Anda mungkin juga menyukai
- Pengukuran KelurusanDokumen19 halamanPengukuran KelurusanPungki Widi UtomoBelum ada peringkat
- KELURUSAN DAN KEDATARANDokumen28 halamanKELURUSAN DAN KEDATARANAndi Cahyo Enelis100% (1)
- Alat Ukur Kelurusan, Kesikuan, Keparalelan DanDokumen23 halamanAlat Ukur Kelurusan, Kesikuan, Keparalelan DanAhmad wahyu SugitoBelum ada peringkat
- KELURUSANDokumen20 halamanKELURUSANMuhammad AzhariBelum ada peringkat
- Tugas 4 Metrologi Kelompok 5 Kelurusan No.1 PPT-1Dokumen20 halamanTugas 4 Metrologi Kelompok 5 Kelurusan No.1 PPT-1aryawpBelum ada peringkat
- MENGUKUR DIMENSI DAN KELURUSANDokumen33 halamanMENGUKUR DIMENSI DAN KELURUSANzuhryengineeringBelum ada peringkat
- Kelompok 4 Alat Ukur KelurusanDokumen20 halamanKelompok 4 Alat Ukur KelurusandebiBelum ada peringkat
- "Pengukuran Linear Lanjutan" "Metrologi Industri"Dokumen3 halaman"Pengukuran Linear Lanjutan" "Metrologi Industri"Richardo 110800Belum ada peringkat
- Metrologi (Macam - Macam Alat Ukur)Dokumen20 halamanMetrologi (Macam - Macam Alat Ukur)Dandi AgustaBelum ada peringkat
- Tugas IrfanDokumen6 halamanTugas IrfanfadlonBelum ada peringkat
- Run-Out Dan KelurusanDokumen28 halamanRun-Out Dan KelurusanEdo DestradaBelum ada peringkat
- Metode Pengukuran KetegaklurusanDokumen16 halamanMetode Pengukuran KetegaklurusanRahmad Wahyudi0% (1)
- TEKNIK PENGUKURANDokumen21 halamanTEKNIK PENGUKURANJhony GittsBelum ada peringkat
- Pengukuran Ketegak LurusanDokumen12 halamanPengukuran Ketegak LurusanRissaBelum ada peringkat
- Laporan Kebulatan Metrologi Industri Universitas Riau 2015Dokumen32 halamanLaporan Kebulatan Metrologi Industri Universitas Riau 2015ariyasujatmiko100% (1)
- Kebulatan 3asaadsafdsfddfDokumen16 halamanKebulatan 3asaadsafdsfddfEigko MalauBelum ada peringkat
- Makalah MetrologiDokumen33 halamanMakalah MetrologiArri RiYu50% (2)
- Straightness PengukuranDokumen12 halamanStraightness PengukuranYabest PurbaBelum ada peringkat
- Makalah MetrologiDokumen35 halamanMakalah Metrologigalih chandra wiradhikaBelum ada peringkat
- BAB I Connecting RodDokumen47 halamanBAB I Connecting RodRofiq FauziBelum ada peringkat
- Pertemuan Ke 3-4 Cara PengukuranDokumen12 halamanPertemuan Ke 3-4 Cara PengukuranAndy MaulanaBelum ada peringkat
- Makalah Mata Kuliah Metrologi Industri DanniDokumen21 halamanMakalah Mata Kuliah Metrologi Industri DanniDanni DwiBelum ada peringkat
- Bab 1 Praktikum MetrologiDokumen22 halamanBab 1 Praktikum MetrologiAgoest P Adi100% (1)
- Metrologi - Prak KelurusanDokumen8 halamanMetrologi - Prak KelurusanAmelia AzzuraBelum ada peringkat
- Pengukuran pistonDokumen20 halamanPengukuran pistonAditya Utama Dito AparatBelum ada peringkat
- Makalah Metrologi IndustriDokumen30 halamanMakalah Metrologi IndustriDelia MentariBelum ada peringkat
- Makalah MetrologiDokumen29 halamanMakalah Metrologiwildan helmiBelum ada peringkat
- Modul 4 - Fritzchristian Arman - 201804510073Dokumen23 halamanModul 4 - Fritzchristian Arman - 201804510073Fritz ArmanBelum ada peringkat
- MENGUKUR KELURUSANDokumen33 halamanMENGUKUR KELURUSANMaryana CimanDjuntaxBelum ada peringkat
- BAB II Landasan TeoriDokumen7 halamanBAB II Landasan Teoriamalnajla225Belum ada peringkat
- 16906-17352-1-PB (1) Kemiringan KolomDokumen9 halaman16906-17352-1-PB (1) Kemiringan KolomIndra Putra RusadiBelum ada peringkat
- Metro 12Dokumen21 halamanMetro 12KikixBelum ada peringkat
- Bab IDokumen24 halamanBab IYunis Pratama Aji PutraBelum ada peringkat
- Alat UkurDokumen36 halamanAlat Ukur2112210002 FAJARBelum ada peringkat
- Analisis Metoda Pengukuran Penyimpangan Geometrik Menggunakan Universal Bridge, Carriage Dan Spirit Level Pada Bedways Mesin BubutDokumen10 halamanAnalisis Metoda Pengukuran Penyimpangan Geometrik Menggunakan Universal Bridge, Carriage Dan Spirit Level Pada Bedways Mesin BubutMeerza MaulanaBelum ada peringkat
- Metrologi IndustriDokumen46 halamanMetrologi IndustrinikeBelum ada peringkat
- Modul 3 KetikDokumen32 halamanModul 3 KetikIbnuBelum ada peringkat
