Jurnal Ti Vol 1 No 3 November 2011
Diunggah oleh
Agil Septiyan HabibDeskripsi Asli:
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Jurnal Ti Vol 1 No 3 November 2011
Diunggah oleh
Agil Septiyan HabibHak Cipta:
Format Tersedia
ISSN 1411 - 6340
Volume 1 Nomor 3, November 2011
J JJ J J JJ J u uu u u uu ur rr r r rr r n nn n n nn na aa a a aa al ll l l ll l
T TT T
T TT T
e ee e
e ee e
k kk k
k kk k
n nn n
n nn n
i ii i
i ii i
k kk k
k kk k
I II I
I II I
n nn n
n nn n
d dd d
d dd d
u uu u
u uu u
s ss s
s ss s
t tt t
t tt t
r rr r
r rr r
i ii i
i ii i
J U R N A L K E I L M U A N T E K N I K I N D U S T R I
PENENTUAN LOKET YANG OPTIMAL PADA GERBANG SELATAN TOL PONDOK
GEDE BARAT DENGAN MENGGUNAKAN TEORI ANTRIAN UNTUK MEMINIMASI
BIAYA
Ririn Regiana Dwi Satya
RANCANG BANGUN MODEL PRAKIRAAN DAN PERINGATAN DINI UNTUK
PASOKAN DAN HARGA BERAS DI PROPINSI DKI JAKARTA MENGGUNAKAN
JARINGAN SYARAF TIRUAN
Dadang Surjasa, E. Gumbira Said, Bustanul Arifin, Sukardi
STUDI KELAYAKAN INDUSTRI PENGOLAHAN ROTAN DI KECAMATAN
PEMATANG KARAU KABUPATEN BARITO TIMUR PROVINSI KALIMANTAN
TENGAH
Saputera, Ahim S.Rusan, Dedi Takari dan Lelo Sintani
INTERVENSI ERGONOMI KOGNITIF UNTUK MENGURANGI KESALAHAN KERJA
OPERATOR DI STASIUN KERJA CUTTING DAN SEWING PT. ABC
Dian Mardi Safitri, Winnie Septiani, Astrida Destianty Kemala Putri
ANALISA TATA LETAK PABRIK UNTUK MEMINIMALISASI MATERIAL HANDLING
DI PABRIK SHEET METAL DENGAN SOFTWARE PROMODEL
Sri Lestari
USULAN PERANCANGAN PROSES PRODUKSI TEROTOMASI UNTUK PERAKITAN
CABIN TRUCK COLT DIESEL (TD) DI PT. KYRM
Aditya Kristi Saputra, Amal Witonohadi
ANALISA MODEL ROUTING CORE DENGAN ROUTING INFORMATION PROTOCOL
(RIP) PADA JARINGAN DATA
Sukamto Bernat G
USAHA PENINGKATAN MUTU KAIN GREY TS-8151 DI DEPARTEMEN WEAVING PT.
ISTEM
Dorina Hetharia, Kathy Angriani Sunandar
ENGINEERING SYSTEM BERBASISKAN LEAN MANUFACTURING
Tumbur Francisco
MODEL SIMULASI UNTUK MENGHITUNG JUMLAH TENAGA KERJA YANG
OPTIMAL PADA LINE 21 PT PANCAPRIMA EKABROTHERS
Zeny Fatimah Hunusalela
Diterbitkan oleh :
JURUSAN TEKNIK INDUSTRI, FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS TRISAKTI
Jurnal TI Vol. 1 No.3 Halaman 224-311 Jakarta, November 2011 ISSN 1411-6340
ISSN 1411 6340
J JJ J
J JJ J
u uu u
u uu u
r rr r
r rr r
n nn n
n nn n
a aa a
a aa a
l ll l
l ll l
T TT T
T TT T
e ee e
e ee e
k kk k
k kk k
n nn n
n nn n
i ii i
i ii i
k kk k
k kk k
I II I
I II I
n nn n
n nn n
d dd d
d dd d
u uu u
u uu u
s ss s
s ss s
t tt t
t tt t
r rr r
r rr r
i ii i
i ii i
J URNAL KEI LMUAN TEKNI K I NDUSTRI
Volume 1 Nomor 3, November 2011
Penanggung Jawab : Prof Dr. Ir. Dadan UD, DEA
Dewan Penyunting:
Ketua : Parwadi Moengin, Ph.D
Wakil Ketua : Rahmi Maulidya ST, MT
Mitra Bestari :
1. Dr. Ferry Jie (RMIT, AUSTRALIA)
2. Prof. DR. Zuraidah Mohd. Zain (UNIMAP, MALAYSIA)
3. Prof. Dr. Ir. Abdul Hakim Halim (Institut Teknologi Bandung, INDONESIA)
4. Prof. Dr. Ir. Eriyatno, MSAE (Institut Pertanian Bogor, INDONESIA)
5. Ir. Sritomo Wignjosoebroto, MSc (Institut Teknologi Sepuluh Nopember, INDONESIA)
6. Dr. Pudji Asuti (Universitas Trisakti, INDONESIA)
7. Prof. Ir. Nyoman Pujawan, Ph.D (ITS, Surabaya)
8. Prof. Dr. Ir. Yuri T Zagloel (Universitas Indonesia, INDONESIA)
9. Prof. Dr. Ir. Marimin (Institut Pertanian Bogor, INDONESIA)
10. Dr. Ir. The Jin Ai (Universitas Atma Jaya Yogyakarta, INDONESIA)
Anggota Sidang Penyunting :
1. Dr. Ir. Docki Saraswati, M.Eng
2. Ir. Didien Suhardini, Ph.D
3. Dr. Ir. Tiena G. Amran
4. Ir. Sumiharni Batubara, M.Sc
5. Ir. Triwulandari SD, MM
6. Dedy Sugiarto, SSi, MM
Penyunting Pelaksana :
1. Ir. Iveline Anne Marie, MT
2. Rina Fitriana, ST, MM
3. Dian Mardi Safitri, ST, MT
4. Dadang Surjasa, SSi, MT
5. Ir. Nora Azmi, MT
7. Dra. Nurlailah Badariah, MM
8. Wisnu Sakti Dewobroto, ST, MSc
Sekretaris : Wijie Junarwati, ST
Layout : Sonny Sugiarto
Sirkulasi : Helmy Fauzan
Penerbit : Jurusan Teknik Industri
Fakultas Teknologi Industri-Universitas Trisakti
Alamat Penerbit/Redaksi : Gedung Heri Hartanto Lantai 5
JL. Kyai Tapa no 1, Grogol, Jakarta Barat-11440
Telp.(021)5663232 ext.8407, Fax.(021)5605841
Email : jurnalti@trisakti.ac.id
Jurnal Teknik Industri diterbitkan sejak bulan Oktober 2000 oleh Jurusan Teknik Industri, Fakultas
Teknologi Industri, Universitas Trisakti.
Terbit tiga kali dalam setahun yaitu Maret, Juli dan Nopember.
Redaksi menerima karangan ilmiah berupa hasil penelitian, survey dan telaah pustaka yang erat
kaitannya dengan Bidang Teknik Industri. Ketentuan penulisan naskah dapat dilihat pada halaman
belakang.
ISSN 1411 6340
J JJ J
J JJ J
u uu u
u uu u
r rr r
r rr r
n nn n
n nn n
a aa a
a aa a
l ll l
l ll l
T TT T
T TT T
e ee e
e ee e
k kk k
k kk k
n nn n
n nn n
i ii i
i ii i
k kk k
k kk k
I II I
I II I
n nn n
n nn n
d dd d
d dd d
u uu u
u uu u
s ss s
s ss s
t tt t
t tt t
r rr r
r rr r
i ii i
i ii i
J URNAL KEI LMUAN TEKNI K I NDUSTRI
Volume 1 Nomor 3, November 2011
DA F T A R I S I
1. Penentuan Loket Yang Optimal Pada Gerbang Selatan Tol Pondok
Gede Barat Dengan Menggunakan Teori Antrian Untuk Meminimasi
Biaya
Ririn Regiana Dwi Satya
224 - 230
2. Rancang Bangun Model Prakiraan Dan Peringatan Dini Untuk Pasokan
Dan Harga Beras Di Propinsi Dki Jakarta Menggunakan Jaringan
Syaraf Tiruan
Dadang Surjasa, E. Gumbira Said, Bustanul Arifin, Sukardi
231 - 240
3. Studi Kelayakan Industri Pengolahan Rotan Di Kecamatan Pematang
Karau Kabupaten Barito Timur Provinsi Kalimantan Tengah
Saputera, Ahim S.Rusan, Dedi Takari dan Lelo Sintani
241 - 250
4. Intervensi Ergonomi Kognitif Untuk Mengurangi Kesalahan Kerja
Operator Di Stasiun Kerja Cutting Dan Sewing PT. ABC
Dian Mardi Safitri, Winnie Septiani, Astrida Destianty Kemala Putri
251 - 255
5. Analisa Tata Letak Pabrik Untuk Meminimalisasi Material Handling Di
Pabrik Sheet Metal Dengan Software Promodel
Sri Lestari
256 - 260
6. Usulan Perancangan Proses Produksi Terotomasi Untuk Perakitan
Cabin Truck Colt Diesel (TD) DI PT. KYRM
Aditya Kristi Saputra, Amal Witonohadi
261 - 269
7. Analisa Model Routing Core Dengan Routing Information Protocol
(RIP) Pada Jaringan Data
Sukamto Bernat G
270 - 277
8. Usaha Peningkatan Mutu Kain Grey TS-8151 Di Departemen Weaving
PT. ISTEM
Dorina Hetharia, Kathy Angriani Sunandar
278 - 291
9. Engineering System Berbasiskan Lean Manufacturing
Tumbur Francisco
292 - 298
10. Model Simulasi Untuk Menghitung Jumlah Tenaga Kerja Yang Optimal
Pada Line 21 PT Pancaprima Ekabrothers
Zeny Fatimah Hunusalela
299 - 311
Diterbitkan oleh :
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti
Jurnal TI Vol. 1 No.3 Halaman 224-311 Jakarta, November 2011 ISSN 1411-6340
224 Jurnal Teknik Industri, ISSN:1411-6340
PENENTUAN LOKET YANG OPTIMAL PADA GERBANG
SELATAN TOL PONDOK GEDE BARAT DENGAN
MENGGUNAKAN TEORI ANTRIAN UNTUK MEMINIMASI
BIAYA
Ririn Regiana Dwi Satya
Internal Control Division, PT. KMK Global Sport
ABSTRACT
The paper discusses the optimum arrangement of ticket window on the south gate of
Pondok Gede Barat Toll in order to minimize the cost. This is because when the congestion
occurs, the highway road users would be disadvantageous because their money is not
compensated with the services provided by the highway management. The queue model at the
toll gates are (M/M/4), (FCFS / / ). To solve this problem, we use queuing theory so that it
can result in the following statement: for shift 1, condition 1, the optimal shelter is three
shelters with the customer waiting time in queue (WQ) of 5.819 seconds and the idle time of
employees (X) of 19.667%. For shift 1, condition 2, the optimum shelter is 2 shelters with
consumers waiting time in queue (WQ) of 7.274 seconds and idle time employees (X) of 22.5%.
For shift 2, the optimum shelter is 2 shelters with consumers waiting time in queue (WQ) of
0.995 seconds and idle time employees (X) of 57%. For shift 3, the optimum shelter is 1 shelters
with consumers waiting time in queue (WQ) of 3.28 seconds and idle time employees (X) of
58.6%. After improvement, the cost of services incurred by the company was Rp 243,043.9 so
the company can minimize the cost in amount of Rp 154,664.3.
Keywords: Queue model, cost minimization
1. PENDAHULUAN
1
Seiring dengan pertambahan
penduduk dan pemerataan pembangunan
didaerah, maka semakin banyak penduduk
yang menetap dan bekerja di Jakarta.
Dengan adanya hal tersebut, lahan di
Jakarta menjadi semakin sempit, baik lahan
untuk perumahan maupun tempat usaha
didalam kota Jakarta. Oleh karena itu, para
pengusaha mulai melirik daerah pinggiran
Jakarta seperti: Tangerang, Bekasi dan
Bogor sebagai tempat menanamkan modal
dibidang property baik itu perumahan
murah sampai real estate maupun tempat
usaha.
Karena semakin banyak penduduk
yang menetap dan bekerja di daerah
pinggiran Jakarta atau tinggal di daerah
tersebut tetapi bekerja di Jakarta, maka
diperlukan jalan yang dapat mempersingkat
waktu perjalanan. Dan jalan tol sebagai
Korespondensi :
Ririn Regiana Dwi Satya
E-mail : ririn_regiana@yahoo.com
jalan yang bebas hambatan merupakan jalan
alternatif yang sangat diharapkan
kehadirannya untuk dapat membantu
mempersingkat waktu perjalanan ketempat
yang dituju. Kondisi kemacetan yang
dialami jika menggunakan jalan biasa,
sangat tidak diharapkan para pengguna
jalan tol.
Dengan adanya kemacetan, maka
para pengguna jalan tol tentu merasa
dirugikan karena uang yang dikeluarkan
tidak sepadan dengan pelayanan yang
diberikan oleh pihak jalan tol. Bila tidak
dilakukan suatu upaya untuk mengurangi
kemacetan dijalan tol, tentunya akan
mengakibatkan menurunnya jumlah
pengguna jalan tol. Karena yang terpikir
adalah buat apa mengeluarkan uang untuk
membayar uang masuk jika kondisi yang
dihadapi ternyata sama dengan jalan biasa
yang tidak perlu bayar. Hal ini tentunya
akan berakibat buruk bagi pihak perusahaan
karena pengembalian modal yang telah
dikeluarkan untuk modal pembangunan
terhambat.
Penentuan Loket Yang Optimal (Ririn Regiana Dwi Satya) 225
Kejadian garis tunggu timbul
disebabkan oleh kebutuhan akan layanan
melebihi kemampuan pelayanan atau
fasilitas pelayanan, sehingga pelayanan
akan tertunda dan pelanggan yang baru
datang tidak dapat langsung dilayani. Akan
tetapi bila yang terjadi adalah sebaliknya,
maka akan terjadi ketidakefisienan dimana
waktu menganggur para pelayan menjadi
lebih besar dan pengeluaran perusahaan
juga menjadi lebih besar yang
mengakibatkan kerugian perusahaan dalam
pengeluaran keuangan. Oleh karena itu
diperlukan fasilitas pelayanan yang optimal
agar pelayanan tidak tertunda dan tidak
menimbulkan pengeluaran biaya yang
berlebihan. Atas dasar itulah ingin dianalisa
mengenai teori antrian dan minimasi biaya.
Berdasarkan latar belakang di atas, maka
tujuan penulisan ini adalah sebagai berikut :
Untuk menganalisa dan mengetahui
berapa jumlah gardu yang optimal yang
seharusnya digunakan.
Untuk menentukan suatu bentuk sistem
biaya minimum yang menghasilkan
tercapainya sasaran-sasaran optimum.
Untuk memperdalam pengetahuan
mengenai hubungan antara teori antrian
dan biaya operasional.
2. KAJIAN PUSTAKA
Teori antrian pertama kali
dikemukakan oleh A.K. Erlang, seorang
insinyur bangsa Denmark pada tahun 1910
dalam bukunya Solution of Some Problem
in The Theory of Probability of Significant
in Automatic Telephone Exchange. Beliau
melakukan eksperimen tentang fluktuasi
permintaan fasilitas telepon yang
berhubungan dengan automatic dialing
equipment, yaitu peralatan penyambung
telepon otomatis.
Dalam waktu yang sangat sibuk
operator sangat kewalahan untuk melayani
para penelepon secepatnya, sehingga para
penelepon harus antri menunggu gilirannya.
Persoalan aslinya A.K. Erlang hanya
melakukan perhitungan keterlambatan
(delay) dari seorang operator yang
kemudian dilanjutkan dengan penelitian
untuk menghitung kesibukan beberapa
operator.
Kemudian penelitian tentang teori
antrian juga dilakukan oleh Molina (1927)
dan Thornton (1928). Dan sebelum perang
dunia berakhir, teori ini telah diperluas ke
masalah-masalah umum dengan
memasukkan unsur-unsur antrian atau garis
tunggu. Tentunya pasti sering melihat
bahkan mengalami situasi-situasi berikut
ini:
a. Deretan mobil yang berhenti karena
traffic light
b. Truk-truk yang menunggu muatan
c. Pesawat-pesawat menunggu untuk take
off di lapangan udara
d. Pembelanja yang menunggu dilayani
e. Mesin-mesin rusak yang menunggu
untuk diperbaiki oleh mekanik
f. Mahasiswa-mahasiswa suatu
universitas yang mengantri untuk
registrasi
g. Mobil-mobil yang menunggu di gardu
tol
Situasi-situasi tersebut adalah suatu
fenomena menunggu. Akan tetapi situasi
menunggu dapat dikurangi jika ada suatu
pelayanan yang baik tanpa ada gangguan
dalam menunggu. Tapi suka atau tidak,
menunggu adalah bagian dari kehidupan
sehari-hari dan seharusnya berusaha untuk
dikurangi.
Tujuan dalam mempelajari
pengoperasian sebuah sarana pelayanan
dalam kondisi acak adalah untuk
memperoleh beberapa karakteristik yang
mengukur kinerja sistem tersebut. Misalnya
satu ukuran yang logis dari kinerja adalah
seberapa lama seorang pelanggan
diperkirakan harus menunggu sebelum
dilayani. Satu ukuran lain adalah persentase
waktu sarana tersebut tidak dipergunakan.
Ukuran pertama memandang sistem
dari sudut pandang pelanggan, sementara
ukuran kedua memandang sistem dengan
mengevaluasi derajat pemanfaatan sarana
tersebut. Secara intuitif dapat dilihat bahwa
semakin lama seorang pelanggan
menunggu, semakin kecil persentase waktu
sarana tersebut tidak dipergunakan dan
sebaliknya. Kedua ukuran kinerja ini
dipergunakan untuk memilih tingkat
pelayanan atau laju pelayanan yang akan
226 Jurnal Teknik Industri, ISSN:1411-6340
menghasilkan keseimbangan yang wajar
antara kedua situasi yang bertentangan ini.
Menurut R. Bronson dan H.J.
Wospakrik tentang masalah antrian adalah
sebagai berikut: Proses antrian (queueing
process) adalah suatu proses yang
berhubungan dengan kedatangan seorang
pelanggan pada suatu fasilitas pelayanan,
kemudian menunggu dalam suatu barisan
(antrian) bila fasilitas pelayanan sedang
sibuk dan meninggalkan fasilitas pelayanan
tersebut setelah mendapatkan pelayanan.
3. HASIL DAN PEMBAHASAN
Setelah data diolah melalui
serangkaian uji statistik, didapat data-data
yang berkaitan dengan sistem antrian
sebagai berikut:
1. Laju rata-rata kedatangan kendaraan
yang melalui gerbang selatan tol
Pondok Gede Barat adalah :
- Shift 1 kondisi 1 jam 05.30-09.30 :
4,580 kendaraan per 10 detik
- Shift 1 kondisi 2 jam 09.30-13.30 :
3,210 kendaraan per 10 detik
- Shift 2 jam 13.30-21.30 :
1,961 kendaraan per 10 detik
- Shift 3 jam 21.30-05.30 :
0,890 kendaraan per 10 detik
2. Waktu rata-rata pelayanan kendaraan
yang melalui gerbang selatan Pondok
Gede Barat adalah sebagai berikut:
- Shift 1 kondisi 1 jam 05.30-09.30 :
5,270kendaraan per 10 detik
- Shift 1 kondisi 2 jam 09.30-13.30 :
4,826 kendaraan per 10 detik
- Shift 2 jam 13.30-21.30 :
4,390 kendaraan per 10 detik
- Shift 3 jam 21.30-05.30 :
4,650 kendaraan per 10 detik
Selain data laju kedatangan
kendaraan dan waktu pelayanan, diketahui
juga bahwa pelayanan yang diberikan
melalaui saluran paralel (multi channel)
dengan fasilitas pelayanan berjumlah 4
buah gardu pelayanan, disiplin antrian
adalah FCFS (First Come First Service)
dengan jumlah kandaraan yang dapat
dilayani didalam sistem antrian tidak
terbatas, serta populasi input atau jumlah
kendaraan yang mungkin keluar dari
gerbang selatan tol Pondok Gede Barat
tidak terbatas.
Berdasarkan data-data diatas, maka
model antrian pada sistem antrian gerbang
selatan tol Pondok Gede Barat dapat
dinyatakan sebagai berikut:
(M/M/4):(FCFS//)
Gambar 1. Model antrian pada gerbang selatan tol Pondok Gede Barat
Penetuan Jumlah Gardu yang Optimal
Berdasarkan tingkat Aspirasi
Dalam pengambilan keputusan
mengenai berapa jumlah gardu yang
optimal, maka perlu diperhatikan
Penentuan Loket Yang Optimal (Ririn Regiana Dwi Satya) 227
beberapa kriteria yang diberikan oleh
perusahaan, yaitu:
- Waktu menunggu rata-rata
kendaraan dalam sistem (Ws) yang
diperbolehkan adalah 15 detik
- Persentase waktu menganggur
pelayan (X) yang diperbolehkan
oleh perusahaan untuk shift 1
kondisi 1 dan shift 1 kondisi 2
adalah 23 % dan untuk shift 2 dan
shift 3 adalah 59%.
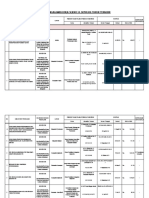
Tabel 1 berikut ini adalah hasil
perhitungan untuk menentukan jumlah
gardu yang optimal.
Keterangan tabel :
C : Jumlah gardu
: / : Tingkat kegunaan fasilitas
Po : Probabilitas tidak ada konsumen
dalam sistem antrian
Lq : Rata-rata jumlah konsumen dalam
antrian (kendaraan)
Ls : Rata-rata jumlah konsumen dalam
sistem antrian (kendaraan)
Wq : Waktu menunggu rata-rata
konsumen dalam antrian (detik)
Ws : Waktu menunggu rata-rata
konsumen dalam sistem antrian
(detik)
X : Persentase waktu menganggur
karyawan (%)
Shift 1 kondisi 1 jam 05.30-09.30
Diketahui:
Rata-rata tingkat kedatangan () = 4,580 kendaraan/10 detik = 0,458 kendaraan/detik
Rata-rata waktu pelayanan (t) = 5,270 detik/kendaraan
Tingkat pelayanan rata-rata () = 1/5,270 = 0,190 kendaraan/detik.
Tabel 1. Hasil Perhitungan untuk Shift 1 Kondisi 1
C Po Lq Ls Wq Ws X
1 0.458 0.19 2.41 * * * * * *
2 0.458 0.19 2.41 * * * * * *
3 0.458 0.19 2.41 0.06 2.665 5.075 5.819 11.082 19.667
4 0.458 0.19 2.41 0.08 0.439 2.849 0.959 6.222 39.75
Dari tabel diatas dapat diketahui bahwa jumlah gardu yang optimal dan sesuai dengan
kriteria perusahaan untuk shift 1 kondisi 1 adalah sebanyak 3 (tiga) buah gardu.
Shift 1 kondisi 2 jam 09.30-13.30
Diketahui:
Rata-rata tingkat kedatangan () = 3,210 kendaraan/10 detik = 0,321 kendaraan/detik
Rata-rata waktu pelayanan (t) = 4,826 detik/kendaraan
Tingkat pelayanan rata-rata () = 1/4,826 = 0,207 kendaraan/detik
Tabel 2. Hasil Perhitungan untuk Shift 1 Kondisi 2
C Po Lq Ls Wq Ws X(
1 0.321 0.207 1.55 * * * * * *
2 0.321 0.207 1.55 0.13 2.335 3.885 7.274 12.105 22.5
3 0.321 0.207 1.55 0.2 0.273 1.823 0.85 5.681 48.333
4 0.321 0.207 1.55 0.21 0.052 1.602 0.163 4.993 61.25
Dari tabel diatas dapat diketahui bahwa jumlah gardu yang optimal dan sesuai dengan
kriteria perusahaan untuk shift 1 kondisi 2 adalah sebanyak 2 (dua) buah gardu.
Shift 2 jam 13.30-21.30
Diketahui:
Rata-rata tingkat kedatangan () = 1,961 kendaraan/10 detik = 0,196 kendaraan/detik
Rata-rata waktu pelayanan (t) = 4,390 detik/kendaraan
Tingkat pelayanan rata-rata () = 1/4,390 = 0,228 kendaraan/detik
228 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 3. Hasil Perhitungan untuk Shift 2
C Po Lq Ls Wq Ws X
1 0.196 0.228 0.86 0.14 5.283 6.143 26.94 31.326 14
2 0.196 0.228 0.86 0.4 0.195 1.055 0.995 5.381 57
3 0.196 0.228 0.86 0.42 0.025 0.855 0.128 4.514 71.333
4 0.196 0.228 0.86 0.42 0.003 0.863 0.017 4.403 78.5
Dari tabel diatas dapat diketahui bahwa jumlah gardu yang optimal dan sesuai dengan
kriteria perusahaan untuk shift 2 adalah sebanyak 2 (dua) buah gardu.
Shift 3 jam 21.30-05.30
Diketahui:
Rata-rata tingkat kedatangan () = 0,890 kendaraan/10 detik = 0,089 kendaraan/detik
Rata-rata waktu pelayanan (t) = 4,650 detik/kendaraan
Tingkat pelayanan rata-rata () = 1/4,650 = 0,215 kendaraan/detik
Tabel 4. Hasil Perhitungan untuk Shift 3
C Po Lq Ls Wq Ws X
1 0.089 0.215 0.414 0.59 0.292 0.706 3.286 7.938 58.6
2 0.089 0.215 0.414 0.66 0.019 0.433 0.208 4.859 79.3
3 0.089 0.215 0.414 0.66 0.001 0.415 0.011 4.662 86.2
4 0.089 0.215 0.414 0.66 0.0001 0.4141 0.001 4.652 89.65
Dari tabel diatas dapat diketahui bahwa jumlah gardu yang optimal dan sesuai dengan
kriteria perusahaan untuk shift 3 adalah sebanyak 1 (satu) buah gardu.
Perhitungan Biaya
Perhitungan waktu kerja karyawan :
Diasumsikan :
- 1 tahun : 12 bulan : 20 hari kerja
- Waktu kerja/hari : 8 jam dengan allowance 10% dimana ada 3 shift per hari
- Total 1 hari kerja adalah : ( 8 jam ( 8jam * 10%)) * 3 : 21,6 jam
- Total 1 bulan : 21,6 jam * 20 hari : 432 jam
Perincian biaya diperkirakan secara umum (kurang lebih). Perincian tidak dapat diberikan
secara nyata karena pihak perusahaan tidak memperbolehkan untuk mendapatkan data biaya
ataupun gaji yang bersifat sangat rahasia dan pribadi. Berikut ini adalah perincian biaya
penyediaan pelayanan :
- Gaji 1 pengumpul tol (secara umum) tiap bulan : Rp 2.000.000
- Seragam 1 Pengumpul tol : Rp 300.000
Rp 300.000/12 bulan : Rp 25.000
- Printer Struk (susut 4 tahun) : Rp 5.500.000
Rp 5.500.000/48 bulan : Rp 114.583
- Sensor dan peralatan lainnya (susut 5 tahun): Rp 13.000.000
Rp 13.000.000/60 bulan : Rp 216.667
- Peralatan kantor dan lainnya tiap bulan : Rp 30.000 +
Rp 2.386.250
E (service cost) = Rp 2.386.250 /432 jam = Rp 5.523,726/jam
Dari hasil pengamatan dan perhitungan dengan menggunakan tingkat aspirasi didapat
jumlah gardu yang dibutuhkan tiap shift adalah sebagai berikut:
Penentuan Loket Yang Optimal (Ririn Regiana Dwi Satya) 229
Tabel 5. Jumlah Gardu yang Dibutuhkan Tiap Shift
Setelah didapatkan ekspektasi biaya
pelayanan yaitu sebesar Rp 5.523,726 dan
jumlah gardu yang dibutuhkan, langkah
selanjutnya adalah membandingkan biaya
pelayanan sebelum dan sesudah perbaikan.
Setelah dilakukan perbaikan dengan
mengoptimalkan jumlah gardu, biaya
pelayanan dapat diminimalkan. Semula
biaya pelayanan adalah sebesar Rp
397.708/hari, akan tetapi setelah dilakukan
perbaikan biaya pelayanan yang
dikeluarkan menjadi Rp 243.043,9/hari
berarti perusahaan dapat menghemat
sebesar Rp 154.664,3/hari.
