Anda mungkin juga menyukai
- Berdagang dengan bollinger bands menjadi mudah: Cara mempelajari cara menggunakan Bollinger Bands untuk berdagang online dengan suksesDari EverandBerdagang dengan bollinger bands menjadi mudah: Cara mempelajari cara menggunakan Bollinger Bands untuk berdagang online dengan suksesBelum ada peringkat
- Cara Pengisian PR Sesuai SopDokumen24 halamanCara Pengisian PR Sesuai SopMuhammad Erwin YamashitaBelum ada peringkat
- Sop RecallDokumen5 halamanSop RecallPutri FalindaBelum ada peringkat
- Dokumen Persyaratan Pengurusan Registrasi SK Dan KosmetikDokumen11 halamanDokumen Persyaratan Pengurusan Registrasi SK Dan Kosmetiktirta yulianaBelum ada peringkat
- Wet Sampling Apta+ 2206Dokumen20 halamanWet Sampling Apta+ 2206Leo HutriBelum ada peringkat
- Emailing Sop I15 BG3Dokumen7 halamanEmailing Sop I15 BG3Filan SetiawanBelum ada peringkat
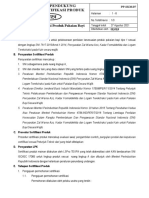
- RM 000-00 Pemberian LABELLING PRODUK R1Dokumen11 halamanRM 000-00 Pemberian LABELLING PRODUK R1davidmanuhutuBelum ada peringkat
- Prosedur Tetap PenandaanDokumen6 halamanProsedur Tetap PenandaanPutra Haryanda Alkesindo100% (1)
- Pengolahan Data - Part04Dokumen5 halamanPengolahan Data - Part04belanja121Belum ada peringkat
- Validasi Proses Infus NS EditDokumen12 halamanValidasi Proses Infus NS EditAura KamilahBelum ada peringkat
- Sop Layanan 909Dokumen2 halamanSop Layanan 909Fitri ArdiantiBelum ada peringkat
- Data Dan Kajian Permohonan (LSPro PSN-DPS-02)Dokumen9 halamanData Dan Kajian Permohonan (LSPro PSN-DPS-02)Muhammad IrwansyahBelum ada peringkat
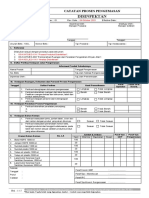
- Catatan Pengemasan Disinfektan 2022Dokumen5 halamanCatatan Pengemasan Disinfektan 2022diahBelum ada peringkat
- Common Mistakes - AKDDokumen10 halamanCommon Mistakes - AKDIndra MuhammadbaqirBelum ada peringkat
- Penatalaksanaan Bowie Dick TestDokumen3 halamanPenatalaksanaan Bowie Dick TestEva Susanti lubisBelum ada peringkat
- Contoh Skema Sertifikasi Sni KerudungDokumen9 halamanContoh Skema Sertifikasi Sni KerudungLSPRO LAMPUNGBelum ada peringkat
- Pro-009 Prosedur InduksiDokumen9 halamanPro-009 Prosedur Induksiagus setiawanBelum ada peringkat
- Evaluasi KontraktorDokumen9 halamanEvaluasi KontraktorArdago LenggaBelum ada peringkat
- Hasil Laporan Rahmat Arif XII LAS 3Dokumen28 halamanHasil Laporan Rahmat Arif XII LAS 3rahmatarif606Belum ada peringkat
- Tugas Kasus Industri FarmasiDokumen10 halamanTugas Kasus Industri Farmasisandi juliana hoerBelum ada peringkat
- Modul Praktkum Validasi PengemasanDokumen5 halamanModul Praktkum Validasi PengemasanyuliasatriantiBelum ada peringkat
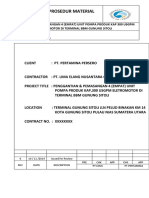
- Prosedur MATERIAL GUNUNG SITOLIDokumen6 halamanProsedur MATERIAL GUNUNG SITOLIRezky Dian SunartoBelum ada peringkat
- SOP Swab TestDokumen7 halamanSOP Swab TestWisnu Martha SetiawanBelum ada peringkat
- SOP Swab TestDokumen7 halamanSOP Swab TestAgus AkBelum ada peringkat
- BAB 1 KalengDokumen8 halamanBAB 1 KalengZainalAbidinBelum ada peringkat
- Persyaratan Izin Edar PKRT ImporDokumen10 halamanPersyaratan Izin Edar PKRT ImporJap WilliamBelum ada peringkat
- F.01-54 Berita Acara Pengambilan Contoh Produk Sept 22-23, 2019 PDFDokumen23 halamanF.01-54 Berita Acara Pengambilan Contoh Produk Sept 22-23, 2019 PDFDede RohayadiBelum ada peringkat
