Anda mungkin juga menyukai
- Hiperkes Kunjungan Kelompok 1Dokumen29 halamanHiperkes Kunjungan Kelompok 1Fikri HaqBelum ada peringkat
- Tugas HiperkesDokumen41 halamanTugas HiperkesAfiyah Sentra Medika100% (1)
- Laporan Kunjungan Hiperkes Keselamatan Kerja Kel 3 FixDokumen31 halamanLaporan Kunjungan Hiperkes Keselamatan Kerja Kel 3 FixputripurnamasariBelum ada peringkat
- Soal-Soal Pretest Hiperkes JogjakartaDokumen7 halamanSoal-Soal Pretest Hiperkes Jogjakartamkw100% (1)
- Laporan Hiperkes Kelompok 2Dokumen48 halamanLaporan Hiperkes Kelompok 2Afifa Pepi100% (2)
- SPO Tindakan B "PENCEGAHAN ISK" - Fadhilah Anggun Kharismaningrum - 131911133095 - A3 - A19Dokumen8 halamanSPO Tindakan B "PENCEGAHAN ISK" - Fadhilah Anggun Kharismaningrum - 131911133095 - A3 - A19Fadhilah AnggunBelum ada peringkat
- Ergonomi Kelas DDokumen22 halamanErgonomi Kelas DRidwanBelum ada peringkat
- Airway Unjani AnestesiDokumen28 halamanAirway Unjani AnestesiShofy MartinyBelum ada peringkat
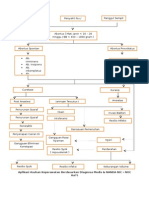
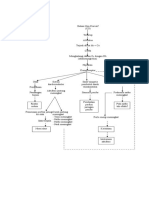
- PathwayDokumen1 halamanPathwayRoby4100% (1)
- Kegawatdaruratan SirkulasiDokumen55 halamanKegawatdaruratan SirkulasiSuparno Adi SantikaBelum ada peringkat
- Pretest Hiperkes PTDokumen7 halamanPretest Hiperkes PTPierre NardoBelum ada peringkat
- Pemasangan Naso Gastric TubeDokumen3 halamanPemasangan Naso Gastric Tubeandri. priyantoBelum ada peringkat
- Prinsip Hiperkes & Peranan ParamedisDokumen65 halamanPrinsip Hiperkes & Peranan ParamedisAditya SidartaBelum ada peringkat
- Laporan Studi Kasus Di Pabrik Tabung Gas Elpiji Pt. Inti (Persero) BandungDokumen25 halamanLaporan Studi Kasus Di Pabrik Tabung Gas Elpiji Pt. Inti (Persero) BandungBona RuhutBelum ada peringkat
- Persyaratan SIP Perawat New (Fasilitas Kesehatan)Dokumen3 halamanPersyaratan SIP Perawat New (Fasilitas Kesehatan)Wifi PerumahanBelum ada peringkat
- Soal Hiperkes DR GoogleDokumen42 halamanSoal Hiperkes DR GoogleCla100% (1)
- Tugas Harian 2 HiperkesDokumen2 halamanTugas Harian 2 HiperkesSri MulianaBelum ada peringkat
- Inovasi K3Dokumen9 halamanInovasi K3rizkiBelum ada peringkat
- Spo Penandaan Lokasi OperasiDokumen3 halamanSpo Penandaan Lokasi Operasisyamsul fahmiBelum ada peringkat
- Gadar Tamponade JantungDokumen19 halamanGadar Tamponade JantungRatih AndrianiBelum ada peringkat
- Print Makalah HiperkesDokumen30 halamanPrint Makalah HiperkesArti Tyagita KusumawardhaniBelum ada peringkat
- Resusitasi Cairan Pada Luka BakarDokumen41 halamanResusitasi Cairan Pada Luka BakarAnnaBelum ada peringkat
- BisinosisDokumen21 halamanBisinosisinnomad100% (1)
- 002-Penggunaan Bed Side MonitorDokumen1 halaman002-Penggunaan Bed Side MonitorMariaulfahBelum ada peringkat
- Sop AritmiaDokumen13 halamanSop Aritmiasyachrul_arifin100% (1)
- Leaflet Infeksi NosokomialDokumen2 halamanLeaflet Infeksi NosokomialyuliantiumurahBelum ada peringkat
- Laporan Mte EkgDokumen8 halamanLaporan Mte Ekgnurharyanti darmaningtyasBelum ada peringkat
