Anda mungkin juga menyukai
- 01 Kuliah2 Kerja BangkuDokumen41 halaman01 Kuliah2 Kerja BangkuAfdhal.m.isaBelum ada peringkat
- PERALATAN KERJA BANGKUDokumen15 halamanPERALATAN KERJA BANGKUrisaldi saniBelum ada peringkat
- Kerja BangkuDokumen63 halamanKerja BangkuFhabry RSBelum ada peringkat
- 4 - Pertemuan Ke-4 Peralatan Kerja BangkuDokumen18 halaman4 - Pertemuan Ke-4 Peralatan Kerja BangkuNurkholis AkhmadBelum ada peringkat
- Hand Tools - Peralatan Kerja BangkuDokumen17 halamanHand Tools - Peralatan Kerja BangkuDIDIN ROHIDINBelum ada peringkat
- Tugas 1 PKBDokumen15 halamanTugas 1 PKBRahmadani PutriBelum ada peringkat
- Materi SemesterDokumen17 halamanMateri SemesterKINCLING GAMINGBelum ada peringkat
- Kerja BangkuDokumen31 halamanKerja BangkuYanahMala-sariBelum ada peringkat
- Alat Kerja BangkuDokumen12 halamanAlat Kerja BangkuMuchammadSholehAutocratBelum ada peringkat
- Perkakas TanganDokumen24 halamanPerkakas TanganSatrio Jati W100% (1)
- PERKAKAS TANGANDokumen27 halamanPERKAKAS TANGANHaidar IsmanBelum ada peringkat
- Teknik Memotong Benda Kerja DGN Gergaji Tangan (I)Dokumen18 halamanTeknik Memotong Benda Kerja DGN Gergaji Tangan (I)Setyawan ApsBelum ada peringkat
- Kelompok - 4 Teknologi MekanikDokumen14 halamanKelompok - 4 Teknologi MekanikFadhlurrohman SyakirBelum ada peringkat
- 01 Kerja BangkuDokumen17 halaman01 Kerja Bangkuadelia janisBelum ada peringkat
- Presentasi Pa KamalDokumen17 halamanPresentasi Pa KamalSurya FadhlurrohmanBelum ada peringkat
- Kerja Bangku 1Dokumen12 halamanKerja Bangku 1I-one Chompell Btuh HidupBelum ada peringkat
- R001 - Kerja Bangku - Teguh SyafandoDokumen16 halamanR001 - Kerja Bangku - Teguh SyafandoOsuik DMBelum ada peringkat
- PerkakasDokumen6 halamanPerkakasAditBelum ada peringkat
- Alat Perkakas Paper Kayu TanganDokumen14 halamanAlat Perkakas Paper Kayu TanganMustika RosdianaBelum ada peringkat
- KERJA BANGKU OPTIMALDokumen7 halamanKERJA BANGKU OPTIMALkitaru1991Belum ada peringkat
- OBENGDokumen20 halamanOBENGHervina KirunaBelum ada peringkat
- Hand ToolDokumen21 halamanHand ToolYessiana YPBelum ada peringkat
- Alat Perkakas KapalDokumen8 halamanAlat Perkakas Kapalpharleni hutama100% (4)
- Peralatan Kerja BangkuDokumen17 halamanPeralatan Kerja BangkuIsan SelBelum ada peringkat
- CuttingDokumen16 halamanCuttingFaishal HafizhBelum ada peringkat
- NO ALAT FUNGSIDokumen4 halamanNO ALAT FUNGSIRovi RamandhaniBelum ada peringkat
- Produksi MesinDokumen45 halamanProduksi MesinSandiBelum ada peringkat
- Pengertian Kerja Bangku Dan JenisnyaDokumen6 halamanPengertian Kerja Bangku Dan JenisnyaSuyitnoYitnoBelum ada peringkat
- Pengertian Kerja Bangku Dan JenisnyaDokumen6 halamanPengertian Kerja Bangku Dan JenisnyaSuyitnoYitnoBelum ada peringkat
- PERKAKAS TANGANDokumen13 halamanPERKAKAS TANGANKendy Mean100% (1)
- Pekerjaan Dasar Teknik Mesin Peralatan Kerja BangkuDokumen22 halamanPekerjaan Dasar Teknik Mesin Peralatan Kerja Bangkuamelya putriBelum ada peringkat
