Anda mungkin juga menyukai
- UEU Undergraduate 10794 BABI - Image.MarkedDokumen5 halamanUEU Undergraduate 10794 BABI - Image.Markedahmdrdho ahmdrdhoBelum ada peringkat
- Bab IDokumen6 halamanBab IFaishal HafizhBelum ada peringkat
- Bab I Six SigmaDokumen5 halamanBab I Six Sigmaosep_sttBelum ada peringkat
- Analissi Kualitas Produk Benang Dengan Metode Six Sigma Dan FMEADokumen7 halamanAnalissi Kualitas Produk Benang Dengan Metode Six Sigma Dan FMEAMaxdriellaQueenovtapianaBelum ada peringkat
- BAB I - Six SigmaDokumen6 halamanBAB I - Six SigmaChairun NisaBelum ada peringkat
- Makalah UAS Six Sigma GalangDokumen14 halamanMakalah UAS Six Sigma GalangFinnBelum ada peringkat
- Alat BeratDokumen12 halamanAlat BeratWiwin Hermansyah PanjaitantBelum ada peringkat
- Tugas Penulisan Seminar Dan Proposal ProDokumen22 halamanTugas Penulisan Seminar Dan Proposal ProSaptian NuralisahBelum ada peringkat
- 05.2 Bab 2Dokumen18 halaman05.2 Bab 2Yopa PandeBelum ada peringkat
- Lecturer Notes Week 2 (New)Dokumen20 halamanLecturer Notes Week 2 (New)yoga agistaBelum ada peringkat
- 3 Bab IDokumen5 halaman3 Bab IFebrimuchlisgmail.com muchlisBelum ada peringkat
- AlhamdulillahDokumen39 halamanAlhamdulillahMuhamad FajarBelum ada peringkat
- 05.1 Bab 1Dokumen6 halaman05.1 Bab 1Andra Eka VirgawanBelum ada peringkat
- Revisi 3 - BAB I - RANTI LESTARI - 35419317 - 3ID03Dokumen5 halamanRevisi 3 - BAB I - RANTI LESTARI - 35419317 - 3ID03yahya zulkarnainBelum ada peringkat
- Jbptunikompp GDL Wickypadli 34209 1 Unikom - W IDokumen5 halamanJbptunikompp GDL Wickypadli 34209 1 Unikom - W ImassboykiBelum ada peringkat
- Judul Alat Berat Dan Spere Part PDFDokumen8 halamanJudul Alat Berat Dan Spere Part PDFDeryta FlorentinusBelum ada peringkat
- 4 ZFW 1 Jbo M2 e Oc 5 ECJt NLRN Iifbk E9 RIDokumen6 halaman4 ZFW 1 Jbo M2 e Oc 5 ECJt NLRN Iifbk E9 RIMuhammad Fazian Bintang PrahastaBelum ada peringkat
- Tugas Akhir Analisa KualitasDokumen134 halamanTugas Akhir Analisa Kualitasevarcrazy89Belum ada peringkat
- LN3 - Operations Management - Design Product and Services-1Dokumen12 halamanLN3 - Operations Management - Design Product and Services-1Marrissa LemariibukoilsBelum ada peringkat
- 05.1 Bab 1Dokumen6 halaman05.1 Bab 1Ridwan FadoliBelum ada peringkat
- 2333-Article Text-6556-1-10-20170427Dokumen13 halaman2333-Article Text-6556-1-10-20170427Raka R RamadhianBelum ada peringkat
- Bab IDokumen5 halamanBab IChairun NisaBelum ada peringkat
- Bab 1Dokumen7 halamanBab 1irfan nurdiansahBelum ada peringkat
- TUGAS 1 PPRNDokumen8 halamanTUGAS 1 PPRNLUKMANUL HAKIM TIDBelum ada peringkat
- Materi PDFDokumen7 halamanMateri PDFmeyer weyaiBelum ada peringkat
- 7470 18206 1 SMDokumen10 halaman7470 18206 1 SMThadeus RaphaelBelum ada peringkat
- Laporan Kerja Praktek PT - Xyz IndonesiaDokumen42 halamanLaporan Kerja Praktek PT - Xyz IndonesiaAji Ilham SubagyoBelum ada peringkat
- QFDDokumen10 halamanQFDkodaf alfadinBelum ada peringkat
- Skripsi PresidentDokumen51 halamanSkripsi PresidentAditya LaksonoBelum ada peringkat
- 7 ToolsDokumen31 halaman7 Toolsichsan purnamaBelum ada peringkat
- Bab I Pendahuluan 1.1 Latar Belakang MasalahDokumen6 halamanBab I Pendahuluan 1.1 Latar Belakang MasalahIMAS TUROHBelum ada peringkat
- Penerapan Metode Quality Function Deployment Dalam Memenuhi Kepuasan Konsumen Pada Industri Komponen OtomotifDokumen10 halamanPenerapan Metode Quality Function Deployment Dalam Memenuhi Kepuasan Konsumen Pada Industri Komponen OtomotifErick JohanesBelum ada peringkat
- E Jur 001Dokumen6 halamanE Jur 001afifBelum ada peringkat
- Bab I Sixsigma WiraDokumen5 halamanBab I Sixsigma Wiraadam alfiantoBelum ada peringkat
- Metal Stamping Dengan Metode Six Sigma: Analisis Peningkatan Kualitas ProsesDokumen13 halamanMetal Stamping Dengan Metode Six Sigma: Analisis Peningkatan Kualitas ProsesAnita RahmawatiBelum ada peringkat
