Laporan Pi PT - Sig - SP - Kakanda Sitompul
Diunggah oleh
Kakanda Tukka SitompulJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Laporan Pi PT - Sig - SP - Kakanda Sitompul
Diunggah oleh
Kakanda Tukka SitompulHak Cipta:
Format Tersedia
Laporan Praktik Industri Sejak 1910
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam rangka penyediaan tenaga kerja yang terampil, profesional dan
mempunyai wawasan yang luas selain mengikuti materi kuliah dan praktikum di
laboratorium dan bengkel, perlu dilakukan kegiatan pengembangan wawasan di
luar lingkungan kampus, khususnya dalam dunia perindustrian, kegiatan ini
biasanya dapat berupa praktik industri pada suatu industri dibidang keahlian
masing- masing.
Dari kegiatan Praktik Industri diharapkan mahasiswa memperoleh
pengalaman kerja secara langsung dari teori yang didapatkan di perkuliahan.
Praktik industri merupakan salah satu mata kuliah wajib yang ada di jurusan
teknik mesin Universitas Negeri Riau. Mata kuliah ini dilaksanakan di luar
lingkungan kampus, yaitu pada perusahaan-perusahaan dan industri-industri
sebagai aplikasi dari ilmu yang didapat dari bangku perkuliahan.
Praktik industri ini dimaksudkan untuk mengenal lebih jelas aplikasi dari
ilmu teknik mesin yang ada di lapangan dan sekaligus memberikan pengalaman
kerja kepada peserta praktik industri agar nantinya bisa menjadi tenaga kerja yang
terampil, dan profesional, baik itu peralatan-peralatan yang digunakan, sistem
kerja, maupun sistem produksi terhadap suatu benda atau produk yang dihasilkan.
Kegiatan praktik industri akan memberikan keuntungan timbal balik, bagi
mahasiswa selain dapat menyelesaikan program studinya, kerja praktik juga dapat
dijadikan sebagai pengalaman awal, melatih keterampilan, sikap dan pola pikir
mahasiswa dalam bertindak. Sedangkan bagi perusahaan dapat menarik
keuntungan secara langsung dengan memberikan program dalam memecahkan
persoalan khusus yang disadari selama ini sehingga persoalan ini dapat dibawa
kesekolah/keperguruan tinggi untuk dijadikan bahan penelitian, dengan demikian
hubungan lebih harmonis akan terjadi antara perusahaan dengan sekolah atau
perguruan tinggi.
Praktik industri merupakan jembatan penghubung antara industri dengan
K.T. Putra Pamungkas Sitompul (2007036548) 1
Laporan Praktik Industri Sejak 1910
lembaga pendidikan. Pelaksanaan praktik industri bagi mahasiswa sangatlah
penting untuk menambah wawasan di dunia industri. Disamping itu pelaksanaan
praktik industri bertujuan untuk dapat memahami serta mengenal lebih jauh
implementasi disiplin ilmu sesuai dengan program studi yang dijalani. Lebih dari
itu pelaksanaan praktik industri memberikan masukan kepada mahasiswa dalam
hal menemukan, merekayasa, dan mengembangkan objek yang ditemukan di
industri, sehingga nantinya diharapkan bermanfaat bagi pengembangan industri
bagi masyarakat.
Salah satu instansi tempat penulis memadukan ilmu mata kuliah dengan
dunia industri adalah PT.Semen Padang, dimana teknologi yang ada pada
perusahaan ini seiring dengan perkembangan teknologi informasi yang
berkembang saat ini. Maksud diadakannya Praktik kerja lapangan adalah
memberikan gambaran kepada mahasiswa mengenai keadaan yang sesungguhnya
jika berada di dunia kerja.
1.2 Tujuan Praktik Industri
1.2.1 Tujuan Umum
Adapun tujuan praktik industri ini adalah :
1. Mahasiswa belajar menerapkan ilmu pengetahuan di lingkungan
industri
2. Mengetahui permasalahan-permasalahan yang timbul di industri serta
mencari solusi penyelesaian.
3. Mahasiswa belajar mengembangkan interpersonal skill (human
relation).
4. Mahasiswa belajar atau mengenal suasana kerja dilingkungan industri
(jasa/manufaktur).
1.2.2 Tujuan Khusus
Adapun tujuan khusus dari praktik industri ini adalah :
1. Dapat mengetahui tentang Bridge Reclaimer
2. Dapat mengetahui cara kerja Bridge Reclaimer
K.T. Putra Pamungkas Sitompul (2007036548) 2
Laporan Praktik Industri Sejak 1910
3. Dapat mengetahui pemeliharaan Bridge Reclaimer
4. Dapat mengetahui Improvement Bridge Reclaimer
1.3 Manfaat Praktik Industri
Adapun manfaat praktik industri ini adalah :
1.3.1 Bagi Penulis
1. Meningkatkan wawasan dan pengetahuan tentang dunia kerja.
2. Dapat mengaplikasikan ilmu pengetahuan yang didapat selama di bangku
perkuliahan ke dunia lingkungan kerja tempat praktik industri.
3. Menumbuhkan sikap disiplin dan tanggung jawab terhadap tugas atau
pekerjaan yang diberikan.
4. Belajar untuk bersosialisasi dengan cepat terhadap lingkungan kerja, baik
dengan karyawan maupun dengan tugas yang diberikan.
1.3.2 Bagi Universitas Negeri Riau
1. Menjalin hubungan kerjasama dengan perusahaan bersangkutan.
2. Kegiatan ini diharapkan dapat meningkatkan kualitas mahasiswa
Universitas Negeri Riau untuk menjadi sumber daya manusia yang disiplin
dan begtanggung jawab.
3. Tercapainya tujuan program pendidikan vokasi universitas negeri riau.
1.3.3 Bagi Perusahaan
1. Mendukung program pemerintah di bidang pendidikan untuk
mengahasilkan sumber daya manusisa yang berkualitas.
2. Ikut berpartisipasi dengan memberikan binaan terhadap mahasiswa
sehingga menjadi tenaga kerja yang berkualitas.
1.4 Batasan Masalah
Dalam penulisan dan pembahasan laporan Praktik kerja lapangan ini
penulis hanya membahas tentang “Improvement Pemiliharaan Pada Blade
(Bucket) Bridge Reclaimer 6A1LO2 limestone Storage ” yang dilaksanakan di
unit pemeliharaan mesin Raw Mill indarung VI PT. Semen Padang.
K.T. Putra Pamungkas Sitompul (2007036548) 3
Laporan Praktik Industri Sejak 1910
1.5 Waktu Dan Tempat Pelaksanaan
Praktik Industri ini dilaksanakan di PT.. Semen Padang yang beralamat di
jalan raya Indarung, Padang, Sumatera Barat, pada bagian pemeliharaan mesin
Raw Mill unit Indarung VI mulai dari tanggal 16 Januari 2023 S/D 17 Febuari
2023. Kegiatan praktik industri ini dilaksanakan hari Senin s/d hari Jumat dengan
jam kerja pukul 08:00 s/d pukul 17:00 wib.
1.6 Sistematika penulisan
Sistematika penulisan dari laporan Praktik Industri lapangan ini adalah
sebagai berikut :
BAB I PENDAHULUAN
Berisi tentang latar belakang, tujuan Praktik Industri, manfaat
Praktik Industri ,batasan masalah, waktu dan tempat pelaksanaan
dan sistematika penulisan.
BAB II TINJAUAN PERUSAHAAN
Berisi tentang sejarah perusahaan, profil perusahaan, lokasi
perusahaan, struktur organisasi perusahaan, profil Pabrik, profil
produk dan proses produksi.
BAB III LANDASAN TEORI
Berisi tentang pengenalan Reclaimer, jenis-jenis Reclaimer pada
Pabrik indarung VI, penjelasan Bridge Reclaimer, bagian penyusun
Bridge Reclaimer, dan cara kerja dari Bridge Reclaimer.
BAB IV IMPROVEMENT BLADE (BUCKET) BRIDGE RECLAIMER
Pada Bab IV ini penulis akan membahas tentang apa-apa yang
berhubungan dengan tugas khusus yang penulis pilih, dimana
penulis akan membahas tentang Improvement Pemiliharaan Pada
Blade (Bucket) Bridge Reclaimer 6A1LO2 limestone Storage
indarung VI.
BAB V PENUTUP
K.T. Putra Pamungkas Sitompul (2007036548) 4
Laporan Praktik Industri Sejak 1910
Memuat tentang kesimpulan dan saran-saran yang diambil
berdasarkan tugas khusus yang telah dilaksanakan.
K.T. Putra Pamungkas Sitompul (2007036548) 5
Laporan Praktik Industri Sejak 1910
BAB II
TINJAUAN PERUSAHAAN
2.1 Sejarah Ringkas Perusahaan
sejarah perusahaan dimulai pada 1886 ketika seorang perwira belanda
berkebangasan jerman, ir. Carl christopher lau menemukan batu – batuan di bukit
karang putih dan bukit ngalau. Setelah diteliti di belanda, diperoleh kesimpulan
bahwa batu – batuan tersebut dapat dijadikan bahan baku Semen. Tanggal 25
januari 1907, ir. Lau mengajukan permohonan kepada pemerintah hindia belanda
untuk mendirikan Pabrik Semen di indarung, dan disetujui pada tanggal 16
agustus 1907.
ir. Lau menghimpun kerjasama dengan beberapa perusahaan untuk
melanjutkan usahanya seperti fa. Gebroeders veth, fa. Dunlop, fa. Yarman &
soon, pan pihak – pihak swasta lainnya, sehingga pada tanggal 18 maret 1910,
berdirilah nv nederlandesch indische portland cement maatschappij (nv nipcm)
dengan akte notaris johanes piede smidth di amsterdam. Pada waktu itu, belum
ada Pabrik Semen lain di hinda belanda. Pabrik ini mulai beroperasi pada 1913
dengan kapasitas 22.900 ton per tahun dan pernah mencapai produksi 170.000 ton
pada 1939, pada masa itu adalah pencapaian tertinggi perusahaan.
pada masa pendudukan jepang di indonesia pada tahun 1942 – 1945,
Pabrik Semen ini diambil alih oleh asano cement jepang. Ketika proklamasi
kemerdekaan republik indonesia pada 1945, karyawan – karyawan indonesia
mengambil alih Pabrik untuk diserahkan pada pemerintah indonesia dengan nama
kilang Semen indarung. Pada agresi militer i 1947, belanda kembali menguasai
Pabrik dan mengubah namanya kembali menjadi NV Padang Portland Cement
Maatschappij (NV PPCM).
terhitung mulai tanggal 5 juli 1958, perusahaan ini dinasionalisasi oleh
pemerintah indonesia. Hal ini kemudian diperkuat dengan pp no. 50 tahun 1959
tentang penentuan perusahaan perindustrin/pertambangan milik belanda yang
dikenakan nasionalisasi. Selama tiga tahun setelah dinasionalisasi, perusahaan
dikelola oleh badan pengelola perusahaan industri dan tambang (bappit). Pada
K.T. Putra Pamungkas Sitompul (2007036548) 6
Laporan Praktik Industri Sejak 1910
1961, status perusahaan menjadi perusahaan negara (PN). Lalu pada 1971,
perusahaan berubah statusnya menjadi PT. (Persero).
untuk meningkatkan kapasitas produksi, seiring dengan oPT.imalisasi
Pabrik indarung I, Pabrik indarung II dibangun pada 1977 – 1980. Kemudian
hingga 1994, dibangun secara berturut-turut Pabrik indarung IIIa, IIIb, dan IIIc.
