Anda mungkin juga menyukai
- Tor SkripsiDokumen13 halamanTor SkripsiMuhamad Nafian100% (3)
- CONTROLDokumen1 halamanCONTROLILham WahyudiBelum ada peringkat
- (Motor 3 Phase) Laporan Praktikum Fattaahku Muhammad RossiDokumen6 halaman(Motor 3 Phase) Laporan Praktikum Fattaahku Muhammad RossiMuhammad Faris MujahidBelum ada peringkat
- 1 PBDokumen4 halaman1 PBMaling PantsuBelum ada peringkat
- 6847 7139 1 SMDokumen12 halaman6847 7139 1 SMrezki1Belum ada peringkat
- Soft Starter and Soft Stop SequenceDokumen6 halamanSoft Starter and Soft Stop Sequenceajisetyo1990Belum ada peringkat
- Pemodelan Motor DCDokumen6 halamanPemodelan Motor DCGil PosumahBelum ada peringkat
- BAB 3 Job 5Dokumen9 halamanBAB 3 Job 5riskyputrautama28Belum ada peringkat
- I Putu Indra Pratama - Percobaan 2 - DC SeriDokumen23 halamanI Putu Indra Pratama - Percobaan 2 - DC SeriIndra PratamaBelum ada peringkat
- Perbandingan Torsi Start Dan Arus Start Motor Induksi 3 Fasa Menggunakan Saklar Start Delta Dan Auto TransformatorDokumen7 halamanPerbandingan Torsi Start Dan Arus Start Motor Induksi 3 Fasa Menggunakan Saklar Start Delta Dan Auto TransformatorBastino ubaidBelum ada peringkat
- Laporan Elda TransDokumen8 halamanLaporan Elda TransNadia R NBelum ada peringkat
- Anugrah Sanja Milian Lt-2C 02 Job 03Dokumen8 halamanAnugrah Sanja Milian Lt-2C 02 Job 03Anugrah Sanja MilianBelum ada peringkat
- Aplikasi Pemrograman C++ Pada Analisis Sistem Daya Dengan Tap Changer Dan Phase Shifting Transformator Menggunakan Metode Fast DecoupledDokumen15 halamanAplikasi Pemrograman C++ Pada Analisis Sistem Daya Dengan Tap Changer Dan Phase Shifting Transformator Menggunakan Metode Fast Decoupledqidamelektro100% (2)
- Kombinasi Generator Sinkron Dengan U - Ovr Dan Ocr - Mohammad Ngapan Hadi (3 PLN - 1101024017)Dokumen28 halamanKombinasi Generator Sinkron Dengan U - Ovr Dan Ocr - Mohammad Ngapan Hadi (3 PLN - 1101024017)appanhadiBelum ada peringkat
- Bab 4 Rangkaian ListrikDokumen16 halamanBab 4 Rangkaian ListrikAgoes SetyawansBelum ada peringkat
- Rangkaian 3 Fasa StarDokumen22 halamanRangkaian 3 Fasa StarFaizpradanaBelum ada peringkat
- MATERIKULASI-Muhammad Luthfi Alif NaufalDokumen17 halamanMATERIKULASI-Muhammad Luthfi Alif NaufalRuky DesnarifandaBelum ada peringkat
- JURNAL InstruemntasDokumen15 halamanJURNAL InstruemntasFebriyanti SBelum ada peringkat
- Laporan - M4 - RARA SALSA BILA SIMANJUNTAK - 5203230025Dokumen12 halamanLaporan - M4 - RARA SALSA BILA SIMANJUNTAK - 5203230025Rara salsabila simanjuntakBelum ada peringkat
- Bab IDokumen6 halamanBab IM. Rifki Izzul HaqBelum ada peringkat
- Analisis Relay Menggunakan CMCDokumen57 halamanAnalisis Relay Menggunakan CMCmuhammad iqbalBelum ada peringkat
- Laporan PraktikumDokumen36 halamanLaporan PraktikumVira Syahfitri100% (2)
