamanTUGAS PRAKTIKUM Penerapan Rangkaian Elektronika Dan SOPWinarti HartonoBelum ada peringkat
- RPP 1 TeiDokumen7 halamanRPP 1 TeiijenBelum ada peringkat
- RPP Sensor Dan AktuatorDokumen15 halamanRPP Sensor Dan Aktuatorfajar100% (1)
- RPPDokumen4 halamanRPPrimaBelum ada peringkat
- 2.5 Dasar-Dasar Teknik Elektronika Keselamatan Dan Kesehatan KerjaDokumen41 halaman2.5 Dasar-Dasar Teknik Elektronika Keselamatan Dan Kesehatan KerjaSepti Rahma YanaBelum ada peringkat
- RPP Sistem Pengendali ElektronikDokumen8 halamanRPP Sistem Pengendali ElektronikIntan R Devi67% (3)
- Laporan 1 Praktek Teknik Kontrol IndustriDokumen10 halamanLaporan 1 Praktek Teknik Kontrol IndustriYosi Riduas HaisBelum ada peringkat
- 24 Mechatronic PDFDokumen40 halaman24 Mechatronic PDFWahyoe TedjoBelum ada peringkat
- 3 - LKPD Dle KD 19Dokumen5 halaman3 - LKPD Dle KD 19Affan TarunaBelum ada peringkat
- Gabung 10-Modul Teknik Otomasi Industri-210 HalDokumen210 halamanGabung 10-Modul Teknik Otomasi Industri-210 Haliwan lestantoBelum ada peringkat
- Prota Itl Kls XiDokumen4 halamanProta Itl Kls XiFilla FidyanaBelum ada peringkat
- RPP Mata Pelajaran Dle KD 3 - 1Dokumen10 halamanRPP Mata Pelajaran Dle KD 3 - 1Affan TarunaBelum ada peringkat
- CP Mata Pelajaran Teknik Otomasi IndustriDokumen12 halamanCP Mata Pelajaran Teknik Otomasi IndustriHERI SETYO BASUKIBelum ada peringkat
- Jobsheet KD 3.14Dokumen1 halamanJobsheet KD 3.14RiniBelum ada peringkat
- 0 Ki KD PreDokumen4 halaman0 Ki KD PrearifBelum ada peringkat
- Sistem Pengendali Elektronik XI-ELIN KIKDDokumen8 halamanSistem Pengendali Elektronik XI-ELIN KIKDfadli0001Belum ada peringkat
- Rencana Pelaksanaan PembelajaranDokumen1 halamanRencana Pelaksanaan Pembelajarannurjanna stumulBelum ada peringkat
- TEKNIKAL MEETING JOB FAIR - EditDokumen11 halamanTEKNIKAL MEETING JOB FAIR - Editnurjanna stumulBelum ada peringkat
- Instruksi Dasar Pemrograman Diagram Ladder - Menara Ilmu - Programmable Logic Controller (PLC)Dokumen12 halamanInstruksi Dasar Pemrograman Diagram Ladder - Menara Ilmu - Programmable Logic Controller (PLC)nurjanna stumulBelum ada peringkat
- Modul I Gerbang LogikaDokumen20 halamanModul I Gerbang Logikanurjanna stumulBelum ada peringkat
- Model Dan Fitur PLC Omron - Menara Ilmu - Programmable Logic Controller (PLC)Dokumen14 halamanModel Dan Fitur PLC Omron - Menara Ilmu - Programmable Logic Controller (PLC)nurjanna stumulBelum ada peringkat
- Konfigurasi PLC Omron CP1H - Menara Ilmu - Programmable Logic Controller (PLC)Dokumen8 halamanKonfigurasi PLC Omron CP1H - Menara Ilmu - Programmable Logic Controller (PLC)nurjanna stumulBelum ada peringkat
- Formulir MutuDokumen4 halamanFormulir Mutunurjanna stumulBelum ada peringkat
- 2 Prota Kelas XiiDokumen2 halaman2 Prota Kelas Xiinurjanna stumulBelum ada peringkat
- Formulir MutuDokumen6 halamanFormulir Mutunurjanna stumulBelum ada peringkat
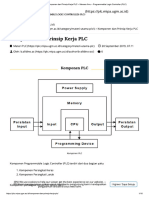
- Komponen Dan Prinsip Kerja PLC - Menara Ilmu - Programmable Logic Controller (PLC)Dokumen10 halamanKomponen Dan Prinsip Kerja PLC - Menara Ilmu - Programmable Logic Controller (PLC)nurjanna stumulBelum ada peringkat
- 2 Prota Kelas XDokumen4 halaman2 Prota Kelas Xnurjanna stumulBelum ada peringkat
- Formulir Mutu: Yayasan Al-Fityan Cabang GowaDokumen8 halamanFormulir Mutu: Yayasan Al-Fityan Cabang Gowanurjanna stumulBelum ada peringkat
- Formulir Mutu: Yayasan Al-Fityan Cabang GowaDokumen8 halamanFormulir Mutu: Yayasan Al-Fityan Cabang Gowanurjanna stumulBelum ada peringkat
- 2 Prota Kelas XiDokumen3 halaman2 Prota Kelas Xinurjanna stumulBelum ada peringkat
- 1 - Alokasi Waktu - Kelas - XDokumen2 halaman1 - Alokasi Waktu - Kelas - Xnurjanna stumulBelum ada peringkat
- Formulir Mutu: Yayasan Al-Fityan Cabang GowaDokumen8 halamanFormulir Mutu: Yayasan Al-Fityan Cabang Gowanurjanna stumulBelum ada peringkat
- Tugas KorespondensiDokumen2 halamanTugas Korespondensinurjanna stumulBelum ada peringkat