Pada perkembangannya, Pabrik indarung III menjadi indarung IIIa dan Pabrik IIIb
dan iiic digabung menjadi Pabrik indarung iv. Pada 1995, Pabrik inadrung V
mulai dibangun dan diresmikan pada 1998. Pada 1999, karena mulai terbatasnya
suku cadang peralatan dan perbedaan proses produksi dengan Pabrik – Pabrik
lainnya, maka Pabrik indarung I dihentikan operasionalnya. Kemudian pada 2014,
Pabrik indarung VI mulai dibangun dan selesai pada 2017.
pada tahun 1995, menerintah melakukan konsolidasi atas tiga buah Pabrik
Semen milik pemerintah, yaitu PT. Semen Padang, PT. Semen gresik, dan PT.
Semen tonasa, yang terealisasi pada tahun 1995. Pada tahun ini juga pemerintah
mengalihkan kepemilikan sahamnya di PT. Semen Padang ke PT. Semen gresik
(Persero) Tbk. Pada saat ini, pemegang saham perusahaan adalah PT. Semen
gresik (Persero) Tbk dengan kepemilikan saham 99,99% dan koperasi keluarga
besar Semen Padang sebesar 0,01%. Sementara PT. Semen gresik sendiri
mayoritas sahamnya dimiliki oleh pemerintah indonesia sebesar 51,01% dan
pihak lain sebesar 48,99%.
gambar masa dahulu pendirian PT. Semen Padang dapat dilihat pada
gambar 2.1 berikut ini.
K.T. Putra Pamungkas Sitompul (2007036548) 7
Laporan Praktik Industri Sejak 1910
Gambar 2.1 PT. Semen Padang pada masa dahulu
2.2 Logo PT.. Semen Padang
Sejak awal pendiriannya pada 1910, PT. Semen Padang telah berganti logo
hingga 10 kali. Logo awal perusahaan terdiri dari inisial nama awal perusahaan
dengan bingkai lingkaran. Elemen yang ada pada setiap logo adalah:
- Kerbau (sejak logo keenam hanya kepala kerbau saja yang menghadap ke
depan)
- Rumah gadang (mulai logo ketiga)
- Panorama alam dan gunung (mulai logo kedua hingga keempat)
- Bingkai lingkaran (pada logo keenam bingkai lingkaran hanya berupa
tulisan yang disusun melingkar)
Logo-logo PT. Semen Padang dapat dilihat pada gambar 2.2 berikut:
Gambar 2.2 logo PT. Semen Padang dari masa ke masa
K.T. Putra Pamungkas Sitompul (2007036548) 8
Laporan Praktik Industri Sejak 1910
2.3 Profil PT. Semen Padang
2.3.1 Visi Dan Misi
Visi dari PT. Semen Padang yaitu “Menjadi Perusahaan Persemenan Yang
Andal, Unggul, Dan Berwawasan Lingkungan Di Indonesia Bagian Barat Dan
Asia Tenggara”. Untuk mencapai Visi tersebut, PT. Semen Padang memiliki misi
sebagai berikut:
1. Memproduksi dan memperdagangkan Semen serta produk terkait lainnya
yang berorientasi kepada kepuasan pelanggan.
2. Mengembangkan sdm yang kompeten, profesional dan berintegritas tinggi.
3. Meningkatkan kemampuan rekayasa dan engineering untuk
mengembangkan industri Semen nasional.
4. Memberdayakan, mengembangkan dan mensinergikan sumber daya
perusahaan yang berwawasan lingkungan.
5. Meningkatkan nilai perusahaan secara berkelanjutan dan memberikan
yang terbaik kepada stakeholder.
2.3.2 Meaning Semen Padang
Meaning Semen Padang adalah “Giving The Best To Build A Better Life”.
2.3.3 Budaya Perusahaan
PT.Semen Padang mempunyai budaya perusahaan yaitu AKHLAK, yang
terdiri dari:
Amanah (Memegang Teguh Kepercayaan Yang Diberikan)
Kompeten (Terus Belajar Dan Mengembangkan Kapabilitas)
Harmonis (Saling Peduli Dan Menghargai Perbedaan)
Loyal (Berdedikasi Dan Mengutamakan Kepentingan Bangsa Dan Negara)
Adaptif (Terus Berinovasi & Antusias dalam menggerakkan ataupun
menghadapi perubahan)
Kolaboratif (Membangun Kerja Sama Yang Sinergis)
K.T. Putra Pamungkas Sitompul (2007036548) 9
Laporan Praktik Industri Sejak 1910
2.4 Lokasi PT.Semen Padang
PT.Semen Padang berlokasi di Kelurahan Indarung, Kecamatan Lubuk
Kilangan, Kota Padang, berjarak 15 km ke arah timur dari pusat kota Padang
dengan ketinggian 200 m di atas permukaan laut. Pemilihan lokasi ini adalah
karena petimbangan – pertimbangan sebagai berikut:
1. Suplai batu kapur dari bukit karang putih yang berjarak 1,5 km arah
selatan Pabrik.
2. Suplai pasir silika dari bukit ngalau yang berjarak 1,5 km arah tengara
Pabrik.
3. Suplai tanah liat yang berada 400 m ke arah timur Pabrik.
4. Akses langsung ke jalan raya Padang – solok yang merupakan jalur utama
menuju lintas tengah/timur sumatera dan ke pelabuhan teluk bayur yang
berjarak 2,5 km arah barat daya Pabrik.
5. Jarak yang jauh dari pusat kota Padang (15 km) sehingga tidak mencemari
udara pada area kota.
Lokasi Pabrik berdasarkan citra google maps dapat dilihat pada gambar 2.3
berikut ini.
Gambar 2.3 lokasi PT. Semen Padang pada google maps
K.T. Putra Pamungkas Sitompul (2007036548) 10
Laporan Praktik Industri Sejak 1910
2.5 Struktur Organisasi
Dalam menjalankan perusahaan, PT.Semen Padang memiliki susunan oraganisasi
sebagai berikut:
a. Dewan Komisaris
Dewan komisaris dipilih dalam rapat umum pemegang sahan (rups).
Dewan komisaris bertugas sebagai dewan pengarah (steering committee)
dan tempat berkonsultasi bagi direktur utama dalam pengambilan
keputusan.
b. Dewan Direksi
Jajaran direksi di PT. Semen Padang terdiri atas satu direktur utama yang
membawahi dua direksi, yaitu direktur keuangan dan direktur operasi.
Gambar 2.4 berikut menunjukkan bagan dewan direksi PT. Semen Padang
dengan departemen – departemen yang dibawahinya, per mei 2021:
DIREKTUR UTAMA
Asri Mukhtar
INTERNAL AUDIT DIREKTUR OPERASI DIREKTUR KEUANGAN DAN UMUM
Mareza Hartan Indrieffouny Indra Oktoweri
Dept.Perencanaan & Peng. Produksi
Dept.Kom H Perusahan DEPT.KEUANGAN
Iskandar Z Juke Ismardi Dedi Zaherdi
Bisnis Inkubasi non semen Dept.Tambang & Peng.Bahan Baku DEPT.SDM DAN UMUM
.
Sumarsono R.T.Hendrawan
Pri Gustari Akbar
UNIT SISTEM MANEJEMEN
Dept.Produksi Terak
Nelvi Irawati
Dept.Pemeliharaan Dept.Produksi Semen STAFF DIREKSI
Muhammad Syafitri Abdul Hakim L
Ampri Satyawan
Gambar 2.4 Diagram Dewan Direksi PT.Semen Padang
K.T. Putra Pamungkas Sitompul (2007036548) 11
Laporan Praktik Industri Sejak 1910
Departemen pemeliharaan sendiri membawahi unit – unit berikut:
a. Unit pemeliharaan mesin
Unit ini melakukan pemeliharaan terhadap mesin – mesin dan semua hal
yang berhubungan dengan mekanikal. Unit pemeliharaan mesin dibagi
atas upm 1 untuk area Pabrik Indarung II, III, dan IV, serta upm 2 untuk
area Pabrik Indarung V dan VI.
b. Unit pemeliharaan elektrika dan instrumentasi
Unit ini melakukan pemeliharaan terhadap kelistrikan, elektronik, dan
segala instrumentasi pada Pabrik. Unit ini juga terbagi dua dengan
pembagian yang sama dengan unit pemeliharaan mesin.
Bagan struktur departemen pemeliharaan hingga ke unit pemeliharaan mesin 2
Divisi Raw Mill dapat dilihat pada gambar 2.5 berikut.
Kepala Dept. Pemeliharaan
Muhammad Syafitri
Wakil Kepala Dept.
Pemeliharaan
Hendra Bayu
UPM 1 UPLI 1 UPM 2 UPLI 2
Endi Alta, S.T., M.T Santoro Irwan Kartadi P Zulvawarman
PM RM 5-6 PM KCM 5-6 PM FM 5-6
Gusman Fathul Mausil Hiptop Khairul S.T
Ka.Urusan Rawmill VI
Ridwan
Hengki
Saputra
gambar 2.5 Struktur Organisasi Departemen Pemeliharaan
2.6 Profil Pabrik
Demi menunjang proses produksi Semen, maka PT. Semen Padang
memiliki beberapa Pabrik yang memproduksi Semen. Saat ini, PT. Semen Padang
memiliki enam Pabrik, dengan lima Pabrik yang masih aktif memproduksi Semen.
K.T. Putra Pamungkas Sitompul (2007036548) 12
Laporan Praktik Industri Sejak 1910
Selain itu, PT. Semen Padang juga memiliki satu Cement Mill di daerah Dumai,
Riau. Tabel 2.1 berikut menunjukkan kapasitas produksi masing-masing Pabrik
dan status Pabrik, termasuk Cement Mill Dumai.