- Modul 03Dokumen14 halamanModul 03GUSTIAN HERMANABelum ada peringkat
- KEMIRINGAN DAN KESIMETRISANDokumen17 halamanKEMIRINGAN DAN KESIMETRISANSarjitoBelum ada peringkat
- BAB II TINJAUAN PUSTAKADokumen30 halamanBAB II TINJAUAN PUSTAKAEdo Destrada75% (4)
- Uji Geometris MesinDokumen4 halamanUji Geometris MesinrikiBelum ada peringkat
- Laporan Pemeliharaan Dan PerbaikanDokumen13 halamanLaporan Pemeliharaan Dan PerbaikanMARTIN SIMARMATA MARTIN SIMARMATABelum ada peringkat
- Pengukuran Tidak Langsung 2020Dokumen24 halamanPengukuran Tidak Langsung 2020Ambo NaiBelum ada peringkat
- Bab 1 Connecting RodDokumen45 halamanBab 1 Connecting RodSaut Remanto SamosirBelum ada peringkat
- Modul 3Dokumen7 halamanModul 3Reza Al KhatamiBelum ada peringkat
- Pengukuran SudutDokumen16 halamanPengukuran SudutsiapasayaaBelum ada peringkat
- Pembacaan Alat Ukur KonvensionalDokumen31 halamanPembacaan Alat Ukur KonvensionalAbdurrahman WahidBelum ada peringkat
- Sifat Umum Alat UkurDokumen16 halamanSifat Umum Alat UkurnikoBelum ada peringkat
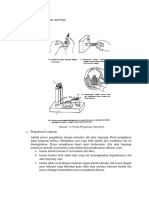
- Laporan Modul 2 P5 Pengukuran TeknikDokumen31 halamanLaporan Modul 2 P5 Pengukuran TeknikHuda ImanuBelum ada peringkat
- PLCDokumen13 halamanPLCRyan RahmanBelum ada peringkat
- Bahan Tes TWK Cpns 2017Dokumen20 halamanBahan Tes TWK Cpns 2017Ryan RahmanBelum ada peringkat
- Kover DikumenDokumen1 halamanKover DikumenRyan RahmanBelum ada peringkat
- Modul E Uji TekanDokumen20 halamanModul E Uji TekanRyan Rahman50% (2)
- SMART HOMEDokumen7 halamanSMART HOMERyan RahmanBelum ada peringkat
- BAB II Las Tig WeldingDokumen12 halamanBAB II Las Tig WeldingRyan RahmanBelum ada peringkat
- Kata Pengantar Lapornani MatetiabnDokumen1 halamanKata Pengantar Lapornani MatetiabnRyan RahmanBelum ada peringkat
- PLCDokumen13 halamanPLCRyan RahmanBelum ada peringkat
- C SharpDokumen12 halamanC SharpRyan RahmanBelum ada peringkat
- Klompok AndroidDokumen10 halamanKlompok AndroidFeri RomadhonaBelum ada peringkat
- Klompok AndroidDokumen10 halamanKlompok AndroidFeri RomadhonaBelum ada peringkat
- Digital 126820 R220801 Konversi File LiteraturDokumen22 halamanDigital 126820 R220801 Konversi File LiteraturRyan RahmanBelum ada peringkat
- Dok M.6 (Rencdana Kerja Mahasiswa)Dokumen10 halamanDok M.6 (Rencdana Kerja Mahasiswa)Ryan RahmanBelum ada peringkat
- Public Static Double Public Static Void: ConsoleDokumen6 halamanPublic Static Double Public Static Void: ConsoleRyan RahmanBelum ada peringkat
- Bab IiDokumen11 halamanBab IiRyan RahmanBelum ada peringkat
- C - Sharp - Part 8 - Crypthography and Efficient Flow CodeDokumen13 halamanC - Sharp - Part 8 - Crypthography and Efficient Flow CodeMunirul Ichwan RifaiBelum ada peringkat
- Pembatas Antar ModulDokumen5 halamanPembatas Antar ModulRyan RahmanBelum ada peringkat
- Cat at AnDokumen1 halamanCat at Anristian717117Belum ada peringkat
- Sharp Defefsegfvelop PDFDokumen8 halamanSharp Defefsegfvelop PDFRyan RahmanBelum ada peringkat
- C# Part 3 - Static & FunctionDokumen8 halamanC# Part 3 - Static & Functionlub4raBelum ada peringkat
- Public Static Double Public Static Void: ConsoleDokumen6 halamanPublic Static Double Public Static Void: ConsoleRyan RahmanBelum ada peringkat
- C (Sharp) Part 6 - SQL 2005 Storerd ProcedureDokumen6 halamanC (Sharp) Part 6 - SQL 2005 Storerd ProcedureRyan RahmanBelum ada peringkat
- C# Part 1 - Pengenalan Logika BasicDokumen6 halamanC# Part 1 - Pengenalan Logika Basiclub4raBelum ada peringkat
- Daftar IsiDokumen5 halamanDaftar IsiRyan RahmanBelum ada peringkat
- Modul C Uji KerasDokumen30 halamanModul C Uji KerasRyan Rahman0% (1)
- Public Static Double Public Static Void: ConsoleDokumen6 halamanPublic Static Double Public Static Void: ConsoleRyan RahmanBelum ada peringkat
- Kata Pengantar Lapornani MatetiabnDokumen1 halamanKata Pengantar Lapornani MatetiabnRyan RahmanBelum ada peringkat
- Las TigDokumen6 halamanLas TigRyan RahmanBelum ada peringkat
- Kata Pengantar Lapornani MatetiabnDokumen1 halamanKata Pengantar Lapornani MatetiabnRyan RahmanBelum ada peringkat