Anda mungkin juga menyukai
- Biomekanika OtotDokumen1 halamanBiomekanika OtotSubhan Asfari100% (1)
- Cicilia Apriana Gurning PDFDokumen131 halamanCicilia Apriana Gurning PDFRiri Maurin ArindriBelum ada peringkat
- Alat Laboratorium Kimia DasarDokumen29 halamanAlat Laboratorium Kimia DasarRatuthr Ratu100% (1)
- Terapi OkupasiDokumen5 halamanTerapi OkupasiTriniAndiniBelum ada peringkat
- SMED METODEDokumen16 halamanSMED METODEYurida Firdausa WardhaniBelum ada peringkat
- LAPORAN APP 2 Sampai Perencanaan ProyekDokumen6 halamanLAPORAN APP 2 Sampai Perencanaan ProyekFarid NaufalBelum ada peringkat
- Fisiologi, Biomekanika Dan Postur KerjaDokumen48 halamanFisiologi, Biomekanika Dan Postur KerjaSri Astriani Red50% (4)
- FisiologiDokumen15 halamanFisiologiMuthia KamilaBelum ada peringkat
- Rang KumanDokumen23 halamanRang KumanSitiMasFatonah100% (1)
- Skripsi Studi Gerak PDFDokumen77 halamanSkripsi Studi Gerak PDFErni SupartiBelum ada peringkat
- JURNAL Dyah Intani EnggaelaDokumen10 halamanJURNAL Dyah Intani EnggaelaAndy P. WirawanBelum ada peringkat
- Perbaikan Metode Perakitan Steker Melalui Peta Tangan Kiri Dan Tangan KananDokumen10 halamanPerbaikan Metode Perakitan Steker Melalui Peta Tangan Kiri Dan Tangan KananReenoAldiandruBelum ada peringkat
- Laporan PSKEDokumen34 halamanLaporan PSKEauliadsBelum ada peringkat
- FISIOLOGIKERJADokumen58 halamanFISIOLOGIKERJAAgung KurniawanBelum ada peringkat
- Laporan Ahp ElectreeDokumen20 halamanLaporan Ahp ElectreeAtha Fitrah RiyadhiBelum ada peringkat
- WS-ANALISISDokumen17 halamanWS-ANALISISelisamelattiBelum ada peringkat
- 1 - Laporan Fisiologi KerjaDokumen32 halaman1 - Laporan Fisiologi KerjaO76 Jesika RahmawatiBelum ada peringkat
- Perancangan Kursi Dan Meja Berdasarkan Antropometri Pada Sekolah Dasar Swasta XDokumen11 halamanPerancangan Kursi Dan Meja Berdasarkan Antropometri Pada Sekolah Dasar Swasta XRashtiiPrajnaaBelum ada peringkat
- 1 - Tor MadingDokumen4 halaman1 - Tor MadingrobianorBelum ada peringkat
- LPJ Mataf Imm 2021Dokumen27 halamanLPJ Mataf Imm 2021oxa aqilla putriBelum ada peringkat
- MODUL I (Peta Kerja & Routing Sheet)Dokumen18 halamanMODUL I (Peta Kerja & Routing Sheet)arivvvvvvBelum ada peringkat
- Jurnal Aplikasi Pemakaian Learning Curve TheoryDokumen16 halamanJurnal Aplikasi Pemakaian Learning Curve TheoryZanuar NiiBelum ada peringkat
- PSKE DisplayDokumen7 halamanPSKE DisplayFatur PratamaBelum ada peringkat
- ++ 1. Estimasi Parameter PopulasiDokumen34 halaman++ 1. Estimasi Parameter PopulasiFadila Raysita PutriBelum ada peringkat
- Laporan PTLP Kelompok 6 Iim Risa AldyDokumen185 halamanLaporan PTLP Kelompok 6 Iim Risa AldyIimarissetiawanBelum ada peringkat
- ISODokumen11 halamanISOSalwa KamilaBelum ada peringkat
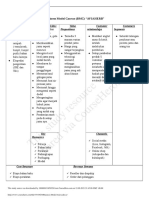
- Business Model CanvasDokumen2 halamanBusiness Model CanvasAndestadwiiBelum ada peringkat
- Jurnal Pengukuran Waktu Kerja Secara LangsungDokumen5 halamanJurnal Pengukuran Waktu Kerja Secara LangsungibadBelum ada peringkat
- Jidoka 1Dokumen13 halamanJidoka 1Khoirul Arif RosyadiBelum ada peringkat
- PKM-KEWIRAUSAHAANDokumen14 halamanPKM-KEWIRAUSAHAANLia NurBelum ada peringkat
- PROMOSI RAINBOW ICE SIWALANDokumen17 halamanPROMOSI RAINBOW ICE SIWALANFrida AmandaBelum ada peringkat
