Anda mungkin juga menyukai
- Metode Test Running PompaDokumen1 halamanMetode Test Running PompaFebry AhmadBelum ada peringkat
- Habib Susilo - Tugas Managemen Produksi - CDokumen19 halamanHabib Susilo - Tugas Managemen Produksi - CHabib SusiloBelum ada peringkat
- Kuliah-3 TBK Ukuran Utama KapalDokumen25 halamanKuliah-3 TBK Ukuran Utama KapalFajar KurniawantoroBelum ada peringkat
- Survey 6 (Ropax 300) Scantling Dan Welding CheckDokumen3 halamanSurvey 6 (Ropax 300) Scantling Dan Welding CheckBima Ade Maulana100% (1)
- Kapal RepairDokumen5 halamanKapal RepairAan Wasis MardianaBelum ada peringkat
- Sop Spesifikasi KapalDokumen1 halamanSop Spesifikasi KapalPutri AmeraBelum ada peringkat
- Pengenalan Teori Bangunan Kapal 1Dokumen30 halamanPengenalan Teori Bangunan Kapal 1Ahmad Sukamto100% (1)
- IskDokumen18 halamanIskSolihin SolatBelum ada peringkat
- Instalasi Bangunan Laut Israldi YaminDokumen22 halamanInstalasi Bangunan Laut Israldi YaminIsraldii 39Belum ada peringkat
- Laporan PKL Ak3 Muda Konstruksi.Dokumen20 halamanLaporan PKL Ak3 Muda Konstruksi.Tata ZahraBelum ada peringkat
- Modul SPK (Sistem Perlengkapan Kapal) - HLDokumen67 halamanModul SPK (Sistem Perlengkapan Kapal) - HLRangga WbpBelum ada peringkat
- 1 1Dokumen5 halaman1 1muhammad yaminBelum ada peringkat
- Pembangunan Kabel Laut 150kV Sistem Interkoneksi Sumatera Bangka - 93945Dokumen54 halamanPembangunan Kabel Laut 150kV Sistem Interkoneksi Sumatera Bangka - 93945QC Jargas MandiriBelum ada peringkat
- Artikel Tug BoatDokumen5 halamanArtikel Tug Boatsuhendra_kapalBelum ada peringkat
- Resum Perawatan Fasilitas Pada Galangan Kapal. MerciaDokumen6 halamanResum Perawatan Fasilitas Pada Galangan Kapal. Merciamercia gargutBelum ada peringkat
- Tugas PpeDokumen5 halamanTugas PpeNabila SalsabilaBelum ada peringkat
- Prosedur Audit EnergiDokumen7 halamanProsedur Audit Energisinggah100% (1)
- Fault Tree Analysis Sop Keselamatan KerjaDokumen6 halamanFault Tree Analysis Sop Keselamatan KerjaMarrry FlorenciaBelum ada peringkat
- Hull Outfitting Presentation NovideoDokumen23 halamanHull Outfitting Presentation Novideokharis abdullahBelum ada peringkat
- Makalah PelayaranDokumen21 halamanMakalah PelayaranZen KusumaBelum ada peringkat
- Bab III AsliDokumen17 halamanBab III AsliAhmad Mujahid AliBelum ada peringkat
- Teknologi Reparasi Dan Konversi Kapal (PIKOLO)Dokumen17 halamanTeknologi Reparasi Dan Konversi Kapal (PIKOLO)febriherupurnomoBelum ada peringkat
- Tugas Produksi KapalDokumen33 halamanTugas Produksi Kapalbee lizaBelum ada peringkat
- Revisi Reparasi Lambung KapalDokumen17 halamanRevisi Reparasi Lambung Kapalchoirul dwiyonoBelum ada peringkat
- Solid FloorDokumen3 halamanSolid FloorAnster BrilianBelum ada peringkat
- Bab 3Dokumen31 halamanBab 3Efendi DiBelum ada peringkat
- Peran Dan Aplikasi Ilmu Teknik Pengairan Dalam Industri PertambanganDokumen10 halamanPeran Dan Aplikasi Ilmu Teknik Pengairan Dalam Industri PertambanganAriz BobBelum ada peringkat
- PKL PelindoDokumen30 halamanPKL PelindoYONATHAN42Belum ada peringkat
- Hes Passport Ver2rev1Dokumen16 halamanHes Passport Ver2rev1Jul HendriBelum ada peringkat
- Pertemuan 5Dokumen58 halamanPertemuan 5Aulia nurahmaBelum ada peringkat
- PPC ReparasiDokumen2 halamanPPC ReparasiM Sholikhul Muhdi SyamsBelum ada peringkat
- 02 Alur Pemesanan Kapal-KontrakDokumen3 halaman02 Alur Pemesanan Kapal-KontrakNimas FathinBelum ada peringkat
- Proposal Tugas Akhir - Juliana Nurmalasari - 0517040038Dokumen62 halamanProposal Tugas Akhir - Juliana Nurmalasari - 0517040038Dhimas Junid SumardiansyahBelum ada peringkat
- Modul Sosialisasi Proses Dan Pedoman Permohonan SBU - 11 November 2021 2Dokumen68 halamanModul Sosialisasi Proses Dan Pedoman Permohonan SBU - 11 November 2021 2Sano YogyakartaBelum ada peringkat
- Perawatan Sistem Pendingin Mesin Penggerak Utama Kapal "X" Perusahaan "Y"Dokumen24 halamanPerawatan Sistem Pendingin Mesin Penggerak Utama Kapal "X" Perusahaan "Y"Intan PertiwiBelum ada peringkat