Tabel 2.1 data-data Pabrik PT. Semen Padang
No Pabrik Proses Status Kapasitas produksi (ton / tahun)
1 Indarung I Basah Non aktif 300.000 (sebelum stop beroperasi)
2 Indarung II Kering Aktif 860.000
3 Indarung III Kering Aktif 720.000
4 Indarung IV Kering Aktif 1.920.000
5 Indarung V Kering Aktif 3.500.000
6 Indarung VI Kering Aktif 1.500.000
7 Cm Dumai Aktif 900.000
Total Produksi 8.900.000
2.7 Core Business PT. Semen Padang
Core business adalah bisnis atau usaha utama dari suatu perusahaan.
Aktifitas utama perusahaan ditentukan oleh core business perusahaan tersebut.
Core business PT. Semen Padang untuk saat ini adalah Semen, klinker dan produk
non Semen.
2.8 Profil Produk
Secara umum, produk PT. Semen Padang dapat dikategorikan kepada dua jenis,
yaitu produk Semen dan produk non-Semen.
2.8.1 Produk Semen
Produk Semen dibagi atas pengemasannya. Terdapat dua macam produk Semen,
yaitu Semen kantong dan Semen curah.
A. Semen kantong Semen kantong yang dijual oleh Semen Padang adalah:
- Semen PCC (Portland Composite Cement)
- Semen tipe I (Ordinary Portland Cement)
K.T. Putra Pamungkas Sitompul (2007036548) 13
Laporan Praktik Industri Sejak 1910
Serta Semen – Semen tipe khusus seperti:
- Semen tipe II
- Semen tipe V
- Semen OWC (Oil Well Cement)
Profil produk Semen kantong dari Semenn Padang dapat dilihat pada gambar 2.6
berikut
Gambar 2.6 Semen kantong produksi PT. Semen Padang
B. Semen curah
Terdapat tiga jenis Semen curah, yaitu:
1. Ezpro
2. Dupro+
3. Ultrapro
Gambar 2.7 berikut menunjukkan profil produk Semen curah dari PT.
Semen Padang.
K.T. Putra Pamungkas Sitompul (2007036548) 14
Laporan Praktik Industri Sejak 1910
Gambar 2.7 Profil Produk Semen Curah PT. Semen Padang
2.8.2 Produk Non-Semen
PT. Semen Padang memiliki tiga produk non-Semen, yaitu:
a. Batu Split
Batu split produksi PT. Semen Padang memiliki ukuran beragam, mulai
dari di bawah 10mm hinga 50 mm. Gambar 2.8 berikut merupakan profil
produk batu split dari Semen Padang.
Gambar 2.8 profil batu split Semen Padang
K.T. Putra Pamungkas Sitompul (2007036548) 15
Laporan Praktik Industri Sejak 1910
b. Beton Berpori
Beton berpori adalah suatu elemen bahan bangunan yang dibuat dari
campuran agregat kasar, Semen, air, dan sedikit agregat halus dengan atau
tanpa bahan tambah lainnya yang tidak mengurangi mutu beton tersebut,
campuran ini Menciptakan suatu sel terbuka struktur, membiarkan air
hujan untuk menembus mendasari lahan. Gambar 2.9 berikut merupakan
profil pproduk beton berpori dari Semen Padang.
Gambar 2.9 beton berpori Semen Padang
c. Jasa Workshop
Jasa ini dikelola oleh biro workshop PT. Semen Padang yang melayani
jasa Servis elektrikal, mekanikal, serta fabrikasi. Workshop ini awalnya
hanya melayani perbaikan dan fabrikasi alat-alat Pabrik. Setelah sukses
memfabrikasi alat-alat untuk Pabrik indarung VI dan telah sesuai dengan
standar, maka workshop mulai membuka jasa Servis dan fabrikasi untuk
pihak luar, dengan fokus peayanan untuk mesin-mesin industri. Profil jasa
Servis electromotor dan fabrikasi mekanik dari PT. Semen Padang dapat
dilihat pada gambar 2.10 berikut.
K.T. Putra Pamungkas Sitompul (2007036548) 16
Laporan Praktik Industri Sejak 1910
Gambar 2.10 jasa oleh biro workshop PT. Semen Padang
2.9 Produksi PT. Semen Padang
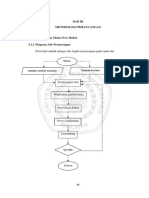
2.9.1 Bahan Dan Alat Produksi
Dalam produksi Semen di PT. Semen Padang, dan Semen secara umumnya, ada
tujuh elemen yang berperan penting, yaitu:
a. Bahan baku utama
Bahan baku utama adalah bahan – bahan yang dibutuhkan untuk membuat
klinker. Klinker merupakan bahan setengah jadi yang akan menjadi Semen
setelah melalui proses penggilingan terakhir dengan campuran bahan
additive. Ada empat bahan baku utama untuk membentuk klinker, yaitu:
1. Batu kapur (limestone)
Batu kapur neruoakan sumber utama oksida yang mempunyai rumus
caco3 (kalsium karbonat), pada umumnya tercampur dengan mgco3
K.T. Putra Pamungkas Sitompul (2007036548) 17
Laporan Praktik Industri Sejak 1910
dan mgso4. Kandungan baru kapur adalah sebanyak ± 80% dan
diperoleh dari bukit karang putih.
2. Tanah liat (clay)
Tanah liat diperoleh di sekitar wilayah kecamatan kuranji dan
digunakan dengan komposisi ±8%. Rumus kimia terbaik untuk
produksi Semen adalah sio2al2o3·3h2o.
3. Pasir besi (iron sand)
Pasir besi memiliki rumus fe2o3. Pasir besi berfungsi sebagai
penghantar panas dalam proses pembuatan terak Semen. Komposisi
pasir besi yang dibutuhkan adalah sebesar ±2% dan didatangkan dari
luar, biasanya dari PT. aneka tambang cilacap.
4. Silika
Batu silika memiliki kandungan silikon oksida (sio2). Dalam
pembentukan klinker, kandungan silika adalah ±10%.
5. Batu bara
Baru bara tidak digunakan sebagai bahan baku pembuatan klinker,
melainkan sebagai bahan bakar untuk pembakaran raw mix dalam kiln.
b. Bahan additive
Bahan additive adalah bahan tambahan yang ditambahkan ke dalam
klinker dalam proses penggilingan akhir untuk menghasilkan Semen
dengan tipe tertentu. Bahan-bahan aditif tersebut adalah berupa:
1. Pozzolan
Pozzolan merupakan bahan yang mengandung senyawa silika atau
silika alumina. Jika dicampur air, maka pozzolan tersebut akan
membentuk kalsium hidroksida.
2. Gipsum
Gipsum digunakan sebagai sumber kalsium sulfat (caso4·2h2o)
dengan reaksi pembentukan yang menghasilkan sedikit panas. Fungsi
dari gypsum sendiri dalam produk Semen adalah untuk memperlambat
terjadinya proses pengerasan atau setting time ketika ditambahkan
K.T. Putra Pamungkas Sitompul (2007036548) 18
Laporan Praktik Industri Sejak 1910
dengan air, atau biasa disebut sebagai retarder.
3. Batu kapur
Dalam penggilingan akhir, untuk Semen tipe tertentu, batu kapur
ditambahkan kembali.
4. Fly ash
Fly ash adalah abu hasil pembakaran batu bara dalam kiln. Abu ini
termasuk dalam limbah b3 (bahan berbaaya dan beracun) sehingga
berbahaya pada lingkungan apabila langsung dibuang tanpa
pengendalian yang tepat. Salah satu cara pengendalian tersebut adalah
dengan menjadikannya bahan additive karena terbukti meningkatkan
kekuatan tekan pada beton
Selain material-material di atas, juga ada batu bara.
c. Mesin utama
Mesin utama adalah mesin-mesin yang secara langsung bekerja untuk
menghasilkan Semen. Ada empat mesin utama dalam proses produksi
Semen, yaitu:
1. Raw mill
Raw mill berfungsi untuk menggiling bahan-bahan mentah untuk
mencapai tingkat kehalusan tertentu. Bahan mentah dimasukkan ke
dalam penggiling, lalu diputar dengan media putar. Hasil dari
penggilingan pada raw mill disebut raw mix.
2. Rotary kiln
Rotary kiln dapat disebut juga sebagai tanur putar. Tanur putar
berfungsi untuk membakar raw mix agar bisa menjadi klinker. Raw
mix dibakar dengan temperatur 1.400°c dengan bantuan bahan bakar
batu bara. Hasil dari pembakaran di tanur putar adalah klinker.
3. Coal mill
Coal mill berfungsi untuk menghaluskan batu bara agar dapat terbakar
dengan mudah. Batu bara yang telah dihaluskan akan dimasukkan ke
dalam tanur putar bersama raw mix untuk membantu pembakaran raw
K.T. Putra Pamungkas Sitompul (2007036548) 19
Laporan Praktik Industri Sejak 1910
mix.
4. Cement mill
Cement mill berfungsi untuk melakukan penggilingan klinker dengan
bahan-bahan aditif untuk kemudian dapat menjadi Semen. Karena
cement mill merupakan penggilingan terakhir dalam proses pembuatan
Semen, maka ada juga yang menyebutnya sebagai finish mill.
d. Alat pengangkat
Alat pengangkut berfungsi untuk memindahkan material dari satu tempat
ke tempat lainnya. Ada beberapa alat pengangkut yang digunakan, yaitu:
1. Belt Conveyor
Belt Conveyor digunakan untuk mengangkut bahan baku dari tambang
dan bahan-bahan lainnya yang terlibat dalam pembuatan Semen dari
satu proses ke proses berikutnya.
2. Pan Conveyor
Khusus untuk mengangkut klinker dari kiln menuju silo klinker,
karena memiliki temperarur tinggi, maka jenis Conveyor yang
digunakan adalah pan Conveyor yang terbuat dari logam. Hal ini
bertujuan agar system Conveyor tahan terhadap temperature tinggi.
3. Air slide
Air slide berfungsi untuk meluncurkan produk menggunakan udara
bertekanan dari arah bawah produk, yang bergerak dalam lintasan
miring dan tertutup. Biasanya digunakan untuk mengangkut raw mix
pada raw mill.
4. Air lift
Air lift berfungsi untuk mengangat material secara vertikal
menggunakan udara bertekanan yang dihasilkan oleh rotary blower.
Karena menggunakan udara bertekanan, maka prinsip kerjanya mirip
dengan air slide. Hanya saja tekanan yang digunakan pada air slide
lebih besar.
