Anda mungkin juga menyukai
- Spesifikasi Teknis Perencanaan Guardrail PDFDokumen5 halamanSpesifikasi Teknis Perencanaan Guardrail PDFwidyo saptotoBelum ada peringkat
- Spesifikasi Pipa BajaDokumen15 halamanSpesifikasi Pipa BajaNanks Cr7Belum ada peringkat
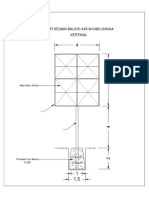
- Baliho Lingga-Model-1 PDFDokumen1 halamanBaliho Lingga-Model-1 PDFDadan MrBelum ada peringkat
- METODE KERJA ERECTION BAJA GD.31b REV.12 SEPT 2019Dokumen9 halamanMETODE KERJA ERECTION BAJA GD.31b REV.12 SEPT 2019Fery IrawanBelum ada peringkat
- Metode PelaksanaanDokumen10 halamanMetode PelaksanaanRisky Nugroho100% (1)
- Mpab Kel 4 CombideckDokumen10 halamanMpab Kel 4 CombideckaciBelum ada peringkat
- BQ RukoDokumen60 halamanBQ RukoDäni R AzëBelum ada peringkat
- II-4. Cable Stayed Baja Dengan Lifter (Siak IV)Dokumen50 halamanII-4. Cable Stayed Baja Dengan Lifter (Siak IV)Intan YuniartiBelum ada peringkat
- Struktur BajaDokumen61 halamanStruktur BajaauliaBelum ada peringkat
- Unbraced Frame LRFD 2005Dokumen10 halamanUnbraced Frame LRFD 2005Zack JspBelum ada peringkat
- Baut & AngkurDokumen3 halamanBaut & AngkurDevin TannaviBelum ada peringkat
- Metode Pekerjaan JackingDokumen27 halamanMetode Pekerjaan JackingAzwar DenaraBelum ada peringkat
- Spesifikasi Khusus Penyediaan CPHMA, TCM Dan LWDDokumen18 halamanSpesifikasi Khusus Penyediaan CPHMA, TCM Dan LWDEmy SurjantoroBelum ada peringkat
- Ldg-Eng-916091-Proc-026 Metode Pembuatan Bendungan Sementara (Kisdam) r0Dokumen5 halamanLdg-Eng-916091-Proc-026 Metode Pembuatan Bendungan Sementara (Kisdam) r0Fahmi Tarmizi Zulfikar ZeinBelum ada peringkat
- Pekerjaan Memasang Pondasi Batu Kali 0910Dokumen35 halamanPekerjaan Memasang Pondasi Batu Kali 0910Rizkar PratomoBelum ada peringkat
- 026-Sop Pemasangan Rangka Besi Ring BalokDokumen7 halaman026-Sop Pemasangan Rangka Besi Ring BalokIman TeofilusBelum ada peringkat
- Pekerjaan PersiapanDokumen7 halamanPekerjaan PersiapanobednaraBelum ada peringkat
- Balok KompositDokumen28 halamanBalok Komposithaleema pcyBelum ada peringkat
- BAB IV - ThermocoupleDokumen6 halamanBAB IV - ThermocoupleRenzBelum ada peringkat
- Metode Kerja Erection BajaDokumen8 halamanMetode Kerja Erection BajaMuhammad HidayatBelum ada peringkat
- Spesifikasi Teknis GuardrailDokumen5 halamanSpesifikasi Teknis GuardrailRudi YansyahBelum ada peringkat
- Metode Pemipaan Inlet OkDokumen28 halamanMetode Pemipaan Inlet OkDede IsmawanBelum ada peringkat
- Bab V Metode PelaksanaanDokumen36 halamanBab V Metode PelaksanaanIwan Sutriono100% (1)
- Metode Konstruksi JalanDokumen8 halamanMetode Konstruksi Jalanantonius satrioBelum ada peringkat
- Metode Pelaksanaan JalanDokumen8 halamanMetode Pelaksanaan JalanFhayzal JieBelum ada peringkat
- Contoh Metode Pelaksanaan Pekerjaan BangunanDokumen29 halamanContoh Metode Pelaksanaan Pekerjaan Bangunanemut_m0% (1)
- Prosedur Pelaksanaan Bangunan KhususDokumen34 halamanProsedur Pelaksanaan Bangunan KhusustlundipBelum ada peringkat
- Permasalahan Pekerjaan PemancanganDokumen20 halamanPermasalahan Pekerjaan PemancanganWelbi R SukrisnaBelum ada peringkat
- Analis DermagaDokumen56 halamanAnalis Dermagahandoko ajiBelum ada peringkat
- Metode PelaksanaanDokumen42 halamanMetode PelaksanaanMuhammad Chair RizkiBelum ada peringkat
- Daftar Simak SPAMDokumen7 halamanDaftar Simak SPAMWilly BudimanBelum ada peringkat
- Metode Konstruksi GeoteknikDokumen32 halamanMetode Konstruksi GeoteknikGerald Michael PasaribuBelum ada peringkat