Penjadwalan Kerja Karyawan
Shift 1 dibagi menjadi 2 yaitu kondisi 1
dan 2. Dimana tiap kondisi mempunyai
interval waktu 4 jam. Oleh karena itu, shift
2 dan shift 3 akan dibagi menjadi 2,
sehingga didapat interval waktu 4 jam. Hal
ini dilakukan agar mempermudah
perhitungan. Berikut ini adalah jumlah
karyawan yang dibutuhkan :
Tabel 7. Kebutuhan Tenaga Kerja
Interval Waktu Jumlah Pengumpul Tol Jumlah Pengawas Jumlah Karyawan
05.30 - 09.30 3 1 4
09.30 - 13.30 2 1 3
13.30 17.30 2 1 3
17.30 - 21.30 2 1 3
21.30 - 01.30 1 1 2
01.30 - 05.30 1 1 2
Variabel keputusan :
X1 : jumlah karyawan yang bertugas
pada jam 05.30 09.30
X2 : jumlah karyawan yang bertugas
pada jam 09.30 13.30
X3 : jumlah karyawan yang bertugas
pada jam 13.30 17.30
X4 : jumlah karyawan yang bertugas
pada jam 17.30 21.30
X5 : jumlah karyawan yang bertugas
pada jam 21.30 01.30
X6 : jumlah karyawan yang bertugas
pada jam 01.30 05.30
Tujuan :
Meminimalkan jumlah karyawan yang
dibutuhkan. Berikut ini adalah fungsi
tujuannya :
Min Z : X1 + X2 + X3 + X4 + X5 + X6
Kendala :
1. X1 + X2 4
2. X2 + X3 3
3. X3 + X4 3
4. X4 + X5 3
5. X5 + X6 2
6. X1 + X6 2
Adapun formulasi matematis linier
programing adalah sebagai berikut :
Minimumkan Z : X1 + X2 + X3 + X4
+ X5 + X6
Dengan kendala :
1. X1 + X2 4
2. X2 + X3 3
3. X3 + X4 3
4. X4 + X5 3
5. X5 + X6 2
6. X1 + X6 2
X1, X2, X3, X4, X5, X6 0
Setelah didapat formulasi matematis seperti
di atas, langkah selanjutnya adalah
penyelesaian dengan menggunakan metode
simpleks. Tabel iterasi yang dilakukan
adalah iterasi 1 sampai iterasi 7 dan hasil
yang didapat adalah jumlah karyawan yang
Shift Interval Waktu Jumlah Gardu yang Dibuka
Sebelum Perbaikan Sesudah Perbaikan
Shift 1 Kondisi 1 05.30 - 09.30 4 3
Shift 1 Kondisi 2 09.30 - 13.30 4 2
Shift 2 13.30 - 21.30 3 2
Shift 3 21.30 - 05.30 2 1
230 Jurnal Teknik Industri, ISSN:1411-6340
bertugas tiap interval waktu seperti terlihat
pada Tabel 8 berikut.
Tabel 8. Jumlah Karyawan yang Bertugas
Jadi kebutuhan jumlah karyawan
seluruhnya adalah sebesar 9 tenaga kerja.
4. KESIMPULAN
Berdasarkan analisa dan pembahasan, maka
dapat ditarik kesimpulan sebagai berikut :
1. Disiplin antrian pada gerbang selatan
tol pondok gede barat adalah FCFS
(First Come First Service) dengan
jumlah gardu 4 (empat) dan tingkat
kedatangan tidak terbatas.
2. Pada shift 1 kondisi 1 gardu yang
optimal adalah 3 gardu dengan waktu
menunggu konsumen dalam antrian
(Wq) sebesar 5,819 detik dan waktu
menganggur karyawan (X) sebesar
19,667%.
3. Pada shift 1 kondisi 2 gardu yang
optimal adalah 2 gardu dengan waktu
menunggu konsumen dalam antrian
(Wq) sebesar 7,274 detik dan waktu
menganggur karyawan (X) sebesar
22,5%.
4. Pada shift 2 gardu yang optimal adalah
2 gardu dengan waktu menunggu
konsumen dalam antrian (Wq) sebesar
0,995 detik dan waktu menganggur
karyawan (X) sebesar 57%.
5. Pada shift 3 gardu yang optimal adalah
1 gardu dengan waktu menunggu
konsumen dalam antrian (Wq) sebesar
3,28 detik dan waktu menganggur
karyawan (X) sebesar 58,6%.
6. Setelah dilakukan perbaikan, biaya
pelayanan yang dikeluarkan perusahaan
adalah Rp 243.043,9 sehingga
perusahaan dapat meminimalkan biaya
sebesar Rp 397.908 Rp 243.043,9 =
Rp 154.664,3
5. DAFTAR PUSTAKA
[1] Bronson, R., Waspakrik, H.J. 1988.
Teori dan Soal-Soal Operation
Research Seri buku Schaums, Penerbit
Erlangga.
[2] Dimyati, Tjutju Tarliah, Ahmad
Dimyati. 1992. Operation
Research:Model-model Pengambilan
Keputusan. Penerbit PT. Sinar Baru,
[3] Subagyo, P. 1986, Dasar-dasar
Operations Research. BPFE,
Jogjakarta,
[4] Supranto, J. 1989., Statistik Teori dan
Aplikasi Jilid 2. Penerbit Erlangga,
Jakarta
[5] Sutalaksana I.Z. 1986, Tehnik Tata
Cara Kerja. Penerbit ITB, Bandung.
[6] Siagian, P. 1987. Penelitian
Operasional. Teori & Praktek, UI
Press.
[7] Taha, Hamdy A, 1987. Operations
Research, An Introduction Edisi
Macmillah Publishing Compani, New
York.
Interval Waktu Jumlah Karyawan
05.30 - 09.30 2
09.30 - 13.30 2
13.30 - 1730 2
17.30 - 21.30 1
21.30 - 01.30 2
01.30 - 05.30 0
Penentuan Loket Yang Optimal (Ririn Regiana Dwi Satya) 231
RANCANG BANGUN MODEL PRAKIRAAN DAN PERINGATAN
DINI UNTUK PASOKAN DAN HARGA BERAS DI PROPINSI DKI
JAKARTA MENGGUNAKAN JARINGAN SYARAF TIRUAN
Dadang Surjasa
1)
, E. Gumbira Said
2)
, Bustanul Arifin
3)
, Sukardi
4)
1)
Dosen Program Studi Teknik Industri - Fakultas Teknologi Industri Universitas Trisakti
2)
Guru Besar Fakultas Teknologi Industri Pertanian - Institut Pertanian Bogor
3)
Guru Besar Fakultas Pertanian - Universitas Lampung
4)
Dosen Fakultas Teknologi Industri Pertanian - Institut Pertanian Bogor
ABSTRACT
DKI Jakarta is a region which has a very large population but it is not supported directly
by the rice field area that can meet the needs of rice for its population. Cipinang rice market
center (PIBC) managed by PT. Food Station Tjipinang Jaya (FSTJ) is expected to be a party
that can manage and control the supply of rice for food security, especially in the Jakarta area.
One important aspect of rice for regulating and controlling of food security in DKI Jakarta is
the aspect of supply and price of rice.
Artificial neural network is one of the methods which can be used to solve many
problems, especially in complex and difficult mathematical modelling. One of the problems that
can be solved by using artificial neural networks is the forecasting of time series data. The
purpose of this study was to forecast supply and price of rice in DKI Jakarta province.
Forecasting was made to anticipate rice supply scarcity and rice price increases that could
disrupt the availability and buying power of DKI Jakarta's residents.
Time series data which was used as input data in this study was the weekly data of
supply rice and rice price for the period of January 2009 up to July 2010. Training was
conducted using several network models as well as several network parameters to determine the
capabilities of artificial neural network in forecasting the most accurate value. To obtain the
optimum network, some number of nodes were tried. The number of input was used in the input
layer was four nodes, the number of nodes in the hidden layer was tried with four, six and eight
nodes, while the number of output nodes was two nodes. This network also used a learning rate
of 0.2 and momentum of 0.05 and activation function was logsig.
Experiments have shown that the optimal network for supply and rice price forecasting
can be obtained by using four input nodes, eight hidden nodes and two output nodes. Result of
the study show that the accuracy of forecasting models to forecast the supply of rice and to
forecast rice prices had reached more than 90%. From the results of forecasting, the models
can provide also early warning for the supply and price of rice in the form of statement "safe",
"cautious" or "prone".
Keywords: Artificial Neural Network, Forecasting, Early Warning System, Rice, DKI Jakarta
1. PENDAHULUAN
2
Pengadaan beras nasional dari dulu
sampai sekarang masih menjadi
permasalahan nasional yang sangat pelik.
Salah satu diantaranya terjadi karena
Korespondensi :
1
Dadang Surjasa
E-mail :
masyarakat Indonesia terlanjur menganggap
beras sebagai bahan makanan pokok yang
harus ada dalam pola pangan sehari-hari.
Dengan demikian sebagai komoditas
pangan utama, permasalahan beras bukan
hanya merupakan permasalahan ekonomi
saja tetapi juga bersifat politis (Gumbira-
Said, 2007).
Masalah utama yang terkait dengan
perberasan nasional adalah masalah harga
232 Jurnal Teknik Industri, ISSN:1411-6340
dan non harga beras. Masalah yang paling
kontroversial terkait dengan masalah harga
beras adalah fluktuasi harga beras
(Nainggolan, 2007), sedangkan masalah
non harga beras yang paling merugikan
perberasan nasional adalah masalah susut
pascapanen yang dapat mencapai 20% dari
jumlah total panen dalam satu tahun
(Hasbullah, 2007). Harga beras seringkali
muncul dan menjadi masalah kontroversial
antara kepentingan petani dan kepentingan
masyarakat. Di satu sisi pemerintah sebagai
regulator ingin menjaga kepentingan dan
ingin memberikan kesejahteraan yang
optimal bagi petani, tetapi di sisi lain
pemerintah juga ingin memberikan
perlindungan agar harga beras dapat
terjangkau oleh sebagian besar masyarakat,
bahkan dapat terjangkau oleh petani padi
sendiri yang pada waktu tertentu harus
menjadi konsumen beras (Suhardi, 2009).
Provinsi DKI Jakarta memiliki pasar
induk perberasan bernama Pasar Induk
Beras Cipinang (PIBC) yang dikelola oleh
PT. Food Station Tjipinang Jaya (FSTJ).
Pengelola FSTJ yang berada di bawah
Pemda DKI Jakarta diharapkan dapat
menjadi pihak yang dapat mengatur dan
mengendalikan persediaan pangan,
khususnya untuk komoditas beras di
wilayah DKI Jakarta. Tahun 2009, menurut
Dinas Kependudukan dan Catatan Sipil
propinsi DKI Jakarta, jumlah penduduk
DKI Jakarta adalah 8.523.157 orang
(www.kependudukancapil.go.id, 2011),
namun tidak didukung langsung oleh area
persawahan yang dapat mencukupi
kebutuhan beras bagi penduduknya.
Apabila konsumsi per orang per tahun
sebesar 120 kg beras maka kebutuhan beras
untuk jumlah penduduk DKI Jakarta
tersebut sekitar 1 juta ton, sedangkan
produksi beras dari wilayah DKI Jakarta
sendiri pada tahun 2009 hanya 11.013 ton
(http://www.deptan.go.id/, 2011).
1.1 Perumusan Masalah Perberasan di
Provinsi DKI Jakarta
Dari permasalahan perberasan
nasional di atas terdapat beberapa aspek
penting yang perlu dikaji lebih lanjut
khususnya yang berhubungan dengan
masalah rantai pasokan beras di Provinsi
DKI Jakarta. Aspek-aspek yang perlu dikaji
tersebut adalah sebagai berikut :
1. Aspek pasokan beras. Melalui aspek
tersebut, Pemda DKI Jakarta yang
diwakili oleh FSTJ perlu mengelola
pasokan beras baik yang masuk ke
PIBC maupun pasokan beras yang ke
luar dari PIBC baik ke wilayah DKI
Jakarta maupun ke luar wilayah DKI
Jakarta.
2. Aspek harga beras. Melalui aspek
tersebut, FSTJ perlu mengantisipasi
harga beras yang berfluktuasi guna
menjaga harga yang dapat terjangkau
sehingga kelangsungan pasokan beras
kepada warga DKI Jakarta dapat
terjaga.
1.2 Tujuan Penelitian
Sehubungan dengan permasalahan
perberasan di Provinsi DKI Jakarta
tersebut, penelitian ini memiliki tujuan
untuk menghasilkan model dalam bentuk
program komputasi yang dapat digunakan
(1) untuk memperkirakan jumlah pasokan
beras dari PIBC ke wilayah di propinsi DKI
Jakarta, (2) untuk memperkirakan harga
beras jenis Muncul/ III dan IR 64/ III di
PIBC Jakarta dan (3) sebagai suatu sistem
peringatan dini dalam mengantisipasi
pasokan dan harga beras yang tidak
dikehendaki.
1.3 Ruang Lingkup Penelitian
Ruang lingkup dalam penelitian ini
mencakup hal-hal sebagai berikut :
1. Beras yang diteliti untuk model
prakiraan pasokan adalah semua jenis
beras yang terdapat di PIBC,
sedangkan beras untuk model
prakiraan harga dibatasi untuk jenis
beras varietas IR 64/ III dan varietas
Muncul/ III.
2. Tempat penelitian dilakukan di
Provinsi DKI Jakarta dengan focal
company adalah PT. Station Food
Tjipinang Jaya (FSTJ).
3. Pasokan beras yang diteliti adalah
pasokan beras yang didistribusikan ke
seluruh wilayah DKI Jakarta.
4. Data diperoleh melalui wawancara dan
data sekunder yang dilaksanakan
selama 18 bulan dari bulan Januari
2009 sampai dengan bulan Juli 2010.
Rancang Bangun Model Prakiraan (Dadang Surjasa) 233
2. METODE DAN TAHAPAN
PERANCANGAN PENELITIAN
Pada penelitian ini, model
dikembangkan dengan menggunakan
metode jaringan syaraf tiruan (JST)
backpropagation (Patuelli, 2006), untuk
memperkirakan pasokan beras dan harga
beras . Tahapan perancangan JST untuk
prakiraan pasokan dan harga beras dapat
dilihat pada Gambar 1. JST dirancang
dengan arsitektur JST tiga lapis
(Kahfourushan, 2010). JST tersebut
diperoleh dengan cara uji coba berbagai
parameter JST. Jumlah neuron yang dicoba
adalah jumlah neuron dalam hidden layer,
sedangkan parameter lain yang diuji coba
adalah fungsi aktivasi, algoritma pelatihan
dan momentum. Pada penelitian ini jumlah
neuron yang diujicoba pada lapisan
tersembunyi (hidden layer) jumlahnya
berbeda-beda yaitu sebanyak empat,
delapan dan dua belas buah. Parameter
output yang dihasilkan adalah MSE (mean
square error), jumlah iterasi (epoch) dan
koefisien korelasi (R).
Gambar 1. Tahapan Perancangan Jaringan Syaraf Tiruan Untuk Prakiraan serta Peringatan Dini
dari Pasokan dan Harga Beras di DKI Jakarta.
234 Jurnal Teknik Industri, ISSN:1411-6340
3. PERANCANGAN MODEL
PENELITIAN
Pada penelitian ini dirancang JST
dengan satu hidden layer dengan
menggunakan algoritma backpropagation.
Menurut Seminar, et al. (2010),
backpropagation merupakan salah satu
algoritma pembelajaran terawasi. Menurut
Munakata (2008), algoritma JST
backpropagation memiliki tiga fase:
1. Fase feedforward untuk input
pembelajaran/pelatihan
2. Fase kalkulasi dan backpropagation
error
3. Fase penyesuaian bobot untuk
memperbaiki output mendekati target.
Algoritma backpropagation
menggunakan error output untuk
mengubah nilai bobot-bobotnya dalam arah
mundur (backward). Untuk mendapatkan
error ini, tahap forward propagasi harus
dikerjakan terlebih dahulu. Pada saat
forward propagation, neuron-neuron
diaktifkan dengan menggunakan fungsi
aktivasi.
Pada fase feedforward, pelatihan
dilakukan dalam rangka melakukan
pengaturan bobot, sehingga pada akhir
pelatihan diperoleh bobot-bobot terbaik.
Selama proses pelatihan, bobot-bobot diatur
secara iteratif untuk meminimumkan fungsi
kinerja jaringan. Fungsi kinerja yang sering
digunakan untuk backpropagation adalah
mean square error (MSE). Fungsi ini
mengambil rata-rata kuadrat error yang
terjadi antara output jaringan dan target.
Sebagian besar algoritma pelatihan untuk
jaringan feedforward menggunakan gradien
dari fungsi kinerja untuk menentukan
bagaimana mengatur bobot dalam rangka
meminimumkan kinerja. Gradien ini
ditentukan dengan menggunakan suatu
teknik yang disebut dengan nama
backpropagation. Pada dasarnya algoritma
backpropagation menggerakkan bobot
dengan arah gradien negatif, algoritma ini
memiliki prinsip dasar memperbaiki
jaringan dengan arah yang membuat fungsi
kinerja menjadi turun dengan cepat
(Seminar et al., 2010).
Hal-hal yang perlu dilakukan untuk
memperoleh rancangan arsitektur JST
backpropagation yang dapat menghasilkan
kinerja sistem terbaik adalah sebagai
berikut (Silvia, 2007):
a. Penentuan Fungsi Aktivasi
Beberapa alternatif fungsi aktivasi
JST yang dicobakan dalam penelitian ini
adalah sebagai berikut :
- Fungsi sigmoid bipolar (tansig)
Notasinya :
tansig(n) = 2/(1+exp(-2*n))-1)
- Fungsi sigmoid biner (logsig)
Notasinya :
logsig(n) = 1/(1+exp(-n))
- Fungsi identitas (purelin)
Notasinya :
purelin(n) = n
b. Penentuan Algoritma Training
Proses pelatihan jaringan
backpropagation standar dengan metode
penurunan gradien (traingd) seringkali
lambat. Beberapa alternatif yang dicoba
untuk mempercepat proses belajar JST
pada penelitian ini dengan menggunakan :
- Metode penurunan gradien dengan
penambahan momentum (traingdm).
- Metode penurunan gradien dengan
momentum dan learning rate
(traingdx).
- Metode Levenberg-Marquadt (trainlm)
c. Penentuan Nilai Momentum
Nilai momentum yang baik
ditentukan dengan cara trial and error
(Silvia, 2007). Beberapa alternatif nilai
momentum yang dicobakan pada penelitian
ini adalah 0.005, 0.05, 0.1, 0.5 dan 0.9.
Nilai-nilai ini diambil secara sembarang
dengan syarat berada di antara 0 dan 1.
d. Penentuan Target Toleransi Error.
Target error yang dicoba adalah
0.01, 0.001 dan 0.0001. Nilai tersebut
merupakan batas toleransi nilai error yang
ditentukan agar iterasi dihentikan pada saat
nilai error lebih kecil dari batas yang
ditentukan atau jumlah epoch telah
mencapai batas yang ditentukan.
e. Penentuan Arsitektur Hidden Layer
Penentuan arsitektur hidden layer
terdiri dari dua bagian, yaitu penentuan
jumlah layer dan ukuran layer (jumlah
neuron dalam hidden layer). Menurut
Rancang Bangun Model Prakiraan (Dadang Surjasa) 235
Seminar et al. (2010), secara umum satu
lapisan tersembunyi sudah cukup untuk
sembarang pemetaan dari pola input ke pola
output pada sembarang tingkat akurasi.
Trial dan error dilakukan pada beberapa
alternatif jumlah neuron dalam hidden layer
kemudian dipilih alternatif yang memiliki
kinerja yang terbaik. Pada spesifikasi
pertama dicoba arsitektur dengan beberapa
alternatif jumlah neuron, yaitu empat
neuron, delapan neuron dan dua belas
neuron. Arsitektur hidden layer dengan
kinerja terbaik dipilih untuk rancangan,
pelatihan dan pengujian JST. Tabel 1
adalah contoh pemilihan fungsi aktivasi dan
algoritma pelatihan untuk JST prakiraan
harga beras jenis IR64/ III.
Tabel 1. Pemilihan Fungsi Aktivasi dan Algoritma Pelatihan Untuk JST IR64/III
Spesifikasi
JST
Fungsi
Aktivasi
Algoritma
Pelatihan
MSE Epoch R
1
Tansig
traingd 0.002630 5000 0.954
2 traingdm 0.002330 5000 0.960
3 traingdx 0.001980 5000 0.974
4 trainlm 0.000999 76 0.983
5
Logsig
traingd 0.008420 5000 0.852
6 traingdm 0.004860 5000 0.914
7 traingdx 0.001440 5000 0.975
8 trainlm 0.000987 10 0.983
9
Purelin
traingd 0.004500 5000 0.920
10 traingdm 0.004580 5000 0.919
11 traingdx 0.004480 5000 0.921
12 trainlm 0.004480 4 0.921
Berdasarkan spesifikasi JST dari
Tabel 1, diperoleh arsitektur JST terbaik
untuk beras tipe IR64/III dengan parameter
fungsi aktivasi adalah logsig dan algoritma
pelatihan adalah trainlm. Dari spesifikasi
tersebut diperoleh nilai MSE sebesar
0.000987. Selanjutnya dilakukan uji coba
pemilihan parameter lain yaitu parameter
momentum seperti dapat dilihat pada Tabel
2.
Tabel 2. Pemilihan Momentum Untuk JST Prakiraan Harga Beras IR 64/ III
Spesifikasi JST Nilai Momentum MSE Epoch R
8.1 0.005 0.00088 19 0.98494
8.2 0.05 0.000999 23 0.98297
8.3 0.1 0.000987 10 0.98309
8.4 0.5
0.000987 10 0.98309
8.5 0.9 0.001 15 0.98288
Berdasarkan spesifikasi dari Tabel 2,
diperoleh arsitektur JST terbaik untuk beras
tipe IR64/ III dengan nilai momentum
0.005. Selanjutnya dilakukan uji coba
pemilihan parameter toleransi error yang
dapat dilihat pada Tabel 3.
236 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 3. Pemilihan Toleransi Error Untuk JST Prakiraan Harga Beras IR 64/ III
Spesifikasi JST Toleransi error MSE Epoch R
8.1.1 0.0001 0.0508 1808 0.46821
8.1.2 0.001
0.00088 19 0.98494
8.1.3 0.01 0.00413 2 0.94048
Berdasarkan spesifikasi JST dari
Tabel 3, diperoleh arsitektur JST terbaik
dengan toleransi error sebesar 0.001. Dari
spesifikasi tersebut diperoleh nilai MSE
sebesar 0.00088, jumlah iterasi (epoch)
adalah 19 dan nilai regresi adalah 0.98494.
Selanjutnya dilakukan uji coba pemilihan
parameter lain yaitu parameter jumlah
neuron untuk hidden layer seperti dapat
dilihat pada Tabel 4.
Tabel 4. Pemilihan Jumlah Hidden Neuron Untuk JST Prakiraan
Harga Beras IR 64/ III
Spesifikasi JST
Jumlah Hidden
Neuron
MSE Epoch R
8.1.2.1 4 0.000999 92 0.98290
8.1.2.2 8
0.00088 19 0.98494
8.1.2.3 12 0.000997 2308 0.98290
Dengan cara yang sama, setelah
dirancang JST untuk prakiraan harga beras
IR64/ III maka dihasilkan juga JST terbaik
untuk prakiraan pasokan beras dan JST
prakiraan harga beras Muncul/ III.
Data Penelitian
Data yang digunakan dalam
pengembangan JST tersebut diperoleh dari
PIBC. Data tersebut adalah data pasokan
dan data harga beras harian yang
dikumpulkan dari mulai tanggal 1 Januari
2009 sampai dengan 24 Juli 2010. Data
harian diubah menjadi data mingguan yang
selanjutnya dijadikan data input jaringan
untuk memperkirakan pasokan beras dan
harga beras selama dua minggu ke depan.
Data input yang digunakan adalah data
pasokan beras dan data harga beras selama
empat minggu terakhir. Data yang
diperoleh dibuat pola yang selanjutnya
dimasukkan ke dalam jaringan. Pola yang
dibuat adalah empat input dan dua output.
Pola yang diperoleh adalah sebanyak 75
pola, dengan rincian 50 pola digunakan
untuk pelatihan dan 25 pola lagi digunakan
untuk pengujian.
Proses Pengujian
Proses pengujian dilakukan dengan
menggunakan arsitektur JST hasil pelatihan
yang memiliki kinerja terbaik yaitu yang
menghasilkan nilai error dan epoch
terkecil. Arsitektur JST terbaik yang
dihasilkan dalam penelitian ini adalah JST
untuk pasokan beras, JST untuk prakiraan
harga beras tipe IR64/III dan JST untuk
prakiraan harga beras tipe Muncul/ III.
Spesifikasi dari masing-masing JST
tersebut dapat dilihat pada Tabel 6.
Aturan Untuk Peringatan Dini
Sebagai contoh untuk JST prakiraan
harga beras, aturan peringatan dini
diperoleh dari diskusi dengan pakar dan
dapat dinyatakan sebagai berikut:
Input :
harga untuk minggu ke-i, i = 1, 2,
3,4
Output :
prakiraan harga untuk minggu
ke-j, j = 5, 6.
Rancang Bangun Model Prakiraan (Dadang Surjasa) 237
dan
Dengan aturan peringatan dini dapat dilihat pada Tabel 5.
Tabel 5. Aturan Peringatan Dini Untuk Harga Beras
Peringatan Dini Minggu Ke Lima Peringatan Dini Minggu Ke Enam
Jika 0.05
maka harga beras aman
Jika 0.05
maka harga beras aman
Jika 0.05 0.1
maka harga beras harus diwaspadai
Jika 0.05 0.1
maka harga beras harus diwaspadai
Jika 0.1
maka harga beras rawan
Jika 0.1
maka harga beras rawan
Tabel 6. Arsitektur JST Terbaik Dengan Metode Backpropagation.
Karakteristik
JST
Pasokan
Beras
JST Harga Beras
Muncul/ III
JST Harga
Beras
IR 64/ III
Jumlah neuron pada input
layer 4 neuron 4 neuron 4 neuron
Jumlah neuron pada output
layer 2 neuron 2 neuron 2 neuron
Fungsi Aktivasi logsig logsig logsig
Algoritma pelatihan trainlm trainrp trainlm
Momentum 0.005 0.005 0.005
Learning rate 0.2 0.2 0.2
Goal error 0.001 0.001 0.001
Neuron hidden layer 8 neuron 8 neuron 8 neuron
4. PRAKIRAAN DAN
PERINGATAN DINI PASOKAN
DAN HARGA BERAS
JST terbaik yang dihasilkan adalah
JST untuk prakiraan pasokan beras dan JST
untuk prakiraan harga beras IR64/III dan
harga beras Muncul/ III di provinsi DKI
Jakarta. Hasil dari prakiraan pasokan beras,
selanjutnya dibandingkan dengan
kebutuhan beras dari penduduk DKI Jakarta
pada saat itu. Dari perbandingan tersebut
diperoleh suatu peringatan dini untuk
pasokan beras di provinsi DKI Jakarta,
apakah pasokan beras aman atau pasokan
beras perlu diwaspadai atau pasokan beras
rawan. Hasil dari prakiraan harga beras,
selanjutnya dibandingkan dengan rata-rata
harga beras pada bulan tersebut. Dari
perbandingan tersebut juga diperoleh suatu
peringatan dini untuk harga beras di
provinsi DKI Jakarta, apakah harga beras
aman atau harga beras perlu diwaspadai
atau harga beras rawan. Proses pengujian
pada JST yang dihasilkan, dilakukan
dengan menggunakan 25 data uji.
Berdasarkan hasil pengujian diperoleh
tingkat akurasi JST dalam mengenali pola
yang dapat dilihat pada Tabel 7.
Tabel 7. Tingkat Akurasi Hasil Pengujian JST Terhadap Data Aktual
238 Jurnal Teknik Industri, ISSN:1411-6340
Jaringan Syaraf Tiruan Tingkat Akurasi (%)
Prakiraan Pasokan Beras 91.96
Prakiraan Harga Beras Muncul/ III 93.05
Prakiraan Harga Beras IR 64/ III 98.63
JST yang dihasilkan memiliki tingkat
akurasi tertentu sesuai dengan keberhasilan
jaringan dalam mengenali pola. Dari Tabel
6 tersebut, untuk prakiraan harga beras tipe
IR 64/III berarti bahwa 98.63% hasil
pengujian sesuai dengan data aktual di
lapangan. Sebagai contoh, implementasi
dilakukan pada JST untuk memperkirakan
pasokan beras dan harga beras. Gambar 2
menunjukkan tampilan JST untuk prakiraan
pasokan beras dari PIBC ke DKI Jakarta,
sedangkan Gambar 3 menunjukkan
tampilan JST untuk prakiraan harga beras
tipe Muncul/ III. Tampilan gambar tersebut
dihasilkan melalui proses perancangan GUI
(graphical user interface) dengan
menggunakan software Matlab versi
R2009a.
Gambar 2. Tampilan JST Prakiraan Pasokan Beras dari PIBC Ke DKI Jakarta
Gambar 3. Tampilan JST Prakiraan Harga Beras Muncul III
Rancang Bangun Model Prakiraan (Dadang Surjasa) 239
Menurut Badan Pusat Statistik
(2009), jumlah penduduk DKI Jakarta
adalah 9.416.200 orang, sehingga pada
Gambar 2 dapat dilihat bahwa hasil
prakiraan pasokan beras lebih kecil dari
pada kebutuhan beras penduduk DKI
Jakarta sehingga pasokan rawan. Dalam
kondisi seperti itu, pihak PIBC dapat
meminta bantuan pihak Badan Urusan
Logistik DKI Jakarta untuk melakukan
operasi pasar. Bentuk informasi tersebut
dapat dipandang sebagai bentuk peringatan
dini untuk pasokan beras. Menurut Suku
Dinas Kependudukan dan Pencatatan Sipil
Kota (2011), apabila jumlah penduduk DKI
Jakarta pada tahun yang sama adalah
8.527.000 orang, maka jumlah kebutuhan
beras penduduk pada minggu ke lima
adalah 9.526 ton dan pada minggu ke enam
adalah 9.527 ton sehingga peringatan dini
yang muncul baik pada minggu ke lima
atau pada minggu ke enam adalah pasokan
beras rawan. Pada Gambar 3, untuk
prakiraan harga beras Muncul/III,
berdasarkan perhitungan pada bagian
peringatan dini, untuk minggu ke lima dan
minggu ke enam diperoleh pernyataan
bahwa harga beras Muncul/III aman
5. KESIMPULAN
Dari penelitian ini, dapat ditarik dua
kesimpulan berikut :
1. Model prakiraan pasokan beras,
prakiraan harga beras Muncul/III dan
prakiraan harga beras IR64/III untuk
DKI Jakarta mampu memberikan
informasi peringatan dini aman,
waspada dan rawan.