5. Elevator
K.T. Putra Pamungkas Sitompul (2007036548) 20
Laporan Praktik Industri Sejak 1910
Elevator berfungsi mengangkut material ke area yang lebih tinggi.
Biasanya digunakan untuk mengangkut material ke dalam silo.
Material diangkut dalam bucket yang ditempelkan pada Belt atau
chain.
6. Bag house filter (BHF)
Bag house filter adalah sebuah perangkat penangkap debu yang
berfungsi untuk menangkap material yang beterbangan pada
penangkap yang berbentuk silinder besar dengan tinggi 12m. Material
yang sudah melewati proses penggilingan dapat beterbangan secara
bebas selama proses transportasi karena sudah berbentuk partikel debu
sehingga sangat ringan dan dapat beterbangan di udara.
7. Mill feed
Mill feed merupakan alat yang digunakan untuk mengumpan material
sesuai dengan komposisi yang dibutuhkan untuk ditransfer menuju
mesin penggiling. Mill feed yang mengumpan bahan baku utama
disebut raw mill feed dan akan ditransfer menuju raw mill. Sementara
mill feed yang mengumpankan klinker dan bahan additive menuju
cement mill disebut cement mill feed.
8. Air separator
Air separator berfungsi memisahkan material yang berupa partikel
halus dan kasar, serta material jadi dan material reject.
e. Mesin penunjang
Mesin penunjang adalah mesin yang tidak dilewati bahan dalam proses
pembuatan Semen, tetapi dapat menunjang proses produksi Semen. Ada
beberapa mesin penunjang yang digunakan di PT. Semen Padang, yaitu:
1. Reclaimer
Reclaimer adalah suatu alat yang berfungsi untuk memindahkan
material dari storage yard untuk kemudian ditransfer ke raw mill feed
menggunakan Belt Conveyor. Kelebihan dari Reclaimer dibandingkan
menggunakan alat berat loader adalah kapasitas transfer (dalam satuan
K.T. Putra Pamungkas Sitompul (2007036548) 21
Laporan Praktik Industri Sejak 1910
m3/jam) lebih mudah diukur sehingga penakaran bahan dalam proses
penggilingan lebih mudah, serta efisiensi bahan bakar dan tenaga kerja.
2. Jet pulse filter (JPF)
Jet pulse filter merupakan salah satu pengumpul debu. Prinsip kerjanya
mirip dengan BHF, hanya saja ukurannya lebih kecil dan biasanya
ditempatkan pada alat pengangkut outlet. Kelebihan penggunaan JPF
adalah material yang beterbangan saat ditransfer dari mill feed maupun
ke silo dapat ditangkap dan dikembalikan ke alat pengangkut,
Sementara udara bersih yang berada bersama material akan disaring
dan dilepaskan ke lingkungan.
f. Penyimpanan (Storage)
Penyimpanan berfungsi untuk menyimpan material sebelum diolah, karena
tidak semua bahan akan digunakan secara bersamaan karena
menyesuaikan dengan komposisi bahan yang dibutuhkan. Jenis
penyimpanan yang digunakan di PT. Semen Padang adalah sebagai
berikut:
1. Silo
Silo merupakan suatu struktur bangunan yang digunakan untuk
menyimpan klinker dan Semen.
2. Storage yard
Storage yard merupakan sebuah area datar luas serta berstruktur
dinding dan atap yang digunakan untuk menyimpan bahan baku utama
dan bahan additive dalam proses pembuatan Semen.
g. Gedung Kendali
Karena proses produksi di PT. Semen Padang sudah menggunakan
otomasi, maka dibutuhkanlah satu ruang kendali pusat (central control
room, disingkat ccr). Ruang ccr menjadi ruang untuk mengendalikan dan
memantau proses produksi pada Pabrik, termasuk memantau abnormalitas
dan trouble yang terjadi sehingga bisa langsung dikoordinasikan dengan
K.T. Putra Pamungkas Sitompul (2007036548) 22
Laporan Praktik Industri Sejak 1910
tepat kepada petugas Pabrik. Ruang ccr berada pada gedung ccr yang
sekaligus menjadi kantor untuk Pabrik. Gedung ccr terdapat pada setiap
Pabrik di PT. Semen Padang. Gambar 2.11 berikut merupakan gedung ccr
Pabrik indarung VI.
Gambar 2.11 Gedung CCR Pabrik indarung VI
2.9.2 Proses Produksi
Bahan baku yang akan menjadi Semen akan melewati tiga dari empat mesin
utama, yaitu raw mill, rotary kiln, dan cement mill.
1. Raw mill
Keseluruhan bahan baku, baik yang diperoleh dari tambang maupun yang
didatangkan dari luar, disimpan pada raw storage terlebih dahulu. Dari raw
storage, bahan baku ditransportasikan ke raw mill feed yang akan
mengirimkan bahan baku sesuai presentase yang dibutuhkan. Bahan yang
sudah sesuai komposisinya akan dibawa menuju raw mill untuk dilakukan
proses penggilingan. Hasil penggilingan akan berupa debu karena
memiliki ukuran sangat halus dan disebut dengan raw mix. Raw mix akan
ditransportasikan menuju rotary kiln untuk proses pembakaran.
2. Rotary kiln
Sebelum memasuki kiln, material akan melalui proses pemanasan awal
agar lebih mudah mencapai temperatur bakar nantinya. Bahan yang telah
melewati tahap pemanasan awal selanjutnya masuk ke dalam kiln untuk
K.T. Putra Pamungkas Sitompul (2007036548) 23
Laporan Praktik Industri Sejak 1910
dibakar. Batu bara yang sebelumnya sudah digiling halus di coal mill turut
dimasukkan ke dalam kiln sebagai bahan bakar pembakaran raw mix.
Bahan kemudian dibakar dengan temperatur mencapai 1.400ºc. Hasil dari
pembakaran pada kiln adalah klinker. Klinker dari dalam kiln didinginkan
terlebih dulu pada cooler agar dapat ditransportasikan ke tahap
selanjutnya. Klinker akan ditransportasikan menuju tahap selanjutnya atau
dapat langsung dijual.
3. Cement Mill
Klinker selanjutnya ditransportasikan menuju cement mill feed. Pada
cement mill feed ini, takaran klinker dan bahan additive akan disesuaikan
dengan spesifikasi Semen yang dibutuhkan untuk kemudian dikirim ke
cement mill untuk dilakukan proses penggilingan akhir. Hasil penggilingan
adalah Semen dan berpartikel sangat halus. Semen selanjutnya dikirim ke
silo sebelum dijual kepada konsumen, baik dalam bentuk Semen kantong
ataupun Semen curah.
Ilustrasi proses produksi dapat dilihat pada gambar 2.12 berikut.
Gambar 2.12 Ilustrasi Proses Produksi Semen
K.T. Putra Pamungkas Sitompul (2007036548) 24
Laporan Praktik Industri Sejak 1910
BAB III
LANDASAN TEORI
3.1 Reclaimer
Reclaimer adalah suatu alat yang berfungsi untuk memindahkan material
dari storage yard untuk kemudian ditransfer ke raw mill feed menggunakan Belt
Conveyor. Reclaimer berada pada suatu mekanisme rel sehingga dapat bergerak
di sepanjang area storage yard. Cara kerja alat ini adalah dengan menggerakkan
komponen pemindah material pada suatu mekanisme rel. Material akan terbawa
oleh komponen pemindah tersebut hingga sampai di atas Belt Conveyor untuk
kemudian ditransfer menuju raw mill feed. Ada tiga jenis Reclaimer, yaitu:
3.1.1 Side Scrapper Reclaimer
Reclaimer jenis ini menggunakan komponen pemindah berupa scrapper.
Ciri utama dari side scrapper Reclaimer adalah material berada di sisi Reclaimer
dan scrapper berada pada boom arm di sisi kabin kendali yang dapat diatur
kemiringannya. Bentuk dari side Blade Reclaimer dapat dilihat pada gambar 3.1
berikut.
Gambar 3.1 side scrapper Reclaimer
3.1.2 Bucket Chain Reclaimer
Reclaimer jenis ini menggunakan komponen pemindah berupa bucket. Alat ini
K.T. Putra Pamungkas Sitompul (2007036548) 25
Laporan Praktik Industri Sejak 1910
mirip dengan Bridge scrapper Reclaimer, hanya saja posisi bucket tidak di
sepanjang sisi bawah Reclaimer, melainkan dipasang pada boom arm yang berada
di sisi bawah dari Reclaimer. Bentuk dari bucket chain Reclaimer dapat dilihat
pada gambar 3.2 berikut.
Gambar 3.2 bucket chain Reclaimer
3.1.3 Bridge Reclaimer
Reclaimer jenis ini juga menggunakan komponen pemindah berupa Blade. Ciri
utama dari Reclaimer jenis ini adalah material berada di bawah Reclaimer dan
Blade berada di sepanjang sisi bawah dari Reclaimer. Selain itu, Reclaimer ini
juga memiliki mekanisme harrow yang akan menurunkan tumpukan material
menuju Blade agar dapat dipindahkan menuju Belt Conveyor. Gambar 3.3 berikut
merupakan bentuk dari Bridge Reclaimer.
K.T. Putra Pamungkas Sitompul (2007036548) 26
Laporan Praktik Industri Sejak 1910
Gambar 3.3 Bridge Blade Reclaimer
3.2 Bridge Reclaimer
3.2.1 Komponen Penyusun
09
Gambar 3.4 Bagian-Bagian Bridge Reclaimer
01 Harrow Teeth
02 Steel Wires For Suspension Harrows
03 Hoisting Winch
04 Hydraulic Pump Station
06 Roller Table
K.T. Putra Pamungkas Sitompul (2007036548) 27
Laporan Praktik Industri Sejak 1910
07 Cabin
08 Travel Rail For No. 10
09 Blade Chain
10 Harrowcarriage
12 Skew Control
13 Guide Carriage
14 Harrow
15 Guide Carriage
16 Cable Drums
a. Motor penggerak
Motor penggerak merupakan komponen utama sebagai sumber tenaga
untuk menggerakkan chain, travel wheel, dan cable reel. Putaran dari
motor listrik diteruskan ke gearbox sehingga komponen – komponen di
atas dapat bergerak. Gambar 3.2 berikut merupakan motor listrik untuk
memutar Drive Sprocket.
