Anda mungkin juga menyukai
- LKPD Poros PropelerDokumen22 halamanLKPD Poros Propelercecep fasBelum ada peringkat
- CHECKLISTDokumen2 halamanCHECKLISTIngky WingkyBelum ada peringkat
- Checklist PDFDokumen2 halamanChecklist PDFIngky WingkyBelum ada peringkat
- Jobsheet - Poros PropelerDokumen13 halamanJobsheet - Poros Propelernur edieBelum ada peringkat
- Bhs Indo Troubleshooting ProblemsDokumen10 halamanBhs Indo Troubleshooting ProblemsKawanaMEMatrix CikarangBelum ada peringkat
- Cek List Pemeliharaan Instalasi Gas Medis Rs Pku Muhammadiyah YogyakartaDokumen1 halamanCek List Pemeliharaan Instalasi Gas Medis Rs Pku Muhammadiyah YogyakartawiwinBelum ada peringkat
- (SPD M. FADIL TISTIYANTO 5183122011, ARIF IRVAN WAHYUID 5181122008, DIMAS SUWANDI SUMEKAR 5182122002 FINAL PROJECT LAPORAN PRAKTEK) - DikonversiDokumen10 halaman(SPD M. FADIL TISTIYANTO 5183122011, ARIF IRVAN WAHYUID 5181122008, DIMAS SUWANDI SUMEKAR 5182122002 FINAL PROJECT LAPORAN PRAKTEK) - DikonversiWilliamBelum ada peringkat
- Job Sheet Starter Dikonversi 1Dokumen21 halamanJob Sheet Starter Dikonversi 1ReyhanChilBelum ada peringkat
- Cek List Pemeliharaan Instalasi Gas MedisDokumen2 halamanCek List Pemeliharaan Instalasi Gas MedisDimas Adi PratamaBelum ada peringkat
- Cek List Pemeliharaan Instalasi Gas MedisDokumen2 halamanCek List Pemeliharaan Instalasi Gas MedisBACHRUL83% (6)
- Cek List Pemeliharaan HydrantDokumen2 halamanCek List Pemeliharaan HydrantBACHRUL71% (14)
- Cek List Pemeliharaan Instalasi Gas MedisDokumen2 halamanCek List Pemeliharaan Instalasi Gas MedisACHMAD REZABelum ada peringkat
- Ceklist Pemeliharaan HYDRANTDokumen2 halamanCeklist Pemeliharaan HYDRANTIrvan FirmansahBelum ada peringkat
- Overhoul Poros PropellerDokumen8 halamanOverhoul Poros PropellerKrisma TriyadiBelum ada peringkat
- Laporan DiferensialDokumen11 halamanLaporan DiferensialDerizkaBelum ada peringkat
- Lembar Inspeksi ScbaDokumen2 halamanLembar Inspeksi ScbaintanBelum ada peringkat
- Hal 31-38 Poros PropellerDokumen8 halamanHal 31-38 Poros PropellerFaisalBelum ada peringkat
- Ceklist Pemeliharaan Gas MedisDokumen2 halamanCeklist Pemeliharaan Gas MedisPelayanan Medis RSGHBelum ada peringkat
- Jobsheet DiferensialDokumen9 halamanJobsheet DiferensialN'aquaticBelum ada peringkat
- #Choke Dan ValveDokumen31 halaman#Choke Dan ValveAl Gamal Riau Kelana100% (1)
- Cara Pengoperasian Water HydrantDokumen3 halamanCara Pengoperasian Water Hydrantagus kurniawanBelum ada peringkat
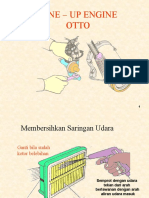
- Tune Up Engine OttoDokumen23 halamanTune Up Engine OttoHayura BosBelum ada peringkat
- Jobsheet Memasang, Menguji Dan Memperbaiki Sistem PeneranganDokumen8 halamanJobsheet Memasang, Menguji Dan Memperbaiki Sistem PeneranganharisluthfiBelum ada peringkat
- Dokumen - Tips - Cara Membongkar Poros AkselDokumen13 halamanDokumen - Tips - Cara Membongkar Poros AkselEko FahriBelum ada peringkat
- Laporan Praktek Control Valve 2Dokumen12 halamanLaporan Praktek Control Valve 2Dwi AndriBelum ada peringkat