- TBA II - Stability Offshore Structure (Revised2)Dokumen90 halamanTBA II - Stability Offshore Structure (Revised2)kometmayorBelum ada peringkat
- Reparasi Kapal Tugas Deteksi Kerusakan (15!11!14)Dokumen20 halamanReparasi Kapal Tugas Deteksi Kerusakan (15!11!14)Apras TyoBelum ada peringkat
- Perencanaan PelabuhanDokumen50 halamanPerencanaan Pelabuhanannywesty79Belum ada peringkat
- All Materi Diklat AFF-STIPDokumen133 halamanAll Materi Diklat AFF-STIPQirana SandiBelum ada peringkat
- Materi Jenis Pesawat AngkatDokumen160 halamanMateri Jenis Pesawat AngkatPringgoady Sasongko Al MabungyBelum ada peringkat
- PTSI PLT BUPR 003 R2 General Overhaul Procedure IndonesiaDokumen6 halamanPTSI PLT BUPR 003 R2 General Overhaul Procedure IndonesiaRony LesbtBelum ada peringkat
- Checklist SOP Crane (Form Baru)Dokumen8 halamanChecklist SOP Crane (Form Baru)Haidar Ali100% (2)
- Hose Test Pada KapalDokumen1 halamanHose Test Pada KapalDwiki Timur Pratama BakriBelum ada peringkat
- Ahmad Kiko BangsawanDokumen124 halamanAhmad Kiko BangsawanSiddiq Nur Rahman100% (1)
- Desain Storage TankDokumen6 halamanDesain Storage TankAwa JieeBelum ada peringkat
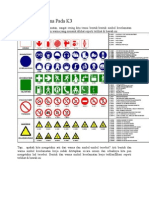
- Arti Bentuk Warna Pada K3Dokumen3 halamanArti Bentuk Warna Pada K3sopyanBelum ada peringkat
- Offshore k3 (Anjungan Terapung)Dokumen13 halamanOffshore k3 (Anjungan Terapung)Rosa AmeliaBelum ada peringkat
- Materi Terminologi SPMTDokumen5 halamanMateri Terminologi SPMTahmadBelum ada peringkat
- Bab 1Dokumen3 halamanBab 1Zaki Maulana IqbalBelum ada peringkat
- WP.2 Ijin Memasuki Ruang TertutupDokumen2 halamanWP.2 Ijin Memasuki Ruang TertutupDanar FauzanBelum ada peringkat
- Penjelasan Fungsi CrewDokumen6 halamanPenjelasan Fungsi CrewRiri Yoanda TaufikBelum ada peringkat
- Teknik Pengelasan Kapal Jilid IIDokumen153 halamanTeknik Pengelasan Kapal Jilid IIsan kukuhBelum ada peringkat
- Laporan Praktek KerjaDokumen38 halamanLaporan Praktek KerjaArief R HakimBelum ada peringkat
- Laporan On The Job Training Pt. Kava Jaya Mandiri: Jl. Ikan Mungsing V No.99, Perak Barat - SurabayaDokumen2 halamanLaporan On The Job Training Pt. Kava Jaya Mandiri: Jl. Ikan Mungsing V No.99, Perak Barat - Surabayasyawal reazzBelum ada peringkat
- Cara Menghitung StabilitasDokumen19 halamanCara Menghitung StabilitasgueldoBelum ada peringkat
- Kapal Tongkang TugboatDokumen2 halamanKapal Tongkang TugboatDemon LordBelum ada peringkat
- Proposal Tugas Akhir - Suci Amalia Putri - Analisis Resiliensi Perusahaan Pelayaran Terdampak Pandemi Covid-19: Studi Kasus Muatan Batu BaraDokumen8 halamanProposal Tugas Akhir - Suci Amalia Putri - Analisis Resiliensi Perusahaan Pelayaran Terdampak Pandemi Covid-19: Studi Kasus Muatan Batu BarateriosableBelum ada peringkat
- Teknik Produksi Dan Reparasi Kapal AliDokumen21 halamanTeknik Produksi Dan Reparasi Kapal AliikusumaBelum ada peringkat
- Sistem Pembangunan Kapal UNSADA by Ridwan (2013320008)Dokumen66 halamanSistem Pembangunan Kapal UNSADA by Ridwan (2013320008)MuhammadRidwan100% (2)
- Work Breakdown Structure (WBS) : Structure (WBS) - WBS Ini Diklasifikasikan Sebagai Sebuah Sistem. WBS UmumnyaDokumen29 halamanWork Breakdown Structure (WBS) : Structure (WBS) - WBS Ini Diklasifikasikan Sebagai Sebuah Sistem. WBS UmumnyaZaidy IrawannBelum ada peringkat
- Nokia 5070 PDFDokumen108 halamanNokia 5070 PDFfebrian29Belum ada peringkat
- Materi Higer Lower Volatility 100 (Binary Trade)Dokumen3 halamanMateri Higer Lower Volatility 100 (Binary Trade)febrian29100% (1)
- BVB Trading Style Ver 1Dokumen11 halamanBVB Trading Style Ver 1Muhammad Al BattarBelum ada peringkat
- Materi Mirror TerbaruDokumen13 halamanMateri Mirror Terbarufebrian29Belum ada peringkat
- 6 Pola Candlestick Yang Paling Menguntungkan Dalam Perdagangan Saham Di Bursa Efek IndonesiaDokumen33 halaman6 Pola Candlestick Yang Paling Menguntungkan Dalam Perdagangan Saham Di Bursa Efek IndonesiaAgustin Eliasta Ginting100% (28)
- Teknik Angka EmasDokumen8 halamanTeknik Angka Emasfebrian290% (1)