Anda mungkin juga menyukai
- Single Station Manufacturing CellsDokumen2 halamanSingle Station Manufacturing CellsPubalan SivasangkarBelum ada peringkat
- Laporan Jobshop Dan FlowshopDokumen34 halamanLaporan Jobshop Dan FlowshopNur Rahma Laila Rizki Fauziah100% (5)
- MENGENDALIKAN MANUFAKTURDokumen7 halamanMENGENDALIKAN MANUFAKTURDewi S Kencana SilabanBelum ada peringkat
- Manual Assembly LineDokumen12 halamanManual Assembly LineAgus Andreas0% (1)
- Laporan Praktikum TPS-HeijunkaDokumen9 halamanLaporan Praktikum TPS-HeijunkaRonaldo KusumaBelum ada peringkat
- Tugas FMSDokumen18 halamanTugas FMSAnonymous CcqWRPvBelum ada peringkat
- Pro ModelDokumen29 halamanPro ModelnuryaandiBelum ada peringkat
- DESAINPABRIKDokumen2 halamanDESAINPABRIKzulfikri zikrahBelum ada peringkat
- Uas Sore Praktikum Perancangan Tata Letak Fasilitas Genap 2019-2020 PDFDokumen1 halamanUas Sore Praktikum Perancangan Tata Letak Fasilitas Genap 2019-2020 PDFJunaidi Saputra100% (1)
- Laporan Akhir PTLFDokumen167 halamanLaporan Akhir PTLFDeifa0% (1)
- LUAS LANTAI PRODUKSIDokumen11 halamanLUAS LANTAI PRODUKSIWidia Pitriani100% (1)
- PETA KERJADokumen14 halamanPETA KERJASandy KurniawanBelum ada peringkat
- RCCP & CRPDokumen3 halamanRCCP & CRPHenry Gusta Prakosa100% (2)
- MPPC KIREISYN (Laporan)Dokumen13 halamanMPPC KIREISYN (Laporan)Nur AfifaBelum ada peringkat
- Value Engineering Pada Produk Kijang Innova Dan AvanzaDokumen3 halamanValue Engineering Pada Produk Kijang Innova Dan AvanzaDennis AgusdiantoBelum ada peringkat
- TATA LETAK FASILITASDokumen6 halamanTATA LETAK FASILITASNisa AgniaBelum ada peringkat
- Pert.11 Dan 12 Peningkatan Jadwal Kerja PerawatanDokumen31 halamanPert.11 Dan 12 Peningkatan Jadwal Kerja PerawatanhadiBelum ada peringkat
- OPERATION PROCESS CHARTDokumen1 halamanOPERATION PROCESS CHARTAlifahDianRahmaniaBelum ada peringkat
- Opc, Peta Aliran Proses Dan Diagram Rakitan Meja Lipat (Tugas 3)Dokumen18 halamanOpc, Peta Aliran Proses Dan Diagram Rakitan Meja Lipat (Tugas 3)melly67% (3)
- Modul 4 - Standardisasi Sistem KerjaDokumen22 halamanModul 4 - Standardisasi Sistem KerjaAnggun Anaulia Siahaan100% (1)
- Xi Arsitektur ProdukDokumen12 halamanXi Arsitektur ProdukIrvan NurgiatmoBelum ada peringkat
- Laporan Praktikum Routing Sheet Dan Multi Product Process Chart (MPPC)Dokumen16 halamanLaporan Praktikum Routing Sheet Dan Multi Product Process Chart (MPPC)Agung Firmansyah100% (1)
- Manfaat robot tambahan pada stasiun kerjaDokumen1 halamanManfaat robot tambahan pada stasiun kerjaJessica NovitaBelum ada peringkat
- Pert 3 MSDM 2020Dokumen18 halamanPert 3 MSDM 2020M Ariyadi0% (1)
- Modul 4 Analisis Aliran BahanDokumen10 halamanModul 4 Analisis Aliran BahanAhmad Izky Al FaywazBelum ada peringkat
- Laporan Pti Modul 3 Perancangan Peta Kerja Dan Presedence DiagramDokumen41 halamanLaporan Pti Modul 3 Perancangan Peta Kerja Dan Presedence Diagramhasandududh100% (1)
- SimulasiBengkelDokumen4 halamanSimulasiBengkelAngga Mulana100% (3)
- Ahmad Bachtiar - 1810101800169 - Manajemen Perawatan - 06TIDE002Dokumen7 halamanAhmad Bachtiar - 1810101800169 - Manajemen Perawatan - 06TIDE002Abdul Azies100% (1)