- 05 - Mekanisme KatupDokumen31 halaman05 - Mekanisme KatupsayitBelum ada peringkat
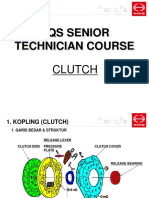
- Job Sheet Sistem KoplingDokumen6 halamanJob Sheet Sistem Koplingbenson marpaungBelum ada peringkat
- Kelompok 3 - E2 - Job Sistem Pengapian KonvensionalDokumen8 halamanKelompok 3 - E2 - Job Sistem Pengapian KonvensionalMicho RochmansyahBelum ada peringkat
- OH 20-39 KatupDokumen34 halamanOH 20-39 KatupEko BaktiBelum ada peringkat
- Petunjuk Penggunaan Bar BenderDokumen6 halamanPetunjuk Penggunaan Bar BenderAbdul Rachman100% (1)
- Tugas 1 OTK Plug Valve Kelompok 5Dokumen13 halamanTugas 1 OTK Plug Valve Kelompok 5Herman Syah TriBelum ada peringkat
- Praktik TransmisiDokumen9 halamanPraktik TransmisiAhmad SuardiBelum ada peringkat
- Inspection Sheet UNTUK ADTDokumen10 halamanInspection Sheet UNTUK ADTkkmechBelum ada peringkat
- Engine Tune UpDokumen22 halamanEngine Tune UpGalu AhayeeBelum ada peringkat
- Form 056 Inspeksi Crane CrawlerDokumen3 halamanForm 056 Inspeksi Crane CrawlerMila Nur DewiantiBelum ada peringkat
- ToolsDokumen2 halamanToolsAris TacheazyBelum ada peringkat
- Alat Bantu Angkat Dan PengikatanDokumen70 halamanAlat Bantu Angkat Dan PengikatanBe Herman100% (1)
- Bagian Bagian Theodolit Dan FungsinyaDokumen3 halamanBagian Bagian Theodolit Dan FungsinyaAris SetyawanBelum ada peringkat
- Jobsheet DifferentialDokumen9 halamanJobsheet DifferentialSyaiful Efendi100% (1)
- Tugas Jadwal PerancanganDokumen9 halamanTugas Jadwal Perancanganqoniah royhanahBelum ada peringkat
- Bahan Ajar Kopling BarotoDokumen19 halamanBahan Ajar Kopling BarotoBaroto Wi BowoBelum ada peringkat
- Mogok KerjaDokumen2 halamanMogok KerjaRizki DarmawanBelum ada peringkat
- Clutch and TransmissionDokumen96 halamanClutch and TransmissionAngga Budi Pratama100% (1)
- LKPD KOPLING - Singkat (Print)Dokumen10 halamanLKPD KOPLING - Singkat (Print)Anggi Riani BalkisBelum ada peringkat
- Job Sheet GardanDokumen14 halamanJob Sheet GardanNasa JudhitaBelum ada peringkat
- Historical Error SystemDokumen6 halamanHistorical Error SystemFàhrus Zàkàriyà ThéShàdöwBelum ada peringkat
- SOP Repair Globe Valve TPLDokumen6 halamanSOP Repair Globe Valve TPLTakdir BudiBelum ada peringkat
- Book 3Dokumen1 halamanBook 3Aga NugrahaBelum ada peringkat
- LAPORAN PRAKTIKUM OtomotifDokumen5 halamanLAPORAN PRAKTIKUM OtomotifAshwinShowabiWabi100% (1)
- PEMERIKSAANDokumen7 halamanPEMERIKSAANgigihBelum ada peringkat
- Membongkar Dan Memasang DistributorDokumen5 halamanMembongkar Dan Memasang DistributorgigihBelum ada peringkat
- Pengoperasian ValveDokumen22 halamanPengoperasian ValveTalang DukuBelum ada peringkat
- CRSSC - Comprehensive Rig Safeguards System Check Sumur Bangko 410 Februari 2023 RVDokumen54 halamanCRSSC - Comprehensive Rig Safeguards System Check Sumur Bangko 410 Februari 2023 RVArdi PradiptaBelum ada peringkat
