Anda mungkin juga menyukai
- T-L SOP PenyelamanDokumen7 halamanT-L SOP PenyelamanyogakharismaBelum ada peringkat
- Mesin BubutDokumen18 halamanMesin BubutAulia AwekBelum ada peringkat
- 008 - Diving ActivityDokumen5 halaman008 - Diving ActivityDanang100% (1)
- Buletin Hari Bumi JadiDokumen3 halamanBuletin Hari Bumi JadiNurdini LestariBelum ada peringkat
- 2.1 Karakteristik Lantai Kerja Tetap Dan Lantai Kerja SementaraDokumen4 halaman2.1 Karakteristik Lantai Kerja Tetap Dan Lantai Kerja SementaraFega AbrahamBelum ada peringkat
- Safety Talk Bekerja Di Malam HariDokumen1 halamanSafety Talk Bekerja Di Malam HarigabellBelum ada peringkat
- Makalah Keselamatan Mekanis Kel 6Dokumen30 halamanMakalah Keselamatan Mekanis Kel 6Dwi LestariBelum ada peringkat
- Jsa Las-RappDokumen8 halamanJsa Las-RappKusuma WirawanBelum ada peringkat
- JSA Manual Handling & Dismantling PalletDokumen11 halamanJSA Manual Handling & Dismantling PalletIrvandi Rapan ParaddaBelum ada peringkat
- Dokumentasi Safety Talk 8 JSA PengeboranDokumen2 halamanDokumentasi Safety Talk 8 JSA PengeboranhendyBelum ada peringkat
- Prosedur Tagging Alat KerjaDokumen8 halamanProsedur Tagging Alat KerjaNovi SetyaningsihBelum ada peringkat
- IJIN KERJA DAN JSADokumen2 halamanIJIN KERJA DAN JSARico ardiansyahBelum ada peringkat
- Form JhseaDokumen4 halamanForm JhseaJust AabBelum ada peringkat
- Bejana TekanDokumen7 halamanBejana TekanTojak GemesinBelum ada peringkat
- Hiradc EnergizeDokumen4 halamanHiradc Energizeade irawanBelum ada peringkat
- Safety Induction penting untuk keselamatan kerjaDokumen9 halamanSafety Induction penting untuk keselamatan kerjaDanang AbdityaBelum ada peringkat
- Contoh Format Dokumen SHE Plan PKT - Rev1Dokumen19 halamanContoh Format Dokumen SHE Plan PKT - Rev1lionchadBelum ada peringkat
- Hse-Bulletin KesehatanDokumen5 halamanHse-Bulletin Kesehatangregorius DwijosaputraBelum ada peringkat
- CIRCULAR SAW GUIDEDokumen41 halamanCIRCULAR SAW GUIDEDicky Fadhli AntamaulanaBelum ada peringkat
- Safety Dalam PengelasanDokumen12 halamanSafety Dalam PengelasanBesok LiburBelum ada peringkat
- 382320210927042451kelompok 3Dokumen21 halaman382320210927042451kelompok 3Andika Prahardi0% (1)
- HSE PlanDokumen6 halamanHSE PlanYogi'eRachmanBelum ada peringkat
- PEMBUATAN PROSEDUR KESELAMATANDokumen15 halamanPEMBUATAN PROSEDUR KESELAMATANseptiaan arisandyBelum ada peringkat
- Keselamatan Pengelasan & ListrikDokumen40 halamanKeselamatan Pengelasan & ListrikIqbal SidikBelum ada peringkat
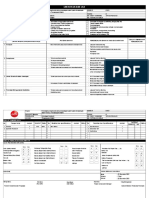
- Job Safety AnalysisDokumen2 halamanJob Safety AnalysisBuddy EkoBelum ada peringkat
- Form Safety Induction BAKTIDokumen1 halamanForm Safety Induction BAKTIYuli KaramelBelum ada peringkat
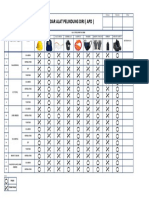
- Matrix Standar ApdDokumen1 halamanMatrix Standar ApdDedi Saputra Abu Fawwaz100% (1)
- PKL K3 Konstruksi dan ListrikDokumen32 halamanPKL K3 Konstruksi dan Listrikazad afandiBelum ada peringkat
- Modul Investigasi KecelakaanDokumen83 halamanModul Investigasi KecelakaanNur Salamah100% (2)
- Safety Alert - Orang Jatuh Saat Proses Transfer Ke Dek KapalDokumen1 halamanSafety Alert - Orang Jatuh Saat Proses Transfer Ke Dek Kapalyusri halizanBelum ada peringkat
- JSA Lifting Rigging Personal TransferDokumen3 halamanJSA Lifting Rigging Personal TransferNUDIBRANCHBelum ada peringkat
- CONTOH Erp Huru HaraDokumen3 halamanCONTOH Erp Huru HaraIskandar NurFahmiBelum ada peringkat
- BBS HiperkesDokumen30 halamanBBS HiperkesQaedi FarhanBelum ada peringkat
- Barrier ConceptDokumen20 halamanBarrier ConceptPutu Agus Satria Jayatama100% (1)
- Safety Talk 07 Hirarki Pengendalian ResikoDokumen6 halamanSafety Talk 07 Hirarki Pengendalian Resiko08989242448Belum ada peringkat
- SAFETY-TALKDokumen2 halamanSAFETY-TALKKelvin Andersond100% (1)