- 2222 Lang6031037 Dbda TK1-W7-S11-R5 Team4Dokumen7 halaman2222 Lang6031037 Dbda TK1-W7-S11-R5 Team4Erna Ayu SumpenaBelum ada peringkat
- TI064072Dokumen22 halamanTI064072indahBelum ada peringkat
- Makalah P.kualitas Kelompok 2Dokumen16 halamanMakalah P.kualitas Kelompok 2nabila humairohBelum ada peringkat
- BAB I Pty Xyz New PrintDokumen43 halamanBAB I Pty Xyz New PrintAji Ilham SubagyoBelum ada peringkat
- MAKALAH LEAN SIX SIGMA (Lean Manufakturing)Dokumen17 halamanMAKALAH LEAN SIX SIGMA (Lean Manufakturing)Pemerintah Desa SenuroBelum ada peringkat
- Bab I PendahuluanDokumen19 halamanBab I PendahuluanZarkiyahBelum ada peringkat
- Perbaikan Kualitas Fuel Tank Pada Divisi Welding DenganDokumen10 halamanPerbaikan Kualitas Fuel Tank Pada Divisi Welding DenganhakikBelum ada peringkat
- Perancangan Desain Produk Spring Bed DenDokumen6 halamanPerancangan Desain Produk Spring Bed Dendiki athaqBelum ada peringkat
- TODAY22Dokumen3 halamanTODAY22Khalisha RezviraBelum ada peringkat
- UEU Undergraduate 19283 BAB1.Image - MarkedDokumen4 halamanUEU Undergraduate 19283 BAB1.Image - MarkedHidayah SriWBelum ada peringkat
- Six SigmaDokumen20 halamanSix Sigmamarsha ayunitaBelum ada peringkat
- Review Jurnal 7tools Alas KakiDokumen2 halamanReview Jurnal 7tools Alas KakiTazkiya Alifatul HananBelum ada peringkat
- Tugas Perancangan Pengembangan ProdukDokumen10 halamanTugas Perancangan Pengembangan ProdukFendi PatahBelum ada peringkat
- Lanjuta Tugas Perancangan Pengembangan ProdukDokumen11 halamanLanjuta Tugas Perancangan Pengembangan ProdukFendi PatahBelum ada peringkat
- SPK Sistem Pengambil KeputusanDokumen5 halamanSPK Sistem Pengambil KeputusanAgus HaryawanBelum ada peringkat
- Tugas Kelompok Paper Six SigmaDokumen5 halamanTugas Kelompok Paper Six SigmaIna RoyaniBelum ada peringkat
- Tugas Kelompok 3Dokumen9 halamanTugas Kelompok 3kaniayosevinBelum ada peringkat
- Ni Putu Caesilia Ariska Suena - 022625939 - Tugas 1 Manajemen KualitasDokumen7 halamanNi Putu Caesilia Ariska Suena - 022625939 - Tugas 1 Manajemen KualitasAgnes TrisnaBelum ada peringkat
- 5136 12614 1 PBDokumen11 halaman5136 12614 1 PBBiro TRTGBelum ada peringkat
- Aspek Teknik Dan TeknologiDokumen7 halamanAspek Teknik Dan TeknologiSintya meitriani0% (1)
- D 600030056Dokumen9 halamanD 600030056indahBelum ada peringkat
- Pemetaan Keberagaman Produk Dan JasaDokumen7 halamanPemetaan Keberagaman Produk Dan JasaDamar SuwarnoBelum ada peringkat
- Makalah Praktek Sepeda MotorDokumen33 halamanMakalah Praktek Sepeda Motorjihan luthfiyahBelum ada peringkat
- Pendekatan sederhana untuk SEO: Bagaimana memahami dasar-dasar optimasi mesin pencari dengan cara yang sederhana dan praktis melalui jalur penemuan non-spesialis untuk semua orangDari EverandPendekatan sederhana untuk SEO: Bagaimana memahami dasar-dasar optimasi mesin pencari dengan cara yang sederhana dan praktis melalui jalur penemuan non-spesialis untuk semua orangBelum ada peringkat
- Analisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisDari EverandAnalisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Surat Izin Tidak Masuk Kerja AhimDokumen1 halamanSurat Izin Tidak Masuk Kerja AhimAhim NurBelum ada peringkat
- Data Sertifikat Imunisasi 2023 Yg Belum LengkapDokumen2 halamanData Sertifikat Imunisasi 2023 Yg Belum LengkapAhim NurBelum ada peringkat
- Undangan AqiqahDokumen1 halamanUndangan AqiqahAhim NurBelum ada peringkat
- Formulir TkhiDokumen7 halamanFormulir TkhiAhim NurBelum ada peringkat
- 148 500 1 PBDokumen8 halaman148 500 1 PBAhim NurBelum ada peringkat
- Jl. Jamil Kelurahan Pantai Hambawang Barat 71361Dokumen1 halamanJl. Jamil Kelurahan Pantai Hambawang Barat 71361Ahim NurBelum ada peringkat
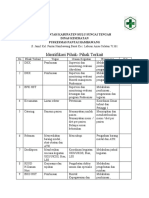
- Identipikasi Pihak TerkaitDokumen3 halamanIdentipikasi Pihak TerkaitAhim NurBelum ada peringkat