- Pre Tes Workshop BLS Code Blue 20 November 2019Dokumen9 halamanPre Tes Workshop BLS Code Blue 20 November 2019JoJo HanBelum ada peringkat
- Menyuntik Aman PPI PutuDokumen24 halamanMenyuntik Aman PPI PutuNurul AndaritaBelum ada peringkat
- Metode K3Dokumen19 halamanMetode K3NadiaPutriBelum ada peringkat
- Standar k3 Sarana Prasarana Dan Peralatan Di Rumah Sakit 2Dokumen1 halamanStandar k3 Sarana Prasarana Dan Peralatan Di Rumah Sakit 2freddyop72Belum ada peringkat
- Landasan Kerja k3Dokumen2 halamanLandasan Kerja k3stefan100% (1)
- Kode. 06 PELAKSANAAN ASESSMEN KOMPETENSI RevDokumen5 halamanKode. 06 PELAKSANAAN ASESSMEN KOMPETENSI RevRatih WuryandariBelum ada peringkat
- Kebijakan Pokok Dan PP Bidang Hiperkes Dan KKDokumen21 halamanKebijakan Pokok Dan PP Bidang Hiperkes Dan KKPuskesmas KarangsetraBelum ada peringkat
- Sop-77 Prosedur Tuberculosis ProgramDokumen15 halamanSop-77 Prosedur Tuberculosis ProgramRizka MahagBelum ada peringkat
- Protap Operan JagaDokumen4 halamanProtap Operan JagaBimbim BumbumBelum ada peringkat
- Panduan Kebanjiran ExternalDokumen8 halamanPanduan Kebanjiran ExternaladelineBelum ada peringkat
- Latihan Soal Legal EtikDokumen12 halamanLatihan Soal Legal EtikNurul RiskiBelum ada peringkat
- Klinik Sai HusadaDokumen53 halamanKlinik Sai HusadaKlinik Adi MedikaBelum ada peringkat
- Laporan Pelatihan Hiperkes Kelompok 3.2Dokumen23 halamanLaporan Pelatihan Hiperkes Kelompok 3.2vidyanuBelum ada peringkat
- Sop SuctionDokumen9 halamanSop SuctionveronikapapoBelum ada peringkat
- Kunci Jawaban Naskah Soal BDokumen12 halamanKunci Jawaban Naskah Soal Bria agustinBelum ada peringkat
- SOP Priming Hemodialisis Kelompok 1Dokumen2 halamanSOP Priming Hemodialisis Kelompok 1peterBelum ada peringkat
- Genap II - Pemasangan Endotracheal Tube - WordDokumen22 halamanGenap II - Pemasangan Endotracheal Tube - WordTriRahayuningtyasBelum ada peringkat
- Leaflet ErgonomiDokumen3 halamanLeaflet ErgonomiIlah KecciBelum ada peringkat
- Oksigenasi MirandaDokumen19 halamanOksigenasi MirandaSyamsul fahmiBelum ada peringkat
- Laporan HiperkesDokumen9 halamanLaporan HiperkesRiska SofiaBelum ada peringkat
- Spo Ppi SLG - Spill KitDokumen2 halamanSpo Ppi SLG - Spill KityoyokBelum ada peringkat
- Kelompok 1 - Higiene Industri DiskusiDokumen2 halamanKelompok 1 - Higiene Industri DiskusiAtika ZahiraBelum ada peringkat
- WOC KeracunanDokumen1 halamanWOC KeracunanPuspita prayatirtaBelum ada peringkat
- Laporan Studi Kasus Kel. HyegineDokumen30 halamanLaporan Studi Kasus Kel. Hyeginedwi apriyantiBelum ada peringkat
- Soal Pre Test HiperkesDokumen8 halamanSoal Pre Test HiperkesSulistio Adi RBelum ada peringkat
- Askep k3 KeperawatanDokumen5 halamanAskep k3 KeperawatanLoLa IloilaBelum ada peringkat
- Petugas Higiene IndustriDokumen1 halamanPetugas Higiene IndustriDarkKnighthere0% (1)
- LAPORAN KUNJUNAGAN PERUSAHAAN HiperkesDokumen24 halamanLAPORAN KUNJUNAGAN PERUSAHAAN Hiperkesrawatinap rspbalonganBelum ada peringkat
- SOP Monitor Saturasi OksigenDokumen3 halamanSOP Monitor Saturasi OksigenhenryBelum ada peringkat