- Spo Uji Indikator Bowie-Dick RSRWDokumen3 halamanSpo Uji Indikator Bowie-Dick RSRWAndreas Nugroho MaboxxBelum ada peringkat
- UKK Sabun Soal 2020Dokumen3 halamanUKK Sabun Soal 2020Kurnia LarasatiBelum ada peringkat
- SATRIADokumen17 halamanSATRIAgitha agustBelum ada peringkat
- Validasi Proses PengemasanDokumen27 halamanValidasi Proses PengemasanannisaintanrBelum ada peringkat
- Cara Pendaftaran Psat FinalDokumen42 halamanCara Pendaftaran Psat FinalDian PuspitoriniBelum ada peringkat
- Wi Pencucian Material PackagingDokumen2 halamanWi Pencucian Material PackagingArrezaBelum ada peringkat
- 07 Skema Sertifikasi Pakaian BayiDokumen5 halaman07 Skema Sertifikasi Pakaian BayiBagus Muhammad IrvanBelum ada peringkat
- Ijin KerjaDokumen6 halamanIjin Kerjafspmi subangBelum ada peringkat
- Sampel Pembanding Dan Sampel PertinggalDokumen34 halamanSampel Pembanding Dan Sampel PertinggalIndah WulansariBelum ada peringkat
- Tugas Farin 31Dokumen5 halamanTugas Farin 31Elvina AzaliaBelum ada peringkat
- Kelompok 23 - CPOB Bu Della (Fix)Dokumen34 halamanKelompok 23 - CPOB Bu Della (Fix)Rifky KurniawanBelum ada peringkat
- Metode Megger Instalasi Penerangan & Stop KontakDokumen12 halamanMetode Megger Instalasi Penerangan & Stop KontakAzizul MuhammadBelum ada peringkat
- Batch Record Salep Betamthason (Kel 2) (Revisi)Dokumen15 halamanBatch Record Salep Betamthason (Kel 2) (Revisi)Akmal WafiqBelum ada peringkat
- CPOHB WI PDT001-013 Petunjuk Kerja Proses IntakeDokumen1 halamanCPOHB WI PDT001-013 Petunjuk Kerja Proses IntakeRossa patria NandaBelum ada peringkat
- Prosedur PEMELIHARAAN SUCTION PUMPDokumen3 halamanProsedur PEMELIHARAAN SUCTION PUMPKristian AntonnyBelum ada peringkat
- Pob Pengelolaan Contoh PertinggalDokumen4 halamanPob Pengelolaan Contoh Pertinggalauliana asriBelum ada peringkat
- A. Prosedur Identifikasi Dan Mampu TelusurDokumen3 halamanA. Prosedur Identifikasi Dan Mampu TelusurBuzdhi100% (1)
- Pembelian Barang JasaDokumen6 halamanPembelian Barang JasaKadri KaffaryBelum ada peringkat
- 056.biomom 11Dokumen44 halaman056.biomom 11Wieliyani AriBelum ada peringkat
- Ik PT Amdk Pupbbspjia 22Dokumen2 halamanIk PT Amdk Pupbbspjia 22Achmad Rusdianto Dwi PutraBelum ada peringkat
- ENG.04-03 BA BTL Afkir Rev0Dokumen5 halamanENG.04-03 BA BTL Afkir Rev0Quality Control PalembangBelum ada peringkat
- Pro-011 Prosedur Pelatihan K3LLDokumen8 halamanPro-011 Prosedur Pelatihan K3LLagus setiawanBelum ada peringkat
- 2024-C4-011 Pengujian Laboratorium Untuk Seleksi Bahan Kimia Demulsifier Di SembakungDokumen10 halaman2024-C4-011 Pengujian Laboratorium Untuk Seleksi Bahan Kimia Demulsifier Di SembakungClinton SiregarBelum ada peringkat
- Pembersihan Mesin Filling VialDokumen3 halamanPembersihan Mesin Filling VialAkhmad NgafifBelum ada peringkat
- RK3KL KapalDokumen43 halamanRK3KL KapalSilvester Lamanepa50% (2)
- Sop Cut - FillDokumen6 halamanSop Cut - FillMuhammad Iqbal AbdaBelum ada peringkat
- Pro-012 Prosedur Managemen Audit K3LLDokumen9 halamanPro-012 Prosedur Managemen Audit K3LLagus setiawanBelum ada peringkat
- Popp Cpob 2012 Aneks 1Dokumen100 halamanPopp Cpob 2012 Aneks 1priyambodo71Belum ada peringkat
- 2024-01 - Soal UAS FA2283 - 8jan24 - 16.00Dokumen2 halaman2024-01 - Soal UAS FA2283 - 8jan24 - 16.00Syabania KaylaaBelum ada peringkat