2. Tingkat akurasi untuk model prakiraan
pasokan beras adalah 91.96%, tingkat
akurasi untuk model prakiraan harga
beras Muncul/III adalah 93.05% dan
tingkat akurasi untuk model prakiraan
harga beras IR64/III adalah 98.63%.
6. DAFTAR PUSTAKA
[1] Badan Pusat Statistik. 2009.
Perkembangan Beberapa Indikator
Utama Sosial-Ekonomi Indonesia.
[2] Badan Pusat Statistik. 2011. Produksi
Padi Menurut Provinsi dalam
http://www.deptan.go.id/infoeksekuti
f/tan/ARAM-I-2011/prod-padi.htm.
Diakses tanggal 14.03 2011.
[3] Gumbira-Sa'id, E., T. Bantacut, R.
Hasbullah. 2007. Manajemen Rantai
Pasok Beras dan Fitur Terminal
Agribisnis Biji-Bijian. Agrimedia,
Majalah Agribisnis, Manajemen dan
Teknologi. Desember Vol.12 No.2.
[4] Hasbullah, R. 2007. Gerakan
Nasional Penurunan Susut
Pascapanen. Agrimedia, Majalah
Agribisnis, Manajemen dan
Teknologi. Desember Vol.12 No.2.
[5] Kahforoushan, E. , M. Zarif, E. B.
Mashahir. 2010. Prediction of Added
Value of Agricultural Subsections
Using Artificial Neural Networks:
Box-Jenkins and Holt-Winters
Methods. Journal of Development
and Agricultural Economics Vol.
2(4), pp. 115-121.
[6] Munakata, T. 2008. Fundamentals of
the New Artificial Intelligence :
Neural, Evolutionary, Fuzzy and
More. Second Edition. Springer-
Verlag, London.
[7] Nainggolan, K. 2007. Perberasan
Sebagai Bagian Dari Ketahanan
Pangan Nasional. Agrimedia,
Majalah Agribisnis, Manajemen dan
Teknologi. Desember Vol.12 No.2.
[8] Patuelli, R., A. Reggiani, P.
Nijkamp, U. Blien. 2006. New
Neural Network Methods for
Forecasting Regional Employment.
The Tinbergen Institute, The Institute
for Economic Research of The
Erasmus Universiteit Rotterdam,
Universiteit van Amsterdam, and
Vrije Universiteit Amsterdam.
[9] Seminar, K. B., Marimin dan N.
Andarwulan. 2010. Sistem Deteksi
Dini untuk Manajemen Krisis Pangan
dengan Simulasi Model Dinamik dan
Komputasi Cerdas. Manajemen
Krisis. ISBN: 978-979-493-246-5
hal. 127-162. IPB Press. Bogor.
[10] Silvia, E. 2007. Disain Jaringan
Syaraf Tiruan Untuk Prediksi
Kualitas Gula Kristal Putih di
Indonesia. Tesis Magister Sains,
Program Studi Teknologi Industri
Pertanian Institut Pertanian Bogor.
[11] Suhardi, B., Sutrisno. 2009. Dalam
http://litbang.patikab.go.id/index.php
240 Jurnal Teknik Industri, ISSN:1411-6340
?option=com_content&view=article
&id=64:dilematis-kebijakan-harga-
beras-di-tingkat-
petani&catid=71:dilematis-
kebijakan-harga-beras-di-tingkat-
petani&Itemid=109. Dilematis
Kebijakan Harga Beras di tingkat
Petani. Diakses tanggal 27.11.09.
[12] Suku Dinas Kependudukan dan
Pencatatan Sipil Kota. 2011. Jumlah
Penduduk Provinsi DKI Jakarta
dalam
http://www.kependudukancapil.go.id/
index.php?
option=com_content&view=article&i
d=4&Itemid=63. Diakses tanggal
10.03. 2011.
Rancang Bangun Model Prakiraan (Dadang Surjasa) 241
STUDI KELAYAKAN INDUSTRI PENGOLAHAN ROTAN
DI KECAMATAN PEMATANG KARAU KABUPATEN BARITO
TIMUR PROVINSI KALIMANTAN TENGAH
Saputera
1)
, Ahim S.Rusan
2)
, Dedi Takari
3)
, Lelo Sintani
4)
1
Jurusan Budidaya Pertanian, Fakultas Pertanian Universitas Palangka Raya
2,3
Jurusan Ekonomi Pembangunan, Fakultas Ekonomi Universitas palangka Raya
4
Jurusan Manajeman, Fakultas Ekonomi Universitas Palangka Raya
ABSTRACT
East Barito Regency as one of the areas established under Law No. 5 of 2002, with an
area defined area of 3834 km
2
or 383,400 hectares, has a natural richness of the forest are
sufficient so that the potential for the development of rattan. The feasibility study aims to (1)
explore the potential of data sought by cane farmers and people in some villages and districts in
East Barito Regency expected to be suppliers of raw materials (suppliers) for Rattan Processing
Industry Business Unit natinya, and (2) reviewed feasibility of developing Rattan Processing
Industry Business Unit which includes the feasibility of: (a) markets and marketing, (b)
technical and technological, and (c) Financial. Financial feasibility analysis was conducted on
the NPV, IRR, net B / C, PP and sensitivity analysis (sensitivity). Based on the results of the
investment feasibility analysis showed that the rattan processing industry in developed
Bambulung feasible. This was proved by the B / C ratio> 1, positive NPV, IRR> 12%, Net Cash
Flow positive in year 5 means Payback Period <economical machine age (10 years) and
building (10 years). Based on the results of sensitivity analysis of the price increase of raw
materials, auxiliary materials and transportation costs up to 10% of sales, decreased 8%
maximum sales price, interest rate (Discount Factor) rose 5%, rattan processing industry is still
feasible to be developed, it is proven with NPV positive, the IRR exceeds the interest rate the
Bank and B / C ratio> 1 and the payback period is still <economic life of buildings and
machinery.
Keywords: Development, industry, rattan, feasibility, financial
1. PENDAHULUAN
3
Indonesia memiliki potensi bahan
baku rotan terbesar di dunia (+ 80 persen
dari seluruh bahan baku rotan di dunia
berasal dari Indonesia). Namun potensi ini
belum bisa dimanfaatkan secara maksimal,
karena produk rotan olahan dunia justru
dikuasai oleh negara-negara yang tidak
memiliki potensi bahan baku, seperti :
China dan Italia. Saat ini di Indonesia
berdasarkan data dari Departemen
Perindustrian tahun 2009 terdapat sekitar
614 unit usaha industri rotan olahan dengan
Korespondensi :
1
Saputera
E-mail : putracondo@yahoo.com
2
Ahim S.Rusan
E-mail : ahrusan@gmail.com
4
Lelo Sintani
E-mail : lelo_sn@yahoo.com
kapasitas 0,55 juta ton per tahun dan
menyerap tenaga kerja langsung sebanyak
276.584 orang. Lokasi industri pengolahan
rotan tersebar di beberapa daerah, seperti:
Jawa Barat (terutama Cirebon), Jawa
Tengah (khususnya Sukoharjo), Jawa
Timur (Gresik dan Pasuruan), Kalimantan
Tengah, Kalimantan Selatan, Sulawesi
Selatan, Sulawesi Tengah dan daerah
lainnya.
Kabupaten Barito Timur sebagai
salah satu daerah yang dibentuk
berdasarkan Undang Undang Nomor 5
Tahun 2002, dengan luas wilayah
ditetapkan seluas 3.834 km
2
atau 383.400
Hektar, memiliki potensi kekayaan alam
berupa hutan yang cukup memadai
sehingga berpotensi terhadap
pengembangan pengusahaan rotan.
Berdasarkan penggunaan lahan, Kabupaten
Barito Timur memiliki 2 tipe lahan, yaitu
242 Jurnal Teknik Industri, ISSN:1411-6340
lahan kering dan lahan basah. Data dari
RTRWK Barito Timur 2007-2027,
menunjukkan bahwa lahan kering
merupakan lahan yang paling luas yakni
325.485 hektar atau sekitar 84,89% dan
lahan basah sekitar 57.915 hektar atau
sekitar 15,11% (BPS, 2008).
Pengusahaan rotan di Kabupaten
Barito Timur banyak dilakukan oleh
masyarakat/petani dengan melakukan
budidaya rotan secara khusus terutama di
wilayah kecamatan Pematang Karau dan
yang lain menanamnya secara tumpang sari
dengan tanaman karet terutama di daerah
kecamatan Karusen Janang dan kecamatan
Paku. Sejalan dengan kebijakan-kebijakan
yang dikeluarkan oleh Pemerintah untuk
mengembangkan industri pengolahan rotan
dalam negeri maka melalui Departemen
Perindustrian Republik Indonesia,
Pemerintah Kabupaten Barito Timur telah
mendapat bantuan mesin/peralatan
pengolahan rotan dalam rangka pendirian
dan fasilitasi UPT rotan pada tahun 2005
dan tahun 2008. Atas dasar tersebut
Pemerintah Kabupaten Barito Timur
melalui Dinas Perindustrian dan
Perdagangan Kabupaten Barito Timur
menetapkan daerah Hayuput kilometer 21
Bambulung Kecamatan Pematang Karau
sebagai lokasi UPT Rotan Kabupaten
Barito Timur dan mulai tahun 2005
berbagai infrastruktur pendukung telah
dibangun untuk menunjang keberadaan
industri pengolahan rotan tersebut.
Sedangkan secara khusus tujuan
kegiatan studi kelayakan industri
pengolahan rotan di Kecamatan Pematang
Karau Kabupaten Barito Timur adalah (1)
menggali data potensi rotan yang
diusahakan oleh petani/rakyat pada
beberapa desa dan kecamatan di Kabupaten
Barito Timur yang diperkirakan menjadi
pensuplai bahan baku (supplier) bagi Unit
Usaha Industri Pengolahan Rotan di
Bambulung, dan (2) melakukan kajian
kelayakan Pembangunan Unit Usaha
Industri Pengolahan Rotan di Bambulung,
meliputi kelayakan: (a) Pasar dan
Pemasaran, (b) Teknis dan Teknologi, (c)
Finansial, (d) Profitabilitas Ekonomi dan
Sosial. Lingkup kegiatan kajian studi
kelayakan industri pengolahan rotan di
Kecamatan Pematang Karau Kabupaten
Barito Timur adalah (1) kajian terhadap
lokasi pembangunan industri pengolahan
rotan di Kecamatan Pematang Karau
Kabupaten Barito Timur, dan (2) kajian
kelayakan usaha, meliputi aspek pasar dan
pemasaran, teknis dan teknologi, finansial
unit usaha industri pengolahan rotan
Bambulung.
2. TINJAUAN PUSTAKA
Kabupaten Barito Timur sendiri
memiliki bentangan hutan alam yang luas
dan kaya berbagai macam jenis pohon dan
hasil hutan ikutan lainnya (rotan) yang
memiliki potensi ekonomi cukup tinggi.
Ada beberapa jenis rotan yang terdapat di
Kabupaten Barito Timur. Dari 128 jenis
rotan yang telah teridentifikasi digunakan
secara lokal dan diperdagangkan secara
komersial di Indonesia, jenis rotan yang
paling banyak dari 7 marga yang ada adalah
marga Calamus yaitu 73 jenis, sedangkan
pada marga yang lain masing-masing
Daemonorops 31 jenis, marga Korthalsia
14 jenis, marga Plectocomia 2 jenis, marga
Plepcomiopsis 3 jenis, marga Myrialepis 2
jenis dan marga Ceratolobus sebanyak 3
jenis. Dari beberapa marga yang disebutkan
diatas, marga Calamus dan marga
Daemonorops merupakan marga yang
bernilai ekonomis tinggi.
Selama ini jalur pemasaran, dari
petani rotan dijual kepada pedagang
pengumpul dalam bentuk rotan basah,
kemudian pedagang pengumpul melakukan
proses pengolahan selanjutnya dan
menjualnya dalam bentuk rotan kering
dengan berbagai ukuran dan kualitas
kepada industri pengolahan rotan dan
pedagang besar yang berada di wilayah
Provinsi Kalimantan Selatan. Konsentrasi
terbesar pengusahaan rotan di Kabupaten
Barito Timur berada di Kecamatan
Pematang Karau, Kecamatan Paku dan
Kecamatan Karusen Janang. Menurut
Porter (2003) beberapa kekuatan yang
mempengaruhi persaingan dalam sebuah
industri, yaitu: pemasok (Supplier), pembeli
(Buyers), barang substitusi (Substitutes),
pendatang baru potensial (Potential
Entrance), dan para pesaing industri, yaitu
persaingan di antara perusahaan yang ada
dalam industri (Industry Competitors).
Studi Kelayakan Industri Pengolahan Rotan (
Lima kekuatan persaingan ini disebut
Five Competitive Force That Determine
Industry/Firm Profitability.
Gambar 1
Permasalahan yang dihadapi dalam
pengembangan unit usaha industri
pengolahan rotan di Kecamatan Pematang
Karau Kabupaten Barito Timur tersebut
adalah sampai seberapa jauh industri
pengolahan rotan tersebut
tambah dari produk yang dihasilkan.
Dengan demikian diharapkan hasil Studi
Kelayakan (Feasibility Study)
memberi gambaran yang jelas tentang
kelayakan pengembangan industri
pengolahan rotan di Bambulung Kecamatan
Pematang Karau Kabupaten Barito Timur.
Untuk meminimalkan risiko kegagalan
keputusan pendirian usaha atau unit industri
pengolahan rotan di suatu lokasi terpilih,
diperlukan suatu studi atau kajian yang
menganalisis kelayakannya dan disertai
perencanaannya. Dalam kajian kela
ini harus dipertimbangkan beberapa aspek
penting meliputi aspek pasar dan
pemasaran, aspek teknis teknologis, aspek
finansial, aspek kelembagaan dan legalitas,
aspek sosial budaya dan politik. Hasil dari
analisis terhadap aspek-aspek tersebut dapat
memberikan gambaran mengenai
permasalahan dan kendala yang mungkin
ada dan bakal terjadi, yang selanjutnya
dapat disusun rekomendasi
pengembangannya.
Supplier
Threat of New Products or Services
Bargaining Power Of Supplier
ndustri Pengolahan Rotan (Saputera)
Lima kekuatan persaingan ini disebut The
Five Competitive Force That Determine
Industry/Firm Profitability. Skema lima
kekuatan persaingan dalam sebuah industri
(Gambar 1).
Gambar 1. Lima Kekuatan Persaingan
Permasalahan yang dihadapi dalam
pengembangan unit usaha industri
pengolahan rotan di Kecamatan Pematang
Karau Kabupaten Barito Timur tersebut
adalah sampai seberapa jauh industri
pengolahan rotan tersebut memberi nilai
tambah dari produk yang dihasilkan.
Dengan demikian diharapkan hasil Studi
Feasibility Study) ini dapat
memberi gambaran yang jelas tentang
kelayakan pengembangan industri
pengolahan rotan di Bambulung Kecamatan
paten Barito Timur.
Untuk meminimalkan risiko kegagalan
keputusan pendirian usaha atau unit industri
pengolahan rotan di suatu lokasi terpilih,
diperlukan suatu studi atau kajian yang
menganalisis kelayakannya dan disertai
perencanaannya. Dalam kajian kelayakan
ini harus dipertimbangkan beberapa aspek
penting meliputi aspek pasar dan
pemasaran, aspek teknis teknologis, aspek
finansial, aspek kelembagaan dan legalitas,
aspek sosial budaya dan politik. Hasil dari
aspek tersebut dapat
emberikan gambaran mengenai
permasalahan dan kendala yang mungkin
ada dan bakal terjadi, yang selanjutnya
dapat disusun rekomendasi
Pengoperasian UPT Rotan
Bambulung tentunya memerlukan kajian
yang lebih mendalam terhadap berbagai
aspek yang saling terkait dalam
mengembangkan sebuah industri atau
pabrik pengolahan. Dalam rangka
mengembangkan industri pengolahan rotan
paling tidak harus mempertimbangan (1)
aspek ekonomi/pasar; (2) aspek teknis dan
teknologis; (3) aspek finansial; dan (4)
aspek kelembagaan. Keseluruhan aspek
tersebut akan menentukan dan
mempengaruhi kelayakan pendirian industri
pengolahan rotan di Kabupaten Barito
Timur. Keberadaan industri pengolahan
rotan tersebut hendaknya dapat
menghasilkan produk yang berkualitas
dengan nilai tambah yang tinggi. Di sisi
lain, keberadaannya sekaligus dapat
menjadi sumber pemasukan pendapatan
bagi Pemerintah Daerah.
Perolehan pendapatan ini akan
memperkecil jurang (kesenjangan) ekonomi
di dalam masyarakat. Sem
kesenjangan ekonomi didalam masyarakat,
maka akan semakin memperkecil pula
kesenjangan sosial dan berbagai penyakit
sosial dan akan meningkatkan
kesejahteraan sosial (Rusan
Mengingat bahwa lokasi industri
INDUSTRY
COMPETITORS
Rivalry Among
Excisting Firm
Potential
Entrance
Buyers
Substitutes
Supplier
Threat of New Products or Services
Threat of New Entrances Bargaining Power Of Supplier
Bargaining Power of Buyer
243
dalam sebuah industri
Pengoperasian UPT Rotan
Bambulung tentunya memerlukan kajian
yang lebih mendalam terhadap berbagai
ang saling terkait dalam
mengembangkan sebuah industri atau
pabrik pengolahan. Dalam rangka
mengembangkan industri pengolahan rotan
paling tidak harus mempertimbangan (1)
aspek ekonomi/pasar; (2) aspek teknis dan
teknologis; (3) aspek finansial; dan (4)
pek kelembagaan. Keseluruhan aspek
tersebut akan menentukan dan
mempengaruhi kelayakan pendirian industri
pengolahan rotan di Kabupaten Barito
Timur. Keberadaan industri pengolahan
rotan tersebut hendaknya dapat
menghasilkan produk yang berkualitas
nilai tambah yang tinggi. Di sisi
lain, keberadaannya sekaligus dapat
menjadi sumber pemasukan pendapatan
bagi Pemerintah Daerah.
olehan pendapatan ini akan
memperkecil jurang (kesenjangan) ekonomi
di dalam masyarakat. Semakin rendah
kesenjangan ekonomi didalam masyarakat,
maka akan semakin memperkecil pula
kesenjangan sosial dan berbagai penyakit
sosial dan akan meningkatkan
kesejahteraan sosial (Rusan at al, 2010).
Mengingat bahwa lokasi industri
Threat of New Entrances
f Buyer
244
pengolahan rotan belum ditetapkan oleh
Pemerintah Daerah Kabupaten Barito
Timur dan mesin/peralatan serta
infrastruktur pendukung sebagian sudah ada
maka studi kelayakan (Feasibility study
yang dilakukan adalah bertujuan untuk
melakukan kajian terhadap lokasi industri
pengolahan rotan yang didirikan
berdasarkan ketersediaan bahan baku,
pasar/pemasaran, teknis dan teknologis,
Gambar 2
3. METODOLOGI PENELITIAN
Kajian ini menggunakan metode
survei guna menjaring data dan informasi
langsung dari masyarakat, di samping
metode desk research. Adapun pendekatan
yang digunakan adalah pendekatan
ekonomi, lingkungan, dan pendekatan
sosial. Pendekatan ekonomi digunakan
untuk menilai kelayakan pendirian industri
pengolahan rotan ditinjau dari aspek
finansial, pasar dan manajemen. Adapun
pendekatan lingkungan dimanfaatkan untuk
menganalisis sejauh mana keadaan
lingkungan menunjang perwujudan
pendirian industri pengolahan rotan,
terutama sumberdaya yang diperlukan
seperti: air, energi, manusia dan ancaman
alam sekitar. Sedangkan pendekatan sosial
digunakan untuk mencermati sejauhmana
kehidupan sosial kemasyarakatan
terpengaruh oleh adanya pabrik tersebut.
Petani
Pengumpul
Kecamatan
Jurnal Teknik Industri, ISSN:1411
tetapkan oleh
Pemerintah Daerah Kabupaten Barito
Timur dan mesin/peralatan serta
infrastruktur pendukung sebagian sudah ada
Feasibility study)
yang dilakukan adalah bertujuan untuk
melakukan kajian terhadap lokasi industri
rotan yang didirikan
berdasarkan ketersediaan bahan baku,
pasar/pemasaran, teknis dan teknologis,
aspek organisasi, aspek finansial dan aspek
kelembagaan. Dengan demikian diharapkan
hasil studi kelayakan ini dapat memberikan
gambaran yang jelas tentang kel
pengembangan industri pengolahan rotan di
Bambulung Kecamatan Pematang Karau
Kabupaten Barito Timur.
pemasaran rotan yang dilakukan oleh petani
di Kabupaten Barito Timur khususnya di 3
Kecamatan penghasil rotan (Gambar 2)
Gambar 2. Saluran Distribusi Pemasaran Rotan
METODOLOGI PENELITIAN
Kajian ini menggunakan metode
survei guna menjaring data dan informasi
langsung dari masyarakat, di samping
. Adapun pendekatan
yang digunakan adalah pendekatan
ekonomi, lingkungan, dan pendekatan
Pendekatan ekonomi digunakan
untuk menilai kelayakan pendirian industri
pengolahan rotan ditinjau dari aspek
finansial, pasar dan manajemen. Adapun
lingkungan dimanfaatkan untuk
menganalisis sejauh mana keadaan
lingkungan menunjang perwujudan
pendirian industri pengolahan rotan,
terutama sumberdaya yang diperlukan
seperti: air, energi, manusia dan ancaman
alam sekitar. Sedangkan pendekatan sosial
unakan untuk mencermati sejauhmana
kehidupan sosial kemasyarakatan
terpengaruh oleh adanya pabrik tersebut.
3.1. Analisis Kelayakan Pasar dan
Pemasaran
Analisis kelayakan pasar dan
pemasaran dilakukan dengan melakukan
penelusuran dan penghimpunan informasi
melalui data primer dan sekunder serta
kegiatan survei lapang meliputi; permintaan
dan penawaran saat ini dan akan datang,
harga jual, target pasar, kendala pemasaran,
distribusi pemasaran, daerah pemasaran,
strategi pembentukan dan pengembangan
pasar rotan olahan, serta strategi terhadap
bauran pemasaran (produk, harga,
distribusi, dan promosi).
3.2. Analisis Kelayakan Teknis dan
Teknologi
Analisis Kelayakan Teknis mencakup
pemilihan lokasi usaha, sumber bahan baku,
proses produksi, bahan penolong,
perancangan neraca massa (kapasitas
produksi), penentuan kebutuhan mesin dan
peralatan (teknologi yang digunakan).
Kajian lokasi dilakukan untuk melakukan
Pengumpul
Kabupaten
Pabrik/
Pengumpul
Provinsi di
Kalsel
Ekspor
, ISSN:1411-6340
aspek organisasi, aspek finansial dan aspek
Dengan demikian diharapkan
ini dapat memberikan
gambaran yang jelas tentang kelayakan
pengembangan industri pengolahan rotan di
Bambulung Kecamatan Pematang Karau
Kabupaten Barito Timur. Distribusi
pemasaran rotan yang dilakukan oleh petani
di Kabupaten Barito Timur khususnya di 3
Kecamatan penghasil rotan (Gambar 2).
Analisis Kelayakan Pasar dan
Analisis kelayakan pasar dan
pemasaran dilakukan dengan melakukan
penelusuran dan penghimpunan informasi
melalui data primer dan sekunder serta
kegiatan survei lapang meliputi; permintaan
dan penawaran saat ini dan akan datang,
harga jual, target pasar, kendala pemasaran,
distribusi pemasaran, daerah pemasaran,
strategi pembentukan dan pengembangan
n olahan, serta strategi terhadap
bauran pemasaran (produk, harga,
Analisis Kelayakan Teknis dan
Analisis Kelayakan Teknis mencakup
pemilihan lokasi usaha, sumber bahan baku,
proses produksi, bahan penolong,
neraca massa (kapasitas
produksi), penentuan kebutuhan mesin dan
peralatan (teknologi yang digunakan).
Kajian lokasi dilakukan untuk melakukan
Ekspor
Studi Kelayakan Industri Pengolahan Rotan (Saputera) 245
evaluasi terhadap penetapan lokasi
pembangunan unit usaha industri
pengolahan rotan yang sudah ada di
Bambulung Kecamatan Pematang Karau
Kabupaten Barito Timur, apakah cocok
ditetapkan sebagai lokasi pengembangan
industri pengolahan rotan di Kabupaten
Barito Timur. Pendekatan yang digunakan
adalah Metode Perbandingan Eksponensial
(MPE).
Kajian pemilihan teknologi proses
dilakukan dengan metode heuristik antara
lain dengan pertimbangan sebagai berikut:
besarnya harga pokok produksi rotan
dengan teknologi tersebut, sumberdaya
pendukung, daya terima masyarakat
pengguna hasil olahan rotan, kemudahan
dan kelayakan dalam pengadaan mesin dan
peralatan, kemudahan dalam operasional
produksi dan harga alat yang ditawarkan.
Pada prinsipnya pertimbangan tersebut
dilakukan dengan masukan pertimbangan
oleh pakar yang sesuai atas kriteria-kriteria
pemilihan yang disebutkan di atas. Selain
itu, Pemilihan teknologi dilakukan dengan
mempertimbangkan kondisi spesifik di
lokasi studi dibandingkan dengan
kebutuhan yang dipersyaratkan oleh
masing-masing jenis teknologi yang ada.
Hasil kajian akan merekomendasikan jenis
teknologi pengolahan rotan yang cocok
untuk dikembangkan di lokasi studi. Selain
keandalan teknologi dan ramah lingkungan,
pertimbangan ekonomis (harga) teknologi
tersebut menjadi kriteria-kriteria utama.
3.3. Analisis Kelayakan Finansial
Analisis kelayakan finansial
mencakup jumlah/kebutuhan investasi
untuk tanah dan bangunan, mesin, peralatan
dan biaya-biaya lainnya, modal kerja, biaya
tetap, biaya tidak tetap dan sumber
pembiayaan. Analisis kelayakan finansial
diperlukan untuk mengkaji jumlah dana
yang diperlukan untuk mendirikan industri
pengolahan rotan di Bambulung Kecamatan
Pematang Karau Kabupaten Barito Timur
dan biaya mengoperasikannya. Kajian
aspek finansial meliputi penentuan jenis
pembiayaan, besaran biaya (modal) yang
dibutuhkan baik investasi maupun modal
kerja serta perhitungan kriteria kelayakan
finansialnya sehingga diketahui layak atau
tidaknya usaha industri pengolahan rotan di
Bambulung secara finansial. Analisis
kelayakan finansial menggunakan metode
penghitungan: Benefit-Cost Ratio (B/C
Ratio), NPV (Net Present Value), IRR
(Internal Rate of Return), waktu
pengembalian modal (PP, payback period)
serta analisis sensitivitas.
3.4. Metode Pengumpulan dan Analisis
Data
Dalam rangka penyusunan Studi
Kelayakan Pengembangan Industri
Pengolahan Rotan di Bambulung
Kecamatan Pematang Karau Kabupaten
Barito Timur dilakukan pengumpulan data
(a) data primer, diperoleh melalui
wawancara dengan narasumber antara lain:
petani dan kelompok tani rotan, pengrajin
dan pedagang pengumpul serta calon
pengguna hasil olahan rotan yang ada di
lokasi dan dari lokasi lain melalui studi
banding, dan (b) data sekunder, antara lain
data kuantitatif dan kualitatif yang terkait
dan diperoleh dari dinas dan instansi
terkait, internet, literatur dan bahan
referensi lainnya.
Instrumen pengumpulan data
menggunakan daftar pertanyaan (kuesioner)
dan daftar kebutuhan data sekunder.
Kuesioner ditujukan kepada beberapa
kelompok responden, yaitu : pejabat terkait
di Dinas Pertanian, Dinas Perkebunan dan
Kehutanan dan Dinas Perindustrian dan
Perdagangan di tingkat kabupaten Barito
Timur, Camat dan Kepala Desa di lokasi
terpilih, pengurus kelompok tani, petani
rotan, dan pihak-pihak yang mewakili
pengguna hasil olahan rotan seperti
pengrajin, pedagang pengumpul rotan,
pengolah rotan yang ada selama ini.