- Production Activity ControlDokumen50 halamanProduction Activity ControlhalimBelum ada peringkat
- Vii Concept Generation and SelectionDokumen12 halamanVii Concept Generation and SelectionIrvan Nurgiatmo100% (4)
- Pembuatan Peta Kerja MobilDokumen35 halamanPembuatan Peta Kerja MobilToyib ToyibBelum ada peringkat
- Line BalancingDokumen26 halamanLine BalancingFahmi Apriadi100% (2)
- Laporan Praktikum 3 Kel 4 (Job Shop) - 1Dokumen19 halamanLaporan Praktikum 3 Kel 4 (Job Shop) - 1Syaiful Rahman100% (2)
- Modul ProModelDokumen56 halamanModul ProModelIvana Messi100% (6)
- Laporan Tugas Besar SImulasi Komputer Kelompok 4Dokumen10 halamanLaporan Tugas Besar SImulasi Komputer Kelompok 4ula hafidz100% (1)
- Simulasi SistemDokumen25 halamanSimulasi SistemYana Mulyana100% (1)
- Tata Letak ProdukDokumen5 halamanTata Letak ProdukInu Ricky100% (1)
- ATBD-PULLEYDokumen6 halamanATBD-PULLEYMuhammad Fardiansyah100% (1)
- Tugas 2 2019Dokumen3 halamanTugas 2 2019Aditya Yuda Febriano100% (4)
- Laporan Praktikum Analisis Perancangan KerjaDokumen88 halamanLaporan Praktikum Analisis Perancangan KerjaRinaldi SyafiiBelum ada peringkat
- Contoh PETA ALIRAN ProsesDokumen4 halamanContoh PETA ALIRAN ProsesDallan AizenBelum ada peringkat
- Modul 1 Praktikum SSIDokumen81 halamanModul 1 Praktikum SSILivia SafiraBelum ada peringkat
- PERENCANAANDokumen42 halamanPERENCANAANmuhmanhard100% (1)
- Kelompok 4 - Laporan MRP Dan Lot Sizing - TIRP19ADokumen45 halamanKelompok 4 - Laporan MRP Dan Lot Sizing - TIRP19AIlmi Malia SafitriBelum ada peringkat
- Routing Sheet Kireisyn (Proposal)Dokumen13 halamanRouting Sheet Kireisyn (Proposal)Nur Afifa100% (1)
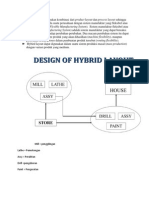
- Hybrid LayoutDokumen1 halamanHybrid LayoutdianursBelum ada peringkat
- Minggu Ke-3 - Perhitungan Perencanaan FasilitasDokumen44 halamanMinggu Ke-3 - Perhitungan Perencanaan FasilitasIsrafiMaulanaBelum ada peringkat
- Makalah OeeDokumen9 halamanMakalah OeebondanarioBelum ada peringkat
- Agustinus Sebayang - 090130016 - Tugas Pemodelan SistemDokumen17 halamanAgustinus Sebayang - 090130016 - Tugas Pemodelan SistemDody Kandoraxs HarahapBelum ada peringkat
- Soal Uas PTLF Gasal 14 - 15Dokumen4 halamanSoal Uas PTLF Gasal 14 - 15Junaidi SaputraBelum ada peringkat
- Praktikum Simulasi Dengan ARENA (Normal)Dokumen15 halamanPraktikum Simulasi Dengan ARENA (Normal)yusufbfBelum ada peringkat
- Simulasi Yanti CakeDokumen83 halamanSimulasi Yanti CakeSakinah HbBelum ada peringkat
- SINGLE CELL ANALYSISDokumen30 halamanSINGLE CELL ANALYSISKuntulBelum ada peringkat
- Sistem Manufaktur Tunggal BerawakDokumen9 halamanSistem Manufaktur Tunggal BerawakAhmad Rapa'iBelum ada peringkat
- SSMWS dan SSAC untuk Produksi BatchDokumen41 halamanSSMWS dan SSAC untuk Produksi BatchVijaiAriosBelum ada peringkat
- RingkasanDokumen5 halamanRingkasanMagu FlareginBelum ada peringkat
- PSM 4 Single CellDokumen38 halamanPSM 4 Single CellImaaBelum ada peringkat
- Assembly LinesDokumen12 halamanAssembly LinesAde HendrawanBelum ada peringkat
- Sistem ProduksiDokumen5 halamanSistem ProduksiRinaBelum ada peringkat