- Potensi Bahaya di Tempat KerjaDokumen23 halamanPotensi Bahaya di Tempat KerjatiffanyBelum ada peringkat
- Tahukah Kamu: Bypassing Safety ControlsDokumen9 halamanTahukah Kamu: Bypassing Safety ControlsdennisjuntakBelum ada peringkat
- SOP Cutting Proses AmanDokumen2 halamanSOP Cutting Proses AmanWAWAN100% (1)
- Program Hse Di KantorDokumen4 halamanProgram Hse Di Kantorilham al farisiBelum ada peringkat
- Kebijakan - Komitmen K3L PT SBIDokumen3 halamanKebijakan - Komitmen K3L PT SBIDila DevkyBelum ada peringkat
- JSA Installasi Tangga VertikalDokumen19 halamanJSA Installasi Tangga VertikalAgung Tri SugihartoBelum ada peringkat
- SOP PenyelamanDokumen22 halamanSOP PenyelamanYT BocahBanditBelum ada peringkat
- Job Safety AnalysisDokumen7 halamanJob Safety AnalysisAlam Purba LagusharaBelum ada peringkat
- Konsep ALARPDokumen4 halamanKonsep ALARPMachrandaBelum ada peringkat
- Sop Boom LiftDokumen3 halamanSop Boom LiftIeZhar ScreaminzxBelum ada peringkat
- Laporan Kegiatan Forcible Entry Dan ScbaDokumen16 halamanLaporan Kegiatan Forcible Entry Dan ScbaYeni AfindaBelum ada peringkat
- K3 Kontruksi Bangunan, Listrik, KebakaranDokumen24 halamanK3 Kontruksi Bangunan, Listrik, KebakaranAmalia Dwi PBelum ada peringkat
- 7 1 32 1 10 20181113Dokumen6 halaman7 1 32 1 10 20181113Fariz DaffaBelum ada peringkat
- Tabel Program InspeksiDokumen2 halamanTabel Program InspeksiNizamurahbaniBelum ada peringkat
- 6 Langkah Yang Tidak Boleh Diabaikan Pekerja Saat Menggunakan Full Body HarnessDokumen25 halaman6 Langkah Yang Tidak Boleh Diabaikan Pekerja Saat Menggunakan Full Body HarnessWinokan Devied100% (1)
- Materi Safety Morning Talk 160921Dokumen1 halamanMateri Safety Morning Talk 160921Dodi Kirana HseBelum ada peringkat
- Materi Safety Talks - Pemilihan Dan Pemakaian APDDokumen2 halamanMateri Safety Talks - Pemilihan Dan Pemakaian APDdartono100% (1)
- LAPORAN BULANAN HSE MK (BLN Ke-5)Dokumen19 halamanLAPORAN BULANAN HSE MK (BLN Ke-5)silviBelum ada peringkat
- Form Safety PatrolDokumen13 halamanForm Safety PatrolAceng24Belum ada peringkat
- Skenario Pencegahan KCL KerjaDokumen2 halamanSkenario Pencegahan KCL Kerjayuyun fitrianaBelum ada peringkat
- Form Fire Extinguisher TagDokumen1 halamanForm Fire Extinguisher TagIan HasenaBelum ada peringkat
- JsaDokumen26 halamanJsaeman71Belum ada peringkat
- Jsa Tangki Hot WorkDokumen34 halamanJsa Tangki Hot Workmuh saiful hidayatBelum ada peringkat
- 15955-Article Text-70969-1-10-20220807Dokumen7 halaman15955-Article Text-70969-1-10-20220807Emha RidwanBelum ada peringkat
- Faktor yang Mempengaruhi Kesehatan Reproduksi Pekerja Wanita di PT. X SidoarjoDokumen23 halamanFaktor yang Mempengaruhi Kesehatan Reproduksi Pekerja Wanita di PT. X SidoarjoErliana Nur AzizahBelum ada peringkat
- Orebro Muskuloskeletal Pain QuestionnaireDokumen5 halamanOrebro Muskuloskeletal Pain QuestionnaireErliana Nur Azizah100% (1)
- Orebro Muskuloskeletal Pain QuestionnaireDokumen5 halamanOrebro Muskuloskeletal Pain QuestionnaireErliana Nur Azizah100% (1)
- Bab IDokumen5 halamanBab IErliana Nur AzizahBelum ada peringkat
- UU No 18 Tahun 2008 Tentang Pengelolaan SampahDokumen22 halamanUU No 18 Tahun 2008 Tentang Pengelolaan SampahSTBM Indonesia100% (1)
- Gizi KerjaDokumen17 halamanGizi KerjaErliana Nur AzizahBelum ada peringkat
- SOP Pengelolaan Bahan KimiaDokumen23 halamanSOP Pengelolaan Bahan KimiaLia Murti TirtayasaBelum ada peringkat
- Task Risk AssessmentDokumen11 halamanTask Risk AssessmentErliana Nur Azizah100% (1)
- PB5R Industri KertasDokumen11 halamanPB5R Industri KertasErliana Nur AzizahBelum ada peringkat
- ERGONOMIDokumen2 halamanERGONOMIErliana Nur AzizahBelum ada peringkat
- PB5R Industri KertasDokumen11 halamanPB5R Industri KertasErliana Nur AzizahBelum ada peringkat
- Toksikologi AmoniaDokumen6 halamanToksikologi AmoniaErliana Nur AzizahBelum ada peringkat