- Rangkuman Halaman 68-79Dokumen7 halamanRangkuman Halaman 68-79rika auliaBelum ada peringkat
- Alat Alat Tangan Elektronika Dan FungsinDokumen6 halamanAlat Alat Tangan Elektronika Dan FungsinRana HerdianBelum ada peringkat
- Tugas Praktik Kerja BanDokumen6 halamanTugas Praktik Kerja BanFadhlurrohman SyakirBelum ada peringkat
- Alat-Alat Kerja (Jenis, Fungsi Dan CaraDokumen25 halamanAlat-Alat Kerja (Jenis, Fungsi Dan CaraJasa NextBelum ada peringkat
- Bab Ii 2 (C)Dokumen93 halamanBab Ii 2 (C)Ode Dicky SyahbaniBelum ada peringkat
- MacamjDokumen15 halamanMacamjarifBelum ada peringkat
- Alat Kerja BangkufgDokumen20 halamanAlat Kerja BangkufgRofi KurniawanBelum ada peringkat
- TangDokumen3 halamanTangIqbal FadhliBelum ada peringkat
- Bench Work (MK) PDFDokumen78 halamanBench Work (MK) PDFDaffa Dhiya UlhaqBelum ada peringkat
- Rangkuman Alat Bengkel "Teknologi Mekanik"Dokumen2 halamanRangkuman Alat Bengkel "Teknologi Mekanik"Brian AkmalBelum ada peringkat
- Tugas PdeDokumen10 halamanTugas PdeSkool GegeBelum ada peringkat
- Tugas Dasar Teknik Mesin DanisDokumen21 halamanTugas Dasar Teknik Mesin DanisPoetry UtamieBelum ada peringkat
- ALAT KERJADokumen5 halamanALAT KERJAPamungkas UnggulBelum ada peringkat
- Teknik Perkakas TanganDokumen7 halamanTeknik Perkakas TanganVega Indra PrastaBelum ada peringkat
- PERALATAN KERJA BANGKUDokumen19 halamanPERALATAN KERJA BANGKUMulyanto MulyonoBelum ada peringkat
- Gun TingDokumen12 halamanGun TingDavid HutagalungBelum ada peringkat
- Makalah Teknik MekanikDokumen10 halamanMakalah Teknik MekanikRiki GanaBelum ada peringkat
- Bab Ii (Sub 3)Dokumen12 halamanBab Ii (Sub 3)jessicaand emaBelum ada peringkat
- Peralatan Kerja BangkuDokumen7 halamanPeralatan Kerja BangkuDona SaragihBelum ada peringkat
- Cara Kerja dan Fungsi Palu dalamDokumen5 halamanCara Kerja dan Fungsi Palu dalamAde Riyan HidayatBelum ada peringkat
- Jenis Dan Fungsi Perkakas TanganDokumen15 halamanJenis Dan Fungsi Perkakas TanganKendy MeanBelum ada peringkat
- Laporan Pembuatan TangDokumen6 halamanLaporan Pembuatan TangVega Indra PrastaBelum ada peringkat
- Alat - Alat Tangan 3Dokumen37 halamanAlat - Alat Tangan 3Kakikosong adventureBelum ada peringkat
- MKB 1126 Kerja Kayu IDokumen77 halamanMKB 1126 Kerja Kayu INadya AsiaBelum ada peringkat
- MKB 1126 Teknik Kerja KayuDokumen77 halamanMKB 1126 Teknik Kerja KayuVivi CharolinBelum ada peringkat
- Perkakas TanganDokumen20 halamanPerkakas TanganHervina KirunaBelum ada peringkat
- PaluDokumen5 halamanPalupratiwi rahmanBelum ada peringkat
- Alat Kerja Bangku Ferry HidayatDokumen7 halamanAlat Kerja Bangku Ferry Hidayat?????????Belum ada peringkat
- Dinamika Struktur 1Dokumen18 halamanDinamika Struktur 1AzeedBelum ada peringkat
- DRAF PROGRAM KERJA PEMBERDAYA PEREMPUAN (X)Dokumen3 halamanDRAF PROGRAM KERJA PEMBERDAYA PEREMPUAN (X)AzeedBelum ada peringkat