- Pedoman Penulisan Proposal SkripsiDokumen12 halamanPedoman Penulisan Proposal SkripsiIndra Gugun GunawanBelum ada peringkat
- Uji Hipotesis PembelajaranDokumen17 halamanUji Hipotesis PembelajaranTiyana FirliBelum ada peringkat
- Sustainable ManufactureDokumen8 halamanSustainable ManufactureAli FikarBelum ada peringkat
- Resume Jurnal Perancangan Dan Pengembangan ProdukDokumen2 halamanResume Jurnal Perancangan Dan Pengembangan ProdukSiti NurrohmahBelum ada peringkat
- Template KBMIDokumen13 halamanTemplate KBMIGoresan Lentera100% (1)
- Assignment 3 - Group 2Dokumen24 halamanAssignment 3 - Group 2madaniyyah al munawarohBelum ada peringkat
- Penerapan K3 Dalam JamsostekDokumen15 halamanPenerapan K3 Dalam JamsosteknunungBelum ada peringkat
- Pengendalian KualitasDokumen15 halamanPengendalian KualitasHery Apha'sBelum ada peringkat
- Makalah Psikologi Industri 1okDokumen31 halamanMakalah Psikologi Industri 1okAndariNdari100% (1)
- Proposal Evaluasi Program Laboratorium OtomotifDokumen20 halamanProposal Evaluasi Program Laboratorium OtomotifAngga SwasditaBelum ada peringkat
- Sepeda StatisDokumen8 halamanSepeda Statisdian riyaniBelum ada peringkat
- Algoritma ID3Dokumen2 halamanAlgoritma ID3RizkiBelum ada peringkat
- Cara Kerja ScannerDokumen36 halamanCara Kerja Scanneranil syahputraBelum ada peringkat
- Review Jurnal ErgonomiDokumen4 halamanReview Jurnal ErgonomiPentasakti0% (1)
- MT 2019 Pertemuan 1 (25-2-2019)Dokumen12 halamanMT 2019 Pertemuan 1 (25-2-2019)SyauqiBelum ada peringkat
- TEORI DASAR PENGUKURAN WAKTU KERJADokumen17 halamanTEORI DASAR PENGUKURAN WAKTU KERJAAldy Dwi AprilianaBelum ada peringkat
- Laporan Getaran RisnoDokumen41 halamanLaporan Getaran RisnoRuben Siregar100% (1)
- AKUNTANSI PERTANGGUNGJAWABAN REVIEWDokumen11 halamanAKUNTANSI PERTANGGUNGJAWABAN REVIEWSulisalyfbaimBelum ada peringkat
- Penyusunan Proposal PenelitianDokumen17 halamanPenyusunan Proposal PenelitianAchadiyah HidayatiBelum ada peringkat
- Makalah Tahanan ListrikDokumen16 halamanMakalah Tahanan ListrikEsterlia MartalovaBelum ada peringkat
- Ahkamul Hakim Laporan Biomekanika E5Dokumen26 halamanAhkamul Hakim Laporan Biomekanika E5AHKAMUL HAKIMBelum ada peringkat
- SISTEM ENTERPRISEDokumen42 halamanSISTEM ENTERPRISEAlda Nandini HadiyantiBelum ada peringkat
- Proposal - Usaha Bisnis Si Hudi, Simple HumidifierDokumen26 halamanProposal - Usaha Bisnis Si Hudi, Simple HumidifieranissaBelum ada peringkat
- INAGURASI_DAN_EXPODokumen2 halamanINAGURASI_DAN_EXPOimlatBelum ada peringkat
- Template PKM KDokumen26 halamanTemplate PKM KFarahDwitaAngelinaBelum ada peringkat
- Transfer Melalui Mesin ATMDokumen4 halamanTransfer Melalui Mesin ATMAgus Bekti RohmadiBelum ada peringkat
- TAGUCIDokumen51 halamanTAGUCIMaulana Abdul HafishBelum ada peringkat
- Tugas Akhir (Perancangan Meja Kerja Untuk Kombinasi Posisi Kerja Duduk Dan Berdiri Sebagai Upaya Menurunkan Risiko Posisi Kerja Statis)Dokumen103 halamanTugas Akhir (Perancangan Meja Kerja Untuk Kombinasi Posisi Kerja Duduk Dan Berdiri Sebagai Upaya Menurunkan Risiko Posisi Kerja Statis)naqibfauzanBelum ada peringkat
