Anda mungkin juga menyukai
- 07 - Swadz Prosentase Managemen Chemical - 2017Dokumen18 halaman07 - Swadz Prosentase Managemen Chemical - 2017windysandyBelum ada peringkat
- Iv. Pasteurisasi RajunganDokumen5 halamanIv. Pasteurisasi RajunganNurista IndiraBelum ada peringkat
- Analisis QFD KejuDokumen30 halamanAnalisis QFD KejuNadhifahBelum ada peringkat
- Garment LabelingDokumen13 halamanGarment LabelingDaesy UlfatinnurBelum ada peringkat
- Kumpulan SniDokumen47 halamanKumpulan SniUmmu HanifahBelum ada peringkat
- Pati Alami Dan ModifikasiDokumen57 halamanPati Alami Dan ModifikasiZelda ZHZBelum ada peringkat
- BrabenderDokumen1 halamanBrabenderAni OktafianaBelum ada peringkat
- Proses Ekstrusi PDFDokumen8 halamanProses Ekstrusi PDFYunita EndahBelum ada peringkat
- Pengunduhan Dan Pemurnian Produk FermentasiDokumen39 halamanPengunduhan Dan Pemurnian Produk FermentasiFebri ShaarawyBelum ada peringkat
- Separasi Raymond MillDokumen3 halamanSeparasi Raymond Millfitridwi 27Belum ada peringkat
- Proses Pembuatan Ban DalamDokumen10 halamanProses Pembuatan Ban DalamAli Fikri ManfalathyBelum ada peringkat
- MixingDokumen38 halamanMixingAdun Dudun100% (1)
- Pengujian Tahan ApiDokumen19 halamanPengujian Tahan ApiLubaab AfkaaryBelum ada peringkat
- PolyethyleneDokumen10 halamanPolyethyleneFaisalTahirRambeBelum ada peringkat
- BAB9. PERHITUNGAN Tebal SNDokumen11 halamanBAB9. PERHITUNGAN Tebal SNwindy hartonoBelum ada peringkat
- Laporan Untuk SemuaDokumen130 halamanLaporan Untuk SemuaNew Nasaru0% (1)
- Pembuatan Ban Dengan Bahan Baku Karet RemahDokumen12 halamanPembuatan Ban Dengan Bahan Baku Karet RemahAstrid Harfera PassadanaBelum ada peringkat
- Sni Kecap KedelaiDokumen49 halamanSni Kecap KedelaiauditiaBelum ada peringkat
- RSNI2 ISO 3060, Tekstil - Serat Kapas - Cara Uji Kekuatan Tarik Per Bundle DatarDokumen43 halamanRSNI2 ISO 3060, Tekstil - Serat Kapas - Cara Uji Kekuatan Tarik Per Bundle DatarAdam Rian NBelum ada peringkat
- -Dokumen70 halaman-Febi RianiBelum ada peringkat
- LAPORAN PEMBUATAN BUSA DENGAN MENGGUNAKAN METODE FOAMING DARI BAHAN KOMPON LATEK 28 Mei 2018Dokumen7 halamanLAPORAN PEMBUATAN BUSA DENGAN MENGGUNAKAN METODE FOAMING DARI BAHAN KOMPON LATEK 28 Mei 2018Shofiya NadhifahBelum ada peringkat
- Jet DyeingDokumen12 halamanJet Dyeingwedus wedusBelum ada peringkat
- Peng Dasar CompdDokumen39 halamanPeng Dasar CompdRaden Hadi Subroto WilokisworoBelum ada peringkat
- Modul 1-4Dokumen39 halamanModul 1-4syadzaBelum ada peringkat
- Tingkat Keberhasilan Flame Hardening Pada Baja AmutitDokumen8 halamanTingkat Keberhasilan Flame Hardening Pada Baja AmutitGhailan WicaksanaBelum ada peringkat
- Bab 7Dokumen5 halamanBab 7Nolwing SheersBelum ada peringkat
- Sarung TanganDokumen12 halamanSarung TanganSyahdilla Fadel MuhammadBelum ada peringkat
- Sni 06-0059-2000 Resin PVCDokumen16 halamanSni 06-0059-2000 Resin PVCStella Lupita June TjandraBelum ada peringkat
- Spesifikasi Dan Prinsip Alat PasteurisasiDokumen9 halamanSpesifikasi Dan Prinsip Alat PasteurisasiGalih PurboningrumBelum ada peringkat
- Pembuatan Karet Busa AlamDokumen16 halamanPembuatan Karet Busa AlamNur Annisa YuliasdiniBelum ada peringkat
- Prosedur Analisa DOBI Pada CPODokumen1 halamanProsedur Analisa DOBI Pada CPOPrianur Raufik0% (1)