Analisis data dilakukan terhadap (a)
Kelayakan Pasar dan Pemasaran, dilakukan
dengan teknik analisis deskriptif meliputi
kecendrungan (trend) produksi, potensi
pemasaran dan lain-lain. Sedangkan analisis
kelembagaan dan Legalitas, Kelayakan
Operasional/SDM dan Aspek Sosial dan
Politik dilakukan secara deskriptif
berdasarkan data primer dan sekunder yang
diperoleh, kelayakan teknis dan teknologi
serta ekonomi dan sosial. Analisis
Pemilihan Lokasi Lokasi pendirian pabrik
(industri pengolahan rotan) ditentukan
dengan menggunakan Metode
246 Jurnal Teknik Industri, ISSN:1411-6340
Perbandingan Eksponensial. Metode
Perbandingan Eksponsial (MPE) digunakan
untuk pengambilan keputusan dalam
pemilihan lokasi. Langkah yang ditempuh
adalah (a).penyusunan pilihan lokasi yang
akan dipilih, (b).penyusunan kritria
keputusan yang akan dikaji, (c).penentuan
rating, yaitu derajat kepentingan relatif
setiap kriteria dengan menggunakan skala
konversi tertentu sesuai dengan keinginan
pengambil keputusan, dan (d).penentuan
bobot, yaitu derajat kepentingan relatif
dalam setiap pilihan keputusan pada setiap
kriteria keputusan. Perhitungan total nilai
setiap pilihan keputusan menggunakan
rumus (Marimin,2008) :
TKK
m
j
n K R
=
=
1
) .... , ( (NT) NilaiTotal
(1)
Dimana:
RK = derajat kepentingan relatif
kriteria ke j pada pilihan
keputusan ke i
TKK = derajat kepentingan kriteria ke j
n = jumlah pilihan keputusan
m = jumlah kriteria keputusan
i = 1,2,3, ..........n
j = 1,2,3,...........m
Urutan prioritas keputusan dilakukan
dengan mengurutkan nilai total masing-
masing alternatif yang dimulai dari
alternatif dengan nilai tertinggi sampai
dengan nilai yang terendah.
4. HASIL DAN PEMBAHASAN
4.1. Kelayakan Pasar dan Pemasaran
Melihat lokasi pemasaran,
penyebaran hasil dan pengolahan rotan
menjadi barang setengah jadi maupun
barang jadi yang terjadi, diketahui bahwa
masyarakat Kabupaten Barito Timur tidak
memperoleh nilai tambah dari mata rantai
komoditas rotan. Maka sangat potensial
untuk memperpendek mata rantai
pemasaran dan jarak tempuh pemasaran
serta pengolahan rotan selanjutnya,
mengingat biaya yang digunakan untuk
operasional cukup besar. Pengembangan
industri pengolahan rotan akan
menguntungkan para petani rotan di sekitar
wilayah Barito Timur mengingat
keberadaan industri pengolahan rotan akan
memunculkan multiplier effects bagi
aktivitas perekonomian lainnya (Saputera at
al, 2008). Selanjutnya, apabila industri
pengolahan rotan di Bambulung Kecamatan
Pematang Karau Kabupaten Barito Timur
dapat beroperasi, diharapkan hasil industri
pengolahan rotan dapat di jual kepada
konsumen, baik bagi penggunaan pengrajin
yang ada diwilayah Kabupaten Barito
Timur, maupun untuk industri di luar
Kabupaten Barito Timur.
4.2. Kelayakan Teknis dan Teknologi
Berdasarkan analisis sumber bahan
baku potensial di Kabupaten Barito Timur
terdapat di 3 (tiga) Kecamatan, yaitu
Kecamatan Pematang Karau, Kecamatan
Paku dan Kecamatan Karusen Janang.
Selama ini ketiga Kecamatan tersebut
merupakan pemasok utama bahan baku
rotan ke pabrik pengolahan rotan yang ada
di daerah Kalimantan Selatan. Kabupaten
Barito Timur memiliki luas kebun sekitar
55.000 Ha dengan potensi produksi 50.000
ton/th atau sekitar 3,57% dari total produksi
Kalimantan Tengah. (Disperindag Kab.
Bartim, 2008). Daerah lain yang dekat
dengan Kabupaten Barito Timur adalah
Kabupaten Barito Selatan yang memiliki
luas kebun rotan 325.000 Ha dengan
perkiraan produksi rotan 300.000 ton/tahun
dan Kabupaten Barito Utara seluas 105.000
ha dengan potensi produksi 100.000/tahun
(Disperindag Prov. Kalteng, 2008). Di
samping itu kedua Kabupaten tetangga
tersebut belum memiliki industri
pengolahan rotan. Dengan demikian
dimungkinkan kedua Kabupaten tersebut
termasuk pensuplai bahan baku untuk
kebutuhan industri pengolahan rotan di
Bambulung.
Berdasarkan hasil penentuan lokasi
menggunakan metode MPE pada ketiga
calon lokasi tersebut setelah dilakukan
perhitungan skor terbobot, Kecamatan
Pematang Karau merupakan daerah yang
mempunyai total skor tertinggi yaitu
sebesar 106 diikuti Kecamatan Karusen
Janang sebesar 92 dan Kecamatan Paku
sebesar 86. Berdasarkan kriteria tersebut
lokasi yang terpilih adalah Kecamatan
Pematang Karau dengan jumlah skor
sebesar 106. Ini berarti lokasi industri
Studi Kelayakan Industri Pengolahan Rotan (Saputera) 247
pengolahan rotan di Kecamatan Pematang
Karau (Bumbulung) adalah lokasi yang
sudah tepat dijadikan lokasi industri
pengolahan rotan.
Mengingat mesin peralatan telah
tersedia, maka penentuan kebutuhan mesin
peralatan yang ideal berdasarkan bahan
baku yang tersedia di Kabupaten Barito
Timur dilakukan menggunakan persamaan
matematis. Di samping itu penyusunan
kebutuhan mesin dan peralatan berguna
untuk mencari tingkat kapasitas produksi
yang sesuai dengan tingkat pelayanan yang
optimal dengan alokasi waktu yang
tersedia. Jumlah jam kerja dalam industri
pengolahan rotan di Bambulung adalah 8
jam per hari dan 6 hari kerja dalam
seminggu, sehingga rata-rata 25 hari kerja
per bulan. Hasil perhitungan penentuan
kebutuhan mesin dan peralatan untuk
industri pengolahan rotan berdasarkan data
yang telah diolah (Tabel 1).
Tabel 1 Jumlah Kebutuhan Mesin dan Peralatan
No. Jenis Mesin
Peralatan
Jlh.Bahan
Baku (Pij)
Waktu
Tersedia
(Cij)
Kapasitas
(1/Tij)
Waktu
Produksi
(Tij)
Kebutuhan
Mesin
1. Mesin Pembelah
Rotan
1.500 kg 8 jam 31,25 kg/jam 0.032 6
2. Mesin Penyerut
Rotan
1.500 kg 8 jam 15.62 kg/jam 0.064 12
3. Mesin Pelurus Rotan 1.500 kg 8 jam 46,87 kg/jam 0.022 4
4. Mesin Webbing
(Penganyam)
850 kg 8 jam 53.13 kg/jam 0.019 2
5. Mesin Dowel 1.500 kg 8 jam 93,75 kg/jam 0.011 2
6. Mesin Ketam 400 mm 8 jam 50 mm/jam 0.020 1
7. Mesin Pompa Air 1512 m3/h 8 jam 189 m3/h 0.005 1
8. Genset 640 KVA 8 jam 40 KVA 0.025 2
Dari data Tabel 1, memperlihatkan
bahwa mesin peralatan yang telah ada di
industri pengolahan rotan di Bambulung
memenuhi persyaratan berdasarkan
ketersediaan bahan baku dan kapasitas
produksi yang ditentukan. Dengan kapasitas
produksi 1 ton/hari, agar sesuai dengan
tingkat pelayanan yang optimal pada
alokasi waktu yang tersedia, maka jumlah
jam kerja pada industri pengolahan rotan di
Bambulung ditetapkan selama 8 jam per
shift. Kemudian dalam proses pencucian
bahan baku rotan sebanyak 1.150 Kg/hari
menggunakan mesin pompa air yang
berkapasitas 189 m
3
/h selama 8 jam dengan
jumlah kebutuhan air sebanyak 1.512 m
3
/h.
4.3. Kelayakan Finansial
Kelayakan finansial yang dikaji
dalam penelitian ini adalah kelayakan
finansial untuk kegiatan pabrik pengolahan
rotan menjadi barang setengah jadi (kulit
rotan, dan hati rotan terdiri dari filtrit dan
core). Alat analisis yang digunakan untuk
mengkaji kelayakan investasi di atas
meliputi Benefit Cost Ratio (B/C Rasio),
Net Present Value (NPV), Internal Rate of
Return (IRR), Cash Flow (CF), dan
Payback Period (PP). Evaluasi finansial
dilakukan dengan tingkat Discount Factor
(DF) atau tingkat suku bunga sebesar 12%.
Penentuan tingkat suku bunga ini
digunakan berdasarkan tingkat suku bunga
pinjaman yang berlaku pada bank yang ada
di Kalimantan Tengah. Sedangkan umur
ekonomis mesin pengolah rotan selama 10
tahun.
Beberapa komponen biaya yang
diperhitungkan sebagai investasi dalam
pabrik pengolah rotan menjadi barang
setengah jadi, meliputi pra-investasi
(pembelian tanah, sertifikasi, IMB,
proposal, studi kelayakan, Amdal, SIUP,
instalasi pabrik, instalasi listrik), investasi
untuk bangunan sipil (kantor, gudang dan
bangunan pabrik), investasi untuk
perlengkapan umum (genset, timbangan,
248 Jurnal Teknik Industri, ISSN:1411-6340
terpal, pompa air, dirigen dan tower),
investasi untuk pembelian mesin pabrik
(Splitting, Corring, dan Sheeting), dan
biaya pra-operasional (biaya pembelian
bahan baku, biaya tenaga kerja, gaji
karyawan, listrik dan bahan penunjang
lainnya). Besarnya biaya yang dibutuhkan
sebelum memperoleh penerimaan (investasi
awal dan pra-operasional), yaitu
Rp.2.901.931.594.- (dua milyar sembilan
ratus satu juta sembilan ratus tiga puluh
satu ribu lima ratus sembilan puluh empat
rupiah). Karena investasi tersebut sumber
pembiayaannya berasal dari Pemerintah
maka dalam penelitian ini hanya
diperhitungkan biaya bunga sebesar
12%/tahun sebagai proxy dari opportunity
cost selama 10 tahun. Lebih rinci nilai
kelayakan usaha pabrik pengolahan rotan
(Tabel 2).
Tabel 2. Nilai Kelayakan Usaha Pabrik Pengolahan Rotan
No. Alat Analisa Nilai Interpretasi
1 B/C Ratio 1,298 > 1 layak
2 NPV Rp. 4.581.128.722 Positif layak
3 IRR 45,725% > 12% layak
4 Net CF Rp. 63.233.837 Positif layak
5 PP Tahun ke-5 < usia ekonomis (10 tahun) layak
Sumber: Analisis Data Primer, 2010.
Nilai kelayakan beserta interpretasi
yang disajikan pada Tabel 2,
mengindikasikan bahwa usaha pabrik
pengolahan rotan layak dilaksanakan/
diusahakan (go). Penilaian investasi
menggunakan payback period atau Periode
Pengembalian merupakan cara penilaian
investasi yang paling sederhana dan paling
banyak digunakan. Metode ini tidak
memasukkan unsur nilai waktu uang di
dalam perhitungannya. Periode
pengembalian didefinisikan sebagai
banyaknya periode (tahun) yang diperlukan
untuk menutup pengeluaran investasi yang
dilakukan. Investasi dapat dilakukan jika
periode pengembalian lebih pendek dari
jangka usia ekonomis pabrik. Karena usia
ekonomis pabrik dihitung selama 10 tahun,
dan payback period dapat dicapai pada
tahun ke-5, maka investasi ini dapat atau
layak untuk dilanjutkan. Secara terperinci
penjelasan kelayakan finansial usaha
industri pengolahan rotan sebagai berikut:
Nilai Net Present Value (NPV) yang
dihasilkan usaha pabrik pengolahan rotan
adalah Rp. 4.581.128.722,-. Nilai NPV
usaha pabrik pengolahan rotan lebih besar
dari 0. Sesuai dengan kriteria NPV maka
usaha pabrik pengolahan rotan layak untuk
diterima. Hasil perhitungan kriteria
investasi untuk usaha pabrik pengolahan
rotan besarnya nilai IRR adalah 45,725%.
Ini berarti IRR usaha pabrik pengolahan
rotan lebih besar dari tingkat bunga
(Discount Factor) yaitu sebesar 12%.
Berdasarkan kriteria investasi, usaha pabrik
pengolahan rotan layak untuk diterima.
Dari hasil perhitungan, nilai B/C R yang
dihasilkan untuk usaha pabrik pengolahan
rotan adalah sebesar 1,298. Hasil B/C R ini
lebih besar dari 1 (B/C R 1). Sesuai
kriteria investasi, maka usaha pabrik
pengolahan rotan layak untuk diterima.
Hasil perhitungan menunjukkan bahwa
Payback Period untuk usaha pabrik
pengolahan rotan periode pengembalian
investasi (payback period) adalah Tahun
ke-5. Hasil Payback Period usaha pabrik
pengolahan rotan ini lebih singkat dari
umur ekonomis mesin pengolah rotan,
sehingga sesuai kriteria investasi, maka
usaha pabrik pengolahan rotan layak untuk
diterima.
4.4. Analisis Sensitivitas
Analisis sensitivitas digunakan untuk
melihat kepekaan proyek terhadap
penurunan harga jual produk atau kenaikan
biaya bahan baku, input dan utilitas.
Menurut Gray at al, (1992), analisis
sensitivitas diperlukan untuk
mengantisipasi kemungkinan kesalahan
dalam menilai biaya atau manfaat serta
untuk mengantisipasi kemungkinan terjadi
perubahan suatu unsur harga pada saat
Studi Kelayakan Industri Pengolahan Rotan (Saputera) 249
proyek tersebut dilaksanakan. Perubahan
yang mungkin terjadi adalah kenaikan
dalam biaya konstruksi (cost over run),
perubahan dalam harga hasil produksi,
terjadi penurunan pelaksanaan pekerjaan,
dan lain-lain. Hasil analisis sensitivitas
pendirian industri pengolahan rotan (Tabel
3).
Tabel 3. Analisis Sensitivitas Pendirian Industri Pengolahan Rotan
No. Kriteria Investasi
Kenaikan Harga Bahan Baku,
Bhn Penolong dan by angkut
Penjualan 10%
Harga Jual
Turun 8%
DF Naik 5%
atau DF 17%
1. NPV (Rp) 3.907.033.295 2.982.850.134 3.282.995.124
2. IRR (%) 41,055 34,723 45,726
3. B/C Ratio 1,243 1,194 1,249
4. PP (tahun) 7 tahun 9 tahun 5 Tahun
Sumber: Analisis Data Primer, 2010
Hasil analisis sensitivitas pada Tabel
3, diketahui kondisi biaya operasional
industri pengolahan rotan layak
dikembangkan. Pada kondisi kenaikan
harga bahan baku, bahan penolong dan
biaya angkut penjualan sebesar 10% dan
penurunan harga jual 8% serta discount
factor (DF) menjadi 17%, pendirian pabrik
ini masih layak dengan nilai NPV positif,
IRR lebih besar dari suku bunga Bank, B/C
R lebih dari satu, dan Payback Period/PP
di bawah umur ekonomis.
Mengingat perhitungan yang
digunakan pada analisis ini hanya
menggunakan tiga jenis produk yang
dihasilkan yaitu kulit, filtrit dan core, maka
industri ini akan lebih efektif bila
menggunakan beberapa hasil produk olahan
dalam bentuk jadi dengan kombinasi
beberapa produk yang dihasilkan. Dengan
demikian efesiensi penggunaan tenaga
kerja, proses produksi dan kapasitas mesin
akan dapat lebih optimal. Pada akhirnya
akan berpengaruh terhadap jangka waktu
pengembalian investasi (Payback Period)
tentunya akan lebih cepat, sehingga
keuntungan akan lebih cepat pula diperoleh.
5. KESIMPULAN
Berdasarkan studi kelayakan industri
pengolahan rotan di Kecamatan Pematang
Karau Kabupaten Barito Timur dapat
disimpulkan sebagai berikut :
(1) Rantai pemasaran rotan rakyat di
Barito Timur selama ini yaitu hasil
usaha rotan rakyat dijual kepada
pedagang pengumpul. Selanjutnya
pedagang pengumpul mengolah
sampai menjadi rotan kering kemudian
dijual ke wilayah Kalimantan Selatan
dengan harga yang berfluktuasi sesuai
dengan kondisi pasar di Kalimantan
Selatan.
(2) Berdasarkan hasil survey baik dari data
sekunder maupun data primer (hasil
wawancara dan kuesioner) ditemukan
bahwa bahan baku rotan yang ada di
Kabupaten Barito Timur mampu
memenuhi kebutuhan industri
pengolahan rotan di Bambulung
Kecamatan Pematang Karau
Kabupaten Barito Timur.
(3) Berdasarkan hasil analisis Metode
Perbandingan Eksponensial (MPE)
sesuai beberapa kreteria keputusan,
lokasi industri pengolahan rotan di
Bambulung sudah tepat.
(4) Terhadap semua mesin sudah
dilakukan uji coba dan ternyata
berfungsi dengan baik kecuali mesin
webbing karena ada bagian dari
peralatan mesin (sparepart) yang tidak
terpasang.
(5) Berdasarkan hasil analisis kelayakan
investasi menunjukkan bahwa industri
pengolahan rotan di Bambulung layak
dikembangkan. Hal ini terbukti dengan
nilai B/C ratio > 1, NPV positif, IRR >
12 %, Net Cash Flow positif pada
tahun ke 5 berarti Payback Period <
usia ekonomis mesin (10 tahun) dan
gedung (10 tahun).
(6) Berdasarkan hasil analisis sensitivitas
kenaikan harga bahan baku, bahan
penolong dan biaya angkut penjualan
250 Jurnal Teknik Industri, ISSN:1411-6340
maksimal 10%, penurunan harga jual
maksimal 8%, tingkat bunga (Discount
Factor) naik 5%, industri pengolahan
rotan masih layak untuk
dikembangkan, hal ini terbukti dengan
nilai NPV positif, IRR melebihi suku
bunga Bank dan B/C Ratio > 1 dan
Payback Period masih < umur
ekonomis gedung dan mesin.
6. DAFTAR PUSTAKA
[1] Rusan, A.S, Bambang S.L, Eddy,L.
Muses E. Saputera. Ewal,H. dan
Palentina. 2010. Laporan Evaluasi
Kinerja Pembangunn Daerah Provinsi
Kalimantan Tengah. Kerjasama Deputi
Bidang Evaluasi Kinerja Pembangunan
Kementerian Perencanaan
Pembangunan Nasional/BAPPENAS
dengan Universitas Palangka Raya.
[2] Disperindag, Prov. Kalteng. 2008.
Laporan Tahunan Disperindag Provinsi
Kalimantan Tengah Tahun 2007.
Palangka Raya.
[3] Disperindag, Kab.Bartim. 2008.
Laporan Tahunan Dinas Perindustrian
dan Perdagangan Kabupaten Barito
Timur. Provinsi Kalimantan Tengah.
[4] BPS. 2008. Barito Timur dalam Angka.
Kerjasama BPS Kabupaten Barito
Timur dengan Badan Perencanaan
Pembangunan dan Penanaman Modal
Daerah Kabupatn Barito Timur,
Provinsi Kalimantan Tengah.
[5] Porter, Michael E. 2003. Strategi
Bersaing. Erlangga. Jakarta.
[6] Marimin. 2004. Teknik dan Aplikasi
Pengambilan Kepuusan Kroteria
Majemuk. Grassindo. Jakarta.
[7] Gray C, Simanjuntak, Maspaitela dan
Varley. 1992. Pengantar Evaluasi
Proyek. PT.Gramedia Pustaka Utama.
Jakarta.
[8] Saputera dan Rajudinnor. 2008.
Penyusunan Peta Panduan
Pengembangan Sentra IKM Kerajinan
Anyaman di Kabupaten Barito Selatan
dan Kabupaten Kapuas. Kerjasama
Pusat Penelitian Perdesaan dan
Ekonomi Kerakyatan Lemlit Unpar
dengan Dinas Perindustrian dan
Perdagangan Provinsi Kalimantan
Tengah.
Studi Kelayakan Industri Pengolahan Rotan (Saputera) 251
INTERVENSI ERGONOMI KOGNITIF
UNTUK MENGURANGI KESALAHAN KERJA OPERATOR
DI STASIUN KERJA CUTTING DAN SEWING PT. ABC
Dian Mardi Safitri
1)
, Winnie Septiani
2),
Astrida Destianty Kemala Putri
3)
1,2,3
Laboratorium Desain Sistem Kerja dan Ergonomi, Jurusan Teknik Industri, FTI, Universitas Trisakti
ABSTRACT
Standard Operating Procedures (SOPs) are made simpler to be more easily understood
and implemented. In cutting and sewing station of PT. ABC, there is still a lot of work error
allegedly caused by operator error, although the mechanism of action is tightly regulated step
by step in accordance with SOPs. Preliminary studies indicate that defects in the cutting and
sewing station amounted to 3 and 2% of the total units of production. This research was
conducted to identify the cognitive aspects of workers and provide suggestions ergonomic
intervention to reduce processing errors due to human factors. The study begins with the
identification of significant factors suspected to affect cognitive workload of the operator. The
results include working conditions, work activities, and the type of work error. The proposed
ergonomic intervention are design of form material requisition for warehouse, a special
marking on the roll of fabric, marking images / dress code pattern on the material, and the
provision of board size (size pack) for the sewing operator. Short-term memory span tests were
performed to measure the short-term memory ability of the operator after work. Observation of
operator errors, speed work and also performed in this study. Results of the measurements were
used as parameters of success ergonomic intervention undertaken. Implementation of this
improvement showed a decreasing number of working errors, increased operating speed, and
reduced errors in the tests given the short-term memory span.
Keywords: short term memory span, cognitive ergonomics
1. PENDAHULUAN
4
PT. ABC adalah perusahaan garmen
yang memproduksi blouse, kemeja, blazer,
jaket, celana panjang, dan rok. Proses
produksi garmen bermula dari Stasiun
cutting yang memotong bahan baku dan
membuat pola untuk dilanjutkan ke bagian
sewing. Stasiun sewing kemudian menjahit
bahan tersebut sesuai pola. Bahan yang
telah dijahit kemudian diserahkan kepada
stasiun quality control yang bertugas
memeriksa seluruh bahan yang telah jadi
tersebut. Setelah lolos quality control,
kegiatan produksi dilanjutkan ke bagian
ironing, pakaian jadi tersebut disetrika
dengan menggunakan setrika uap. Pada
bagian terakhir adalah finishing yang
bertugas untuk mengepak produk-produk
yang telah jadi. Identifikasi awal
permasalahan menunjukkan banyaknya
Korespondensi :
1
Dian Mardi Safitri
E-mail : dianne_ms@yahoo.com
kesalahan yang terjadi pada bagian cutting
dan sewing. Di bagian cutting, pekerja
harus mengingat banyak sekali jenis bahan
dan pola yang berbeda. Akibatnya, pekerja
di bagian cutting sering melakukan
kesalahan dalam memotong bahan dan
membuat pola. Sedangkan di bagian sewing
sering terjadi kesalahan dalam menjahit
seperti jahitan yang terlepas atau benang
yang menggumpal.
Produksi pakaian wanita di
perusahaan ini mencapai 3500 pieces/bulan,
pada kondisi awal, jumlah produk cacat di
stasiun cutting mencapai 3% atau sebesar
105 bahan yang cacat dan di bagian sewing
2% atau sebesar 70 pieces pakaian yang
cacat. Penyebab utama dari kecacatan ini
adalah human error, yaitu kesalahan
pemotongan bahan, pembuatan pola dan
saat penjahitan. Kesalahan-kesalahan ini
terkait dengan kapasitas kognitif,
khususnya memori, para pekerja. Ergonomi
kognitif, dalam lingkup penelitian ini
berkaitan dengan proses mental manusia,
252 Jurnal Teknik Industri, ISSN:1411-6340
termasuk di dalamnya persepsi, ingatan,
dan reaksi, sebagai akibat dari interaksi
manusia terhadap pemakaian elemen
sistem.
Stasiun cutting dan sewing memiliki
peranan yang sangat besar dalam
keseluruhan rangkaian proses produksi
garmen. Operator cutting bertugas untuk
mengambil bahan baku di gudang dan
membawanya ke stasiun cutting, kemudian
memotong kain, membuat pola dan
menggunting kain berdasarkan pola.
Sedangkan operator sewing bertugas
mengambil kain yang telah dipotong dari
stasiun cutting dan membawanya ke stasiun
sewing, kemudian menjahitnya sesuai pola,
memasang kancing dan retsleting, dan
membordir serta memasang payet jika
diperlukan. Penelitian ini dilakukan untuk
mengidentifikasi, mengukur dan
menganalisis aspek kognitif para pekerja
yang mempengaruhi hasil produksi dan
memberikan usulan perbaikan berkaitan
dengan ergonomi kognitif untuk
meminimasi kesalahan kerja operator.
2. TINJAUAN PUSTAKA
Kognisi, yang dalam bahasa
latin disebut cognitio (pengenalan), adalah
istilah yang mengacu pada perbuatan atau
proses mengetahui maupun pengetahuan
sendiri, Kognisi ini melibatkan persepsi,
memori, intuisi dan putusan .
Prinsip-prinsip belajar (secara umum)
dapat diterapkan pada manusia dan
binatang, tetapi memori hanya terjadi
pada human learning yang merupakan
proses krusial bagi manusia. Hal ini
merujuk pada cara mengalirkan informasi
yang ditangkap indra, diteruskan, direduksi,
dielaborasi, ditemukan kembali, dan
dimanfaatkan.
Informasi adalah sensori input yang
berasal dari lingkungan yang memberikan
petunjuk tentang sesuatu yang terjadi.
Proses kognitif adalah proses-proses mental
yang meliputi mengetahui tentang dunia,
seperti, persepsi-atensi-berpikir-
memecahkan masalah dan memori. Karena
proses kognitif ini adalah mata rantai dari
proses-proses mental.
Teori information-processing adalah
teori tentang memori yang didasarkan
kepada kesamaan antara proses otak
manusia dengan komputer. Bukan berarti,
otak manusia dengan komputer itu cara
kerjanya sama. Akan tetapi, secara umum
ada kesamaan, sehingga teori ini menjadi
bermanfaat.
3. METODOLOGI PENELITIAN
Dalam penelitian ini dilakukan
pengamatan objektif dengan mengukur
kecepatan kerja dan kesalahan kerja. Untuk
pengukuran ini digunakan software Design
Tool. Studi awal yaitu melakukan
pengamatan awal untuk mengukur
kecepatan kerja, kesalahan kerja dan waktu
respon dilakukan sebanyak 30 kali, lalu.
Pengkuran ini dilakukan dengan
menggunakan tingkat ketelitian 5% dan
tingkat kepercayaan 95%.
Hasil studi awal menjadi dasar usulan
intervensi ergonomi yang akan dilakukan.
Pilihan alternatif jenis intervensi akan
ditetapkan dengan cara brainstorming
dengan PT ABC. Parameter keberhasilan
intervensi ergonomi adalah meningkatnya
kecepatan kerja, menurunnya kesalahan
kerja dan meningkatnya waktu respon
memori.
4. HASIL DAN PEMBAHASAN
4.1 Hasil Studi Awal
Dalam studi awal, diindentifikasi
beberapa kesalahan kerja di stasiun cutting,
yaitu: kesalahan pengambilan bahan kain,
yaitu kesalahan warna dan motif kain di
gudang bahan baku, kesalahan dalam
pembuatan pola, dan kesalahan pemotongan
bahan berupa ketidaksesuaian dengan pola
dan ukuran bahan yang telah ditentukan.
Sedangkan di stasiun sewing terjadi
kesalahan pada pemasangan kancing atau
retsleting dimana ukuran kancing atau
retsleting yang dipasang tidak sesuai
dengan size pack yang ditentukan.
Hasil dari tes short term memory
span ini berupa data real dari memori para
operator cutting dan sewing. Dari hasil tes
ini, maka akan terbukti bahwa memori
jangka pendek (short term memory) para
operator tidak terlalu baik untuk mengingat
sesuatu yang beragam dan dalam waktu
yang singkat, semua itu dapat dilihat dari
Intervensi Ergonomi Kognitif
berapa banyak kesalahan yang telah
terdeteksi pada hasil tes tersebut. Output
pengukuran menunjukkan bahwa masih
adanya kesalahan dalam menyebutkan
kembali deretan angka yang harus diingat.
Hasil dari tes short memory span
menunjukan bahwa memori jangka pendek
dari para operator tidak berjalan dengan
baik, dengan kata lain operator mempunyai
memori yang tidak stabil dan ter
susah untuk mengingat dengan baik. Hasil
tes ini menguatkan dugaan bahwa
kesalahan kerja yang diidentifikasi karena
operator yang lupa akan ukuran bahan
menjadi terbukti dengan kapasitas
term memory yang memang tidak stabil dan
terbatas.
Berdasarkan hasil pengamatan
langsung dan brainstorming
diperoleh suatu kesalahan kerja yang
disebabkan oleh tidak stabilnya memori dan
pekerja yang tidak fokus. Beberapa
intervensi ergonomi yang akan dilakukan
adalah:
1. Pembuatan form untuk pengambilan
bahan di gudang agar meminimasi
kesalahan pengambilan bahan.