- Single Station Manufacturing CellsDokumen13 halamanSingle Station Manufacturing CellsOkky ArdiansyahBelum ada peringkat
- Buku PERENCANAAN KEBUTUHAN SDM INDUSTRI - 2 PDFDokumen100 halamanBuku PERENCANAAN KEBUTUHAN SDM INDUSTRI - 2 PDFNur'ainiBelum ada peringkat
- SOP Maintenance Hoist Crane 3 Axis Type Demag PK10NDokumen58 halamanSOP Maintenance Hoist Crane 3 Axis Type Demag PK10NAnisa RachmanBelum ada peringkat
- Modul Siswa Elemen Mesin PDFDokumen3 halamanModul Siswa Elemen Mesin PDFAnisa RachmanBelum ada peringkat
- Penentuan KKMDokumen1 halamanPenentuan KKMAnisa RachmanBelum ada peringkat
- Elmes 2Dokumen50 halamanElmes 2Anisa RachmanBelum ada peringkat
- PEDOMAN 301 TerbaruDokumen1.872 halamanPEDOMAN 301 TerbaruPamungkas DimasBelum ada peringkat
- Skkni OtokrDokumen3 halamanSkkni OtokrLuhur EW100% (1)
- LAPORAN PRAKTIK CahyaDokumen26 halamanLAPORAN PRAKTIK CahyaAnisa RachmanBelum ada peringkat
- 5pengukurandankesalahan 161005061239Dokumen37 halaman5pengukurandankesalahan 161005061239Anisa RachmanBelum ada peringkat
- Panduan PNBP ATM PDFDokumen9 halamanPanduan PNBP ATM PDFErika HidayantiBelum ada peringkat
- RPP Gambar Teknik 1Dokumen7 halamanRPP Gambar Teknik 1Arsa WijayaBelum ada peringkat
- PEDOMAN 301 TerbaruDokumen1.872 halamanPEDOMAN 301 TerbaruPamungkas DimasBelum ada peringkat
- Robotindustri 140405134633 Phpapp01Dokumen18 halamanRobotindustri 140405134633 Phpapp01Anisa RachmanBelum ada peringkat
- 5pengukurandankesalahan 161005061239Dokumen37 halaman5pengukurandankesalahan 161005061239Anisa RachmanBelum ada peringkat
- Teknik Pengelasan 001Dokumen28 halamanTeknik Pengelasan 001Anisa RachmanBelum ada peringkat
- 2 GuruDokumen1 halaman2 GuruAnisa RachmanBelum ada peringkat
- 5pengukurandankesalahan 161005061239Dokumen37 halaman5pengukurandankesalahan 161005061239Anisa RachmanBelum ada peringkat
- DiskusiDokumen2 halamanDiskusiAnisa RachmanBelum ada peringkat
- LASDokumen8 halamanLASAnisa RachmanBelum ada peringkat
- 1 - Elemen Mesin - Fastener & SupportDokumen44 halaman1 - Elemen Mesin - Fastener & SupportAnisa RachmanBelum ada peringkat
- Kurnia Wahyu Adi-Makalah Kapita Selekta-CIO7Dokumen26 halamanKurnia Wahyu Adi-Makalah Kapita Selekta-CIO7Anisa RachmanBelum ada peringkat
- Modul Menginterpretasikan Gambar TeknikDokumen165 halamanModul Menginterpretasikan Gambar TeknikRudi Wijanarko80% (5)
- Robotindustri 140405134633 Phpapp01Dokumen18 halamanRobotindustri 140405134633 Phpapp01Anisa RachmanBelum ada peringkat
- Dimensi Dan SatuanDokumen12 halamanDimensi Dan SatuanHeri YantiBelum ada peringkat
- SMK SMTI Mengembangkan Kompetensi Menuju Industri 4.0Dokumen30 halamanSMK SMTI Mengembangkan Kompetensi Menuju Industri 4.0Anisa RachmanBelum ada peringkat
- Labsheet Teknik PengukuranDokumen14 halamanLabsheet Teknik PengukuranAnisa RachmanBelum ada peringkat
- Standar PelayananDokumen29 halamanStandar PelayananAnisa RachmanBelum ada peringkat
- Kop AmplopDokumen1 halamanKop AmplopAnisa RachmanBelum ada peringkat
- Buku Saku Asn - 1Dokumen27 halamanBuku Saku Asn - 1Usman MoBelum ada peringkat
- SKKNI 2004-240 (Sektor Logam Mesin)Dokumen925 halamanSKKNI 2004-240 (Sektor Logam Mesin)Sumarwan Wawan50% (2)