- Penggalian Jalur PipaDokumen11 halamanPenggalian Jalur PipaawabnabawiBelum ada peringkat
- 8-Water ProofingDokumen4 halaman8-Water ProofingkusumoajiBelum ada peringkat
- Perhit. Str. SiponDokumen6 halamanPerhit. Str. SiponoffiBelum ada peringkat
- Metode Pemasangan ElastomericDokumen42 halamanMetode Pemasangan ElastomericTAKALI CIEKBelum ada peringkat
- DRAFT SPESIFIKASI KHUSUS INTERIM SKh-1.3.XX Dinding Penahan Tanah Yang Distabilisasi Secara Mekanis REV 05Dokumen12 halamanDRAFT SPESIFIKASI KHUSUS INTERIM SKh-1.3.XX Dinding Penahan Tanah Yang Distabilisasi Secara Mekanis REV 05sfinal_1100% (1)
- Bab 4 - Analisis Dan Perencanaan Bag 4Dokumen60 halamanBab 4 - Analisis Dan Perencanaan Bag 4dianaBelum ada peringkat
- Edoc - Pub - Spesifikasi Teknis Rangka Atap Baja Ringan PDFDokumen9 halamanEdoc - Pub - Spesifikasi Teknis Rangka Atap Baja Ringan PDFAzharudin ZoechnyBelum ada peringkat
- Metode Kerja Pemasangan Bekisting KolomDokumen8 halamanMetode Kerja Pemasangan Bekisting KolomNovan Dwi AnggoroBelum ada peringkat
- Metode C.21 Pekerjaan Saluran Berbentuk U Type Ds 3Dokumen2 halamanMetode C.21 Pekerjaan Saluran Berbentuk U Type Ds 3WU HUABIN100% (1)
- Pek. Baja-1Dokumen4 halamanPek. Baja-1Mariani ArifiantoBelum ada peringkat
- DN Thrust BlockDokumen10 halamanDN Thrust BlockRAHMAN HakimBelum ada peringkat
- Metode Pemasangan Atap GRCDokumen13 halamanMetode Pemasangan Atap GRCsite engineer wkBelum ada peringkat
- Pengaruh Pengecatan Baja Tulangan Beton Terhadap Kuat Lekat Beton-Baja Tulangan Di Lingkungan Yang MerusakDokumen7 halamanPengaruh Pengecatan Baja Tulangan Beton Terhadap Kuat Lekat Beton-Baja Tulangan Di Lingkungan Yang MerusakRangga Maulana ArrazyBelum ada peringkat
- Spektek Final HidromekanikalDokumen18 halamanSpektek Final HidromekanikalDickyArdianFelsaputraBelum ada peringkat
- Hand Out Akhir2Dokumen82 halamanHand Out Akhir2Nofita HarwinBelum ada peringkat
- Struktur BajaDokumen6 halamanStruktur BajaauliaBelum ada peringkat
- Metode Kerja - Konstruksi Bored PileDokumen11 halamanMetode Kerja - Konstruksi Bored PileFendi Rang TigorBelum ada peringkat
- Metode PagarDokumen38 halamanMetode PagarTiopenAgil50% (4)
- Penerapan RamDokumen1 halamanPenerapan RamSalamah Nur100% (1)
- Spek RambuDokumen3 halamanSpek RambuDedi Prima SimamoraBelum ada peringkat
- BQ Gedung Ulp Rakor OkDokumen44 halamanBQ Gedung Ulp Rakor Okyusufkalla 99Belum ada peringkat
- Metoda Kerja Pekerjaan Cable Trench ExcavationDokumen2 halamanMetoda Kerja Pekerjaan Cable Trench ExcavationFauzi MzBelum ada peringkat
- BAB III - JembatanDokumen13 halamanBAB III - JembatanEdoElnatanNapitupuluBelum ada peringkat
- Spec Pipa GipDokumen23 halamanSpec Pipa GipAli Abdullah BajuberBelum ada peringkat
- RKS-PASAR BAB 5-Pekerjaan Struktur BajaDokumen7 halamanRKS-PASAR BAB 5-Pekerjaan Struktur BajaDirektur UtamaBelum ada peringkat
- Spesifikasi Pipa CSPDokumen15 halamanSpesifikasi Pipa CSPGunawan AchmadBelum ada peringkat
- Sni 03-6719-2002Dokumen1 halamanSni 03-6719-2002yanuarepBelum ada peringkat
- Sni 03-6812-2002 PDFDokumen8 halamanSni 03-6812-2002 PDFibrahimBelum ada peringkat
- Makalah Bahaya NarkobaDokumen20 halamanMakalah Bahaya NarkobalailisBelum ada peringkat
- SNI 03-6395-2000 Spesifikasi Alat Ukur Debit OrificeDokumen1 halamanSNI 03-6395-2000 Spesifikasi Alat Ukur Debit OrificeElvira Eka RamadhaniBelum ada peringkat
- 7 Pedoman. Kriteria Umum Desain Bendungan PDFDokumen96 halaman7 Pedoman. Kriteria Umum Desain Bendungan PDFElvira Eka RamadhaniBelum ada peringkat