2. Pemberian tanda khusus pada roll
bahan kain.
3. Pemberian tanda gambar
pakaian pada bahan.
4. Memberikan papan ukuran (
pada operator sewing
pakaian sebelum dan sesudah dij
tidak berubah.
4.2 Form Pengambilan Bahan
Pada proses pengambilan bahan
kain dari gudang ke
operator memang tidak terlalu banyak
membuat kesalahan, tetapi apabila terjadi
kesalahan pengambilan bahan kain maka
akan membuang-buang waktu
produksi menjadi tidak maksimal. F
pengambilan bahan ini dirancang untuk
mengurangi kesalahan pengambilan bahan
sampai tingkat tidak terjadi kesalahan.
Bahan yang akan diambil akan terdeteksi
dan diperiksa langsung tanpa adanya
kesalahan.
Gambar 1 menunjukkan
pengambilan bahan yang dirancang sesuai
kebutuhan pengambilan bahan seperti
nomor pengambilan sampel, hari dan
Intervensi Ergonomi Kognitif (Dian Mardi Safitri)
berapa banyak kesalahan yang telah
terdeteksi pada hasil tes tersebut. Output
pengukuran menunjukkan bahwa masih
ahan dalam menyebutkan
kembali deretan angka yang harus diingat.
short memory span ini
menunjukan bahwa memori jangka pendek
dari para operator tidak berjalan dengan
baik, dengan kata lain operator mempunyai
memori yang tidak stabil dan terkadang
susah untuk mengingat dengan baik. Hasil
tes ini menguatkan dugaan bahwa
kesalahan kerja yang diidentifikasi karena
operator yang lupa akan ukuran bahan
menjadi terbukti dengan kapasitas short
yang memang tidak stabil dan
sarkan hasil pengamatan
brainstorming, dapat
diperoleh suatu kesalahan kerja yang
disebabkan oleh tidak stabilnya memori dan
pekerja yang tidak fokus. Beberapa
intervensi ergonomi yang akan dilakukan
Pembuatan form untuk pengambilan
han di gudang agar meminimasi
kesalahan pengambilan bahan.
Pemberian tanda khusus pada roll
Pemberian tanda gambar/kode pola
Memberikan papan ukuran (sizepack)
sewing agar ukuran
pakaian sebelum dan sesudah dijahit
Form Pengambilan Bahan
Pada proses pengambilan bahan
kain dari gudang ke cutting station,
memang tidak terlalu banyak
membuat kesalahan, tetapi apabila terjadi
kesalahan pengambilan bahan kain maka
buang waktu dan proses
produksi menjadi tidak maksimal. Form
pengambilan bahan ini dirancang untuk
mengurangi kesalahan pengambilan bahan
sampai tingkat tidak terjadi kesalahan.
Bahan yang akan diambil akan terdeteksi
dan diperiksa langsung tanpa adanya
mbar 1 menunjukkan form
pengambilan bahan yang dirancang sesuai
kebutuhan pengambilan bahan seperti
nomor pengambilan sampel, hari dan
tanggal pengambilan, nama operator yang
mengambil bahan, kode bahan yang
diambil, warna dan corak bahan yang akan
diambil, dan catatan.
PT. ABC
FORM PENGAMBILAN BAHAN KAIN
No. Form
Hari & Tanggal
Nama Operator
Kode Bahan
Warna Bahan
Corak Bahan
Catatan Lainnya
TTD Operator
Gambar 1. Perancangan
Bahan
4.3 Pemberian Tanda Khusus Pada Roll
Bahan Kain
Tanda khusus yang diberikan pada
ujung roll bahan kain berfungsi sebagai
tanda yang akan membantu meningatkan
para operator akan ukuran kain dan jumlah
kain yang akan dipotong. Gambar 2
menunjukan perancangan tanda khusus
pada roll bahan untuk operator
tanda khusus ini tertera kode bahan, warna
bahan, contoh sampel bahan, ukuran kain
yang akan dipotong dan banyaknya kain
yang akan dipotong. Untuk meminimasi
kesalahan operator, tanda khusus
ditambahkan contoh sampel kain.
Gambar 2. Tanda Khusus Pada Roll Bahan
253
tanggal pengambilan, nama operator yang
mengambil bahan, kode bahan yang
diambil, warna dan corak bahan yang akan
FORM PENGAMBILAN BAHAN KAIN
TTD Pengawas
Gambar 1. Perancangan Form Pengambilan
Bahan
Pemberian Tanda Khusus Pada Roll
Tanda khusus yang diberikan pada
ujung roll bahan kain berfungsi sebagai
tanda yang akan membantu meningatkan
para operator akan ukuran kain dan jumlah
kain yang akan dipotong. Gambar 2
menunjukan perancangan tanda khusus
pada roll bahan untuk operator cutting, pada
tanda khusus ini tertera kode bahan, warna
bahan, contoh sampel bahan, ukuran kain
yang akan dipotong dan banyaknya kain
yang akan dipotong. Untuk meminimasi
kesalahan operator, tanda khusus
ditambahkan contoh sampel kain.
Khusus Pada Roll Bahan
254 Jurnal Teknik Industri, ISSN:1411-6340
4.4 Pemberian Tanda Gambar/Kode
Pola Pakaian Pada Bahan
Pemberian tanda pola pakaian
diberikan berfungsi hampir sama dengan
pemberian tanda khusus pada roll bahan
yaitu untuk membantu mengingatkan
operator akan pembuatan dan pemotongan
pola pada bahan kain. Pembuatan pola
pakaian dan pemotongannya sering
mengalami kesalahan kerja operator cutting
karena banyaknya rama dari bahan kain
yang akan dibentuk meskipun dari satu
bahan yang sama. Pada perancangan
gambar contoh pola tertera nomor kode
bahan, warna bahan, contoh sampel bahan
kain, banyaknya pola yang akan dibentuk
dan dipotong, dan contoh gambar pola,
seperti gambar 3.
Gambar 3. Tanda Gambar Pola Pakaian
4.5 Pemberian Papan Ukuran
Pemberian papan ukuran berfungsi
untuk memberikan keterangan tentang
sizepack yang sesuai dengan ukuran
standar, agar bahan yang akan diproses
sebelum dan sesudah dijahit tidak
melenceng dari ukuran standar. Operator
sewing banyak melakukan kesalahan
adanya pengerutan pakaian yang
menyebabkan ukuran pakaian tidak sesuai
sizepack yang telah ditentukan. Pada
gambar 4 menunjukan gambar papan
ukuran yang dirancang untuk operator
sewing, dimana didalam papan ukuran itu
tertera nomor kode bahan, warna bahan,
tabel urutan sizepack standar, dan gambar
desain baju.
Gambar 4. Papan Ukuran Sizepack
4.6 Implementasi
Implementasi usulan ini dilakukan
untuk bagian cutting dan sewing di PT.
ABC selama 6 hari kerja pada shift 1 pada
tanggal 19 25 Oktober 2010. Usulan yang
akan diimplementasikan adalah pemakaian
form pengambilan bahan kain, tanda khusus
pada roll bahan-bahan kain yang akan
dipotong yaitu dengan menggunakan tanda
berwarna-warni di ujung roll bahan kain
dan contoh gambar pola yang akan
diproses. Selain itu pada tanda usulan juga
diberikan keterangan berapa meter bahan
yang akan dipotong dan berapa banyak
bahan yang akan dipotong dalam satu roll
serta berapa banyak model pakaian. Lalu
pemberian papan ukuran pada operator
sewing untuk meminimasi perubahan
ukuran pakaian.
Gambar 5 dan 6 menunjukan
perbandingan kesalahan kerja operator
cutting dan sewing sebelum dan sesudah
usulan perbaikan diimplementasikan.
Gambar 5. Perbandingan Kesalahan Kerja
Operator Cutting
Intervensi Ergonomi Kognitif (Dian Mardi Safitri) 255
Gambar 6. Perbandingan Kesalahan Kerja
Operator Sewing Sebelum dan Sesudah
Usulan
Sementara hasil pengukuran dari
hasil tes short term memory span setelah
implementasi menunjukkan penurunan
kesalahan mengingat. Dalam tes, ketentuan
yang diberikan kepada operator pada tes
setelah implementasi sama dengan
ketentuan yang diberikan sebelum
implementasi yaitu time period (5sec), list
length (5), trials of each (3). Tes diberikan
kepada satu operator masing-masing bagian
cutting dan sewing. Tes ini dilakukan
selama 6 hari kerja dengan kapasitas soal
sebanyak tiga soal.
Dengan intervensi ergonomi ini,
didapatkan perbaikan pada kecepatan kerja.
Pengukuran waktu dengan teknik jam henti
menunjukkan penghematan waktu 8 menit
dalam kegiatan pemotongan oleh operator
cutting menjadi 4 empat menit. Sedangkan
waktu kerja operator sewing dalam
menyelesaikan satu piece pakaian tetap 15
menit.
5. KESIMPULAN
Implementasi dari perbaikan yang
diusulkan menunjukkan adanya penurunan
jumlah kesalahan kerja, meningkatnya
kecepatan kerja, dan berkurangnya
kesalahan mengingat dalam tes short term
memory span.
6. DAFTAR PUSTAKA
[1] Bridger, R.S., 1995, Introduction to
Ergonomics, McGraw Hill, New York.
[2] Koetler, KHE, et al., 2001.
Ergonomics: How to Design for Ease
and Efficiency. Second Edition,
Prentice Hall, New Jersey.
[3] Robinson-Riegler, Gregory, Bridget
Robinson Riegler, 2009. Cognitive
Psychology: Appliying the Science of
The Mind. Second Edition, Pearson
Education, Inc., Boston.
256 Jurnal Teknik Industri, ISSN:1411-6340
ANALISA TATA LETAK PABRIK UNTUK MEMINIMALISASI
MATERIAL HANDLING DI PABRIK SHEET METAL
DENGAN SOFTWARE PROMODEL
Sri Lestari
Human Resources Division, PT. Sinar Inti Electrindo Raya
ABSTRACT
A manufacturing company that produces sheet metal product which based on job order.
The product is sheet metal to meet domestic demand and exports with the increasing scale of
demand, which needs to improve the production to meet the targets. In the initial observation,
the production target was found to be far from target. It is because of some factors, such as the
insufficient number of machinery and the inefficient layout of the factory.
The paper discusses about the analysis of factory layout using Promodel software to
achieve the fast and accurate calculation. The purpose of analysis of the factory layout is to
minimize the material handling so that it can optimize the realization of the production targets.
Keywords: Factory layout, Promodel Software, moment of transfer.
1. PENDAHULUAN
5
Tujuan dari suatu proses manufaktur
adalah menghasilkan produk dengan tingkat
efisiensi dan kualitas yang tinggi dengan
biaya minimum dan dapat segera memenuhi
kebutuhan dari konsumennya. Pada obyek
pengamatan ini, yaitu sebuah industri
manufaktur yang memproduksi produk-
produk sheet metal seperti rak supermarket,
casing outdoor AC, panel server, panel
control, rak VCD/DVD, , filling cabinet dll.
Dengan makin meningkatnya jumlah
permintaan, diperlukan proses manufaktur
yang lebih efisien. Pada awal pengamatan,
ditemukan bahwa pabrik belum dapat
memenuhi permintaan yang ada dengan
optimal, dimana sering terjadi
keterlambatan atau ketidak mampuan
memenuhi jadwal pengiriman. Hal ini
disebabkan oleh tata letak pabrik yang
kurang tepat, karena untukmelakukan
pemindahan material produksi antar
departemen kerja, jarak yang dibutuhkan
cukup jauh sehingga memerlukan waktu
yang lama.
Pada makalah ini akan dilakukan
perhitungan dan simulasi untuk
mendapatkan tata letak pabrik yang optimal
dengan meminimalkan material handling
Korespondensi :
Sri Lestari
E-mail : lesta_ree26@yahoo.com
pada lantai produksi.Jika material handling
minimal, maka secara tidak langsung akan
menyebabkan peningkatan kapasitas,
peningkatan efisiensi, pengurangan biaya
produksi dan pengurangan kemacetan pada
proses produksi.
Adapun analisa ini dilakukan dengan
mengambil data dan ukuran tertentu yang
dianggap mewakili semua jenis produk
yaitu panel server. Metodologi yang
digunakan adalah :
Melakukan pengumpulan data, bahan
pustaka dan referensi
Melakukan pengambilan data di
lapangan dengan melakukan pengukuran
waktu proses pada masing-masing mesin
yang digunakan
Sebelum melakukan analisis awal pada
kondisi tata letak pabrik, dilakukan
perhitungan jumlah mesin yang
dibutuhkan untuk memenuhi permintaan
yang ada, yaitu dengan cara menghitung
nilai efisiensi pada masing-masing
mesin dan jumlah produksi yang
seharusnya diproduksi oleh masing-
masing mesin.
Menggunakan simulasi untuk
memperoleh tata letak pabrik yang
paling optimal dengan meminimalkan
material handling, yaitu dengan
menggunakan software Promodel
Analisa Tata Letak Pabrik (Sri Lestari) 257
2. PROSES PRODUKSI PANEL
SERVER
2.1 Karakteristik Sheet Metal
Karakteristik yang penting dari sheet
metal dan plat adalah perbedaan bentuk
yang beraneka ragam seperti batang
(bars), strip, dan datar (flat).
Ketebalan relatif kecil dibandingkan
panjang dan lebarnya.
Perbedaan antara sheet metal dan plat
ditentukan dari ketebalannya.
Sheet Metal mempunyai ketebalan
kurang dari 5 mm (3/16). Plat
mempunyai ketebalan lebih dari 5
biasanya berbentuk coils (gulungan)
Material yang digunakan pada industri
sheet metal pada umumnya baja tapi
sering juga logam lain seperti
alumunium, tembaga, perak, dan emas.
2.2 Produk sheet metal mempunyai
karakteristik positif yaitu :
Ringan, material diperlukan kecil,
ekonomis dan pada saat pemotongan
kekuatan dan energi yang diperlukan
sedikit serta mudah dibentuk.
Lebih bervariasi ketebalannya.
Format pengiriman standar dari
bermacam-macam benda kerja dapat
diproses menjadi daftar barang yang
diperlukan relatif kecil.
Mudah dibentuk dengan press, bending,
deep drawing, dipress dan diroll.
Mudah untuk dipotong dengan
pounching, nibbling, laser cutting,
plasma cutting
Dapat dsambung dengan berbagai cara
yaitu welding, rivetting, glueing,
screwing, joining dan folding.
Mudah untuk di packing dan di kirim.
Dapat didaur ulang dan aman untuk
lingkungan.
2.3 Proses Produksi
1. Proses Cutting
Adalah Proses dimana plat dipotong/
sesuai dengan gambar/design/
kebutuhan atau aktifitas yang
menekankan pada pemrosesan raw
material (plat) yang masih berbentuk
lembaran untuk dibuatkan profil-profil
tertentu (bulat, elips, kotak, dan
sebagainya). Mesin-mesin yang
digunakan adalah mesin laser, mesin
potong, mesin CNC punching
(Euromac, Trumpf TC 200 & Trumpf
TC 5000), CNC-Laser (L-3050), CNC
Press Brake dan mesin-mesin press
lainnya.
Mesin Laser mengerjakan proses
cutting dengan menggunakan sistem
laser dengan bahan utama
pemotongnya gas nitrogen dan oksigen.
2. Proses Punching
Adalah Proses dimana part dilubangi
sesuai dengan gambar/design/
kebutuhan. Mesin punching
mengerjakan proses cutting, nibbling &
forming, bahan pemotongnya memakai
tools berupa punch+alignment ring dan
stripper + dies. Saat ini mesin punching
telah berjumlah 4 unit.
3. Proses Bending
Adalah Proses dimana part ditekuk
sesuai gambar/design/kebutuhan atau
aktifitas yang melakukan proses
penekukan pada part-part hasil dari
proses flat processing dengan sudut
tertentu. Sudut yang dapat dibentuk
adalah sudut apa saja tergantung
toolsnya, hingga kini sudut yang dapat
dikerjakan adalah 30, 45, 90, 180
derajat. Mesin bending yang ada
sekarang adalah T-130, V-85S dan V-
130.
4. Proses Welding/Joining
Adalah Proses dimana part
digabungkan dengan dua atau lebih
part lainnya menjadi satu sesuai dgn
gambar/design/kebutuhan atau aktifitas
untuk melakukan penyambungan dua
part menjadi satu dengan proses
pengelasan. Mesin-mesin yang
digunakan adalah saprom S3, MIG
(Metal Inner Gas), TIG, mesin las spot
dan stud.
5. Proses Painting
Adalah Proses dimana part dicat
dengan powder coating, yang
sebelumnya part-part tersebut telah
proses pre-treatment dengan
gambar/design/kebutuhan.
Proses Pre-Treatment adalah aktifitas
untuk melakukan perendaman terhadap
part-part yang akan di powder coating
dengan cara degreasing, rinsing,
surface conditioning, phospating,
curing statis.
258 Jurnal Teknik Industri, ISSN:1411-6340
Proses Painting adalah aktifitas untuk
melakukan pengecatan part dengan
material powder coating dengan tujuan
produk terhindar dari karat. Warna
powder yang digunakan RAL 7032 dan
warna-warna lain. Untuk appearance
adalah texture dan non texture.
Temperatur ideal 200
o
C/10 menit.
Proses painting melalui proses
spraying, curing conveyor, cooling
down.
6. Proses Assembling
Adalah Proses perakitan part-part
sesuai dengan gambar/design/keb.
menjadi satu produk atau aktifitas
untuk melakukan perakitan/assembly
dari part-part menjadi satu unit produk.
Alat-alat yang digunakan meliputi
Screw Driver, Riveter, mesin mur
tembak, kunci (seperti : kunci pas,
obeng plus, obeng minus),Rachet,
Drilling Machine, Tapping Machine.
7. Proses Quality Control
Adalah aktifitas untuk melakukan
pemeriksaan di awal/incoming,
tengah/inproses dan akhir/final,
sebagai panduan digunakan operation
standard dan hasil pemeriksaan dituang
ke dalam check sheet, jika ditemukan
ketidak- sesuaian dituang ke dalam
NCR/Non Conformances Report.
Jenis-jenis alat ukur yang digunakan
seperti Micrometer, Vernier Caliper,
Dial Indicator, Busur Derajat, Coating
Thickness Tester, dsb.
3. PENGOLAHAN DATA DAN
ANALISA KONDISI AWAL
3.1. Pembagian Area Produksi
1. Area Raw Material
2. Area Cutting Machine
3. Area Punching Machine
4. Area Bending
5. Area Buffer setelah proses bending
6. Area Welding/Joining
7. Area Painting
8. Area Buffer setelah proses painting
9. Area Assembling
10. Warehouse
3.2. Analisa Perpindahan Material
Asumsi yang digunakan :
Jenis produk yang diamati panel server
Tahapan proses yang dilalui :
1. Proses Cutting
2. Proses Punching
3. Proses Bending
4. Proses Welding/Joining
5. Proses Painting
6. Proses Assembling
Replikasi sebanyak 3 kali
Waktu Produksi 8 jam
3.3. Data Awal
Tabel 1. Koordinat Masing-masing area
produksi
Dari hasil pengamatan tersebut didapatkan
asumsi momen perpindahan :
1. Area Raw Material ke Area Cutting
Machine (N9 ke N1) : 2 meter
2. Area Cutting Machine ke Area Buffer
(N1 ke N2) : 2, 167 meter
3. Area Buffer ke Area Punching (N2 ke
N3) : 2, 387 meter
4. Area Punching Machine ke Area
Bending Machine (N3 ke N4) : 3,418
meter
5. Area Bending Machine ke Area Buffer
(N5 ke N6) : 2,335 meter
6. Area Buffer ke Area Welding Machine
(N6 ke N7) : 3, 028 meter
7. Area Welding Machine ke Area
Painting Machine (N7 ke N8) : 2,971
meter
8. Area Painting Machine ke Area
Buffer (N8 ke N10) : 2,346 meter
9. Area Buffer ke Area Assembling
(N10 ke N11) : 2,579 meter
10. Area Assembling ke Area Warehouse
(N11 ke N12) : 5,358 meter
Analisa Tata Letak Pabrik (Sri Lestari) 259
Dari rincian tersebut di atas didapatkan
jumlah momen : 28,589 meter
3.4. Data Pada Proses Iterasi 1
Tabel 1. Koordinat Masing-masing area
produksi Iterasi 1
Dari hasil pengamatan tersebut didapatkan
asumsi momen perpindahan :
1. Area Raw Material ke Area Cutting
Machine (N9 ke N1) : 1 meter
2. Area Cutting Machine ke Area Buffer
(N1 ke N2) : 1, 167 meter
3. Area Buffer ke Area Punching (N2 ke
N3) : 1, 387 meter
4. Area Punching Machine ke Area
Bending Machine (N3 ke N4) : 3,112
meter
5. Area Bending Machine ke Area Buffer
(N5 ke N6) : 1,621 meter
6. Area Buffer ke Area Welding Machine
(N6 ke N7) : 1,606 meter
7. Area Welding Machine ke Area
Painting Machine (N7 ke N8) : 2,404
meter
8. Area Painting Machine ke Area
Buffer (N8 ke N10) : 1,887 meter
9. Area Buffer ke Area Assembling
(N10 ke N11) : 1,472 meter
10. Area Assembling ke Area Warehouse
(N11 ke N12) : 2,402 meter
Dari rincian tersebut di atas didapatkan
jumlah momen : 18, 058 meter
4. ANALISA PERBAIKAN TATA
LETAK AREA PRODUKSI
Berdasarkan hasil pengamatan diatas
ternyata perubahan path network dapat
mempengaruhi terhadap jumlah total
momen.
Gambar 1. Tata Letak Awal
Dalam pelaksanaan analisa perbaikan
tata letak area produksi dapat menggunakan
software Promodel sehingga dapat
melakukan simulasi sebelum melakukan
perbaikan.
Keuntungan menggunakan software
Promodel adalah waktu perhitungan yang
lebih cepat dan praktis serta akurasi yang
baik.
260 Jurnal Teknik Industri, ISSN:1411-6340
Kelemahannya adalah software ini
hanya berpatokan pada bentuk tata letak
yang sesuai pada program awal sehingga
bentuk-bentuk yang dihasilkan tanpa
mempertimbangkan unsur-unsur yang
memudahkan operasional kerja. Selain itu
perubahan layout area produksi dapat
meminimasikan area yang dibutuhkan
dalam proses tersebut.
Gambar 2. Tata Letak Proses Iterasi 1
5. PENUTUP
Produktivitas kerja dapat ditingkatkan
dengan melakukan penyusunan ulang
fasilitas-fasilitas yang ada. Untuk
menghasilkan layout area produksi yang
lebih baik dapat menggunakan software
Promodel sehingga dapat melakukan
simulasi dan perhitungan untuk penyusunan
layout yang baru. Dengan menggabungkan
kedua cara ini diharapkan keakuratan dan
layout yang terbaik dapat diperoleh
sehingga dapat memberikan manfaat
sebesar-besarnya untuk perusahaan.
6. DAFTAR PUSTAKA
[1] Apple, J.M., 1962, Plant Layout and
Material Handling, The Macmillan
Company, New York.
[2] Tjakraatmadja, S.A., 1979, Teknik
Tata Cara Kerja, Jurusan Teknik
Industri, Institut Teknologi Bandung,
Bandung.
[3] Wignjosoebroto, S., 1985, Teknik Tata
Cara dan Pengukuran Waktu Kerja,
Institut Teknologi Sepuluh November.
Surabaya.
[4] Wignjosoebroto, S., 1996, Tata Letak
Pabrik dan Pemindahan Bahan, PT
Guna Widya, Jakarta.
[5] Wignjosoebroto, S., 1995, Ergonomi,
Studi Gerak dan Waktu, PT Guna
Widya. Jakarta.
Analisa Tata Letak Pabrik (Sri Lestari) 261
USULAN PERANCANGAN PROSES PRODUKSI TEROTOMASI
UNTUK PERAKITAN CABIN TRUCK COLT DIESEL (TD)
DI PT. KYRM
Aditya Kristi Saputra
1)
, Amal Witonohadi
2)
1,2
Jurusan Teknik Industri, Fakultas Tehnologi Industri, Universitas Trisakti
ABSTRACT
PT KYRM is a commercial vehicle assembly company with the output product Colt Diesel
(TD) which will be the main focus in this research. The TD production process is done thru
certain stages, which are welding, painting, and trimming. This research is focused on welding
process with specialty in main body construction that combine all components in welding,
which are under body, back assy, front assy, roof assy, and door install.
The main issue is one of the production process stages which the spot welding, is
regularly done manually by using the manual portable spot welding. This process takes the
longer time in assembling the Cabin TD. Hence, the update work system is required. The idea to
minimize the assembly time is by planning the automatic production system thru certain stages.
The recommended robot to illustrate the spot welding process is an ABB IRB 6660 robot
or any other robot that comply the specific needs in spot welding process. Moreover, other
components in working area such as turn table, lamp indicator, and position sensor with optic
sensor are added.
The distance measurement evaluation estimates that the total time needed to assembly the
proposed main body system is 514.25 seconds, compare to initial system process which needs
220.87 seconds. With less system process efficiency 57.06% from the initial system process, the
production is estimated increase from 7 main body unit/hour up to 16 main body unit/hour.
Keywords: Automation, Main body Construction, Robotic System, sensor
1. PENDAHULUAN
6
Sistem otomasi saat ini telah
berkembang pesat di berbagai bidang
terutama bidang industri. Hal ini
diakibatkan oleh meningkatnya permintaan
konsumen serta semakin ketatnya
persaingan dalam dunia industri.
Sistem terotomasi mengacu pada
efisiensi waktu, efisiensi tenaga dan
efisiensi biaya. Otomasi dalam sistem
produksi memberikan banyak keuntungan,
antara lain: Menurunkan ongkos produksi,
meningkatkan jumlah produk,
meningkatkan kualitas produk,
mendapatkan mutu produk yang konstan,
mengurangi Manufacturing Lead Time.
Korespondensi :
1
Aditya Kristi Saputra
E-mail :akudandya@gmail.com
2
Amal Witonohadi
E-mail : amal@trisakti.ac.id
PT. KYRM merupakan sebuah
perusahaan perseroan terbatas yang
bergerak dalam bidang perakitan kendaraan
bermotor jenis niaga atas dasar permintaan
konsumen yaitu; (1) Jenis Fuso, (2) Jenis
Colt Diesel (TD), (3) Jenis L-300, dan (4)
Jenis CJ-M. Dimana sampai saat ini
permintaan terbesar pada jenis Colt Diesel
(TD) yaitu 3768 unit per bulan dengan
kapasitas produksinya sebesar 18 unit/jam.
Dengan kondisi obyektif demikian
maka diperlukan perbaikan dalam proses
perakitan tipe TD agar dapat terpenuhi
target yang diharapkan.
Dalam perakitan TD terdapat
beberapa proses yaitu welding, painting,
dan trimming. Pada proses welding,
komponen-komponen untuk membuat cabin
TD dirakit dengan cara spot welding
sehingga menjadi unit cabin-body atau
bagian depan (kepala) TD yang sesuai
262 Jurnal Teknik Industri, ISSN:1411-6340
standar kualitas yang telah ditetapkan.
Setelah itu dilanjutkan ke proses painting
untuk pemberian warna dan yang terakhir
adalah masuk ke bagian trimming untuk
dirakit dengan komponen lain seperti
mesin, chassis, dan roda sehingga menjadi
suatu TD yang utuh. Dari ketiga proses
tersebut, hanya bagian welding yang masih
menggunakan sistem manual sepenuhnya
sehingga menghabiskan proses produksi
yang lama dan memiliki tingkat kecacatan
yang cukup tinggi. Maka penelitian akan
difokuskan pada proses welding.
Dalam proses welding, sebuah TD
memiliki beberapa komponen yang harus
disatukan sehingga menjadi sebuah cabin
TD. Komponen - komponen tersebut antara
lain roof assy, front assy, back assy, dan
under body. Keempat komponen ini akan
digabung menjadi main body yang terdiri
dari main body 1 dan main body 2. Proses
tersebut dilanjutkan dengan pemasangan
door sehingga menjadi suatu kesatuan cabin
TD. Proses pengerjaan main body akan
menjadi pembahasan utama dalam
pengerjaan.
Tabel 1. Waktu Proses Spot Welding Cabin TD
Under body Back assy Front assy Roof assy Main body Door Install
Standar 160 135 155 130 339 168
Cacat dalam produksi terdiri dari ;
(1) penyok, (2) hasil spot menonjol, (3) spot
salah titik, dan (4) Spatter atau kerusakan
pada cat.
Tujuan dari penelitian ini adalah
untuk memperbaiki sistem kerja yang ada,
salah satunya adalah dengan merancang
proses produksi terotomasi untuk
mempercepat waktu proses dan
meminimasi jumlah produk cacat. Selain itu
proses produksi terotomasi ini diharapkan
dapat mengatasi beberapa permasalahan
yang terjadi selama ini.
2. TINJAUAN PUSTAKA
Otomasi menyebabkan suatu proses
yang memiliki urutan proses tertentu dapat
dilakukan dengan sedikit atau tanpa
intervensi manusia (Groover, 2001, hal 75).