- Kelompok 2 - E2 - Laporan Praktek Job Sistem Pengapian KonvensionalDokumen9 halamanKelompok 2 - E2 - Laporan Praktek Job Sistem Pengapian KonvensionalMicho RochmansyahBelum ada peringkat
- Ceklis Gas MedisDokumen2 halamanCeklis Gas MedisNanda LoviaBelum ada peringkat
- Penyetelan KatupDokumen3 halamanPenyetelan KatupDedi KurniawanBelum ada peringkat
- ..Laporan Praktik Stel KatupDokumen4 halaman..Laporan Praktik Stel KatupAshwinShowabiWabi100% (2)
- Draft Checklist Alat KerjaDokumen2 halamanDraft Checklist Alat KerjaDibivation ManikBelum ada peringkat
- Notulen Rapat Tinjauan Manajemen Update PDFDokumen40 halamanNotulen Rapat Tinjauan Manajemen Update PDFyuli sumantri100% (1)
- PasturaDokumen6 halamanPasturayuli sumantriBelum ada peringkat
- 12 Artikel19Dokumen1 halaman12 Artikel19yuli sumantriBelum ada peringkat
- BAB I - IV Atau V - DAFTAR PUSTAKA PDFDokumen31 halamanBAB I - IV Atau V - DAFTAR PUSTAKA PDFyuli sumantriBelum ada peringkat
- Naskah Publikasi PDFDokumen12 halamanNaskah Publikasi PDFHarymsl MslBelum ada peringkat
- 100 399 1 PBDokumen6 halaman100 399 1 PByuli sumantriBelum ada peringkat
- Notulen Rapat Tinjauan Manajemen Update PDFDokumen40 halamanNotulen Rapat Tinjauan Manajemen Update PDFyuli sumantri100% (1)
- 01 - Safety in Lab PDFDokumen150 halaman01 - Safety in Lab PDFyuli sumantriBelum ada peringkat
- Pemilihan Lokasi FasilitasDokumen12 halamanPemilihan Lokasi Fasilitasyuli sumantriBelum ada peringkat
- Tinn FinalDokumen5 halamanTinn Final111280Belum ada peringkat
- 1.teknologi Minyak Dan LemakDokumen21 halaman1.teknologi Minyak Dan Lemakyuli sumantriBelum ada peringkat
- 120-Article Text-518-1-10-20190626Dokumen6 halaman120-Article Text-518-1-10-20190626Reza Fadillah AchmadBelum ada peringkat
- A Tipe Dasar Tata LetakDokumen7 halamanA Tipe Dasar Tata Letakyuli sumantriBelum ada peringkat
- 5 6312182240860176529Dokumen3 halaman5 6312182240860176529yuli sumantriBelum ada peringkat
- Rempah Dan OleoresinDokumen28 halamanRempah Dan Oleoresinyuli sumantriBelum ada peringkat
- A Tipe Dasar Tata LetakDokumen7 halamanA Tipe Dasar Tata Letakyuli sumantriBelum ada peringkat
- 1.teknologi Minyak Dan LemakDokumen21 halaman1.teknologi Minyak Dan Lemakyuli sumantriBelum ada peringkat
- 2018 IB Snoil FhipalDokumen10 halaman2018 IB Snoil Fhipalyuli sumantriBelum ada peringkat
- KULIAH 1 Pendahuluan MesinDokumen8 halamanKULIAH 1 Pendahuluan Mesinyuli sumantriBelum ada peringkat
- Baca AjjaDokumen68 halamanBaca Ajjayuli sumantriBelum ada peringkat
- Cover Dan Kata PengantarDokumen2 halamanCover Dan Kata Pengantaryuli sumantriBelum ada peringkat
- KULIAH 1 Pendahuluan MesinDokumen8 halamanKULIAH 1 Pendahuluan Mesinyuli sumantriBelum ada peringkat
- Food Contact MaterialDokumen3 halamanFood Contact Materialyuli sumantriBelum ada peringkat
- TF 07974Dokumen50 halamanTF 07974Azis Imam Safi'iBelum ada peringkat
- UcsyDokumen18 halamanUcsyyuli sumantriBelum ada peringkat
- 3206 10057 1 PB PDFDokumen10 halaman3206 10057 1 PB PDFSylviana RachmanBelum ada peringkat