- Percobaan 2 VpofjseltnDokumen8 halamanPercobaan 2 VpofjseltnSaepulRahmatBelum ada peringkat
- Modul 2 Astl EnoDokumen15 halamanModul 2 Astl Enoreyno rezkyamarBelum ada peringkat
- Contoh Laporan Praktikum V3.2Dokumen3 halamanContoh Laporan Praktikum V3.2Novrandi Jakob RaddaBelum ada peringkat
- MODUL 2 EnoDokumen15 halamanMODUL 2 Enoreyno rezkyamarBelum ada peringkat
- Modul Pelatihan Etap Short CircuitDokumen16 halamanModul Pelatihan Etap Short CircuitNuzul FirmansyahBelum ada peringkat
- 3096 6160 1 PBDokumen9 halaman3096 6160 1 PBNurul Aini ApriliyantiBelum ada peringkat
- Prak 6 FixDokumen13 halamanPrak 6 Fixkezia.cindi.2205346Belum ada peringkat
- PKDSTL Refsam Maulana 1501617060Dokumen7 halamanPKDSTL Refsam Maulana 1501617060Dinda IndahBelum ada peringkat
- Laporan - Modul5 - 35 - Muhammad Andhika - Kianda SyahindraDokumen10 halamanLaporan - Modul5 - 35 - Muhammad Andhika - Kianda SyahindraandhikaBelum ada peringkat
- Modul p1 p13 FinalDokumen14 halamanModul p1 p13 FinalMaul IbsaBelum ada peringkat
- 1 PB PDFDokumen6 halaman1 PB PDFRiza SiregarBelum ada peringkat
- Direct On Line Maintence and TimerDokumen17 halamanDirect On Line Maintence and TimerPAD SIN MULATOBelum ada peringkat
- SEMINARKOMPLIT2011Dokumen21 halamanSEMINARKOMPLIT2011itsme belientfozaBelum ada peringkat
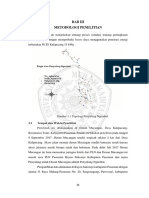
- Bab Iii Metodologi Penelitian: 3.1 Tempat Dan Waktu PenelitianDokumen17 halamanBab Iii Metodologi Penelitian: 3.1 Tempat Dan Waktu PenelitianSam PoetraBelum ada peringkat
- ETAPDokumen12 halamanETAPEricha DiSiana0% (1)
- Analisis Perbandingan Arus Starting Motor Induksi 3 Fasa Rangkaian Star Delta Dengan Variable Frequency DriveDokumen7 halamanAnalisis Perbandingan Arus Starting Motor Induksi 3 Fasa Rangkaian Star Delta Dengan Variable Frequency DriveArio SetiawanBelum ada peringkat
- PROPOSAL Tugas AkhirDokumen13 halamanPROPOSAL Tugas AkhirRizal HidayatullohBelum ada peringkat
- 3571-Article Text-11150-1-10-20230609Dokumen8 halaman3571-Article Text-11150-1-10-20230609Fathan MohamadBelum ada peringkat
- Laporan ETAP Kelompok 4 - A1Dokumen14 halamanLaporan ETAP Kelompok 4 - A1Brigitta Endah SusilowatiBelum ada peringkat
- 11 Lap Triac ErrDokumen14 halaman11 Lap Triac ErrErlyana PutriBelum ada peringkat
- Modul Praktikum STL 2011Dokumen15 halamanModul Praktikum STL 2011Wita Nurjanah100% (2)
- Edhy SST Journal Manager Slamet Hany Ok Ref 046 055Dokumen10 halamanEdhy SST Journal Manager Slamet Hany Ok Ref 046 055MutasaBelum ada peringkat
- Starting Motor 3 PhasaDokumen20 halamanStarting Motor 3 PhasaAbdillah TohaBelum ada peringkat
- Review Jurnal Hizbul FikrilDokumen15 halamanReview Jurnal Hizbul FikrilHalip pras28Belum ada peringkat