Berbagai sistem otomasi telah
manggantikan peran manusia dalam
menjalankan proses manufaktur. Hal ini
dikarenakan persaingan yang ada didalam
dunia industri makin kompetitif dimana
suatu perusahaan harus memenuhi target
produksi seiring meningkatnya permintaan
konsumen tanpa mengabaikan kualitas
produk yang dihasilkan. Pekerjaan dengan
sistem terotomasi dilakukan dengan
menggunakan suatu program instruksi yang
dikombinasi dengan suatu sistem
pengendali yang bertujuan untuk
menjalankan instruksi yang telah
ditentukan.
Berikut adalah alasan penggunaan
otomasi dalam suatu sistem manufaktur
(Groover, 2001, hal 16-17):
1. Untuk meningkatkan produkstivitas
tenaga kerja.
2. Untuk mengurangi biaya tenaga kerja.
3. Untuk mengurangi dan menghilangkan
tugas-tugas manual dan kasar.
4. Untuk memperbaiki keselamatan kerja.
5. Untuk memperbaiki kualitas produksi.
6. Untuk mengurangi waktu tunggu
(leadtime) manufaktur.
7. Untuk menghindari biaya yang tinggi
karena tidak terotomasi
Fixed
automation
Flexible
automation
Production quantity
P
r
o
d
u
c
t
v
a
r
i
e
t
y
1,000,000 10,000 100 1
Programmable
automation
Gambar 1. Jenis Otomasi, Fungsi dari
Volume dan Variasi Produk
Usulan Perancangan Proses Produksi Terotomasi (Aditya Kristi Saputra) 263
Controller Actuator Process
Feedback
sensor
(1)
Input
parameter
(2)
Output
variable
(3) (6)
(4)
(5)
Gambar 2. Sistem Kontrol Kendali Tertutup
Robot industri terdiri dari lengan
(arm) dan pinggang yang dirakit
sedemikian rupa hingga dapat digunakan
untuk menjangkau benda kerja pada lokasi
tertentu yang masih berada di dalam
jangkauannya. Komponen utama robot
yaitu manipulator, sensor, aktuator dan
kontroler (Pitowarno, 2006 hal 15).
Link 0
Link 1
Link 2
Joint 1
Joint 2
Base
End-of-arm
Gambar 3. Diagram Konstruksi Robot
Daerah kerja robot (work envelope
robot) merupakan besarnya ruang yang
masih mungkin dapat dijangkau oleh ujung
pergelangan robot dan bukan oleh ujung
jepit (end gripper) dari robot. Daerah kerja
robot ditentukan berdasarkan karakteristik
fisiknya : struktur geometri, dimensi
komponen lengan robot serta batas dari
pergerakan persendiannya (Chang, 1991,
hal.431).
Gambar 4. Daerah kerja robot
Terdapat tiga metoda dalam
melakukan suatu pemrograman untuk
sebuah robot : leadthrough programming,
robot programming languages dan
simulation and off-line programming
[Groover, 2001, hal 275-276]. Metode yang
umum digunakan untuk pemrograman robot
adalah leadthrough programming sehingga
dalam tugas akhir ini menggunakan
leadthrough programming.
Metode leadthrough programming
adalah metode pemrograman pergerakkan
robot sesuai lintasan gerakan yang
diinginkan melalui perantara memori
pengendali yang berisikan rekaman
lintasan. [Groover, 2001, hal 276].
Di dalam penggunaan sebuah robot
terdapat dua hal yang penting dari
karakterisitik suatu robot yaitu; (1) akurasi
dan (2) repeatability (pengulangan).
Tingkat akurasi dari sebuah sumbu axis
yang linier adalah 1.5 kali dari resolusi
control, ditambah mekanikal error. Dalam
sebuah koordinat kartersian robot, dimana
semua 3 sumbu axis dasarnya linier, tingkat
akurasinya dapat dianggap seragam (sama),
jika hanya pada daerah kerja robot saja.
Pengulangan (repeatability) merupakan
tahap statistikal Tahap ini tidak dijelaskan
bagaimana terjadinya kesalahan dalam
menentukan koordinat gerakan, akan tetapi
menjelaskan bagaimana suatu posisi pada
koordinat gerakan diulang ulang.
ManneQuin Pro V10.2 merupakan
salah satu software komputer yang dapat
digunakan untuk menganalisa prinsip
ergonomi, berdasarkan model manusia dan
desain program ergonomic. Software ini
juga dapat digunakan untuk
mensimulasikan pekerjaan yang berkaitan
pekerja (manusia) dengan peralatan
kerjanya dengan penerapan prinsip-prinsip
ergonomi. Selain dapat mensimulasikan
kerja, software ini juga dapat
mengkreasikan bentuk manusia tiga
dimensi pada layar komputer yang
pengoperasiannya hanya dengan mengklik
mouse komputer.
Model Manusia tiga dimensi ini
dapat digerakkan dengan bermacam-macam
gaya dan dapat dilihat pada beberapa
tampilan, jarak atau perspektif. Hasil dari
tampilannya dapat di-print atau
264 Jurnal Teknik Industri, ISSN:1411-6340
dipindahkan ke software grafik lainnya.
ManneQuin dapat digunakan untuk
kegiatan berjalan, mengambil, menjangkau,
suatu obyek. Jadi kita dapat menggunakan
program ini untuk bermacam-macam
keperluan, seperti untuk membuat area
kerja di industri.
Dalam mengamati suatu pekerjaan
waktu merupakan hal yang sangat penting
untuk dipastikan karena dengan waktu kita
bisa mengetahui berapa lama proses atau
lamanya suatu produksi. Pengukuran waktu
merupakan pekerjaan mengamati dan
mencatat waktu waktu kerja setiap proses.
Dalam mencatat waktu harus diperhatikan,
agar tidak menganggu kerja operator, baik
itu dari gerakan ataupun dari sisi
kecanggungan operator ketika diamati
(Sutalaksana, 1979, halaman 131).
Untuk mengetahui apakah data yang
diambil telah memenuhi syarat kecukupan,
maka jumlah data minimal yang diperlukan
dapat dihitung berdasarkan rumus
(Sutalaksana, 1979, hal 134) :
2
2 2
) (
'
j
j
j
x
x x N
s
z
N
(1)
Dimana :
s adalah persentase (%) tingkat ketelitian =
10%
Nadalah jumlah minimum data
pengukuran yang dibutuhkan.
N adalah jumlah pengamatan pendahuluan
yang dilakukan.
Selanjutnya adalah mengolah data
untuk menghitung waktu baku, dapat
diperoleh dengan mengikuti langkah-
langkah sebagai berikut :
1. Menghitung waktu siklus :
x
N
x
W
i
s
= =
(2)
2. Menghitung waktu normal :
W
n
= W
s
x p (3)
dimana :
- p adalah faktor penyesuaian, faktor ini
dihitung bila operator bekerja dengan
tidak wajar, sehingga perhitungan waktu
perlu disesuaikan untuk mendapatkan
waktu penyelesaian pekerjaan yang
normal.
- p = 1 bila operator bekerja dengan wajar.
- p 1 bila operator bekerja dengan
lambat.
- p 1 bila operator bekerja dengan cepat.
3. Menghitung waktu baku
Wb = Wn + (Wn x k) (4)
dimana : k adalah faktor kelonggaran
Konsep sistem merupakan sebuah
gambaran dan perkiraan mengenai
teknologi, prinsip kerja serta bentuk
produk. Konsep system adalah gambaran
singkat bagaimana sistem memuaskan
kebutuhan pemakai. Proses penyusunan
konsep dimulai dengan serangkaian
kebutuhan pemakai dan spesifikasi target
dan diakhiri dengan terciptanya beberapa
konsep produk.
Pengelasan adalah proses fabrikasi
atau patung yang menghubungkan bahan-
bahan, biasanya logam atau termoplastik,
dengan menyebabkan koalesensi. Hal ini
sering dilakukan dengan melelehkan benda
kerja dan menambahkan bahan pengisi
untuk membentuk kolam material cair
(kolam las) yang mendingin menjadi
bersama yang kuat, dengan tekanan
kadang-kadang digunakan bersama dengan
panas, atau dengan sendirinya, untuk
menghasilkan las. Hal ini berbeda dengan
solder dan mematri, yang melibatkan leleh
bahan rendah-leleh-titik antara benda kerja.
Las titik (Spot welding) adalah
pengelasan memakai metode resistansi
listrik dimana pelat lembaran dijepit dengan
dua elektroda. Ketika arus dialirkan maka
terjadi sambungan las pada posisi jepitan.
3. METODOLOGI PENELITIAN
Penelitian pendahuluan merupakan
tahap awal yang dilakukan untuk mengenal
kondisi perusahaan sehingga dapat
mengetahui permasalahan yang dihadapi
oleh perusahaan. Tahap awal ialah dengan
melakukan pengamatan pada proses
assembly cabin Truk Colt Diesel ( TD ) di
PT. KYRM.
Pengumpulan data dilakukan dengan
mengumpulkan semua data baik yang
berhubungan langsung dengan pengolahan
data dan analisis, maupun data-data lain
Usulan Perancangan Proses Produksi Terotomasi (Aditya Kristi Saputra) 265
yang secara tidak langsung berhubungan
dengan pencapaian tujuan penelitian.
Pengolahan data dilakukan dengan
cara melakukan perhitungan waktu baku
terhadap proses spot welding. Selanjutnya
dari waktu siklus tersebut dilakukan
pengujian keseragaman, kecukupan dan
kenormalan data untuk mengetahui apakah
data tersebut layak atau tidak untuk
digunakan. Setelah itu, langkah berikutnya
adalah melakukan perhitungan penyesuaian
untuk mendapatkan waktu normal. Setelah
dilakukan perhitungan waktu normal maka
langkah terakhir adalah melakukan
perhitungan kelonggaran dan waktu baku.
Setelah melakukan analisis
kebutuhan, langkah berikutnya adalah
membuat suatu konsep sistem usulan. Pada
tahap ini juga dibuat suatu perancangan
sistem dari konsep sistem usulan tersebut.
Perancangan sistem meliputi perencanaan
proses dan perancangan komponen proses
sistem sesuai konsep yang terpilih.
Evaluasi yang dilakukan adalah
dengan menampilkan secara visual gerakan
dari sistem usulan serta melakukan
perhitungan apakah sistem usulan lebih
baik daripada sistem awal. Langkah
selanjutnya adalah menganalisa
perancangan sistem usulan. Analisa berupa
analisa perbandingan sistem sekarang dan
sistem usulan, serta analisa kekurangan dan
kelebihan sistem.
4. HASIL DAN PEMBAHASAN
Gambar 5. Komponen Penyusun pada TD
Gambar 6. Posisi Awal Operasi
Gambar 7. Posisi Akhir Operasi
Tabel 2. Waktu Siklus Spot Welding
No
Operasi :
O-2 Stasiun Kerja : Welding
Jenis Part: Main Body Elemen Pekerjaan: Spot Welding 1
Sub-grup Data Waktu Siklus Jumlah Rata-rata Jumlah Kuadrat
1 86.33 85.21 86.21 87.66 85.34 430.75 86.15 37112.97
2 87.11 85.23 86.56 87.32 86.55 432.77 86.55 37460.62
3 87.33 86.14 86.33 85.67 87.19 432.66 86.53 37440.94
4 85.67 86.12 87.32 86.32 87.78 433.21 86.64 37537.26
5 86.66 85.67 86.56 87.21 86.21 432.31 86.46 37379.69
6 86.78 86.34 85.66 86.44 87.14 432.36 86.47 37388.25
2594.06 518.81 224319.73
266 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 8 Grafik Kenormalan Spot Welding
Setelah data yang telah dihitung tadi
seragam, cukup dan normal, maka waktu
siklusnya dapat diketahui yaitu nilai rata
rata dari data data yang telah diambil,
untuk elemen kerja spot welding waktu
siklus / W
s
= 86.47 detik. Hasil dari
perhitungan waktu normalnya sebagai
berikut :
Wn = Ws x p
Wn = 86.47 x 1.1433 = 98.86 detik
Setelah mendapatkan kelonggaran
maka langkah selanjutnya adalah
menghitung waktu baku. Adapun rumus
yang digunakan untuk menghitung waktu
baku adalah sebagai berikut:
Waktu baku = waktu normal + (waktu
normal x persen kelonggaran)
= 98.86 + (98.86 x 0.32) = 130.49 detik
Berikut adalah hasil perhitungan
waktu baku untuk semua elemen kerjanya
pada proses pengerjaan main body
Meletakan part under body, front assy,
dan back assy pada jig kemudian
clamp. Wb = 72.81 detik
Spot back assy dengan under body.
Wb = 130.49 detik
Spot front assy dengan under body.
Wb = 143.39 detik
Meletakan part roof assy pada main
body 1 kemudian clamp. Wb = 54.39
detik
Spot roof assy dengan main body 1.
Wb = 113.17 detik
Tabel 3 Daftar Metrik Untuk Spesifikasi Sistem Usulan Main Body
No. Need No. Metrik Imp Satuan
1. 3,12,13 Panjang area kerja 4 cm
2. 3,12,13 Lebar area kerja 4 cm
3. 3,12,13 Tinggi area kerja 4 cm
4. 1 Panjang alat bantu 4 cm
5. 1 Lebar alat bantu 4 cm
6. 1 Tinggi alat bantu 4 cm
7. 2,9,12 Desain bentuk area kerja 4 Subjektif
8. 1,8,11,13 Desain alat bantu 4 Subjektif
9. 4,5,6,7,11 Desain spot gun 5 Subjektif
10. 2,8.11.13 Desain clamping 4 Subjektif
11. 9,10.11.13 Sistem actuator 4 Subjektif
12. 9,10.11.13 Sistem sensor 3 Subjektif
13. 9,10.11.13 Sistem controller 4 Subjektif
Tabel 4. Screeening Concept matrix Untuk Sistem Terotomasi Proses Spot Welding
Kriteria Ref
Konsep
1 2 3 4
Desain fasilitas sistem 0 + + + +
Sistem Terotomasi 0 + + + +
Sistem ergonomis 0 + + - -
Jumlah + 0 3 3 2 2
Jumlah 0 3 0 0 0 0
Jumlah - 0 0 0 1 1
Nilai Bersih 0 3 3 1 1
Rangking 1 1 3 3
Lanjutkan Ya Ya Tidak Tidak
Usulan Perancangan Proses Produksi Terotomasi (Aditya Kristi Saputra) 267
Dari hasil screening concept
didapatkan dua konsep yang berada pada
peringkat tertinggi yaitu konsep 1 dan
konsep 2. Langkah selanjutnya setelah
mendapatkan nilai dari screening concept
adalah melakukan konsep penilaian
(scoring concept) untuk menentukan
konsep terpilih.
Gambar 7. Usulan Peletakan Robot dalam
Posisi Parkir
Gambar 8. Usulan Area Kerja dan
Peletakkan Robot
Pada perancangan proses kerja,
sebagian besar sistem dikerjakan oleh
robot, namun dalam kondisi nyata sistem
ini membutuhkan manusia untuk memulai
proses kerjanya. Robot mengerjakan proses
spot welding sepenuhnya dan terintegrasi
dengan turn table. Sedangkan operator
bekerja untuk mengontrol clamp lewat
sebuah push button. Jadi bisa disebut sistem
usulan ini adalah sistem usulan semi
terotomasi karena masih terdapat peran
manusia dalam pengerjaannya walaupun
perannya tidak sebesar sistem awal.
Evaluasi terhadap usulan sistem
yang dirancang dilakukan untuk
menggambarkan proses kerja sistem usulan
serta dapat mewakili kondisi yang
diinginkan pada kondisi nyata. Hal ini
dilakukan untuk menghemat biaya.
Sedangkan untuk mengetahui
estimasi waktu proses pada sistem usulan
dilakukan beberapa langkah perhitungan
sehingga didapatkan estimasi waktu proses
yang dihasilkan oleh sistem usulan dan
akan dibandingkan dengan waktu yang
dihasilkan oleh sistem saat ini.
Tabel 4. Waktu Total Sistem Kerja Usulan
Elemen Kerja Waktu (s)
1 (Clamping 1) 46.95
2 (Spot Welding 1) 49.69
3 (Spot Welding 2) 21.69
4 (Clamping 2) 54.39
5 (Spot Welding 3) 48.15
Total 220.87
Tabel 5. Perbandingan Waktu Total Sistem
Kerja
Sistem
Awal
Sistem
Usulan
Persentase
Penurunan
Waktu Proses
514.25
detik
220.87
detik
57.06 %
Dari tabel perbandingan diatas dapat
dilihat bahwa perbandingan sistem usulan
memiliki persentase penurunan waktu
proses sebesar 57.06 %. Jumlah main body
yang dihasilkan meningkat dari 7 unit main
body / jam menjadi 16 unit main body /
jam.
Perancangan fasilitas sistem
dilakukan dengan tujuan untuk
mempermudah penggunaan sistem yang
dirancang. Perancangan fasilitas sistem
dalam hal ini adalah perancangan area
kerja. Dalam penelitian ini dilakukan
penambahan beberapa komponen yaitu
sensor posisi jenis sensor optik, turn table,
dan lampu indikator. Penambahan sensor
posisi dan lampu indikator adalah untuk
mengubah proses clamping manual menjadi
clamping semi otomatis. Sedangkan
penambahan turn table untuk membantu
proses spot welding yang dilakukan robot.
268 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 5. Perbandingan Sistem Saat ini dan Sistem Usulan
Kebutuhan Primer Sistem Awal Sistem Usulan
Fasilitas sistem
Proses clamping masih bersifat
manual dan masih sepenuhnya
di kontrol oleh operator
Penggunaan sensor posisi yang terintegrasi
dengan lampu indikator dan clamp melalui
sistem pneumatic dan di kontrol oleh operator
melalui sebuah push button.
Sistem Terotomasi
Sistem spot welding yang
berjalan manual. Operator
melakukan proses spot welding
secara manual menggunakan
portable spot welding.
Sistem usulan bersifat otomasi. Proses spot
welding dilakukan secara otomasi menggunakan
robot yang terpilih setelah melalui langkah-
langkah perancangan produk. Peletakan robot
menggunakan metode centre cell.
Sistem Ergonomis
Sistem yang ada saat ini
mengakibatkan operator
melakukan banyak kegiatan
yang tidak efektif.
Sistem usulan bersifat semi otomasi dimana
proses spot welding yang dilakukan oleh robot
sedangkan operator berperan mengontrol proses
clamping dan pemasangan roof assy
5. KESIMPULAN
1. Berdasarkan identifikasi kebutuhan
pemakai sistem ditemukan bahwa
sistem usulan dirancang mencakup tiga
kebutuhan utama yaitu adanya fasilitas
sistem, sistem terotomasi dan sistem
ergonomis
Fungsi utama adalah fasilitas
sistem didukung dengan
dilakukannya perancangan area
kerja yang dilengkapi dengan
penambahan beberapa komponen
yaitu turn table, lampu indikator,
dan sensor posisi.
Fungsi utama sistem terotomasi
didukung dengan pemilihan
kontroler berupa kontroller robot,
aktuator berupa end effector robot
tipe x-gun, dan sensor berupa
sensor posisi jenis sensor optik.
Fungsi utama sistem ergonomis
didukung dengan perancangan
sistem dan fasilitas yang membantu
pengurangan gerakan kerja operator
yang tidak efektif.
2. Sistem usulan dapat meminimasi waktu
proses pengerjaan perakitan main body
cabin TD. Dari evaluasi hasil
didapatkan bahwa sistem usulan
mampu meminimasi waktu total proses
perakitan dari 514.25 detik menjadi
220.87 detik.
6. DAFTAR PUSTAKA
[1] Asfahl, C. Ray. 1992. Robots and
Manufacturing Automation. John
Wiley & Sons. New York.
[2] Chang Tien, Richard A. Wysk, Hsu
Pin Wang. 1991. Computer Aided
Manufacturing. Prentice Hall. New
Jersey.
[3] Groover, Mikell P. 2001.
Automation, Production Systems and
Computer Aided Manufacturing.
Englewood Cliffs, Prentice Hall Inc.
(Terjemahan). New Jersey.
[4] Kalpakjian, Serope. 2006.
Manufacturing Engineering and
TechnologyAddison Wesley
Longman. Singapore.
[5] Nurmianto, Eko. 1998. Ergonomi,
Konsep Dasar dan Aplikasinya.
Guna Widya. Jakarta.
[6] Sandin, Paul E. 2003. Robot
Mechanisms and Mechanical Devices
Illustrated. McGraw Hill. New York.
[7] Sutalaksana, Iftikar Z. 1979. Teknik
Tata Cara Kerja. Bandung.
Laboratorium Tata Cara Kerja &
Ergonomi, Departermen Teknik
Industri ITB.
[8] Sutrisno. 1997. FISIKA DASAR.
Bandung. Institut Teknologi
Bandung.
[9] Ulrich, Karl T. dan Eppinger, Steven
D. 2001. Perancangan &
Pengembangan Produk. Penerbit
Usulan Perancangan Proses Produksi Terotomasi (Aditya Kristi Saputra) 269
Salemba Teknika (Terjemahan).
Jakarta.
[10] Wignjosoebroto, Sritomo. 2000.
Studi Gerak dan Waktu: Teknik
Analisis Untuk Peningkatan
Produktivitas Kerja. PT Guna
Widya. Jakarta.
[11] http://www..abb.com/global/scot/scot
241.nsf/veritydisplay/63544e22dd7ec
bd9c125772e005a6ae3/$File/ROB00
53%20EN_C.pdf
[12] http://www.gurumuda.com/gerak-
melingkar
[13] http://patihperkasa.wordpress.com/20
09/04/09/analisis-robot-pendukung-
industri mobil
[14] http://www.wikipedia.org/welding
270 Jurnal Teknik Industri, ISSN:1411-6340
ANALISA MODEL ROUTING CORE DENGAN ROUTING
INFORMATION PROTOCOL (RIP) PADA JARINGAN DATA
Sukamto Bernat G
Network Division, PT. Pasifik Satelit Nusantara
Program Studi Magister Teknik Industri Universitas Trisakti
ABSTRACT
In the TCP / IP network, each host has its unique IP address and in order to connect to
the host, the host IP address must be should be entered on the destination of the IP datagram
being sent. The process conducted by the datagram to reach the destination on a TCP/IP
network is called routing. The conecpt of routing is the primary aspect in the internet layer of
TCP/IP network. It is because in the internet layer, an addressing and routing arrangement is
occurred which in the end will determine the performance of a network.
The basic process in the router using RIP Routing Model is adjacency activation and
routing table calculation. The routers send the data packet to all networks connected to the
router periodically. If the data packet of a router is heard after a certain period of time, the
router is considered inactive.
Keywords: Jaringan, Routing Information Protocol, tabel routing.
1. PENDAHULUAN
7
Saat ini pemakaian jaringan dalam
pengolahan data sudah sangat luas, tidak
hanya dipakai oleh perusahaan-perusahaan
besar atau lembaga pemerintah saja, tetapi
sudah diaplikasikan pada semua bidang.
Karena dengan jaringan mempermudah dan
memper-cepat selesainya suatu pekerjaan.
Fungsi utama dari jaringan adalah untuk
mengintegrasikan data sehingga dapat
diolah dengan tepat oleh komputer pusat
(server) dan mengirimkan informasi secara
lengkap dan cepat ke terminal-terminal
tujuan.
Meskipun tujuannya sederhana tetapi
terdapat beberapa masalah dalam jaringan,
antara lain : mahal-nya fasilitas
komunikasi, jalur transmisi yang diguna-
kan yang sering terdapat kendala atau
gangguan transmisi (noise) dan
keterbatasan baik dari jumlah maupun
kualitas sumber daya manusia yang
menguasai teknologi jaringan.
Dalam jaringan TCP/IP setiap host
memiliki IP address dan untuk berhubungan
Korespondensi :
Sukamto Bernat G
E-mail : sukamto7@yahoo.com
dengan host ter-sebut harus memasukkan IP
address host pada bagian tujuan dari
datagram IP yang dikirim. Proses yang
dialami datagram untuk mencapai tujuan di
jaringan TCP/IP disebut dengan routing.
Konsep routing merupakan hal yang utama
pada lapisan internet di jaringan TCP/IP.
Hal ini karena pada lapisan internet terjadi
pengalamatan (addressing) dan peng-aturan
routing dapat menentukan kinerja sebuah
jaringan. Setelah router mempunyai peta
jaringan, Pada Model RIP router akan
menghitung rute terbaik ke setiap jaringan
menggunakan algoritma distance-vector
atau yang biasa disebut algoritma Bellman-
Ford. Model Routing Information Protocol
mendukung jaringan point to point, point to
multipoint dan jaringan multiakses.
Proses dasar dalam router RIP adalah
meng-hidupkan adjacency, proses flooding,
dan perhitungan tabel routing. Router-
router mengirimkan paket data ke seluruh
jaringan yang terhubung dengan router
tersebut secara periodik. Jika paket data
sebuah router terdengar setelah selang
waktu tertentu, router ter-sebut dianggap
mati. Selang waktu ini secara default
ditentukan empat kali interval pengiriman
data.
Analisa Model Routing Core (Sukamto Bernat G) 271
2. METODE PENELITIAN
Melakukan kajian pustaka mengenai
topik yang berkaitan dengan penelitian ini,
yaitu mengenai routing yang meliputi
protocol routing dan tabel routing.
Membuat gambaran mengenai jaringan
yang akan dihitung jaraknya dengan Model
RIP (algoritma distance-vektor). Berapa
titik yang diperlukan dan gambaran lintasan
dari jaringan tersebut. Setelah
direpresentasikan, digunakan RIP untuk
mendapatkan lintasan ter-pendek dari satu
titik ke titik yang lain dalam jaringan
tersebut. Lintasan terpendek akan diperoleh
setelah membandingkan beberapa tabel
routing yang dibuat.
2.1 Prinsip Packet Switching, Virtual
Circuit dan Datagram
Pada hubungan Circuit Switching,
koneksi biasanya terjadi secara fisik bersifat
point to point. Kerugian terbesar dari teknik
ini adalah penggunaan jalur yang
bertambah banyak untuk jumlah hubungan
yang meningkat. Efek yang timbul adalah
cost yang akan semakin meningkat di
samping pengaturan switching menjadi
sangat komplek. Kelemahan yang lain
adalah munculnya idle time bagi jalur yang
tidak digunakan. Hal ini tentu akan
menambah inefisiensi. Model circuit
switching, karena sifatnya, biasanya
mentransmisikan data dengan kecepatan
yang konstan, sehingga untuk
menggabungkan suatu jaringan dengan
jaringan lain yang berbeda kecepatan tentu
akan sulit diwujudkan.
Pemecahan yang baik bisa digunakan
untuk mengatasi persoalan di atas adalah
dengan metoda data switching. Dengan
pendekatan ini, pesan yang dikirim
dipecah-pecah dengan besar tertentu dan
pada tiap pecahan data ditambahkan
informasi kendali. Informasi kendali ini,
dalam bentuk yang paling minim,
digunakan untuk membantu proses
pencarian rute dalam suatu jaringan
sehingga pesan dapat sampai ke alamat
tujuan. Contoh pemecahan data menjadi
paket-paket data ditunjukkan pada gambar
1 berikut.
Gambar 1. Pemecahan data menjadi paket-
paket
Penggunaan Data Switching
mempunyai keuntungan dibandingkan
dengan penggunaan Circuit switching
antara lain :
1. Efisiensi jalur lebih besar karena
hubungan antar node dapat
menggunakan jalur yang dipakai
bersama secara dinamis tergantung
banyaknya paket yang dikirm.
2. Bisa mengatasi permasalah data rate
yang berbeda antara dua jenis jaringan
yang berbeda data ratenya.
3. Saat beban lalulintas menignkat, pada
model circuit switching, beberapa pesan
yang akan ditransfer dikenai
pemblokiran. Transmisi baru dapat
dilakukan apabila beban lalu lintas mulai
menurun. Sedangkan pada model data
switching, paket tetap bisa dikirimkan,
tetapi akan lambat sampai ke tujuan
(delivery delay meningkat).
4. Pengiriman dapat dilakukan berdasarkan
prioritas data. Jadi dalam suatu antrian
paket yang akan dikirim, sebuah paket
dapat diberi prioritas lebih tinggi untuk
dikirm dibanding paket yang lain.
Dalam hal ini, prioritas yang lebih tinggi
akan mempunyai delivery delay yang
lebih kecil diban-dingkan paket dengan
prioritas yang lebih rendah.
Routing
Untuk membentuk routing, maka
harus mengetahui unsur-unsur routing,
antara lain :
- Kriteria Kinerja :
- Jumlah hop
- Cost
- Delay
- Througput
- Decision Time
272 Jurnal Teknik Industri, ISSN:1411-6340
- Paket (datagram)
- Session (virtual Circuit)
- Decision Place
- Each Node (terdistribusi)
- Central Node (terpusat )
- Originating Node
- Network Information source
- None
- Local
- Adjacent nodes
- Nodes along route
- All Nodes
- Routing Strategy
- Fixed
- Flooding
- Random
- Adaptive
- Adaptive Routing Update Time
- Continuous
- Periodic
- Major load change
- Topology change
2.2 Algoritma Routing
Forward search algorithm
Forward-search algorithm dinyatakan
sebagai menentukan jarak terpendek dari
node awal yang ditentukan ke setiap node
yang ada. Algoritma di-ungkapkan dalam
stage. Dengan k buah stage, jalur terpendek
node k terhadap node sumber ditentukan.
Node-node ini ada dalam himpunan N.