- Laporan Transformasi Industri - Kelompok 2 - ML4A1Dokumen19 halamanLaporan Transformasi Industri - Kelompok 2 - ML4A1IT Poltek APP JakartaBelum ada peringkat
- Tepung JagungDokumen3 halamanTepung JagungYuanita Rahmah Hide InokumaBelum ada peringkat
- Estimasi Ketidakpastian PHDokumen11 halamanEstimasi Ketidakpastian PHPhisa UlfiaBelum ada peringkat
- Teknologi Pengolahan Hasil Ubi Jalar Dan Ubi Kayu DhelaDokumen4 halamanTeknologi Pengolahan Hasil Ubi Jalar Dan Ubi Kayu DhelakjidksBelum ada peringkat
- Alsin2888 PDFDokumen11 halamanAlsin2888 PDFiman boosterBelum ada peringkat
- Pengaruh Iradiasi Pada Komponen Otot IkanDokumen9 halamanPengaruh Iradiasi Pada Komponen Otot IkanYuslita RinikaBelum ada peringkat
- Jurnal Skripsi U WahyudiDokumen19 halamanJurnal Skripsi U WahyudiAnonymous OY1tKARlQBelum ada peringkat
- Utilitas Listrik PabrikDokumen2 halamanUtilitas Listrik PabriknadiaBelum ada peringkat
- Metode Pembuatan Sol SepatuDokumen10 halamanMetode Pembuatan Sol SepatuMarcel LinaBelum ada peringkat
- Laporan Pengujian Spon LateksDokumen16 halamanLaporan Pengujian Spon LatekshanaBelum ada peringkat
- PLPPPDokumen23 halamanPLPPPRizki Aulia NuzullinaBelum ada peringkat
- Laporan Akhir Praktikum ExtrusionDokumen24 halamanLaporan Akhir Praktikum ExtrusionAliyya Ilma ShafaniBelum ada peringkat
- Evaluasi Kinerja Mesin Stenter Di Industri Penyempurnaan TekstilDokumen9 halamanEvaluasi Kinerja Mesin Stenter Di Industri Penyempurnaan Tekstilhikmah fatwa nurodinBelum ada peringkat
- Standar CengkehDokumen3 halamanStandar CengkehArdhyBelum ada peringkat
- Pengelasan Power PointDokumen20 halamanPengelasan Power PointdovieargaBelum ada peringkat
- Lapres Jartest Limbah KaretDokumen8 halamanLapres Jartest Limbah KaretAlifiaRindiSBelum ada peringkat
- Sni 12-0111-1987Dokumen12 halamanSni 12-0111-1987Sugeng RiyadiBelum ada peringkat
- Fakhriansyah Wijaya - Praktikum Ilmu Bahan - Praktikum BioplastikDokumen22 halamanFakhriansyah Wijaya - Praktikum Ilmu Bahan - Praktikum BioplastikTeknokimia Nuklir 2016Belum ada peringkat
- Laporan Mesin Tepung UdangDokumen20 halamanLaporan Mesin Tepung Udangmayaphobia100% (1)
- Sni 08-0285-1998Dokumen2 halamanSni 08-0285-1998perhub100% (1)
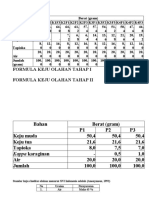
- Formula Keju OlahanDokumen3 halamanFormula Keju Olahanahmadhelmiase7621Belum ada peringkat
- 04 PeralatanUntukSterilisasi A PDFDokumen6 halaman04 PeralatanUntukSterilisasi A PDFIfkar HaririBelum ada peringkat
- PROPOSAL - Roasting CoffeDokumen34 halamanPROPOSAL - Roasting CoffeYoga Adi PrasetyoBelum ada peringkat
- Pengalengan Krimer Kental ManisDokumen9 halamanPengalengan Krimer Kental ManisYehuda ChristianBelum ada peringkat
- Formulasi KomponDokumen10 halamanFormulasi KomponLalangBelum ada peringkat
- Study Pengaruh Sudut Geram, Kecepatan Potong, Dan Cairan Pendingin Terhadap Umur Pahat Bubut HssDokumen6 halamanStudy Pengaruh Sudut Geram, Kecepatan Potong, Dan Cairan Pendingin Terhadap Umur Pahat Bubut Hssnovan permadiBelum ada peringkat
- Tugas Translate Pengoperasian Mesin PHP - Tarisa ADokumen5 halamanTugas Translate Pengoperasian Mesin PHP - Tarisa AMarshanda PutriBelum ada peringkat
- Bab XIII Perawatan Elemen PenggerakDokumen22 halamanBab XIII Perawatan Elemen Penggerakhanfa dila100% (1)