- Teks Akademik Berbagai JenisDokumen1 halamanTeks Akademik Berbagai JenisAzeedBelum ada peringkat
- Tr01a - Evandri P.silitonga-Tugas Statistik Uji Validitas Dan RealibitasDokumen10 halamanTr01a - Evandri P.silitonga-Tugas Statistik Uji Validitas Dan RealibitasAzeedBelum ada peringkat
- TR01B - Kelompok 4 - Drainase Dan Pengendalian BanjirDokumen13 halamanTR01B - Kelompok 4 - Drainase Dan Pengendalian BanjirAzeedBelum ada peringkat
- Duty November 2.2Dokumen7 halamanDuty November 2.2AzeedBelum ada peringkat
- AKHIRSUHADokumen12 halamanAKHIRSUHAAzeedBelum ada peringkat
- BRSbrsInd 20230102121855Dokumen12 halamanBRSbrsInd 20230102121855AzeedBelum ada peringkat
- Pertemuan 8 Manajemen PDokumen14 halamanPertemuan 8 Manajemen PAzeedBelum ada peringkat
- China Flood SystemDokumen12 halamanChina Flood SystemAzeedBelum ada peringkat
- RAB Maintenance X-Ray 2023Dokumen1 halamanRAB Maintenance X-Ray 2023AzeedBelum ada peringkat
- Tabel Pemeliharaan X-RayDokumen2 halamanTabel Pemeliharaan X-RayAzeedBelum ada peringkat
- Suatu Gedung Asrama Untuk 40 Kamar Tidur, Dimana 20 KamarDokumen3 halamanSuatu Gedung Asrama Untuk 40 Kamar Tidur, Dimana 20 KamarAzeedBelum ada peringkat
- Sop 2018 Afl & ListrikDokumen404 halamanSop 2018 Afl & ListrikAzeedBelum ada peringkat
- APA Dan MLA Edisi BaruDokumen16 halamanAPA Dan MLA Edisi BaruAnnisa Hana FitrianiBelum ada peringkat
- Sistematika PenulisanDokumen19 halamanSistematika PenulisanAzeedBelum ada peringkat
- Pancasila 1-4Dokumen17 halamanPancasila 1-4AzeedBelum ada peringkat
- Metode BelajarDokumen1 halamanMetode BelajarAzeedBelum ada peringkat
- Wisata Malaysia 3 Hari 2 MalamDokumen2 halamanWisata Malaysia 3 Hari 2 MalamAzeedBelum ada peringkat
- Bahan Ajar Struktur Beton Bab 3Dokumen18 halamanBahan Ajar Struktur Beton Bab 3AzeedBelum ada peringkat
- Mesin Kalor dan Pemeliharaan KendaraanDokumen3 halamanMesin Kalor dan Pemeliharaan KendaraanAzeedBelum ada peringkat
- ENERGI BARU UNTUK BANDARADokumen12 halamanENERGI BARU UNTUK BANDARAAzeedBelum ada peringkat
- Pengendalian Banjir Dalam System Evaluasi Drainase Bandar Udara Kualanamu-DikonversiDokumen17 halamanPengendalian Banjir Dalam System Evaluasi Drainase Bandar Udara Kualanamu-DikonversiAzeedBelum ada peringkat
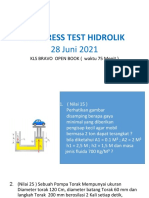
- PROGRESS TEST HIDROLIK 28 JUNI 2021Dokumen5 halamanPROGRESS TEST HIDROLIK 28 JUNI 2021AzeedBelum ada peringkat
- PondasiPancangTipeMaterialDokumen53 halamanPondasiPancangTipeMaterialAzeedBelum ada peringkat
- PONDA PONSEGIDokumen2 halamanPONDA PONSEGIAzeedBelum ada peringkat
- TEKNIK ELEKTRONIKA DAN DIGITALDokumen48 halamanTEKNIK ELEKTRONIKA DAN DIGITALAzeedBelum ada peringkat
- Buku Pembangkit Tenaga Listrik - NHY - EKODokumen91 halamanBuku Pembangkit Tenaga Listrik - NHY - EKOIlham Wisnu AjiBelum ada peringkat
- USAHA DAN KALOR (Lanjutan)Dokumen25 halamanUSAHA DAN KALOR (Lanjutan)AzeedBelum ada peringkat
- ARTIKEL2Dokumen11 halamanARTIKEL2AzeedBelum ada peringkat