- Leaflet HerpesDokumen2 halamanLeaflet Herpesdita kurnia ramadhiniBelum ada peringkat
- Analisa Sintesa Tindakan Close SuctionDokumen6 halamanAnalisa Sintesa Tindakan Close SuctionLanaputrabarito MuteBelum ada peringkat
- Format Pengkajian k3Dokumen10 halamanFormat Pengkajian k3Amanah Tri Amalia100% (1)
- Makalah Biohazard - Reno Hartama PutraDokumen40 halamanMakalah Biohazard - Reno Hartama PutraReno Hartama PutraBelum ada peringkat
- PPT Penyuluhan IMSDokumen56 halamanPPT Penyuluhan IMSFikri HaqBelum ada peringkat
- Upaya Promkes COVID 19 BaruDokumen21 halamanUpaya Promkes COVID 19 BaruIcha Icha100% (1)
- Dokumen - Tips PPT Penyuluhan TBCDokumen33 halamanDokumen - Tips PPT Penyuluhan TBCFikri HaqBelum ada peringkat
- Bumil Resiko TinggiDokumen22 halamanBumil Resiko TinggiEka PutraBelum ada peringkat
- Tugas K3 ErgonomiDokumen7 halamanTugas K3 ErgonomiFikri HaqBelum ada peringkat
- Kelompok 1Dokumen19 halamanKelompok 1Fikri HaqBelum ada peringkat
- SOP Pemasangan Kateter Pada PriaDokumen4 halamanSOP Pemasangan Kateter Pada PriaFikri HaqBelum ada peringkat
- Higiene Industri CompressDokumen42 halamanHigiene Industri CompressFikri HaqBelum ada peringkat
- F6 Upaya Pengobatan DasarDokumen9 halamanF6 Upaya Pengobatan DasarFikri HaqBelum ada peringkat
- F2 Kesehatan LingkunganDokumen9 halamanF2 Kesehatan LingkunganFikri HaqBelum ada peringkat
- Farmakologi 2Dokumen200 halamanFarmakologi 2heru ferdiansyahBelum ada peringkat
- Higiene IndustriDokumen42 halamanHigiene IndustriDei Rahayu WijayantiBelum ada peringkat
- Kia Dan KBDokumen7 halamanKia Dan KBtiaraBelum ada peringkat
- Borang Ukm KarnoDokumen43 halamanBorang Ukm KarnoFikri HaqBelum ada peringkat
- Borang Ukm Mira F4 Perbaikan Gizi MasyarakatDokumen8 halamanBorang Ukm Mira F4 Perbaikan Gizi MasyarakatRakha FahrezaBelum ada peringkat
- SMK3 Higiene SalinanDokumen22 halamanSMK3 Higiene SalinanYuliana Dewi PuspitasariBelum ada peringkat
- Hiperkes Kelompok 1Dokumen46 halamanHiperkes Kelompok 1Fikri HaqBelum ada peringkat
- Purwa 1 Penyuluhan HepatitisDokumen14 halamanPurwa 1 Penyuluhan HepatitisFikri HaqBelum ada peringkat
- Dokumen - Tips PPT Penyuluhan TBCDokumen33 halamanDokumen - Tips PPT Penyuluhan TBCFikri HaqBelum ada peringkat
- Sosialisasi GermasDokumen13 halamanSosialisasi GermasHeva Cii Mpuzz NakalBelum ada peringkat
- Dokumen - Tips PPT Penyuluhan TBCDokumen33 halamanDokumen - Tips PPT Penyuluhan TBCFikri HaqBelum ada peringkat
- AcuaaanDokumen42 halamanAcuaaanFikri HaqBelum ada peringkat
- Undangan Pengarahan KPUDokumen3 halamanUndangan Pengarahan KPUFikri HaqBelum ada peringkat
- Upaya Promkes COVID 19 BaruDokumen21 halamanUpaya Promkes COVID 19 BaruIcha Icha100% (1)
- Penyuluhan HepatitisDokumen31 halamanPenyuluhan HepatitisDewi Renaningtyas100% (4)
- AcuaaanDokumen42 halamanAcuaaanFikri HaqBelum ada peringkat
- PPT Penyuluhan IMSDokumen56 halamanPPT Penyuluhan IMSFikri HaqBelum ada peringkat
- AcuaaanDokumen42 halamanAcuaaanFikri HaqBelum ada peringkat