- SNI 06-4828-1998 Spesifikasi Cincin Karet Sambungan Pipa Air Minum, Air Limbah Dan Air HujanDokumen1 halamanSNI 06-4828-1998 Spesifikasi Cincin Karet Sambungan Pipa Air Minum, Air Limbah Dan Air HujanElvira Eka RamadhaniBelum ada peringkat
- Aktualisasi ElviraDokumen40 halamanAktualisasi ElviraElvira Eka RamadhaniBelum ada peringkat
- Makalah Tindak Pidana Di Dalam Undang-UnDokumen17 halamanMakalah Tindak Pidana Di Dalam Undang-UnsarahBelum ada peringkat
- Kabupaten Banyumas Dalam Angka 2015 PDFDokumen298 halamanKabupaten Banyumas Dalam Angka 2015 PDFElvira Eka RamadhaniBelum ada peringkat
- Se Men Pu No.08 Se M 2010Dokumen80 halamanSe Men Pu No.08 Se M 2010Elvira Eka RamadhaniBelum ada peringkat
- SNI-6897-2008 (Pekerjaan Dinding)Dokumen17 halamanSNI-6897-2008 (Pekerjaan Dinding)irbar.darmansyah.alwi92% (13)
- Sni 03-1724-1989Dokumen38 halamanSni 03-1724-1989jumpalit33Belum ada peringkat
- Pedoman Perencanaan Tebal Perkerasan Lentur PtT-01-pt-2002 - B PDFDokumen37 halamanPedoman Perencanaan Tebal Perkerasan Lentur PtT-01-pt-2002 - B PDFHanafiahHamzah100% (1)
- Sni 2837-2008Dokumen17 halamanSni 2837-2008Moko Corp100% (1)
- Panduan PAHSDokumen44 halamanPanduan PAHStambunbungaiBelum ada peringkat
- Sni 03-6966-2003 Spek Sal. Air Hujan Pracetak Berlubang Utk PemukumanDokumen14 halamanSni 03-6966-2003 Spek Sal. Air Hujan Pracetak Berlubang Utk PemukumanArThur Bangun100% (1)
- PD T-12-2004-ADokumen39 halamanPD T-12-2004-AgabyorBelum ada peringkat
- Sni 19-6778-2002Dokumen0 halamanSni 19-6778-2002Muhammad TaufikBelum ada peringkat
- Sni 19-6782-2002Dokumen1 halamanSni 19-6782-2002Elvira Eka Ramadhani50% (4)
- Sni 19-6778-2002Dokumen0 halamanSni 19-6778-2002Muhammad TaufikBelum ada peringkat
- PD T-05-2005-A Operasi Dan Pemeliharaan Bendung Karet Isi Udara (Tabung Karet)Dokumen33 halamanPD T-05-2005-A Operasi Dan Pemeliharaan Bendung Karet Isi Udara (Tabung Karet)Elvira Eka RamadhaniBelum ada peringkat
- SNI 03 0090 1999 Bronjong KawatDokumen16 halamanSNI 03 0090 1999 Bronjong Kawatimgan100% (2)
- Sni 19-6466-2000Dokumen1 halamanSni 19-6466-2000Sukon SusahkonexBelum ada peringkat
- PT T-15-2002-CDokumen30 halamanPT T-15-2002-CElvira Eka RamadhaniBelum ada peringkat
- Sni 06-2550-1991Dokumen1 halamanSni 06-2550-1991Elvira Eka RamadhaniBelum ada peringkat
- SNI 03-2453-2002 Tata Cara Perencanaan Teknik Sumur Resapan Air Hujan Untuk Lahan PekaranganDokumen17 halamanSNI 03-2453-2002 Tata Cara Perencanaan Teknik Sumur Resapan Air Hujan Untuk Lahan PekaranganElvira Eka Ramadhani0% (2)
- SNI 03-2822-1992 Metode Pembutan Lengkung Debit Dan Tabel SungaiSaluran Terbuka Dengan Analisa GrafisDokumen1 halamanSNI 03-2822-1992 Metode Pembutan Lengkung Debit Dan Tabel SungaiSaluran Terbuka Dengan Analisa GrafislimpatpBelum ada peringkat
- SNI 03-2414-1991 Metode Pengukuran Debit Sungai Dan Saluran TerbukaDokumen1 halamanSNI 03-2414-1991 Metode Pengukuran Debit Sungai Dan Saluran TerbukaElvira Eka RamadhaniBelum ada peringkat
- Sni 03-2415-1991Dokumen0 halamanSni 03-2415-1991Near -nate River-0% (1)
- PD T-05-2005-A Operasi Dan Pemeliharaan Bendung Karet Isi Udara (Tabung Karet)Dokumen33 halamanPD T-05-2005-A Operasi Dan Pemeliharaan Bendung Karet Isi Udara (Tabung Karet)Elvira Eka RamadhaniBelum ada peringkat
- Jurnal Pengendalian Banjir Sungai Cimanuk HilirDokumen7 halamanJurnal Pengendalian Banjir Sungai Cimanuk HilirElvira Eka RamadhaniBelum ada peringkat