Gambar 3.5 Motor Penggerak
b. Gearbox
Pada Reclaimer ini, gearbox berfungsi untuk memindahkan putaran dari
motor penggerak menuju komponen-komponen yang digerakkan seperti
yang telah disebutkan di bagian motor penggerak sebelumnya. Tenaga
berupa gaya rotasi dari motor listrik akan melewati kopling sebagai
penghubung dan pemutus putaran dari motor ke gearbox. Gaya rotasi
K.T. Putra Pamungkas Sitompul (2007036548) 28
Laporan Praktik Industri Sejak 1910
tersebut kemudian akan memutar gearset yang ada di dalam gearbox.
Gearset ini akan menyesuaikan kecepatan rotasi dan arah putaran menuju
benda kerja sesuai dengan kebutuhan benda kerja tersebut. Gambar 3.3
berikut ini merupakan gearbox yang digunakan untuk Drive Sprocket
chain.
Gambar 3.6 Gearbox
c. Blade
Blade merupakan komponen utama pada alat ini. Suatu Bridge Reclaimer
terdiri dari banyak Blade yang digerakkan oleh chain. Komponen ini akan
melakukan Scraping pada material yang ada pada lapisan terbawah
storage. Blade akan digerakkan oleh chain sepanjang chain rel menuju
arah Belt transport. Gambar 3.4 berikut merupakan gambar dari Blade
pada Bridge Reclaimer.
Gambar 3.7 Rangkain Blade
K.T. Putra Pamungkas Sitompul (2007036548) 29
Laporan Praktik Industri Sejak 1910
d. Chain
Chain berfungsi untuk menarik dan menggerakkan Blade sepanjang
relnya, sehingga Blade dipasangkan langsung pada chain. Bentuk dari
chain dapat dilihat pada gambar 3.5 berikut.
Gambar 3.8 Chain
e. Sprocket
Sprocket merupakan roda gigi yang berkontak langsung dengan chain.
Sprocket berfungsi untuk mentransmisikan gaya putar dari gearbox ke
chain. Sprocket terdiri atas Drive Sprocket dan take-up Sprocket. Drive
Sprocket Berada pada bagian paling belakang, Sementara take-up Sprocket
berada pada ujung rel chain.
Gambar 3.9 berikut merupakan tampak dari Drive Sprocket.
K.T. Putra Pamungkas Sitompul (2007036548) 30
Laporan Praktik Industri Sejak 1910
Gambar 3.9 Drive Sprocket
f. Chain rail
Chain Rail merupakan Rel tempat chain bergerak untuk menggerakkan
Blade. Gambar 3.10 berikut merupakan gambar dari chain rail.
gambar 3.10 Chain Rail
g. Adjustment Bolt
Adjustment Bolt adalah baut yang berfungsi mengatur ketegangan dari
chain dengan menggeser take-up Sprocket maju dan mundur, seperti pada
sepeda motor. Adjustment Bolt dapat dilihat pada gambar 3.11 berikut.
K.T. Putra Pamungkas Sitompul (2007036548) 31
Laporan Praktik Industri Sejak 1910
Gambar 3.11 Adjusment Bolt
h. Harrow
Harrow merupakan alat yang digunakan untuk menurunkan material pada
storage agar dapat ditarik oleh Blade. Harrow digerakkan bolak-balik dari
timur ke barat oleh harrow cariagge yamg digerakan oleh Piston Hidrolik ,
dan pergerakannya dibatasi oleh switch. Untuk besar sudut pada harrow
dapat diatur dengan hoist winch. Besar sudut harrow ditentukan
berdasarkan bentuk tumpukan material yang ada pada storage. Harrow
dapat dilihat pada gambar 3.12 berikut:
Gambar 3.12 Harrow
K.T. Putra Pamungkas Sitompul (2007036548) 32
Laporan Praktik Industri Sejak 1910
i. Hoisting winch
Hoist winch merupakan alat yang digunakan untuk mengatur sudut atau
kemiringan dari harrow. Hoist winch dapat dilihat pada gambar 3.13
berikut
Gambar 3.13 Hoist Winch
j. Travel
Travel merupakan alat yang digunakan untuk menggerakkan Bridge
Reclaimer dari utara menuju selatan ataupun sebaliknya yang bergerak
sepanjang relnya. Pada Bridge Reclaimer terdapat dua buah motor travel
dengan daya yang sama yang terletak pada ujung barat dan ujung timur
Bridge Reclaimer. Berikut merupakan gambar dari travel.
Gambar 3.14 Travel
K.T. Putra Pamungkas Sitompul (2007036548) 33
Laporan Praktik Industri Sejak 1910
k. Cable drum
Cable drum merupakan media yang digunakan untuk Menggulung dan
Mengulurkan kabel power maupun kabel komunikasi untuk system
control. Pada Bridge Reclaimer terdapat dua buah kable drum untuk kabel
power. Kabel drum digerakkan dengan sebuah motor yang pergerakannya
seiring dengan pergerakan Motor Travel Drive. Kabel drum dapat dilihat
pada gambar 3.15 berikut:
Gambar 3.15 Cable Drum
l. Cabin operator
Cabin operator adalah adalah tempat kendali Reclaimer, di sana terdapat
panel yang bisa digunakan operator untuk mengemudikan Reclaimer pada
saat dioperasikan pada mode local. Cabin operator dapat dilihat pada
gambar 3.16 berikut.
K.T. Putra Pamungkas Sitompul (2007036548) 34
Laporan Praktik Industri Sejak 1910
Gambar 3.16 Cabin Operator
3.2.2 Cara Kerja Bridge Reclaimer
Mesin ini bekerja untuk membawa bahan material menuju Belt Conveyor
untuk kemudian ditransportasikan menuju rawmill feed. Sejumlah Blade yang
dipasangkan sepanjang chain bergerak bersama chain sepanjang Blade arm
dengan mekanisme yang mirip dengan rantai sepeda motor. Tumpukan material
diturunkan oleh harrow ke bagian terbawah storage yang kemudian dibawa oleh
Blade menuju Belt. Pada harrow terdapat harrowteeth yang berhubungan
langsung dengan material sehingga material tersebut menjadi gembur kemudian
turun ke bagian bawah. Kemiringan dari harrow sendiri dapat di atur mengunakan
hoist winch dan besar sudut dari harrow ditentukan berdasarkan tumpukan
material yang ada pada storage.
Mesin ini memiliki mekanisme Rel Travel yang memungkinkan area kerja
dari mesin dapat dipindahkan sesuai dengan posisi tumpukan material. Untuk
menjamin pasokan daya listrik ke mesin agar dapat berpindah-pindah, maka
digunakan kabel yang panjang dari sumber daya ke alat. Kabel ini akan digulung
oleh cable drum yang akan menggulung dan menyesuaikan uluran kabel dengan
posisi mesin. Hal ini bertujuan agar kabel tidak berada di jalur rel mesin yang
memungkinkan kabel terputus karena tergilas oleh roda.
Gambar 3.17 berikut menunjukan bahan material pada Belt transport
sesudah dibawah oleh Blade.
K.T. Putra Pamungkas Sitompul (2007036548) 35
Laporan Praktik Industri Sejak 1910
Gambar 3.17 Material Dibawa Oleh Belt Conveyor
3.3 Pemeliharaan
3.3.1 Pengertian Pemeliharaan
Pemeliaraan adalah suatu hal yang utama sebagai suatu sebab akibat, maka
dibedakan antara pemeliharaan, perawatan dan perbaikan walaupun teknik-teknik
bekerjanya adalah sama.
Pemeliharaan adalah kombinasi semua tindakan eknik yang terkait dan
mencoba menghilangkan penyebab-penyebab kerusakan sejak awal dimaksudkan
untuk mempertahankan kondisi atau mengembalikan suku cadang ke keadaan
semula sehingga dapat berfungsi sesuai kebutuhan.
Perawatan adalah segala kegiatan yang berlangsung secara berkelanjutan
untuk menjaga suatu barang tetap berada dalam kondisi yang diinginkan.
Perbaikan adalah pengendalian suku cadang kepada kondisi yang dapat
diterima dengan cara memperbaiki penyebab suatu kerusakan dan penggantian
dari elemen-elemen yang rusak. Terlebih dahulu dilakukan analisa sebelum
pembongkaran dan perbaikan, apakah seluruhnya dibongkar atau sebagian saja.
3.3.2 Tujuan Perawatan
Adapun tujuan dari perawatan adalah sebagai berikut:
K.T. Putra Pamungkas Sitompul (2007036548) 36
Laporan Praktik Industri Sejak 1910
a. Agar semua mesin atau peralatan dapat terpakai secara oPT.imal.
b. Memperpanjang masa penggunaan mesin atau peralatan.
c. Menjamin keselamatan operator dalam menggunakan mesin atau peralatan
sehingga operator dapat bekerja dengan oPT.imal, nyaman, dan aman.
d. Menjaga agar mesin atau peralatan dalam kondisi yang stabil sehingga
dapat mempermudah operasi.
e. Dapat mengetahui kerusakan sejak awal atau dini, sehingga kerusakan
yang mendadak dan fatal dapat dihindarkan.
3.3.3 Jenis-Jenis Perawatan
Menurut antony corder (1992), manajemen perawatan dapat
dikelompokkan menjadi perawatan terencana dan tidak terencana seperti pada
gambar 3.18 berikut ini:
Gambar 3.18 bagan manajemen perawatan
K.T. Putra Pamungkas Sitompul (2007036548) 37
Laporan Praktik Industri Sejak 1910
1. Perawatan terencana
Perawatan terencana adalah perawatan yang terorganisir dan
dilaksanakan dengan pengawasan dan catatan-catatan untuk melaksanakan
tindakan pemeliharaan. Tujuan perawatan tersebut adalah untuk
menghindari kerusakan fasilitas yang tiba-tiba dan mempertahankan
fungsi aset yang tersedia. Perawatan ini dijalankan secara berkala
berdasarkan kondisi atau waktu yang telah ditentukan.
2. Perawatan tak terencana
Perawatan tak terencana adalah perawatan yang dilaksanakan
diluar dari rencana yang dijadwalkan. Jenis perawatan yang termasuk
dalam perawatan yang tidak terencana adalah emergency maintenance.
Emergency maintenance adalah perawatan yang dilakukan apabila mesin
mati karena ada kerusakan atau kelainan dan tidak mungkin dapat terus
dioperasikan. Tindakan ini bertujuan untuk mencegah terjadinya
kerusakan-kerusakan yang total.