Pada stage ke (k+1), node yang tidak ada
dalam M yang mem-punyai jarak terpendek
terhadap sumber ditambahkan ke M.
Sebagai sebuah node yang ditambahkan
dalam M, maka jalur dari sumber menjadi
terdefinisi.
Algoritma ini memiliki 3 tahapan :
1. Tetapkan M={S}. Untuk tiap node nN-
S, tetapkan C
1
(n)=l(S,n).
2. Cari WN-M sehingga C
1
(W) minimum
dan tambahkan ke M. Kemudian C
1
(n)
= MIN[C
1
(n), C
1
(W) + l(W,n) untuk tiap
node nN-M. Apabila pada pernyataan
terakhir bernilai minimum, jalur dari S
ke n sebagai jalur S ke W memotong
link dari W ke n.
3. Ulang langkah 2 sampai M=N.
Keterangan :
N = himpunan node dalam
jaringan
S = node sumber
M = himpunan node yang
dihasilkan oleh algoritma
l(I,J) = link cost dari node ke I sampi
node ke j, biaya bernilai
jika node tidak secara
langsung terhubung.
C1(n) = Biaya dari jalur biaya terkecil
dari S ke n yang dihasilkan
pada saat algoritma
dikerjakan.
Backward search algorithm
Menentukan jalur biaya terkecil yang
diberikan node tujuan dari semua node
yang ada. Algoritma ini juga diproses tiap
stage. Pada tiap stage, algoritma menunjuk
masing-masing node.
Definisi yang digunakan :
N = Himpunan node yang terdapat pada
jaringan
D = node tujuan
l(i,j) = seperti keterangan di muka
C
2
(n)= biaya dari jalur biaya terkecil dari n
ke D yang dihasilkan saat algoritma
dikerjakan.
Algoritma ini juga terdiri dari 3 tahapan :
1. Tetapkan C
2
(D)=0. Untuk tiap node
nN-D, tetapkan C
2
(n) =.
2. Untuk tiap node nN-D, tetapkan
C
2
(n)=MIN WN[C
2
(n), C
2
(W) +
l(n,W)]. Apabila pada pernyataan
terakhir bernilai minimum, maka jalur
dari n ke D saat ini merupakan link dari
n ke W dan menggantikan jalur dari W
ke D.
3. Ulangi langkah ke-2 sampai tidak ada
cost yang berubah.
2.3 Strategi Routing
Terdapat beberapa strategi untuk
melakukan routing, antara lain :
- Fixed Routing
Merupakan cara routing yang paling
sederhana. Dalam hal ini rute bersifat
tetap, atau paling tidak rute hanya
diubah apabila topologi jaringan
berubah. Gambar berikut (mengacu dari
Analisa Model Routing Core (Sukamto Bernat G) 273
gambar 1) memperlihatkan bagaimana
sebuah rute yang tetap dikonfigurasikan.
Gambar 2. Direktori untuk fixed routing
Kemungkinan rute yang bisa dikonfigurasi-
kan, ditabelkan sebagai berikut :
Gambar 3. Direktori masing-masing node
Tabel ini disusun berdasar rute terpendek
(meng-gunakan least-cost algorithm).
Sebagai misal direktori node 1. Dari node 1
untuk mencapai node 6, maka rute
terpendek yang bisa dilewati adalah rute
dari node 1,4,5,6. Maka pada tabel direktori
node 1 dituliskan destination =6, dan next
node =4.
Keuntungan konfigurasi dengan rute tetap
semacam ini adalah bahwa konfigurasi
menjadi sederhana. Pengunaan sirkit maya
atau datagram tidak dibedakan. Artinya
semua paket dari sumber menuju titik
tujuan akan melewati rute yang sama.
Kinerja yang bagus didapatkan apabila
beban bersifat tetap. Tetapi pada beban
yang bersifat dinamis, kinerja menjadi
turun. Sistem ini tidak memberi tanggapan
apabila terjadi error maupun kemacetan
jalur.
- Flooding
Teknik routing yang lain yang dirasa
sederhana adalah flooding. Cara kerja
teknik ini adalah mengirimkan paket
dari suatu sumber ke seluruh node
tetangganya. Pada tiap node, setiap
paket yang datang akan ditransmisikan
kembali ke seluruh link yang dipunyai
kecuali link yang di-pakai untuk
menerima paket tersebut. Mengambil
contoh rute yang sama, sebutlah bahwa
node 1 akan mengirimkan paketnya ke
node 6. Pertama kali node 1 akan
mengirimkan paket keseluruh
tetangganya, yakni ke node 2, node 4
dan node 5 (Gambar 4).
Gambar 4. Hop pertama
Selanjutnya operasi terjadi pada node 2, 3
dan 4. Node 2 mengirimkan paket ke
tetangganya yaitu ke node 3 dan node 4.
Sedangkan node 3 meneruskan paket ke
node 2,4,5 dan node 6. Node 4 meneruskan
paket ke node 2,3,5. Semua node ini tidak
mengirimkan paket ke node 1. Ilustrasi
tersebut digambarkan pada gambar 5.
Gambar 5. Hop kedua
Pada saat ini jumlah copy yang diciptakan
ber-jumlah 9 buah. Paket-paket yang
sampai ke titik tujuan, yakni node 6, tidak
lagi diteruskan. Posisi terakhir node-node
yang menerima paket dan harus
274 Jurnal Teknik Industri, ISSN:1411-6340
meneruskan adalah node 2,3,4,5. Dengan
cara yang sama masing-masing node
tersebut membuat copy dan memberikan ke
mode tetangganya. Pada saat ini dihasilkan
copy sebanyak 22.
Terdapat dua catatan penting dengan peng-
gunaan teknik flooding ini, yaitu :
1. Semua rute yang dimungkinkan akan
dicoba. Karena itu teknik ini memiliki
keandalan yang tinggi dan cenderung
memberi prioritas untuk pengiriman-
pengiriman paket tertentu.
2. Karena keseluruhan rute dicoba, maka
akan muncul paling tidak satu buah copy
paket di titik tujuan dengan waktu paling
minimum. Tetapi hal ini akan
menyebabkan naiknya beban lalulintas
yang pada akhirnya menambah delay
bagi rute-rute secara keseluruhan.
2.4 Adaptive Routing
Dua hal yang penting yang
menguntungkan dari adaptive routing
adalah :
- Strategi routing adaptif dapat
meningkatkan performance seperti apa
yang keinginan user
- Strategi adaptif dapat membantu kendali
lalulintas.
Akan tetapi, strategi ini dapat
menimbul-kan beberapa akibat, misalnya :
- Proses pengambilan keputusan untuk
menetap-kan rute menjadi sangat rumit
akibatnya beban pemrosesan pada
jaringan meningkat.
- Pada kebanyakan kasus, strategi adaptif
tergantung pada informasi status yang
dikumpulkan pada satu tempat tetapi
digunakan di tempat lain. Akibatnya
beban lalu lintas meningkat.
- Strategi adaptif bisa memunculkan
masalah seperti kemacetan apabila reaksi
yang terjadi terlampau cepat, atau menjadi
tidak relevan apabila reaksi sangat lambat.
Kategori Strategi Adaptif dapat dibagi
menjadi :
- Isolated adaptive : informasi lokal,
kendali ter-distribusi.
- Distributed Adaptive : informasi dari
node yang berdekatan, kendali
terdistribusi.
- Centralized Adaptive : informasi dari
seluruh node, kendali terpusat.
3. HASIL DAN PEMBAHASAN
3.1 Routing Dengan Model Routing
Information Protocol
Sebelum menentukan jenis router
yang akan dipakai terlebih dahulu
menentukan peta atau bentuk dari jaringan.
Setelah router mempunyai peta jaringan,
router menghitung rute terbaik ke setiap
tujuan di jaringan menggunakan RIP. RIP
cara kerjanya dengan membentuk tabel
routing di jaringan adalah dengan cara
setiap router memberikan informasi
mengenai keadaan jaringan yang diketahui
router tersebut kepada router-router
tetangganya setiap selang waktu tertentu.
Informasi keadaan jaringan tersebut adalah
dalam bentuk distance-vector (vektor
jarak), yaitu jumlah hop yang diperlukan
untuk mencapai suatu jaringan. Router
tetangga tersebut menyimpan dan mengolah
informasi keadaan jaringan yang
diterimanya dan juga me-nyampaikan
informasi yang dimilikinya ke router-router
tetangga yang lain. Hal ini terus
berlangsung sampai seluruh router di
jaringan mengetahui keadaan jaringan.
Berikut contoh penggunaan RIP / Distance
Vector.
Gambar 6. Jaringan TCP/IP
Proses pengiriman datagram IP selalu
meng-gunakan tabel routing. Tabel routing
berisi informasi yang diperlukan untuk
menentukan kemana datagram harus
dikirim. Datagram dapat dikirim langsung
ke host tujuan atau harus melalui host lain
terlebih dahulu tergantung pada tabel
Analisa Model Routing Core (Sukamto Bernat G) 275
routing. Tabel routing terdiri dari entri-entri
rute dan setiap entri rute paling tidak terdiri
atas IP address, tanda untuk menunjukkan
routing langsung atau tidak langsung,
alamat router dan nomor interface. Untuk
menjelaskan tentang distance-vector maka
jaringan TCP/IP diatas dapat digambarkan
sebagai berikut :
Gambar 7. Jaringan komputer dengan 5
router
Diasumsikan bahwa semua router di
jaringan baru dinyalakan. Pada saat ini
semua router tidak memiliki informasi
distance-vector kecuali pada dirinya
sendiri. Informasi vektor jarak tersebut
disimpan dalam bentuk tabel routing. Pada
saat awal, tabel routing masing-masing
router mirip dengan tabel routing RIP A,
yaitu:
Tabel routing RIP A
Dari A ke Jalur Hop
A lokal 0
Setelah router menjalankan algoritma
vektor-jarak, router-router mulai
memberikan informasi vektor-jarak ke
tetangganya. Diasumsikan bahwa router A
paling dulu mengirimkan informasi vektor-
jarak ke router-router tetangganya, B dan C.
Pada saat ini router A mengirimkan vektor-
jarak jalur 2 dan 8. Dalam waktu yang
hampir berdekatan router B juga
mengirimkan vektor-jarak ke jalur 8,3,4.
8
A B
2 3 3 4
5 6
C D E
Gambar 8. Router A, D dan E mengirim
informasi vektor-jarak
Router C dan D menerima informasi
yang di-kirim oleh router A. Informasi
tersebut diinterpretasi-kan bahwa informasi
yang dikirimkan telah diterima. Vektor-
jarak yang dikirim oleh B juga diterima
oleh router A, D dan E. Router-router A, D
dan E me-meriksa vektor-jarak yang
diterima dan membanding-kannya dengan
tabel routing yang dimiliki oleh masing-
masing router. Dari proses ini masing-
masing router mengetahui bahwa informasi
yang diperoleh dari router pengirim belum
terdapat dalam tabel routing. Dengan
demikian, entri-entri tersebut di-masukkan
ke tabel routing setiap router. Setelah
proses diatas, tabel routing masing-masing
router seperti Tabel 1 berikut.
Tabel routing masing-masing router
Dari A ke Jalur Hop
A lokal 0
Dari B ke Jalur Hop
B
A
D
E
Lokal
8
3
4
0
1
1
1
Dari C ke Jalur Hop
C
A
D
Lokal
2
5
0
1
1
Dari D ke Jalur Hop
D
B
C
Lokal
3
5
0
1
1
Dari E ke Jalur Hop
A
B
Lokal
4
0
1
Pada bagian berikutnya, A, D dan E
berturut-turut dalam waktu yang hampir
bersamaan mengirim-kan vektor-jarak ke
tetangga masing-masing. Diasumsikan
bahwa router A terlebih dahulu menerima
vektor-jarak dari B sebelum mengirimkan
vektor-jarak. Router A memeriksa
informasi dari B tersebut lalu
A=0
B=1
C=1
D=1
E=2
D=0, A=1, B=1, C=1,
E=1
E=0
B=1
276 Jurnal Teknik Industri, ISSN:1411-6340
membandingkannya dengan entri tabel
routing yang sudah ada. Hasil pemeriksaan
menunjuk-kan entri B belum ada di tabel
routing. Dari vektor-jarak yang dikirim D,
router B mengetahui bahwa dapat mencapai
B melalui jalur 3 dengan jarak 2 hop.
Dengan demikian, informasi vektor-jarak
untuk C dari B tidak digunakan oleh D.
Pada saat yang hampir bersamaan pula
router C menerima vektor-jarak dari A dan
memperbaharui tabel routing yang
dimilikinya.
Perubahan tabel routing adalah sebagai
berikut :
Dari D ke Jalur Hop
D
B
C
Lokal
3
5
0
1
1
Router D mengirimkan vektor-jarak
berdasar-kan tabel routing yang baru ke
semua jalur yang ter-hubung dengan router
D tersebut. Reouter-router yang menerima
vektor-jarak dari D termasuk router B,
kemudian memperbarui tabel routing
masing-masing menggunakan algoritma
vektor-jarak. Kemudian router B
mengirimkan vektor-jarak berdasarkan
tabel routing terbaru yang dimilikinya.
Setelah tabel routing diperbarui, tabel
routing di jaringan menjadi stabil dan tidak
ada perubahan lagi sepanjang jaringannya
tetap.
Kondisi jaringan tidak akan stabil
untuk seterusnya, terkadang ada jalur yang
putus. Penyebab putusnyapun bermacam-
macam, mulai dari kabel yang digigit tikus
sampai yang terkena cangkul pada saat
proyek pembangunan fisik. Apapun
penyebab-nya, jalur yang putus
menyebabkan kondisi jaringan berubah dan
akan tampak dalam tabel routing.
Gambar 9. Perubahan Jaringan
Setelah jalur 2 terputus, router A dan
C segera mendeteksi. Semua entri di tabel
routing yang menggunakan jalur 2 tidak
dapat lagi digunakan dan hop untuk jalur itu
diberi nilai tak terhingga.
Tabel routing yang baru untuk A dan C
adalah sebagai berikut :
Dari A ke Jalur Hop
A
B
C
D
E
Lokal
8
2
3
5
0
1
1
2
Dari C ke Jalur Hop
C
A
B
D
E
Lokal
2
5
5
5
0
2
1
2
Menghitung sampai tak terhingga
menjadi muncul dalam kasus ini karena
ketika router A meng-anggap router C telah
mati, router B belum meng-anggap C telah
mati atau sebaliknya. Pada jaringan diatas
dapat terjadi router A telah menganggap
router C mati dan menghapus entri C dari
tabel routing, sementara router B masih
belum menganggap router C mati.
4. KESIMPULAN
Pengaturan routing dapat
menentukan kinerja sebuah jaringan.
Routing adalah proses penyampaian
datagram di jaringan TCP/IP. Pembentukan
tabel routing di router-router dalam jaringan
dapat dilaku-kan secara manual atau secara
otomatis melalui protokol routing.
Pembentukan tabel routing secara manual
(statik) digunakan pada jaringan yang kecil.
Untuk jaringan yang besar menggunakan
tabel routing secara otomatis (dinamik).
Dengan Model RIP / distance-vektor
dapat di-ketahui jarak antara satu titik
dengan titik yang lain pada jaringan
sehingga dapat diperhitungkan tentang
kecepatan yang bisa diakses oleh masing-
masing titik tersebut.
Tabel routing sangat membantu
router untuk menentukan routing pada suatu
jaringan. Karena routing merupakan hal
yang penting pada suatu jaringan.
Analisa Model Routing Core (Sukamto Bernat G) 277
5. DAFTAR PUSTAKA
[1] Heywood Drew, 1996, Konsep &
Penerapan Microsoft TCP/IP, Penerbit
ANDI, Yogyakarta.
[2] Lukas Tanutama, 1995, Jaringan
Komputer, PT. Elexmedia
Komputindo, Jakarta.
[3] Rafiudin Rahmat, 2003, Panduan
Membangun Jaringan Komputer untuk
Pemula, PT. Elexmedia Komputindo,
Jakarta.
[4] Stallings, W., 1985, Local Networks,
Macmillan Publishing Company.
[5] W. Purbo Onno, Basalamah Adnan,
Fahmi Ismail, husni Thamrin Ahmad,
2001, Buku Pintar Internet TCP/IP
Standar, Desain dan Im-plementasi,
PT. Elexmedia Komputindo, Jakarta.
278 Jurnal Teknik Industri, ISSN:1411-6340
USAHA PENINGKATAN MUTU KAIN GREY TS-8151 DI
DEPARTEMEN WEAVING PT. ISTEM
Dorina Hetharia
1)
, Kathy Angriani Sunandar
2)
1
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti
2
Alumnus Jurusan Teknik Industri, Universitas Trisakti
ABSTRACT
Weaving Department at PT. ISTEM is a department where yarns are weaved into grey
production. The process of weaving production must be done with extra care because the grade
of a fabric is determined by end product of weaving process. In providing the fabric with the
grade AAA, Weaving Department is facing quality problems where the percentage of defective
products per month in September 2008 is 4.53%. This value is far from the companys 4%
target. The research is focused on grey TS-8151 which is the mostly produced and also has the
largest percentage of product defects compared with other types of fabrics. The dominant
defects which are appeared in this product are yoko yurumi, gaibutsu ito and yoko nuke. Some
improvement suggestions were proposed to improve the quality of grey TS-8151. The
improvement suggestions that were proposed are the application of monitoring form, the
application to test the strength of yarn in raw material inspection, the application of optimum
machine setting using design of experiment (where sub-nozzle pressure is 4 kgf/m2 and main-
nozzle pressure is 2 kgf/m2), the application of controlling part program, the application of
Standard Operation Procedure to improve loomings hygiene, the proposed addition of
ventilation with the equipment Automatic Cyclone Turbine Ventilator. Implementation phase
was implemented on all the proposed improvements given except the suggestion to test the
strength of yarn in raw material inspection and addition of ventilation equipment Automatic
Cyclone Turbine Ventilator. After the implementation was conducted, the measurement was
done again and there were increasing number of process cycle efficiency from 62.01% to
65.82% and the sigma level from 3.26 sigma to 3.57 sigma with the value of DPMO from
39,048 decrease to 19,127 per million opportunities.
Keywords: Quality, Continuous Improvement, Defect, Sigma Level
1. PENDAHULUAN
8
Latar Belakang
Mutu produk atau jasa merupakan
pemenuhan harapan konsumen atau
melebihi harapan konsumen, berdampak
kepada peningkatan profit bagi perusahaan.
Dengan demikian dapat dikatakan bahwa
mutu produk merupakan hal penting bagi
perusahaan yang secara langsung atau tidak
langsung merupakan alat persaingan antar
perusahaan. Everett E Adam (1992)
menyatakan bahwa mutu adalah derajat
dimana spesifikasi desain (design
spesification) suatu produk atau jasa
(service) memenuhi fungsi dan
Korespondensi :
1
Dorina Hetharia
Alamat e-mail :deha_tita@yahoo.com
kegunaannya, dan derajat dimana produk
atau jasa dapat memenuhi spesifikasi
desainnya. Menurut Krajewski (2002), dari
sisi pelanggan (customer), mutu dapat
didefinisikan sebagai kemampuan
perusahaan untuk memenuhi atau
melampaui harapan pelanggan. Definisi
singkat dari mutu adalah kepuasan dan
kesetiaan pelanggan dan definisi singkat
lainnya adalah cocok untuk digunakan
(Gryna, 2001). Kepuasan pelanggan
(customer satisfaction) saat ini merupakan
hal penting untuk diperhatikan, karena
menunjukkan mutu suatu produk atau jasa
yang dihasilkan oleh perusahaan atau
industri. Render (1997) menyatakan bahwa
peningkatan mutu merupakan salah satu
faktor yang mempengaruhi peningkatan
profit. Dalam usaha peningkatan mutu,
penerapan Manajemen Mutu Terpadu
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 279
(Total Quality Management) dalam industri
telah terbukti dapat memajukan industri,
seperti misalnya industri-industri di Jepang.
(Krajewski, 2002).
Lean Six Sigma yang didefinisikan
menurut Gasperz (2007) sebagai suatu
filosofi bisnis, pendekatan sistemik, dan
sistematik untuk mengidentifikasi dan
menghilangkan aktivitas-aktivitas yang
tidak bernilai tambah melalui peningkatan
terus-menerus secara radikal demi
mencapai tingkat kinerja enam sigma.
Penerapan Lean Six Sigma dilakukan
melalui tahapan-tahapan dalam Six Sigma
yaitu Define, Measure, Analyze, Improve,
Control (DMAIC) dengan menggunakan
berbagai macam tools dalam Six Sigma.
Dengan demikian dapat dikatakan bahwa
Lean Six Sigma dapat diaplikasikan untuk
pemecahan masalah mutu produk atau jasa.
Berdasarkan hal ini, PT. ISTEM
(Indonesia Synthetic Textile Mills) mulai
melakukan upaya-upaya peningkatan mutu
produk yang dihasilkannya. PT. ISTEM
merupakan perusahaan tekstil terpadu yang
terdiri dari departemen produksi Spinning,
Weaving dan Dyeing dengan produk
utamanya kain jadi polyester dan campuran
polyester-rayon, yang merupakan bahan
untuk membuat celana, seragam atau
pakaian wanita. Hasil produksi PT. ISTEM
20% dipasarkan untuk kebutuhan dalam
negeri dan 80% diekspor ke Timur Tengah,
Asia Tenggara, Timur Jauh, Eropa, Afrika
Selatan. Pemenuhan kebutuhan pasar luar
negeri menuntut produsen perlu memenuhi
mutu yang diinginkan konsumen,
disamping perlu mengeliminasi
pemborosan-pemborosan yang tak perlu.
Perumusan Masalah
Sebagian besar produk yang
dihasilkan diekspor ke luar negeri,
menuntut PT. ISTEM untuk menghasilkan
produk dengan kualitas sangat baik (Grade
AAA) dimana kain tidak memiliki cacat
atau cacat tidak tampak. Konsumen menilai
kualitas kain dari permukaan kain apakah
terdapat cacat atau tidak dan kualitas ini
ditentukan pada saat proses tenun di
Departemen Weaving. Namun dalam
pelaksanaan proses produksi kain grey, PT.
ISTEM hampir tidak mungkin
menghasilkan seluruh produk dengan
kategori grade AAA. Saat penelitian
dilaksanakan persentase rata-rata jumlah
produk cacat kain grey per bulan melebihi
target perusahaan sebesar 4% dari kapasitas
produksi yakni sebesar 4.53 %.
Tujuan Penelitian
Penurunan cacat dan kecacatan pada
produk yang dihasilkan dan pengurangan
pemborosan pada proses produksi kain grey
TS-8151 pada Departemen Weaving PT.
melalui pemberian usulan perbaikan dengan
metode Lean Six Sigma dan melakukan
implementasi terhadap usulan perbaikan
yang diberikan.
2. TINJAUAN PUSTAKA
Carreira&Trudell (2006) menyatakan
bahwa dalam arti strategik, Lean Six Sigma
merupakan sebuah filosofi organisasi yang
menerapkan usaha terus menerus untuk
mengurangi waste dari organisasi di seluruh
tingkat dan mengembangkan kualitas
produk menuju kepada tingkat hanya 3,4
DPMO (defect per million oppurtunities).
Berdasarkan hal ini, dapat dikatakan bahwa
tujuan Lean Six Sigma adalah
kesempurnaan. Walaupun kesempurnaan
merupakan suatu hal yang sulit terjadi,
namun yang terpenting adalah perlu adanya
usaha yang konstan dan terus menerus
untuk mencapainya.
Dari sisi taktikal, Lean Six Sigma
merupakan sebuah pendekatan yang efektif
untuk mengkombinasikan prinsip-prinsip
dari Lean Manufacturing dan Six Sigma,
(Carreira&Trudell;2006). Penerapan Lean
Six Sigma dilakukan melalui tahapan-
tahapan dalam Six Sigma yaitu Define,
Measure, Analyze, Improve dan Control
(DMAIC) dengan menggunakan berbagai
macam tools dalam Six Sigma.
Menurut Gaspersz (2007) Lean Six
Sigma merupakan kombinasi dari Lean dan
Six Sigma yang dapat didefinisikan sebagai
suatu filosofi bisnis, yang bertujuan untuk
menghilangkan pemborosan (waste) atau
aktivitas-aktivitas yang tidak bernilai
tambah (non-value added activity) melalui
280 Jurnal Teknik Industri, ISSN:1411-6340
peningkatan yang terus menerus secara
radikal (radical continuous improvement)
untuk mencapai tingkat kinerja enam
sigma, dengan cara mengalirkan produk
(material, work-in-process, output) dan
informasi menggunakan sistem tarik (pull
system) dari pelanggan internal dan
eksternal untuk mengejar keunggulan dan
kesempurnaan dengan hanya memproduksi
3,4 kecacatan untuk setiap satu juta
kesempatan (3,4 DPMO). Integrasi dari
Lean dan Six Sigma akan meningkatkan
kinerja bisnis dan industri melalui
peningkatan kecepatan kerja dan akurasi
(zero defects).
Pendekatan Lean akan menyiapkan
Non-Value Added (NVA) dan Value Added
(VA) serta membuat Value Added mengalir
secara lancar sepanjang value stream
process, sedangkan Six Sigma akan
mereduksi variasi Value Added itu
(Gaspersz, 2007). Perbaikan Lean Six
Sigma bukan dengan meningkatkan
kecepatan pekerja atau mesin, tetapi dengan
mengurangi waktu tunggu yang tidak
dibutuhkan diantara langkah-langkah value
added, dan hal ini dapat membuat kemajuan
secara perlahan pada perusahaan.
Dalam tahapan lean Six Sigma
diperlukan pembuatan diagram Supplier-
Input-Process-Output-Customer
(SIPOC). Diagram SIPOC adalah peta yang
digunakan untuk menentukan batasan
proyek dengan cara mengidentifikasi proses
yang sedang dipelajari, input dan output
proses tersebut serta pemasok dan
pelanggannya.Pemahaman tentang jalannya
proses yang ada dari awal hingga akhir
dapat dilakukan melalui perolehan
informasi yang cukup mengenai fungsi-
fungsi yang terkait dalam perusahaan.
Dengan mengetahuinya, maka perbaikan
terhadap masalah yang ada di dalam proses
dapat dilakukan secara tepat. Pada metode
DMAIC, pembuatan diagram SIPOC
berada pada tahap define karena akan
digunakan sebagai dasar pada perbaikan
yang akan dilakukan. Beberapa penjelasan
yang berkaitan dengan diagram SIPOC
adalah:
- Pemasok (Supplier)
Dalam diagram SIPOC yang dimaksud
dengan supplier adalah orang, proses,
perusahaan yang menyalurkan dan
menyediakan bahan dan segala sesuatu
yang akan dikerjakan di dalam proses.
Dalam hal ini dapat berupa supplier
eksternal dan supplier internal. Supplier
eksternal adalah supplier yang berasal
dari luar perusahaan, sedangkan supplier
internal adalah supplier dari dalam
perusahaan yang berasal dari proses
sebelumnya.
- Masukan (Input)
Input dalam diagram SIPOC tidak hanya
berupa material atau bahan mentah yang
diperlukan untuk proses produksi, akan
tetapi dapat pula berupa informasi.
- Proses (Process)
Proses dalam SIPOC adalah tahapan
yang diperlukan untuk membuat produk
mulai dari bahan mentah sampai
menjadi produk jadi,. baik yang
memberikan nilai tambah terhadap
produk maupun yang tidak memberikan
nilai tambah.
- Hasil (Output)
Output merupakan produk jadi, berupa
barang ataupun jasa atau informasi, yang
dihasilkan oleh suatu proses, dan
kemudian hasil ini dikirimkan kepada
konsumen.
- Konsumen (Customer)
Konsumen dalam duagram SIPOC dapat
berupa konsumen eksternal dan
konsumen internal. Konsumen eksternal
adalah konsumen yang berasal dari luar
perusahaan yang biasanya membeli
produk jadi. Sedangkan yang dimaksud
dengan konsumen internal adalah
konsumen di dalam perusahaan yang
biasanya berupa proses selanjutnya yang
akan menerima hasil dari proses
sebelumnya.
Dalam proses bisnis dan manufaktur
terdapat pemborosan-pemborosan antara
lain (Liker, 2006):
1)Produksi berlebih (overproduction).
Memproduksi barang-barang yang belum
dipesan, akan menimbulkan pemborosan
seperti kelebihan tenaga kerja dan
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 281
kelebihan tempat penyimpanan dan biaya
transportasi yang meningkat karena adanya
persediaan berlebih; 2)Waktu menunggu.
Para pekerja hanya mengamati mesin
otomatis yang sedang berjalan atau berdiri
menunggu langkah proses selanjutnya, alat,
pasokan komponen dan lain sebagainya
atau menganggur saja karena kehabisan
material, keterlambatan proses, kerusakan
mesin dan bottleneck (penyumbatan)
kapasitas; 3)Transportasi yang tidak perlu.
Membawa barang dalam proses (WIP)
dalam jarak yang jauh, menciptakan
angkutan yang tidak efisien, atau
memindahkan material, komponen, atau
barang jadi ke dalam, ke luar gudang atau
antar proses; 4)Memproses secara berlebih
atau pemrosesan secara keliru. Melakukan
langkah yang tidak diperlukan untuk
memproses komponen. Melaksanakan
pemrosesan yang tidak efisien karena alat
dan rancangan produk yang buruk
menyebabkan gerakan yang tidak perlu dan
memproduksi barang cacat. Pemborosan
terjadi ketika membuat produk yang
memiliki kualitas lebih tinggi daripada yang
diperlukan; 5)Persediaan berlebih.
