Anda mungkin juga menyukai
- Isolasi Gardu Induk - pdf-1Dokumen25 halamanIsolasi Gardu Induk - pdf-1Asmad HendrawanBelum ada peringkat
- Laporan PKL Rantepao TsalisDokumen54 halamanLaporan PKL Rantepao TsalisAlwiRizalBelum ada peringkat
- Makalah Operasi Sistem Tenaga ListrikDokumen10 halamanMakalah Operasi Sistem Tenaga ListrikJulita PataBelum ada peringkat
- PRAKTIKUM RL 2 Dekris - FixDokumen107 halamanPRAKTIKUM RL 2 Dekris - Fixkeny dcBelum ada peringkat
- Preventive Maintenance Pada Motor Vario 125Dokumen4 halamanPreventive Maintenance Pada Motor Vario 125Naufal ZuhdiBelum ada peringkat
- Surat Lamaran PT. PLN (Persero) C.Q. Kepala Divisi Pengembangan SDM Dan TalentaDokumen2 halamanSurat Lamaran PT. PLN (Persero) C.Q. Kepala Divisi Pengembangan SDM Dan TalentaakbarBelum ada peringkat
- Perintah Debug EditDokumen17 halamanPerintah Debug EditSugangga GeorBelum ada peringkat
- Politeknik Negeri BanjarmasinDokumen30 halamanPoliteknik Negeri BanjarmasinSusilo PriyadiBelum ada peringkat
- PKL Bakrie PipeDokumen58 halamanPKL Bakrie PipeRizky Andi Part II100% (1)
- Job 7 - Timer PulseDokumen7 halamanJob 7 - Timer PulseIndahBelum ada peringkat
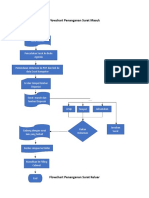
- Flowchart Penanganan Surat Masuk: TempelDokumen1 halamanFlowchart Penanganan Surat Masuk: TempelYunilla Vidias03Belum ada peringkat
- Mengenal Mesin TurboDokumen18 halamanMengenal Mesin TurboarisBelum ada peringkat
- Laporan Cara Kerja BoilerDokumen37 halamanLaporan Cara Kerja BoilerDimasSieRaddaenBagusBelum ada peringkat
- Sambungan PorosDokumen13 halamanSambungan PorosDita KresawulandariBelum ada peringkat
- Laporan Praktikum Arsitektur Sistem KomputerDokumen19 halamanLaporan Praktikum Arsitektur Sistem KomputerMuhammad ShodikinBelum ada peringkat
- Transformator DistribusiDokumen13 halamanTransformator DistribusiKevin AditBelum ada peringkat
- Prinsip Kerja Sistem RefrigerasiDokumen6 halamanPrinsip Kerja Sistem Refrigerasipur nomoBelum ada peringkat
- Daftar Set Instruksi 8051 Dan Contoh Program Kelompok InstruksiDokumen13 halamanDaftar Set Instruksi 8051 Dan Contoh Program Kelompok InstruksiOci LagiBelum ada peringkat
- Opcode MikroprosesorDokumen72 halamanOpcode MikroprosesorsalmanajibBelum ada peringkat
- Laporan PKL - Ade Dimas Jam 12Dokumen57 halamanLaporan PKL - Ade Dimas Jam 12Aufa AdiBelum ada peringkat
- MAKALAH Java ThreadDokumen15 halamanMAKALAH Java ThreadDimas AdiBelum ada peringkat
- Laporan Kuliah Kerja LapanganDokumen41 halamanLaporan Kuliah Kerja LapanganMuhammad ArafatBelum ada peringkat
- (Modul 05) Desain PCB Dan Pengenalan Autodesk Eagle LengkapDokumen14 halaman(Modul 05) Desain PCB Dan Pengenalan Autodesk Eagle LengkapasdfghBelum ada peringkat
- Teori Motor DC BersikatDokumen9 halamanTeori Motor DC BersikatDwie Syukur Jati N100% (1)
- Laporan Praktikum Pneumatik Control SystemDokumen10 halamanLaporan Praktikum Pneumatik Control SystemMuhamad RamadaniBelum ada peringkat
- 7a. Transformator 1 FasaDokumen5 halaman7a. Transformator 1 FasabahrulBelum ada peringkat
- Makalah Sensor KelembapanDokumen12 halamanMakalah Sensor KelembapanCaesarKazzerBelum ada peringkat
- Tugas IluminasiDokumen13 halamanTugas IluminasiDesi AndrianiBelum ada peringkat