K.T. Putra Pamungkas Sitompul (2007036548) 38
Laporan Praktik Industri Sejak 1910
BAB IV
IMPROVEMENT BLADE (BUCKET) BRIDGE RECLAIMER
4.1 Sistem Pemeliharaan Pada Komponen Bridge Reclaimer
Pada Pabrik dengan proses produksi non-stop, perawatan mesin perlu
diatur dalam sistem yang terstruktur agar tidak menimbulkan permasalahan yang
dapat mengganggu jalannya produksi. Ada tiga jenis sistem perawatan yang
digunakan di PT. Semen Padang, yaitu:
a. Basic Maintenance
Basic maintenance adalah perawatan dasar komponen-komponen
mekanikal untuk mencegah terjadinya kerusakan pada mesin-mesin agar
mesin dapat bekerja oPT.imal hingga jam kerja maksimal mesin sesuai
spesifikasi dari manufaktur, atau bahkan melebihi jam kerja maksimal.
Basic Maintenance meliputi Tindakan-tindakan sebagai berikut :.
1. Cleaning (Pembersihan)
Cleaning merupakan proses pembersihan mesin dari kotoran-kotoran
yang timbul karena operasional mesin.
2. Inspection (Inspeksi)
Inspection merupakan proses pengecekan kondisi mesin dengan indera
pendengaran dan penglihatan, meliputi suara yang dihasilkan mesin
dan kondisi Visual kerja mesin
3. Lubricating (Pelumasan)
Lubricating adalah memberi pelumasan kepada komponen-komponen
yang bergerak. Hal ini bertujuan untuk memperlambat laju keausan
dan sebagai pendingin awal bagi komponen bergerak.
4. Tightening (Pengencangan)
Tightening Aktivitas pengencangan baut/mur yang terdapat pada
mesin/peraltan. Aktivitas ini disertai pengecekan terhadap kondisi
baut/mur (Kondisi ulir loss, kondisi fisik baut atau mur apakah
berkarat)
K.T. Putra Pamungkas Sitompul (2007036548) 39
Laporan Praktik Industri Sejak 1910
5. Adjusment (Penyetelan)
Adjustment adalah pengoreksian setelan-setelan yang berubah secara
wajar karena operasional mesin.
6. Replacement
Replacement adalah proses tindakan perbaikan pergantian komponen
mesin tepat waktunya sesuai dengan jadwal yang telah direncanakan.
Tabel 4.1 berikut menunjukkan jadwal basic maintenance untuk beberapa
komponen bergerak mesin Bridge Reclaimer.
Tabel 4.1 Perawatan Rutin Bridge Blade Reclaimer
No Komponen Keterangan Jadwal
1 Drive Sprocket dan Take Pengecekan keausan roda gigi 3D
2 Up Sprocket Periksa apakah ada kotoran pada D
bearing dan panas yang tidak wajar
3 Inspeksi VIsual flange kopling 3D
antara shaft dan gearbox
4 Uji kelainan bunyi pada bagian M
bearing
5 Periksa jalur oli apakah ada M
kebocoran atau penyumbatan
6 Lumasi Drive Sprocket guide rails 3D
7 Periksa sudut yang benar di antara 3M
sumbu Sprocket dan pusat chain
8 Gearbox Mengikuti petunjuk manufaktur
pembuat gearbox
9 Pembersihan gearbox dari debu D
ataupun sisa-sisa material serta
pelumasan pada bearing-bearing
K.T. Putra Pamungkas Sitompul (2007036548) 40
Laporan Praktik Industri Sejak 1910
10 Chain Pengecekan Keausan chain 3D
Periksa ketegangan chain M
11 Pengecekan kondisi baut pengikat W
bucket dan chain
12 Inspeksi VIsual, apakah ada D
material tersangkut, kerusakan tepi,
dan pembersihan chain dari debu
13 Pelumasan mencegah keausan chain 3D
14 Blade Inspeksi VIsual, apakah ada 3D
kerusakan fisik
Keterangan:
-D : Everyday
- 3D : Every 3 Days
-W : Every Week
-M : Every Months
- 3M : Every 3 Months
Perawatan yang dilakukan terhadap komponen Bridge Blade Reclaimer adalah
sebagai berikut:
1) Blade
Perawatan yang dilakukan terhadap Blade ini haruslah benar-benar
diperhatikan. Karena Blade ini merupakan bagian yang sangat penting.
Apabila Blade tidak diperhatikan dengan baik akan mengalami kerusakan
yang lebih parah, karena dapat menyebabkan material tidak terangkut
dengan maksimal. Disamping itu jika keadaan Blade tidak layak pakai,
maka target kapasitas yang sudah direncanakan juga akan cenderung
menurun.
Adapun perawatan yang harus dilakukan pada Blade adalah sebagai
berikut:
- Karena Blade ini bekerja dengan scraping dan membawa material
yang keras dan berat, maka perlu dilakukan pengecekan fisik
K.T. Putra Pamungkas Sitompul (2007036548) 41
Laporan Praktik Industri Sejak 1910
terhadap Blade. Pengecekan ini meliputi pemeriksaan yang bentuk
bucket, yaitu memeriksa apakah tidak terjadi kelainan pada bentuk
Blade.
- Bersihkan permukaan Blade dari sisa-sisa tumpukan material yang
menempel, tujuannya agar mempermudah aktiVItas pemeriksaan.
- Perhatikan apakah keadaan Blade sudah terpasang dengan baik
pada chain. Periksa kekencangan baut pengikat antara Blade dan
chain.
2) Chain
Perawatan yang harus dilakukan pada chain agar tidak terjadi kerusakan
antara lain adalah sebagai berikut:
- Periksa ketegangan pada rantai (chain), pada umumnya setelah
pemasangan chain ini ketegangan akan mengendor secara
perlahan, untuk itu dilakukan penyetelan kembali. Keadaan chain
ini tidak boleh terlalu kencang maupun terlalu kendor.
- Pengecekan fisik secara VIsual terhadap chain untuk memeriksa
kondisi chain apakah ada material yang tersangkut atau kerusakan
fisik pada chain.
3) Sprocket
Perawatan yang harus dilakukan pada Sprocket tujuannya agar tidak
terjadi kerusakan dan tidak terjadi keausan pada Sprocket, adapun
perawatannya pada Sprocket adalah sebagai berikut:
- Periksa bentuk fisik dari Sprocket untuk mengetahui kondisi
Sprocket apakah sudah haus atau mengalami kerusakan pada
permukaan giginya.
- Pelumasan pada Sprocket untuk mencegah keausan.
4) Gearbox dan Bearing
Adapun perawatan yang perlu dilakukan terhadap gearbox dan bearing
adalah sebagai berikut:
- Membersihkan debu yang menempel pada gearbox dan bearing
- Periksa kedudukan dari gearbox.
K.T. Putra Pamungkas Sitompul (2007036548) 42
Laporan Praktik Industri Sejak 1910
- Pelumasan terhadap bearing dan gearbox
Gambar 4.1 Pengecekan Kondisi Komponen Chain, Blade dan Sprocket
b. Preventive Maintenance Control (PMC)
Preventive Maintenance Control adalah tindakan perbaikan saat
ditemukannya abnormalitas pada mesin. Perawatan dengan sistem PMC baru
bisa dilaksanakan setelah mesin produksi dihentikan operasionalnya dan
dilakukan selama beberapa jam.
c. Corrective Maintenance
Corrective maintenance juga dapat disebut troubleshooting. Sistem
perawatan ini dilkukan saat ada kerusakan yang membuat mesin berhenti
beroperasi dan membutuhkan waktu lebih lama untuk perbaikannya. Biasanya
K.T. Putra Pamungkas Sitompul (2007036548) 43
Laporan Praktik Industri Sejak 1910
kendala ini terjadi di luar perkiraan perhitungan mesin. Untuk mencegah
corrective maintenance ini, maka basic maintenance dan preventive
maintenance harus dilakukan secara maksimal.
4.2 Abnormalitas Dan Kerusakan Pada Bridge Reclaimer
abnormalitas adalah suatu kondisi di mana mesin-mesin tidak berada pada
kondisi idealnya. Jika abnormalitas dibiarkan, maka mesin dapat mengalami
kerusakan atau kegagalan. Pada mesin Bridge Reclaimer, chain dan Sprocket
yang memutarnya merupakan komponen bergerak paling VItal karena fungsinya
yang menggerakkan Blade. Selain itu, komponen bergerak lainnya juga harus
dilakukan perawatan yang maksimal agar mesin bekerja dengan oPT.imal.
4.2.1 Abnormalitas Dan Kerusakan Pada Chain
sesuai jabaran pada bagian sebelumnya, mesin Reclaimer ini bekerja
dengan normal dan tidak ada kerusakan. Meskipun begitu, komponen ini memiliki
kemungkinan abnormalitas dan kerusakan sebagai berikut:
a. Chain aus
keausan chain dapat diketahui secara VIsual dari kendurnya chain. Atau
juga dapat diperhatikan pada kondisi chain yang panas.
1. Penyebab
Karena pemakaian yang terus menerus
2. Penanganan
- Ganti chain yang sudah aus
- Tambah ketegangan chain dengan menyetel adjusment bolt
3. Pencegahan
- Pelumasan chain
b. Chain teralu tegang
1. Penyebab
- Penambahan ketegangan chain yang terlalu kuat.
2. Penanganan
K.T. Putra Pamungkas Sitompul (2007036548) 44
Laporan Praktik Industri Sejak 1910
- Kurangi ketegangan chain dengan menyetel pada adjustment bolt.
3. Pencegahan
- Kencangkan chain sesuai ketentuan ketegangan chain
c. Chain putus
1. Penyebab
Ausnya chain atau chain terlalu tegang
2. Penaganan
- Ganti bagian link pada titik yang putus
- Ganti chain baru secara keseluruhan
3. Pencegahan
- Periksa ketegangan, kencangkan atau kendurkan apabila
diperlukan dengan mengatur adjustment bolt
- lumasi chain secara rutin
4.2.2 Abnormalitas Dan Kerusakan Pada Komponen Bergerak Lainnya
a. Pada Sprocket
1. Permukaan roda gigi aus
- Penyebab
1) kontak terus menerus dengan chain. Ini termasuk abnormalitas
yang bisa diprediksi.
2) kurangnya pelumasan
- Penanganan
Ganti Sprocket baru
- Pencegahan
Pelumasan yang oPT.imal
2. Sprocket pecah
Kondisi ini sangat jarang terjadi, termasuk pada Reclaimer di area
Pabrik lainnya.