- UEU Undergraduate 10794 BABI - Image.MarkedDokumen5 halamanUEU Undergraduate 10794 BABI - Image.Markedahmdrdho ahmdrdhoBelum ada peringkat
- Ekstraksi KafeinDokumen6 halamanEkstraksi Kafeinjihan luthfiyahBelum ada peringkat
- Askep Keluarga Fix Tinggal Ganti Intervensi Bab 3 Pake SikiDokumen144 halamanAskep Keluarga Fix Tinggal Ganti Intervensi Bab 3 Pake Sikijihan luthfiyahBelum ada peringkat
- Leaflet-Hipertensi BU TEJODokumen2 halamanLeaflet-Hipertensi BU TEJOjihan luthfiyahBelum ada peringkat
- Sherwood L Fisiologi Manusia Dari Sel Ke Sistem Edisi Ke 2 Jakarta EgcDokumen30 halamanSherwood L Fisiologi Manusia Dari Sel Ke Sistem Edisi Ke 2 Jakarta Egcjihan luthfiyahBelum ada peringkat
- Contoh Proposal Riset2Dokumen40 halamanContoh Proposal Riset2jihan luthfiyahBelum ada peringkat
- Makalah Praktek Kelistrikan OtomotifDokumen28 halamanMakalah Praktek Kelistrikan Otomotifjihan luthfiyahBelum ada peringkat
- Materi 13 - Analisis Data KuantitatifDokumen15 halamanMateri 13 - Analisis Data Kuantitatifjihan luthfiyahBelum ada peringkat
- Sitokin BaruDokumen27 halamanSitokin Barujihan luthfiyahBelum ada peringkat
- Makalah Praktek Kelistrikan OtomotifDokumen28 halamanMakalah Praktek Kelistrikan Otomotifjihan luthfiyahBelum ada peringkat
- Konsentrasi Fenilpropanolamin Hidroklorida Setelah Pemberian OralDokumen8 halamanKonsentrasi Fenilpropanolamin Hidroklorida Setelah Pemberian Oraljihan luthfiyahBelum ada peringkat
- Jawaban HematologiDokumen3 halamanJawaban Hematologijihan luthfiyahBelum ada peringkat
- Rhizoma Radix ThiaDokumen27 halamanRhizoma Radix Thiajihan luthfiyahBelum ada peringkat
- Dilema EtikDokumen13 halamanDilema Etikjihan luthfiyahBelum ada peringkat
- Penanggulanagn Dan Statistik KecelakaanDokumen24 halamanPenanggulanagn Dan Statistik Kecelakaanjihan luthfiyahBelum ada peringkat
- Terapi Pada Pasien GeriatriDokumen23 halamanTerapi Pada Pasien Geriatrijihan luthfiyahBelum ada peringkat
- Kel 4 - Farmakokinetika C - Tugas 12 SoalDokumen15 halamanKel 4 - Farmakokinetika C - Tugas 12 Soaljihan luthfiyahBelum ada peringkat
- MENDELEY TUTORIALDokumen33 halamanMENDELEY TUTORIALVichy PattiasinaBelum ada peringkat
- HUKUM LINGKUNGANDokumen13 halamanHUKUM LINGKUNGANjihan luthfiyahBelum ada peringkat
- Makalah KebNas Kel. 1Dokumen24 halamanMakalah KebNas Kel. 1Mirza LuthfianisaBelum ada peringkat
- Telaah Jurnal K3 RemedialDokumen18 halamanTelaah Jurnal K3 Remedialjihan luthfiyah100% (1)
- CACINGDokumen1 halamanCACINGjihan luthfiyahBelum ada peringkat
- Journal Cohort Khoirin NidaDokumen7 halamanJournal Cohort Khoirin Nidajihan luthfiyahBelum ada peringkat
- DETEKSI DINIDokumen3 halamanDETEKSI DINIjihan luthfiyahBelum ada peringkat
- Modul Percobaan Aqua AromaticaDokumen5 halamanModul Percobaan Aqua AromaticaUci HernandaBelum ada peringkat
- Hubungan Pengetahuan dan Kecemasan Pasien CorangioDokumen41 halamanHubungan Pengetahuan dan Kecemasan Pasien Corangiojihan luthfiyahBelum ada peringkat
- Tugas Keperawatan Gerontik (KLPK 3) FixDokumen19 halamanTugas Keperawatan Gerontik (KLPK 3) Fixjihan luthfiyahBelum ada peringkat
- Makalah Perubahan KognitifDokumen51 halamanMakalah Perubahan Kognitifjihan luthfiyahBelum ada peringkat
- SEREHDokumen8 halamanSEREHkiki50% (2)
- SEREHDokumen8 halamanSEREHkiki50% (2)