- Pengertian Processor Intel Core I5Dokumen4 halamanPengertian Processor Intel Core I5adisti160285Belum ada peringkat
- Laporan MetalografiDokumen20 halamanLaporan MetalografiMoe'iezBelum ada peringkat
- Bab 1& 2Dokumen20 halamanBab 1& 2Kh Reza XmalangBelum ada peringkat
- Tugas Etika Print Sosial Etic EngineeringDokumen20 halamanTugas Etika Print Sosial Etic EngineeringRahman SonowijoyoBelum ada peringkat
- Makalah Pembuatan Penjualan BautDokumen17 halamanMakalah Pembuatan Penjualan Bauthalwa arkan safariBelum ada peringkat
- Makalah Mesin BubutDokumen15 halamanMakalah Mesin BubutDianBelum ada peringkat
- Laporan PKL Ghalib FixDokumen53 halamanLaporan PKL Ghalib FixGhalib Nax KocaxBelum ada peringkat
- Noken AsDokumen8 halamanNoken AsFerNando Rizky AlyomBelum ada peringkat
- PKL PabatuDokumen52 halamanPKL PabatuJason YudhaBelum ada peringkat
- Andia Naufal Makarim - Proses Pembuatan KnalpotDokumen9 halamanAndia Naufal Makarim - Proses Pembuatan KnalpotAndia Naufal MakarimBelum ada peringkat
- Laporan Magang Semester TigaDokumen58 halamanLaporan Magang Semester TigaDannu IrfawanBelum ada peringkat
- FLIP-FLOP LabViewDokumen10 halamanFLIP-FLOP LabViewYova Nanda SatriaBelum ada peringkat
- Kelebihan Dan KekuranganDokumen1 halamanKelebihan Dan KekuranganIqbal Pugar RamadhanBelum ada peringkat
- SuriDokumen92 halamanSuriTannia KartikaBelum ada peringkat
- Otomasi Sistem Produksi UpdateDokumen90 halamanOtomasi Sistem Produksi UpdateAndy P. Wirawan0% (1)
- Buku Pegangan Kuliah T PemesinanDokumen84 halamanBuku Pegangan Kuliah T PemesinanHouden van RustBelum ada peringkat
- Laporan Prakerin Tav SilviDokumen18 halamanLaporan Prakerin Tav SilviAryo NugrohoBelum ada peringkat
- 8911 11918 1 PB PDFDokumen6 halaman8911 11918 1 PB PDFRuhandy NajibzBelum ada peringkat
- Penjadwalan Mesin Paralel Dan SeriDokumen4 halamanPenjadwalan Mesin Paralel Dan Serifadlam zulfaBelum ada peringkat
- Makalah Teknik Instalasi Listrik KomersilDokumen36 halamanMakalah Teknik Instalasi Listrik KomersilEgia Prananta pinemBelum ada peringkat
- Laporan Kerja PraktekDokumen35 halamanLaporan Kerja PraktekJuan Elektro100% (1)
- Laporan Praktek Membuat Rangkaian Di (Proteus 8) Judul Flip-FlopDokumen19 halamanLaporan Praktek Membuat Rangkaian Di (Proteus 8) Judul Flip-FlopNurwasilah SyamsBelum ada peringkat
- Sejarah Singkat Ulp MTGDokumen2 halamanSejarah Singkat Ulp MTGKim MyungsooBelum ada peringkat
- Motor Listrik Ac DCDokumen10 halamanMotor Listrik Ac DCzaky canary kediriBelum ada peringkat
- PltaDokumen3 halamanPltaTyas HandayaniBelum ada peringkat
- Makalah Siklus OttoDokumen18 halamanMakalah Siklus Ottoastri handayaniBelum ada peringkat
- LaporanDokumen39 halamanLaporanGagas SuryaBelum ada peringkat
- Komunikasi Satelit Bab 9 AmplifierDokumen25 halamanKomunikasi Satelit Bab 9 AmplifierrezaBelum ada peringkat
- Programmable Logic Controller Dan Teknik Perancangan Sistem KontrolDokumen14 halamanProgrammable Logic Controller Dan Teknik Perancangan Sistem KontrolDaniel NainggolandBelum ada peringkat
- Materi PLCDokumen36 halamanMateri PLCBang GiikBelum ada peringkat
- Makalah PLCDokumen36 halamanMakalah PLCSaskiaBelum ada peringkat