- Penyebab
Panas tidak yang wajar pada Sprocket langsung disiram oli
K.T. Putra Pamungkas Sitompul (2007036548) 45
Laporan Praktik Industri Sejak 1910
- Penanganan
Ganti Sprocket baru
- Pencegahan
Lumasi Sprocket dalam keadaan dingin
b. Pada Blade
1. Blade aus
- Penyebab
Gesekan yang terus menerus dengan material
- Penaganan
Ganti Blade baru
- Pencegahan
Atur kedalam scraping, jangan terlalu dalam
2. Blade bengkok
- Penyebab
Blade membentur material yang terlalu besar dan keras
- Penanganan
1) rekondisi untuk mengembalikan ke bentuk semula
2) ganti Blade baru
- Pencegahan
Sesuaikan kedalaman reclaiming agar tidak terlalu dalam
Blade yang sudah mengalami kebengkokkan dapat dilihat pada gambar 4.2
berikut.
K.T. Putra Pamungkas Sitompul (2007036548) 46
Laporan Praktik Industri Sejak 1910
Gambar 4.2 Blade yang sudah bengkok
3. Bracket penyambung dengan chain patah
- Penyebab
Bracket mengalami korosi dan material terlalu berat dan keras
- Penanganan
1) Rekondisi bracket yang akan dipasang
2) Mengganti yang baru
- Pencegahan
Periksan dan pelihara bracket secara berkala
Brakcet dari Blade yang sudah patah dapat dilihat pada gambar 4.3
berikut. Gambar ini diambil dari Bridge scrapper Reclaimer di area
limestone storage raw mill Pabrik indarung VI.
K.T. Putra Pamungkas Sitompul (2007036548) 47
Laporan Praktik Industri Sejak 1910
gambar 4.3 Blade yang bracket-nya sudah patah
c. Pada chain rail
1. Chain rail patah
- Penyebab
Ausnya chain rail yang dibiarkan
- Penaganan
Ganti chain rail baru
- Pencegahan
1) lakukan pelumasan terhadap chain
2) bersihkan chain dari kotoran agar material yang menempel
tidak menggores chain rail.
2. Chain rail aus
- Penyebab
Gesekkan yang terus menerus dengan chain
- Penanganan
Ganti chain rail baru
- Pencegahan
K.T. Putra Pamungkas Sitompul (2007036548) 48
Laporan Praktik Industri Sejak 1910
Pelumasan terhadap chain rail
d. Pada bearing di setiap komponen berputar
1. Bearing terlalu cepat aus
- Penyebab
1) beban kerja yang melebihi beban kerja yang diizinkan oleh
manufaktur mesin.
2) pelumasan yang tidak oPT.imal
- Penanganan
Ganti bearing baru
- Pencegahan
1) sesuaikan beban kerja alat dengan spesifikasi yang
diberikan manufaktur
2) lakukan pengecekan pelumas. Ganti bila diperlukan
2. Bearing pecah
- Penyebab
1) bearing telah mencapai ketahanan kerja maksimal.
2) panas berlebih pada bearing
3) pelumasan yang tidak oPT.imal
- Penanganan
Ganti bearing baru
- Pencegahan
1) lakukan pelumasan secara rutin
2) lakukan pengecekan pelumas. Ganti pelumas bila
diperlukan agar gesekan dan panas dapat direduksi.
3) lakukan pembersihan (cleaning) di sekitar bearing
K.T. Putra Pamungkas Sitompul (2007036548) 49
Laporan Praktik Industri Sejak 1910
4.3 Improvement Pemiliharaan Pada Blade (Bucket) Bridge Reclaimer
6A1LO2 limestone Storage
Adapun tujuan dilakukan nya improvement pemeliharaan pada blade
(bucket) adalah untuk mencegah keauhasan yang berlebih karena bergesekan
dengan meterial limestone, untuk keausan yang paling tinggi terdapat pada ujung
bucket Yang mana bagian ini langsung bergesekan dengan material
limestone ,sehingga jika terdapat keausan sedikit saja maka bagian ujung nya akan
segera terlipat dan akan mengurangi kapasitas limestone yang akan di tarik oleh
bucket sehingga akan banyak lapisan material yang akan tertinggal.
untuk memaksimalkan penarikan material oleh bucket dan menghindari
seringnya dilakukan penggantian bucket akibat ujung bucket yang terlipat ,maka
dilakukan penambahan Stifner pada bagian belakang blade (bucket) dan lapisan
Plat WR pada bagian depan
4.3.1 Analisa Penyebab
Lingkungan → Banyak nya material yang tertinggal atau tidak terbawa
oleh bucket.
Metode → Plate yang digunakan tipis sehingga mudah terlipat
Material → Material limestone merupakan material yang abrasive
sehingga bagian ujung bucket menjadi melipat karena sedikit aus dan tidak
ada stifner untuk penahaanya.
Manusia → Frekuensi penggantian bucket menjadi sering dan bucket
yang sudah melipat tidak bisa dikondisikan.
Alat → Proses penarikan material oleh bucket tidak maksimal ,bucket
melipat bagian ujungnya karena tidak adanya penahan atau stifner.
dan adapun faktor penyebab dominan bucket melipat pada ujungnya
adalah karena gesekan material limestone pada saat penarikan ,kondisi penarikan
jadi tidak maksimal dan sering terjadi pergantian bucket di Bridge Reclaimer
limestone
pada januari 2023 maka dengan pengamatan oleh teknisi lapangan maka
dilakukan lah penambahan stifner pada bagian ujung bucket agar menahan bucket
K.T. Putra Pamungkas Sitompul (2007036548) 50
Laporan Praktik Industri Sejak 1910
supaya tidak melipat dengan jangka waktu dan cepat.dan keputusan improvement
ini layak di implentasikan dan harus di lakukan pengecekan secara rutin.
4.4 Improvement Blade Bridge Reclaimer.
Adapun Improvement yang dilakukan pada Blade (Bucket) Reclaimer
adalah sebagai berikut ini :
1. Blade (Bucket) yang akan di Improvement
2. Alat dan bahan yang akan di gunakan :
A. Alat yang digunakan :
1). Las Shielded Metal Arc (SMAW)
2). Cutting Torch
3). Kapur Tulis (penanda)
B. Bahan yang diperlukan :
1). Plat WR Ketebalan 10mm
2). Kawat Eletroda E7018 Dia.3,2mm
4.4.1 Langkah Pengerjaan Improvement Blade Bridge Reclaimer
Adapun langkah pengerjaan dalam improvement blade bridge reclaimer
adalah sebagai berikut ini :
1. Memotong plat dengan ukuran yang telah ditentukan
Adapun plat yang akan dipotong ada 2 jenis yaitu :
1). Plat Segitiga (yang disebut dengan Stifner)
2). Plat Persegi Panjang.
Untuk plat segitiga dipotong dengan bentuk segitiga dengan ukuran (6cm
x 6cm x 10cm) di potong sebanyak (9 plat) Segitiga sesuai kebutuhan 1
Blade dan untuk plat persegi panjang dengan ukuran (10cm x 210cm)
sebanyak (1 plat) Mengunakan Cutting Torch.
2. Setelah tahap pembentukan selesai maka dilakukan proses pengelasan
untuk menempelkan plat tersebut .adapun proses pengelasan ini sudah
ditentukan di titik-titik bagian bawah bucket yang sering mengalami
kelipatan ,untuk plat segita di las di bagian lining belakang bucket dan
K.T. Putra Pamungkas Sitompul (2007036548) 51
Laporan Praktik Industri Sejak 1910
untuk plat persegi panjang di bagian depan lining bucket.
Adapun ukuran segitiga tersebut adalah :
A. Sudut Kemiringan = 8 Cm
B. Tinggi Sudut = 6 Cm
C. Lebar Sudut = 6 Cm
D. ketebalan plat = 10 mm
Dan untuk potongan ukuran plat lining depan adalah sebagai berikut ini:
Ukuran Persegi Panjang Dengan Ukuran :
A. Panjang = 120 Cm
B. Lebar = 10 Cm
C. Ketebalan Plat = 10 mm
Dan di Bend Radius dengan sudut tekan di titik tengah dengan sudut Radius
sesuai standar Blade yang telah di keluarkan oleh pabrik.
K.T. Putra Pamungkas Sitompul (2007036548) 52
Laporan Praktik Industri Sejak 1910
Gambar 4.1 Stifner Bagian Lining Belakan Bucket
Gambar 4.2 Plat WR Di Las Di Lining Depan Blade (Bucket)
Gambar Sebelum Improvement :
K.T. Putra Pamungkas Sitompul (2007036548) 53
Laporan Praktik Industri Sejak 1910
Gambar Sesudah Di Improvement :
4.3.2 Evaluasi Akhir
Adapun data yang dapat di ambil dalam masa percobaan sebelum dan
sesudah di Improvement aalah sebagai berikut :
NO SEBELUM SESUDAH
IMPROVEMENT IMPROVEMENT
1 Bucket Bagian Bawah Melipat Bagian Bawah Bucket Tidak Melipat
2 Durability Bucket Menurun Karena Durability Bucket Miningkat
Baian Bawah Melipat
K.T. Putra Pamungkas Sitompul (2007036548) 54
Laporan Praktik Industri Sejak 1910
BAB V
PENUTUP
5.1 Kesimpulan
Praktik Industri merupakan sarana bagi mahasiswa untuk melihat dan
mengetahui aplikasi dari ilmu yang didapat selama perkuliahan di kampus dengan
kondisi di lapangan atau dunia kerja. Dari masalah yang diperoleh selama praktik
industri di PT. Semen Padang, tidak semua ilmu di perkuliahan dapat diterapkan
langsung ke lapangan. Sehingga selama kerja praktik ini, diperoleh kesimpulan
sebagai berikut:
1. PT.Semen Padang adalah suatu perusahaan Semen yang memproduksi
berbagai tipe Semen sesuai dengan kegunaannya.
2. Dalam produksi Semen, PT. Semen Padang menggunakan berbagai
macam alat dan mesin yang berfungsi sebagai mesin utama maupun
penunjang dalam proses produksi.
3. Bridge Reclaimer merupakan salah satu mesin penunjang yang
meningkatkan efisiensi dalam pengendalian bahan material limestone.
4. Perawatan yang rutin dan maksimal dapat mencegah mesin dari kerusakan
sehingga menghasilkan penurunan biaya produksi.
5. Keausan adalah abnormalitas yang dapat diprediksi sesuai dengan kondisi
kerja alat. Penanganan keausan yang tepat dapat mencegah kerusakan
yang timbul akibat komponen yang aus tersebut.
5.2 Saran
Setelah melalui proses praktik industri, maka penulis dapat memberikan
saran-saran sebagai berikut:
1. Sebelum memulai kerja Praktik, mahasiswa dianjurkan mencari tahu
tentang perusahaan tempat akan melaksanakan Praktik industri, termasuk
mengenai produk-produk yang dihasilkan.