- Praktikum 9 - Kontrol Motor Universal Dengan SCRDokumen10 halamanPraktikum 9 - Kontrol Motor Universal Dengan SCRLigan Budi PBelum ada peringkat
- Jurnald3upskiling Ade Anjar Mulyana 202271585 DDokumen9 halamanJurnald3upskiling Ade Anjar Mulyana 202271585 DAnnisa Nur IslamyBelum ada peringkat
- Relai Differensial Etap Naskah Publikasi 61Dokumen20 halamanRelai Differensial Etap Naskah Publikasi 61Luthfiansyah RBelum ada peringkat
- GBPP Elektronika DayaDokumen9 halamanGBPP Elektronika DayaWindi RullyBelum ada peringkat
- Azam Alfian - Pengaturan Motor Induksi 3 Fasa (Frekuensi Berubah, Tegangan Tetap)Dokumen5 halamanAzam Alfian - Pengaturan Motor Induksi 3 Fasa (Frekuensi Berubah, Tegangan Tetap)azam alfian22Belum ada peringkat
- 29-Article Text-49-1-10-20181114Dokumen8 halaman29-Article Text-49-1-10-20181114rini safitriBelum ada peringkat
- ITS Paper 24503 2210105007 PaperDokumen6 halamanITS Paper 24503 2210105007 PaperDeden WidhiyanaBelum ada peringkat
- Rama Nugraha Riski Akbar - 03041382025108 - File ACC P2Dokumen22 halamanRama Nugraha Riski Akbar - 03041382025108 - File ACC P2Wisnu Adi CahyoBelum ada peringkat
- Makalah LKPDDokumen17 halamanMakalah LKPDYosua Butar ButarBelum ada peringkat
- Angket Respon SiswaDokumen2 halamanAngket Respon SiswaYosua Butar ButarBelum ada peringkat
- PENILAIAN KEPALA DESA Dan LAPORAN KKNDokumen7 halamanPENILAIAN KEPALA DESA Dan LAPORAN KKNYosua Butar ButarBelum ada peringkat
- Kartu Rencana Studi Semester (KRSS) - UNIMED Learning Management ServicesDokumen1 halamanKartu Rencana Studi Semester (KRSS) - UNIMED Learning Management ServicesYosua Butar ButarBelum ada peringkat
- PARAMAGNETIC SUSCEPTIBILITY OF CONDUCTION ELECTRONS - En.idDokumen9 halamanPARAMAGNETIC SUSCEPTIBILITY OF CONDUCTION ELECTRONS - En.idYosua Butar ButarBelum ada peringkat
- Kelompok 3 CJR Fisika Sma Berbasis LabDokumen12 halamanKelompok 3 CJR Fisika Sma Berbasis LabYosua Butar ButarBelum ada peringkat
- Makalah Tentang Sumbangan Asia Terhadap Perkembangan FisikaDokumen31 halamanMakalah Tentang Sumbangan Asia Terhadap Perkembangan FisikaYosua Butar ButarBelum ada peringkat
- Yosua Butar Butar (Rubrik Penilaian Portofolio)Dokumen10 halamanYosua Butar Butar (Rubrik Penilaian Portofolio)Yosua Butar ButarBelum ada peringkat
- CJR Sistem KristalDokumen10 halamanCJR Sistem KristalYosua Butar ButarBelum ada peringkat
- Tugas 1 Komunikasih DataDokumen4 halamanTugas 1 Komunikasih DataYosua Butar ButarBelum ada peringkat
- CJR Multimedia YOSUADokumen7 halamanCJR Multimedia YOSUAYosua Butar ButarBelum ada peringkat
- Perkembangan Fisika KlasikDokumen10 halamanPerkembangan Fisika KlasikYosua Butar ButarBelum ada peringkat
- Contoh SoalDokumen3 halamanContoh SoalYosua Butar ButarBelum ada peringkat