Anda mungkin juga menyukai
- Analisis Bahay Pada Mensin Bubut Dan GrindaDokumen9 halamanAnalisis Bahay Pada Mensin Bubut Dan GrindaYuri100% (10)
- Laporan Praktikum Bagus M Pertemuan 3Dokumen7 halamanLaporan Praktikum Bagus M Pertemuan 3Ditya Bagus MardiantoBelum ada peringkat
- Review Proses Bubut CNCDokumen1 halamanReview Proses Bubut CNCSheva ArsyBelum ada peringkat
- Laporan Kerja BubutDokumen19 halamanLaporan Kerja BubutAhmad Fauzan50% (4)
- PP BubutDokumen15 halamanPP BubutVictor KuncaraBelum ada peringkat
- LAPORAN PembubutanDokumen27 halamanLAPORAN PembubutanAns Barrung100% (1)
- Bahan PPT V BlockDokumen6 halamanBahan PPT V BlockZefania TiominarBelum ada peringkat
- Modul Praktikum Proses Manufaktur - Ms. BubutDokumen8 halamanModul Praktikum Proses Manufaktur - Ms. BubutarifBelum ada peringkat
- Resume Mesin BubutDokumen26 halamanResume Mesin BubutSafrizal AzmalBelum ada peringkat
- Rumus BubutDokumen10 halamanRumus BubutDimas Wisnu WardanaBelum ada peringkat
- Materi Mesin BubutDokumen10 halamanMateri Mesin Bubutpurwa adi setyawanBelum ada peringkat
- Tugas Makalah Pti RahmatDokumen10 halamanTugas Makalah Pti RahmatAditya RivaldiBelum ada peringkat
- Pemesinan PerkakasDokumen9 halamanPemesinan PerkakascafungbungaadeliaBelum ada peringkat
- Mesin ScrapDokumen13 halamanMesin ScrapArya NoorBelum ada peringkat
- Modul 2 Frais Shift 10Dokumen17 halamanModul 2 Frais Shift 10Izaaz Nur Izzudin 45Belum ada peringkat
- Mesin BubutDokumen51 halamanMesin BubutTirta BudiawanBelum ada peringkat
- Laporan Pemesinan 2 SuhendraDokumen11 halamanLaporan Pemesinan 2 Suhendramuhammad suhendraBelum ada peringkat
- Resum Tirus Luar Dan Tirus DalamDokumen5 halamanResum Tirus Luar Dan Tirus DalamBayu Aji Nugroho bayuaji.2019Belum ada peringkat
- Laporan Praktikum Proses Manufaktur 1 Kelompok S11 Modul 01 Shift Jumat PagiDokumen29 halamanLaporan Praktikum Proses Manufaktur 1 Kelompok S11 Modul 01 Shift Jumat PagiTecta AnnafiBelum ada peringkat
- Laporan Praktikum Mesin SekrapDokumen32 halamanLaporan Praktikum Mesin SekrapFajarSetiawan50% (2)
- Makalah MandrelDokumen6 halamanMakalah MandrelRizal Fatchur RohmanBelum ada peringkat
- TUGASDokumen10 halamanTUGASfadramaaaBelum ada peringkat
- Bab 2Dokumen26 halamanBab 2Aldy Dwi AprilianaBelum ada peringkat
- JurnalDokumen15 halamanJurnalRifkyBelum ada peringkat
- Teori DasarDokumen53 halamanTeori DasarHawari Anuarudin100% (1)
- Fungsi-Fungsi Mesin BubutDokumen26 halamanFungsi-Fungsi Mesin BubutRaden Mas FirmanBelum ada peringkat
- Mesin SekrapDokumen12 halamanMesin SekrapYoseph Daniswara ArtaraharjaBelum ada peringkat
- Mesin BubutDokumen13 halamanMesin BubutRian DwiBelum ada peringkat
- Lembar Kerja Siswa SMKDokumen4 halamanLembar Kerja Siswa SMKArief SuryoBelum ada peringkat
- Dokumen PKLDokumen7 halamanDokumen PKLFajar SetyaBelum ada peringkat
- Laporan Mesin BubutDokumen9 halamanLaporan Mesin BubutElsa MonicaBelum ada peringkat
- Perawatan Mesin BubutDokumen20 halamanPerawatan Mesin BubutandiBelum ada peringkat
- Bab Iii Pembubutan ResmiDokumen14 halamanBab Iii Pembubutan ResmiARMELIA AGUSTINBelum ada peringkat
- Mesin Bubut, Sekrap, Frais, GerindaDokumen15 halamanMesin Bubut, Sekrap, Frais, GerindaFaruqBelum ada peringkat
- Bab IvDokumen20 halamanBab IvHeldo Nopi RahmadBelum ada peringkat
- Alat Ukur MekanikDokumen62 halamanAlat Ukur MekanikSUBANDI100% (1)
- PENDAHULUANDokumen18 halamanPENDAHULUANViki AleksBelum ada peringkat
- Laporan Mesin GerindaDokumen29 halamanLaporan Mesin GerindaRifky ILyandiBelum ada peringkat
- Modul Pratikum Proses Manufaktur 1Dokumen26 halamanModul Pratikum Proses Manufaktur 1deldi1759Belum ada peringkat
- Laporan 3 Kerja BangkuDokumen13 halamanLaporan 3 Kerja BangkuTeuku AndhikaBelum ada peringkat
- Laporan Praktikum Milling: Membuat Block VDokumen13 halamanLaporan Praktikum Milling: Membuat Block VAlfan Mohammad33% (3)