2. Pelajari dengan baik apa yang diperoleh di lapangan karena tidak semua
K.T. Putra Pamungkas Sitompul (2007036548) 55
Laporan Praktik Industri Sejak 1910
yang ada di lapangan dapat diperoleh di perkuliahan.
3. Selalu utamakan keselamatan kerja dalam setiap kegiatan.
4. Bagi karyawan khususnya yang di lapangan, lakukan perbaikan dan
peningkatan mutu dan kualitas kerja apabila ditemukan suatu hal yang
dapat diubah dan diperbaiki.
5. Mekanik yang handal perlu disiapkan untuk melakukan tindakan yang
tepat bila terjadi kerusakan mesin.
6. Perlu disediakan suku cadang agar bila bagian mesin yang perlu diganti
tidak menghentikan proses produksi yang terlalu lama.
K.T. Putra Pamungkas Sitompul (2007036548) 56
Anda mungkin juga menyukai
- Analisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisDari EverandAnalisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Bab I-Bab IiiDokumen58 halamanBab I-Bab IiiAndika FrBelum ada peringkat
- PROPOSAL KP ANTAMDokumen10 halamanPROPOSAL KP ANTAMRizco XyzBelum ada peringkat
- SEJARAH SEMENDokumen45 halamanSEJARAH SEMENRini Putri NiatiBelum ada peringkat
- Belt ConveyorDokumen66 halamanBelt ConveyorYansa Np50% (2)
- Laporan Pli AryDokumen55 halamanLaporan Pli AryM Fathan MubinBelum ada peringkat
- Laporan PiDokumen76 halamanLaporan PimockbudBelum ada peringkat
- Proposal CV. Pabrik Mesin GunturDokumen10 halamanProposal CV. Pabrik Mesin GunturriscaawaliaBelum ada peringkat
- KP Semen PadangDokumen87 halamanKP Semen PadangDian FajrinBelum ada peringkat
- KKN DI ADI PUTRODokumen76 halamanKKN DI ADI PUTRODian AndriliaBelum ada peringkat
- Bab 1Dokumen17 halamanBab 1Rizki DarmawanBelum ada peringkat
- Laporan UmumDokumen40 halamanLaporan Umumrizky azzahraBelum ada peringkat
- LAporan KKL IamDokumen20 halamanLAporan KKL Iamaisyah hartonoBelum ada peringkat
- Proposal P.T. KebonAgungDokumen12 halamanProposal P.T. KebonAgungriscaawaliaBelum ada peringkat
- Bab IDokumen12 halamanBab IIrshandi PBelum ada peringkat
- Proposal PI PT Kubota IndonesiaDokumen28 halamanProposal PI PT Kubota IndonesiaAnanta SandhuBelum ada peringkat
- PROPOSAL PI (Bagian Inti)Dokumen14 halamanPROPOSAL PI (Bagian Inti)andiBelum ada peringkat
- PT INALUM Operasi Tungku ReduksiDokumen69 halamanPT INALUM Operasi Tungku ReduksiAndryan FebriadiBelum ada peringkat
- SEJARAH KIBJDokumen57 halamanSEJARAH KIBJMaqueenBelum ada peringkat
- Proposal KP - Bonifasius Victor Imanuel GultomDokumen15 halamanProposal KP - Bonifasius Victor Imanuel GultomBonifasius Victor Imanuel GultomBelum ada peringkat
- Overall PDFDokumen130 halamanOverall PDFNihayatul Fadila100% (1)
- Laporan KPDokumen96 halamanLaporan KPGreynaldi GasraBelum ada peringkat
- Produksi LogamDokumen53 halamanProduksi LogamDjoko AdhieBelum ada peringkat
- Laporan PiDokumen93 halamanLaporan PiEx RiderBelum ada peringkat
- Bab 1-6 FixDokumen73 halamanBab 1-6 FixDirgntra AlanBelum ada peringkat
- SEJARAH PT SEMEN PADANGDokumen39 halamanSEJARAH PT SEMEN PADANGNova Anggelia FitriBelum ada peringkat
- Laporan PiDokumen79 halamanLaporan PiMuhammad IzzuddinBelum ada peringkat
- Tugas 20230517 - 192316Dokumen5 halamanTugas 20230517 - 192316Engel Dwi Putri sBelum ada peringkat
- Kerangka Laporan SierDokumen30 halamanKerangka Laporan Siersabrina nabilaBelum ada peringkat
- Laporan Kunjungan IndustriDokumen10 halamanLaporan Kunjungan IndustriAgus Rusli AminBelum ada peringkat
- Laporan Akhir Full Version MarioDokumen105 halamanLaporan Akhir Full Version MarioCandra Dwi Putro75% (4)
- Laporan Kegiatan Kunjungan Industri Holcim CilacapDokumen32 halamanLaporan Kegiatan Kunjungan Industri Holcim CilacapBeta Salsabila Asyraful HakimBelum ada peringkat
- Mempelajari Perencanaan Kebutuhan Bahan BakuDokumen44 halamanMempelajari Perencanaan Kebutuhan Bahan BakumeiditarizkaBelum ada peringkat
- Proposal Permohonan Prakerin TitlDokumen6 halamanProposal Permohonan Prakerin Titljoe100% (1)
- Bab 1 PembaharuanDokumen62 halamanBab 1 PembaharuandioBelum ada peringkat
- Documents - Tips - Laporan Pli Semen Padang Kampus PDFDokumen94 halamanDocuments - Tips - Laporan Pli Semen Padang Kampus PDFAndre FebriandiBelum ada peringkat
- Laporan Pi - Kakanda Sitompul Format UnriDokumen46 halamanLaporan Pi - Kakanda Sitompul Format UnriKakanda Tukka SitompulBelum ada peringkat
- BAB I RevisiDokumen3 halamanBAB I RevisigigihpzxBelum ada peringkat
- Laporan PKL BaruDokumen67 halamanLaporan PKL BaruAngga Dwi SaputraBelum ada peringkat
- New LaporanDokumen49 halamanNew LaporanZaenal AmbiaBelum ada peringkat
- Laporan Kerja PraktekDokumen72 halamanLaporan Kerja PraktekAsri RizaldyBelum ada peringkat
- SMK PrakerinDokumen14 halamanSMK PrakerinHazan Terdampar Sepii100% (1)
- PROPOSAL KERJA PRAKTEK PT ELNUSADokumen14 halamanPROPOSAL KERJA PRAKTEK PT ELNUSAendahayuBelum ada peringkat
- Laporan Praktek Kerja Industri SatriaDokumen13 halamanLaporan Praktek Kerja Industri SatriaMuhamin UdinBelum ada peringkat
- Proposal Praktik Kerja Industri PertaminaDokumen4 halamanProposal Praktik Kerja Industri PertaminaAdmiirall Ahmad Iero Part IIBelum ada peringkat
- Laporan KP BarataDokumen41 halamanLaporan KP BarataHarnis J AnindiaBelum ada peringkat
- Proposal KL WDokumen8 halamanProposal KL WVyzdan BledozBelum ada peringkat
- PKN-BBIDokumen39 halamanPKN-BBIAmirul AminBelum ada peringkat
- Proposal KP KMI - AhayDokumen16 halamanProposal KP KMI - AhayFaris HamidiBelum ada peringkat
- PliDokumen10 halamanPliRemaja MuslimBelum ada peringkat
- PLI di Krakatau SteelDokumen94 halamanPLI di Krakatau SteelRabin ArdiansyahBelum ada peringkat
- Laporan PKL PT Sermani Steel MakassarDokumen39 halamanLaporan PKL PT Sermani Steel MakassarWahyu Kepada Yohanes0% (1)
- Bab 1Dokumen62 halamanBab 1Lisa SeptidianaBelum ada peringkat
- OPTIMASI PROSES PENGELOLAAN LIMBAHDokumen32 halamanOPTIMASI PROSES PENGELOLAAN LIMBAHIka NurdiahBelum ada peringkat
- BAB 1 - 5 Lap PKL Ilham 3D ECDokumen62 halamanBAB 1 - 5 Lap PKL Ilham 3D ECIlham sandikaBelum ada peringkat
- Revisi BAB II Laporan KP Belawan PltuDokumen49 halamanRevisi BAB II Laporan KP Belawan PltuRinto SilalahiBelum ada peringkat
- Pt. Bukit Asam (Persero) PolsriDokumen37 halamanPt. Bukit Asam (Persero) PolsriAlfareziie Bae LahBelum ada peringkat
- Proposal PI PT Denso IndonesiaDokumen28 halamanProposal PI PT Denso IndonesiaAnanta SandhuBelum ada peringkat
- Bab IiiDokumen22 halamanBab IiiKakanda Tukka SitompulBelum ada peringkat
- Pedoman Penulisan Proyek AkhirDokumen42 halamanPedoman Penulisan Proyek AkhirKakanda Tukka SitompulBelum ada peringkat
- Muslub Penyesuain BPHDokumen1 halamanMuslub Penyesuain BPHKakanda Tukka SitompulBelum ada peringkat
- Muslub Lampiran Penyesuain LPJ BPHDokumen2 halamanMuslub Lampiran Penyesuain LPJ BPHKakanda Tukka SitompulBelum ada peringkat
- Mekanisme Penyampaian Penyesuaian Proker HMMDokumen2 halamanMekanisme Penyampaian Penyesuaian Proker HMMKakanda Tukka SitompulBelum ada peringkat
- Laporan Pi - Kakanda Sitompul Format UnriDokumen46 halamanLaporan Pi - Kakanda Sitompul Format UnriKakanda Tukka SitompulBelum ada peringkat
- IMPROVEMENT PEMELIHARAAN PADA BLADE (BUCKET) BRIDGE RECLAIMER LIMESTONEDokumen1 halamanIMPROVEMENT PEMELIHARAAN PADA BLADE (BUCKET) BRIDGE RECLAIMER LIMESTONEKakanda Tukka SitompulBelum ada peringkat
- Muslub Pembacaan Dan Pengkritisan ProkerDokumen2 halamanMuslub Pembacaan Dan Pengkritisan ProkerKakanda Tukka SitompulBelum ada peringkat
- Log book praktik industri PT Semen PadangDokumen10 halamanLog book praktik industri PT Semen PadangKakanda Tukka SitompulBelum ada peringkat
- Lembar Pengesahan Pi Unri FormatDokumen1 halamanLembar Pengesahan Pi Unri FormatKakanda Tukka SitompulBelum ada peringkat
- Kata Pengantar Laporan Pi Unri FormatDokumen3 halamanKata Pengantar Laporan Pi Unri FormatKakanda Tukka SitompulBelum ada peringkat