- PERMESINAN DASAR Tugas 1Dokumen8 halamanPERMESINAN DASAR Tugas 1Lasro Banjar nahorBelum ada peringkat
- Pembuatan Profil Benda Kerja I (Profil Dasar) PDFDokumen14 halamanPembuatan Profil Benda Kerja I (Profil Dasar) PDFalvina ZahraBelum ada peringkat
- Teknik Pemesinan Frais-169-172Dokumen4 halamanTeknik Pemesinan Frais-169-172saputangga830Belum ada peringkat
- Laporan Praktik Roda GigiDokumen15 halamanLaporan Praktik Roda GigiSatya AlvicaBelum ada peringkat
- Prosprod Modul 9 PPT Popy yDokumen34 halamanProsprod Modul 9 PPT Popy yAmelia WirnaBelum ada peringkat
- Praktikum Teknik Manufaktur Modul 2 Pengoperasian Mesin FraisDokumen23 halamanPraktikum Teknik Manufaktur Modul 2 Pengoperasian Mesin FraisKRISTIAN BINSAR PARDAMEAN PASARIBUBelum ada peringkat
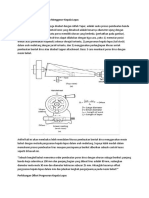
- Cara Membubut Tirus Dengan Menggeser Kepala LepasDokumen3 halamanCara Membubut Tirus Dengan Menggeser Kepala LepasRahman Mulia SiregarBelum ada peringkat
- Laporan Praktikum Proses Produksi (Miling)Dokumen5 halamanLaporan Praktikum Proses Produksi (Miling)diasaditia04Belum ada peringkat
- MatthewChristopher C13200037 BubutDokumen14 halamanMatthewChristopher C13200037 BubutTI Sebastianus DanielBelum ada peringkat
- Rohim - Ab Lapres Perkakas 1Dokumen22 halamanRohim - Ab Lapres Perkakas 1SabidBelum ada peringkat
- Lap. Akh. Tek. Pemesinan 2 Mesin Bubut Yudhi Ciamorien 0907021308Dokumen49 halamanLap. Akh. Tek. Pemesinan 2 Mesin Bubut Yudhi Ciamorien 0907021308Jhonny HariyantoBelum ada peringkat
- Laprak Akhir AbpDokumen14 halamanLaprak Akhir Abprey sovinBelum ada peringkat
- Laporan Praktikum Manufaktur-Kaki MejaDokumen34 halamanLaporan Praktikum Manufaktur-Kaki MejaIndra FurwitaBelum ada peringkat
- K3 Mesin GerindaDokumen7 halamanK3 Mesin GerindarifqiBelum ada peringkat
- Laporan Praktikum Proses Produksi 1Dokumen11 halamanLaporan Praktikum Proses Produksi 1Yusuf FirdausBelum ada peringkat
- Mesin Bubut - Muhammad Hazel Hafis - 2107125728Dokumen16 halamanMesin Bubut - Muhammad Hazel Hafis - 2107125728Budi santoso BudiBelum ada peringkat
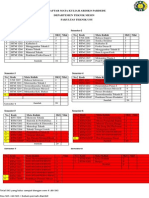
- Format Mata Kuliah Sem 5 Sub KE PDFDokumen2 halamanFormat Mata Kuliah Sem 5 Sub KE PDFGunarto SitumorangBelum ada peringkat
- Pengertian Roda GigiDokumen3 halamanPengertian Roda GigiImuz100% (1)
- Absen Matakuliah Desain Elemen Mesin IIDokumen1 halamanAbsen Matakuliah Desain Elemen Mesin IIGunarto SitumorangBelum ada peringkat
- Panduan Susunan AcaraDokumen2 halamanPanduan Susunan AcaraGunarto SitumorangBelum ada peringkat
- Makalah Kuliah Roda GigiDokumen7 halamanMakalah Kuliah Roda GigiGunarto SitumorangBelum ada peringkat
- Panduan Susunan AcaraDokumen2 halamanPanduan Susunan AcaraGunarto SitumorangBelum ada peringkat
- Defleksi Elastis BalokDokumen7 halamanDefleksi Elastis BalokDwiyan NursiamBelum ada peringkat
- (PPT) Materi 1. Mesin Perkakas Dan JenisnyaDokumen17 halaman(PPT) Materi 1. Mesin Perkakas Dan JenisnyaMuhammad Ramdhan Nurghodan50% (2)
- Penge Las AnDokumen25 halamanPenge Las AnYazid AzheemaruBelum ada peringkat
- Material Teknik - Sifat BahanDokumen8 halamanMaterial Teknik - Sifat BahanZainulAbidinBelum ada peringkat
- Material Teknik - Sifat BahanDokumen8 halamanMaterial Teknik - Sifat BahanZainulAbidinBelum ada peringkat
- Proses ProduksiDokumen90 halamanProses ProduksiGunarto SitumorangBelum ada peringkat
- Material Teknik - Sifat BahanDokumen8 halamanMaterial Teknik - Sifat BahanZainulAbidinBelum ada peringkat
- Defleksi Elastis BalokDokumen7 halamanDefleksi Elastis BalokDwiyan NursiamBelum ada peringkat
- Tugas Rangkuman Smaw LukasDokumen64 halamanTugas Rangkuman Smaw LukasGunarto SitumorangBelum ada peringkat
- Proses ProduksiDokumen90 halamanProses ProduksiGunarto SitumorangBelum ada peringkat
- BAB I SabukDokumen22 halamanBAB I SabukWawan IbsBelum ada peringkat