Kelebihan material, barang dalam proses,
atau barang jadi menyebabkan lead time
yang panjang, barang kadaluarsa, barang
rusak, peningkatan biaya pengangkutan dan
penyimpanan, dan keterlambatan.
Persediaan berlebih juga menyembunyikan
masalah ketidakseimbangan produksi,
keterlambatan pengiriman dari pemasok,
produk cacat, mesin rusak dan waktu setup
yang panjang; 6) Gerakan yang tidak perlu.
Setiap gerakan karyawan yang mubazir saat
melakukan pekerjaannya, seperti mencari,
meraih, menumpuk komponen atau alat dan
sebagainya. Berjalan juga merupakan
pemborosan; 7)Produk cacat. Memproduksi
komponen cacat atau yang memerlukan
perbaikan. Perbaikan atau pengerjaan
ulang, scrap, memproduksi barang
pengganti dan inspeksi berarti tambahan
penanganan, waktu dan upaya yang sia-sia;
8)Kreativitas karyawan yang tidak
dimanfaatkan. Kehilangan waktu, gagasan,
keterampilan, peningkatan dan kesempatan
belajar karena tidak melibatkan atau
mendengarkan para karyawan.
Selain delapan macam pemborosan
terdapat pula time traps yang perlu
diperhatikan dalam mendesain sistem lean.
Time traps terjadi apabila material
menghabiskan 95% dari waktu produksinya
untuk menunggu, yang disebabkan oleh
waktu tunda (delay time) yang dihasilkan
kurang dari 20% dari stasiun-stasiun kerja
yang ada.
Kemudian muncul jawaban dengan
membandingkan jumlah dari value added
time (pekerjaan dimana seorang pelanggan
akan mengenalinya sebagai kegiatan yang
dibutuhkan untuk menghasilkan produk
atau jasa) dan total lead time (berapa lama
proses berjalan dari awal sampai akhir).
Keduanya bersamaan membentuk sebuah
metrik yang disebut process cycle
efficiency yang dapat kita gunakan untuk
mengukur potensi untuk reduksi biaya
(George, 2002)
Time Lead Total
Time Added Value
= efficiency cycle Process
(1)
Dikatakan sebuah proses Lean, jika
value added time di dalam proses lebih
besar 25% dari total lead time dari proses
tersebut (Process Cycle Effieciency >25%).
Dengan mengurangi WIP 90%, akan
mengurangi keseluruhan waktu tunda 90%,
namun masih memproduksi jumlah produk
yang sama per jam. Ini mengikuti Hukum
Little, yang menyatakan bahwa (George,
2002):
Hour Per s Completion
ocess in Things of Number Pr " "
Time Lead Process =
(2)
Sebagai contoh, jika ada 10 hal yang
harus dilakukan di meja kerja dan
membutuhkan waktu rata-rata dua jam
untuk menyelesaikan setiap satunya, maka
ada 20 jam lead time untuk setiap tugas
baru.
Perhitungan jumlah stasiun kerja per
jam dimana produk bergerak dapat
diketahui dengan menggambarkan
kecepatan produk melalui proses.
Time Lead ocess
ocess The in Activities of Number
Pr
Pr
velocity Process =
(3)
Dalam sistem Lean, fokus dimulai
dengan peta value stream yang
menggambarkan seluruh proses langkah-
langkah (termasuk rework) yang berkaitan
dengan perubahan permintaan pelanggan
282 Jurnal Teknik Industri, ISSN:1411-6340
menjadi produk atau jasa dan menunjukkan
berapa banyak nilai yang terdapat dalam
setiap langkah yang ditambahkan ke
produk. Setiap kegiatan yang menciptakan
suatu bentuk, fitur atau fungsi nilai untuk
pelanggan disebut value-added, sedangkan
yang tidak menciptakan disebut non-value-
added (George, 2002).
Pemetaan value stream memberikan
pemahaman yang jelas tentang proses saat
ini dengan:
- Gambaran beberapa tingkat proses.
- Menemukan pemborosan dan
sumbernya.
- Memperjelas poin-poin keputusan yang
"tersembunyi".
Pembuatan peta value stream dimulai
dengan membuat sketsa dari proses untuk
mengerti tentang aliran material dan
informasi yang dibutuhkan untuk
memproduksi barang atau jasa. Diagram ini
secara visual menampilkan aliran produk
dari pelanggan sampai pemasok dan juga
menampilkan peta keadaan sekarang dan
visi masa depan.
Perhitungan DPMO dan Tingkat
Sigma untuk data atribut dapat dihitung
dengan mengikuti langkah-langkah berikut
1. Unit (U)
Jumlah produk yang diperiksa dalam
inspeksi.
2. Opportunities (OP)
Karakteristik kritis bagi kualitas adalah
karakteristik yang berpotensi untuk
cacat.
3. Defect (D)
Jumlah kecacatan yang terjadi dalam
produksi.
4. Defect per Unit (DPU)
U
D
DPU =
(4)
5. Total Opportunities (TOP)
OP U TOP =
(5)
6. Defect per Opportunities (DPO)
TOP
D
DPO =
(6)
7. Defect per Million Opportunities
(DPMO)
1000000 DPO DPMO =
(7)
8. Tingkat Sigma
Tingkatan Sigma dapat dengan mudah
dihitung dengan Microsoft Excel
menggunakan formula (Evans dan
Lindsay, 2007) sebagai berikut.
Tingkat Sigma =NORMSINV (1-
dpmo/1.000.000) + SHIFT (8)
3. METODOLOGI PENELITIAN
Penelitian dilaksanakan dengan
tahapan-tahapan yang mengikuti tahapan
Define-Measure-Analyze-Improve-Control
(DMAIC) dalam proses Six Sigma. Diawali
dengan mengidentifikasi Critical to Quality
(CTQ) sebagai karakteristik cacat yang
penting dalam menentukan mutu produk.
Demikian pula pembauatan diagram
Supplier-Input-Process-Output-Customer
(SIPOC). Pengumpulan data dilakukan
dengan melakukan pengukuran terhadap
karakteristik cacat yang telah ditentukan,
kemudian diolah untuk dibuatkan peta
kendali. Selanjutnya dilakukan analisis
kapabilitas proses, dan penentuan tingkat
sigma. Penyebab kecacatan dan
pemborosan dianalisis dengan diagram
sebab akibat, dan sebagai tahapan
berikutnya adalah menentukan alternatif
perbaikan untuk diimplementasikan.
Penentuan tingkat sigma dilakukan kembali
untuk dibandingkan dengan keadaan
sebelum implementasi perbaikan. Tahapan-
tahapan tersebut dapat dilihat pada Gambar
1.
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 283
Gambar 1. Tahapan dalam Six Sigma.
4. HASIL DAN PEMBAHASAN
Tahapan dalam Lean Six Sigma
dengan DMAIC dilakukan dalam
penyelesaian masalah mutu di Departemen
Weaving. Tahapan ini meliputi identifikasi
produk bermasalah, melakukan
pengukuran-pengukuran, mengolah data
secara statistikal, melakukan analisis,
mengusulkan perbaikan, implementasi
usulan perbaikan, dan mengevaluasi
kembali.
Tahap Define diawali dengan
pemilihan produk yang akan menjadi fokus
penelitian. Departemen Weaving PT.
ISTEM memproduksi berbagai jenis kain
grey single dan kain grey double, dengan
proses produksi yang hampir sama.
Berdasarkan data historis bulan September
2008, TS-8151 merupakan nomor grey
yang memiliki jumlah permintaan terbesar
dan tingkat persentase cacat tertinggi
dibandingkan dengan jenis kain grey
lainnya yakni sebesar 4,53 %, di atas target
perusahaan sebesar 4%. Oleh karena itu,
TS-8151 menjadi fokus permasalahan pada
penelitian ini. Pemilihan produk dilanjutkan
dengan pengamatan jenis cacat pada kain
grey TS-8151. Terdapat 6 kecacatan pada
bulan November 2008, dengan jumlah
kecacatan seperti terlihat pada Tabel 1.
Terlihat bahwa kecacatan terbesar adalah
yoko yurumi sebanyak 1703 kecacatan.
Tabel 1 Jumlah kecacatan Kain Grey TS-
8151 November 2008
Jenis cacat Jumlah kecacatan
Gaibutsu ito 913
Yoko Nuke 523
Yoko Yurumi 1703
Tate Nuke 143
Usudan 87
Atsudan 105
Total 3474
Sumber: PT. ISTEM (2008)
Pembuatan diagram SIPOC yang
menggambarkan hubungan antara suppliers,
input, process, output dan customers pada
saat pembuatan kain grey TS-8151,
284 Jurnal Teknik Industri, ISSN:1411-6340
dilakukan sebagai kelanjutan dari proses
penentuan produk bermasalah. Hasil yg
diperoleh dari diagram ini adalah
terdapatnya supplier eksternal yaitu PT.
MIZOBATALAJU, sedangkan supplier
internal adalah Departemen Spinning. Para
supplier Departemen Weaving PT. ISTEM
harus memenuhi ketentuan seperti
kedatangan bahan baku tepat waktu agar
tidak mengganggu jalannya proses
produksi. Input berupa bahan baku yang
diperoleh dari supplier akan di proses untuk
menghasilkan output berupa produk jadi
yang akan dikirim ke customer eksternal
dan customer internal.
Sebagai bagian dari diagram SIPOC,
selanjutnya dibuatkan diagram alir proses
produksi kain grey TS-8151. Aliran proses
dalam pembuatan kain grey TS-8151
diawali dengan kedatangan bahan baku
benang pakan, bahan baku benang lusi dan
bahan baku kanji. Bahan baku ini
diinspeksi. Proses inspeksi ini dilakukan
secara visual untuk memeriksa kondisi fisik
benang. Apabila pada proses pemeriksaan
benang dinyatakan lolos, maka benang
dapat digunakan pada proses di mesin
warping. Bila tidak lolos, akan
dikembalikan ke departemen Spinning,
untuk diberikan penggantinya.
Proses produksi pembuatan kain grey
ini meliputi proses pada mesin warping
dimana benang-benang lusi dalam cones
digulung dalam gulungan beam warping.
Setelah dilakukan proses warping,
dilanjutkan ke proses sizing yang
membutuhkan bahan baku kanji.
Pada proses sizing dibutuhkan dua
input yaitu benang-benang lusi dalam beam
warping dan larutan kanji. Proses sizing ini
bertujuan agar benang-benang lusi yang
dilapisi dengan larutan kanji tidak mudah
putus pada saat proses di looming. Setelah
mengalami proses sizing, benang-benang
lusi dalam beam didiamkan dalam beam
stocker dengan tujuan mengurangi
kelembaban pada benang-benang lusi.
Proses selanjutnya yaitu proses
tyeing pada looming. Pada proses tyeing
dilakukan penyambungan benang-benang
baru dengan benang-benang lama untuk
nomor chop yang sama. Benang-benang
lama ini merupakan sisa benang-benang
pada proses looming. Setelah dilakukan
proses tyeing, kemudian dilanjutkan proses
penenunan pada looming. Hasil output dari
proses looming adalah kain grey TS-8151.
Kain-kain yang sudah ditenun kemudian
dibawa ke area inspeksi. Proses inspeksi
kain pada Departemen PT. ISTEM
mengikuti ketentuan TRS-251 dimana kain-
kain dikategorikan berdasarkan grade yang
menunjukkan mutu kain. Kain yang telah
lolos inspeksi akan diproses pada mesin
selanjutnya yaitu meisn folding. Proses
terakhir yaitu proses folding atau pelipatan
kain grey sehingga dihasilkan kain yang
sudah terlipat dengan dimensi alas 1.63 m x
2 m. Setelah itu, kain grey akan disimpan
dalam grey storage dan siap untuk
didistribusikan ke pasar dalam negri, pasar
luar negri dan Departemen Dyeing.
Tahap measure merupakan tahap
yang dilakukan untuk mengukur kinerja
proses pada saat sebelum perbaikan agar
dapat dibandingkan dengan target yang
ditetapkan. Pengukuran pada tahap ini
tebagi menjadi dua yaitu pengukuran
kecepatan proses produksi dan pengukuran
kualitas produk. Pengukuran kecepatan
proses produksi dimulai dengan langkah-
langkah perhitungan waktu baku,
identifikasi kegiatan value-added dan non-
value-added, pemetaan value stream,
perhitungan process cycle efficiency, lead
time dan process velocity. Sedangkan
pengukuran kualitas produk dimulai dengan
langkah-langkah menetapkan karakteristik
kualitas atau CTQ (Critical to Quality),
membuat peta kendali P dan peta kendali U,
menghitung DPMO dan tingkat sigma.
Setelah penentuan waktu baku, maka
langkah berikutnya adalah identifikasi
kegiatan Value added dan non value added.
Kegiatan value-added adalah kegiatan yang
memberikan nilai tambah bagi produk dari
sudut pandang konsumen, sedangkan
kegiatan non-value-added adalah kegiatan
yang tidak memberikan nilai tambah bagi
produk dari sudut pandang konsumen,
sehingga kegiatan business value-added
dapat dikategorikan ke dalam kegiatan non-
value-added. Diperoleh hasil bahwa waktu
non-value-added pada proses produksi kain
grey TS-8151 lebih kecil dari waktu value-
added, dimana waktu non-value-added
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 285
sebesar 37561.55 detik dan waktu value-
added sebesar 59817.73 detik.
Setelah pemetaan value stream, maka
process cycle efficiency, lead time, dan
process velocity di hitung. Hasilnya adalah:
time lead total
time added - value
Efficiency Cycle Process = =
detik 94218.26
detik 58420.72
= 0.62005728 =
62.005728%
Dari perhitungan diatas, diketahui
bahwa process cycle efficiency pada
produksi kain grey TS-8151 sebesar
62.005728 % dan dapat disimpulkan
bahwa produksi kain grey TS-8151
pada PT. ISTEM termasuk dalam proses
lean. Walaupun sudah termasuk dalam
proses lean, namun PT. ISTEM
mempunyai keinginan untuk melakukan
peningkatan process cycle efficiency,
sehingga perlu dilakukan perbaikan
secara terus menerus untuk mencapai
hal tersebut.
Perhitungan Lead Time proses
menggunakan rumus sebagai berikut:
Waktu penyelesaian dalam satu jam=
=
) (jam/batch Time Lead Total
1
batch/jam 091345 . 0
jam/batch 10.94752
1
= =
Banyaknya produk dalam proses = 9
batch
Lead Time Proses =
jam per an penyelesai Waktu
proses dalam di produk Banyaknya
=
jam 5277 . 98
0.091345
9
= =
Jumlah aktivitas di dalam proses = 19
aktivitas
Kecepatan Proses
=
Proses Time Lead
proses dalam di aktivitas Jumlah
jam / aktivtas 192839 . 0
98.5277
19
= =
Pengukuran kualitas produk
dilakukan dengan membuat peta kendali
untuk melihat proses produksi pembuatan
kain grey terkendali atau tidak. Pembuatan
peta kendali p dan peta kendali Udapat
dilihat hasilnya pada Gambar 2 dan Gambar
3.
Sample
P
r
o
p
o
r
t
io
n
28 25 22 19 16 13 10 7 4 1
0.12
0.10
0.08
0.06
0.04
0.02
_
P=0.0690
UCL=0.1094
LCL=0.0286
Tests performed with unequal sample sizes
Peta Kendali P untuk Jumlah Cacat
Gambar 2. Peta kendali p
Sample
S
a
m
p
le
C
o
u
n
t
P
e
r
U
n
it
28 25 22 19 16 13 10 7 4 1
5.0
4.5
4.0
3.5
3.0
2.5
2.0
_
U=3.396
UCL=4.460
LCL=2.332
Peta Kendali U untuk Jumlah Kecacatan
Tests performed with unequal sample sizes
Gambar 3. Peta kendali U
Perhitungan DPMO (Defect Per
Million Opportunities -- jumlah kecacatan
yang terjadi dalam satu juta kesempatan)
dengan tahapan sebagai berikut:
Unit (U) adalah jumlah yang harus
diperiksa dalam inspeksi
U = 14828
286 Jurnal Teknik Industri, ISSN:1411-6340
Opportunities (OP) merupakan karakteristik
kritis bagi kualitas yaitu karakteristik yang
berpotensi untuk menjadi cacat.
OP = 6
Defect (D) adalah jumlah kecacatan yang
terjadi selama proses produksi. Data jumlah
kecacatan yang terjadi selama bulan
November 2008.
D = 3474
Defect per Unit (DPU)
0.2343
14828
3474
DPU = = =
U
D
Total Opportunities (TOP)
8968 8 6 14828 TOP = = = x UxOP
Defects Per Opportunities (DPO)
0.0390477
88968
3474
TOP
D
DPO = = =
Defects Per Million Opportunities (DPMO)
9048 3 1000000 0.0390477 = = x
Dari hasil perhitungan nilai DPMO
diketahui bahwa jumlah kecacatan dalam
proses produksi kain grey TS-8151 pada
bulan November 2008 sebesar 39.048
kecacatan per satu juta peluang dan nilai
DPMO ini masih jauh dari target Six
Sigma, dimana target Six Sigma adalah 3,4
kecacatan per satu juta peluang.
Tingkat sigma = (normsinv((1000000-DPMO)/1000000)+1,5)= 3,26184 sigma 3,26 sigma
Tahap Analyze dilakukan terhadap
penyebab cacat pada kain grey TS-8151
yang bertujuan untuk mengatasi jumlah
cacat yang timbul dan meningkatkan
produktivitas dengan mengurangi waktu
dari kegiatan yang tidak bernilai tambah.
Analisis dilakukan terhadap jenis penyebab
cacat yang dominan, kemudian dilakukan
identifikasi dan penelusuran yang lebih
mendalam terhadap penyebab cacat
dominan. Identifikasi dan analisis penyebab
permasalahan didapatkan melalui pencarian
fakta di lantai produksi serta wawancara
dengan pihak yang terkait di perusahaan.
C
o
u
n
t
P
e
r
c
e
n
t
C1
Count
9.6
Cum % 49.0 75.3 90.4 100.0
1703 913 523 335
Percent 49.0 26.3 15.1
Other Yoko Nuke Gaibutsu Ito Yoko Yurumi
3500
3000
2500
2000
1500
1000
500
0
100
80
60
40
20
0
DiagramPareto Cacat Atribut Kain grey TS-8151
Gambar 4. Diagram Pareto Jenis Cacat Kain
Grey TS-8151
Yoko yurumi merupakan jenis
cacat yang paling dominan yakni 49%,
sehingga perbaikan difokuskan ke
pengurangan jenis cacat tersebut. Yoko
yurumi adalah cacat pada kain dimana
terdapat anyaman benang yang
menggelembung atau menyerupai kaitan
pada bagian pakan sehingga permukaan
kain tidak rata. Untuk mengetahui
penyebab yoko yurumi dilakukan analisa
yang mendalam dengan pihak terkait,
kemudian dilakukan penggambaran
diagram sebab akibat seperti yang tampak
pada gambar 5.
Cacat
Yoko
Yurumi
Environment Machines
Personnel
Operator looming
lalai pada saat
mengawasi proses
Tekanan angin
pada bagian
profile rendah
Suhu udara yang tinggi
Banyaknya fly-waste yang
berterbangan
Diagram Sebab-Akibat untuk Cacat Yoko Yurumi
Gambar 5. Diagram Sebab Akibat Kecacatan
Yoko yurumi
Terdapat tiga faktor yang merupakan
penyebab dari cacat yoko yurumi, yaitu:
Manusia (Personnel)
Faktor manusia yang mempengaruhi
timbulnya cacat yoko yurumi yaitu
kelalaian operator looming pada saat
mengawasi proses di mesin tenun. Operator
yang mengawasi proses tenun bertanggung
jawab untuk melakukan pengawasan proses
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 287
dengan berjalan mengelilingi mesin dengan
rute jalan angka 8 seperti yang ditunjukkan
pada gambar 5.8. Pengawasan ini bertujuan
agar operator menemukan cacat sedini
mungkin dan menghentikan proses
sehingga cacat yoko yurumi tidak
berkelanjutan dan dapat ditangani lebih
awal. Lalainya operator pada saat
pengawasan ini tentu saja menyebabkan
kualitas kain menurun.
Gambar 6 Pengawasan Route 8
Mesin (Machines)
Faktor mesin yang mempengaruhi
timbulnya cacat yoko yurumi yaitu
kurangnya tekanan angin pada bagian
profile. Pada bagian profile terdapat
tekanan angin yang menjaga arah
pergerakan benang, sehingga benang yang
dilontarkan dapat sampai ke tujuan.
Terdapat 2 pengaturan yang mempengaruhi
tekanan angin pada bagian profile yaitu
tekanan main nozzle dan tekanan sub-
nozzle. Posisi main nozzle dan sub-nozzle
dapat dilihat pada gambar 5.9 Pengaturan
tekanan yang tidak tepat dan kotornya
saluran angin dapat menyebabkan
rendahnya tekanan angin. Apabila tekanan
pada bagian profile rendah, maka benang
menjadi longgar, sehingga timbul cacat
seperti kaitan.
Gambar 7. Posisi Sub-nozzle dan Main Nozzle
Lingkungan (Environment)
Faktor lingkungan yang mempengaruhi
timbulnya cacat yoko yurumi yaitu
banyaknya debu yang berterbangan dan
suhu udara yang tinggi. Banyaknya debu
yang berterbangan dan suhu yang tinggi
menyebabkan kotoran-kotoran tersebut
melekat pada tubuh operator. Kondisi ini
mempengaruhi kenyamanan operator
sehingga mengurangi efisiensi operator
dalam bekerja.
Penelusuran penyebab terjadinya
kecacatan dilakukan dengan diagram 5-
Why, untuk memperoleh alternatif
perbaikan.
Tahap Improve merupakan tahap
dimana dilakukan perbaikan, setelah
diperoleh penyebab terjadinya
permasalahan. Perbaikan meliputi
pengurangan waktu proses atau
menghilangkan pemborosan waktu, serta
perbaikan proses produksi untuk
mengurangi terjadinya kecacatan produk.
Berdasarkan perhitungan pada
pengolahan data diketahui bahwa waktu
terpanjang untuk memproduksi 1 batch (80
288 Jurnal Teknik Industri, ISSN:1411-6340
pieces) kain grey TS-8151 yaitu pada
proses inspeksi akhir sebesar 20714.01
detik atau 5.75 jam. Kegiatan inspeksi ini
merupakan kegiatan non-value-added yang
tidak dapat dihilangkan, sehingga fokus
perbaikan pada penelitian ini untuk
mereduksi waktu pada proses inspeksi agar
proses dapat berjalan lebih efisien.
Oleh karena itu, usulan yang
diberikan untuk mengatasi masalah ini
adalah pengurangan waktu rework melalui
pengurangan frekuensi kemunculan
kecacatan. Pengurangan frekuensi
kemunculan kecacatan akan tercapai
dengan melakukan usulan perbaikan
kualitas seperti mengatur setting optimum,
meningkatkan pengawasan dan
meningkatkan pembersihan. Dengan
mengurangi waktu rework, diharapkan
waktu pada proses inspeksi akhir dapat
direduksi.
Monitoring Form adalah selembar
form yang dirancang untuk operator
looming, sehingga kepala shift
mendapatkan kemudahan dalam mengawasi
kegiatan operator looming. Perancangan
monitoring form ini bertujuan untuk
mengatasi permasalahan pada operator
looming yang kurang memiliki rasa
tanggung jawab pada saat pengawasan dan
tidak melakukan pengecekan pada leno
falls.
Pada tahap analyze, diketahui bahwa
salah satu penyebab cacat yoko yurumi
adalah pengaturan tekanan mesin pada
bagian profile masih menggunakan metode
trial and error. Untuk mengatasi masalah
ini, maka dilakukan perancangan percobaan
untuk mendapatkan setting optimum.
Perancangan percobaan ini dilakukan
pada mesin tenun AJL T-610 untuk
memproduksi kain grey TS-8151. Setelah
dilakukan analisa terhadap cacat yang
terjadi pada kain grey TS-8151, diketahui
bahwa kurangnya tekanan pada bagian
profile menjadi penyebab munculnya cacat.
Tekanan pada bagian profile dipengaruhi
oleh dua faktor, yaitu:
1. Faktor A = Tekanan sub-nozzle (Ps)
Tekanan sub-nozzle merupakan tekanan
angin yang diberikan kepada benang,
sehingga benang tetap berada pada jalur
profile.
2. Faktor B = Tekanan main-nozzle (Pm)
Tekanan main-nozzle merupakan
tekanan angin yang diberikan kepada
benang, sehingga benang dapat
meluncur pada jalur profile.
Hasil setting optimum dengan
melakukan desain eksperimen pada mesin
AJL T-610 berdasarkan main effects plot
untuk faktor tekanan sub-nozzle dan faktor
tekanan main-nozzle agar dapat
mengurangi timbulnya frekuensi kecacatan
adalah 4 kgf/cm2 dan 2 kgf/cm2.
Tindakan pembersihan telah diatur
oleh Departemen Weaving PT. ISTEM
dimana operator cleaning service bertugas
membersihkan kotoran pada lantai area
looming sementara operator maintenance
bertugas membersihkan mesin tenun pada
saat pergantian produksi. Namun
berdasarkan analisis pada tahapan analyze,
diketahui bahwa kelalaian operator
maintenance dalam membersihkan
menyebabkan bagian pada mesin kotor dan
tersumbat.
Untuk mengatasi masalah tersebut
diusulkanan perancangan Standard
Operation Procedure (SOP) untuk
meningkatkan kebersihan pada exhaust
pipe, sub-nozzle dan area looming
khususnya di mesin tenun. Tujuan
perancangan SOP ini yaitu memperjelas
alur tugas, wewenang dan tanggung jawab
dari operator maintenance sehingga
kegagalan atau kesalahan dan inefisiensi
dapat dihindari. Rancangan SOP yang telah
dibuat akan dicetak pada selembar kertas.
Kemudian operator maintenance akan
diberi pengarahan mengenai SOP oleh
peneliti dan Kepala Bagian Maitenance,
sehingga operator maintenance dapat
memahami SOP.
Tahap Control merupakan tahap
dimana dilakukan evaluasi berupa
pengukuran-pengukuran untuk melihat hasil
perbaikan yang telah diimplementasikan.
Dari hasil pengamatan maka waktu
terpanjang untuk lini pertama terdapat pada
elemen kerja 3 dan waktu terpanjang untuk
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 289
lini kedua terdapat pada elemen kerja 5 dan
elemen kerja 6. Didapatkan total lead time
atau waktu untuk menyelesaikan
keseluruhan proses sebesar 88764.60 detik
yang didapatkan dengan menjumlahkan
total waktu value-added sebesar 58420.72
detik dan total waktu non-value-added
sebesar 30343.88 detik. Kemudian
dilakukan perhitungan process cycle
efficiency menggunakan perhitungan
sebagai berikut:
Process cycle efficiency =
time lead total
time added - value
=
=
detik 88764.60
detik 58420.72
= 0.65815 atau 65.82 %
Dari hasil perhitungan diketahui
bahwa nilai process cycle efficiency setelah
dilakukan implementasi adalah 65.82%.
Hal ini menunjukkan adanya peningkatan
process cycle efficiency dari proses
sebelumnya sebesar 62.01%. Peningkatan
nilai ini menunjukkan bahwa proses
implementasi yang dilakukan memberikan
peningkatan dengan mereduksi pemborosan
waktu yang terjadi pada kegiatan yang tidak
bernilai tambah.
Gambar 8 dan Gambar 9
menunjukkan peta kendali p dan peta
kendali U yang diperoleh dari data yang
diambil setelah implementasi usulan
perbaikan.
Sample
P
r
o
p
o
r
t
i
o
n
19 17 15 13 11 9 7 5 3 1
0.12
0.10
0.08
0.06
0.04
0.02
0.00
_
P=0.0478
UCL=0.0970
LCL=0
Tests performed with unequal sample sizes
Peta Kendali P untuk Jumlah Cacat
Gambar 8. Peta kendali p setelah
implementasi
Sample
S
a
m
p
l
e
C
o
u
n
t
P
e
r
U
n
it
19 17 15 13 11 9 7 5 3 1
5
4
3
2
1
0
_
U=2.401
UCL=3.803
LCL=1.000
Tests performed with unequal sample sizes
Peta Kendali U untuk Jumlah Kecacatan
Gambar 9 Peta Kendali U setelah
implementasi
Perhitungan DPMO (Defect Per
Million Opportunities -- jumlah kecacatan
yang terjadi dalam satu juta kesempatan)
dengan tahapan sebagai berikut:
Unit (U)
Unit adalah jumlah yang harus diperiksa
dalam inspeksi
U = 3076
Opportunities (OP)
Karakteristik kritis bagi kualitas yaitu
karakteristik yang berpotensi untuk menjadi
cacat.
OP = 6
Defect (D)
Defect adalah jumlah kecacatan yang
terjadi selama proses produksi. Data jumlah
kecacatan yang terjadi selama implementasi
(dapat kita lihat pada tabel 6.19).
D = 353
Defect per Unit (DPU)
0.1148
3076
353
U
D
DPU = = =
Total Opportunities (TOP)
18456 6 x 3076 UxOP TOP = = =
Defects Per Opportunities (DPO)
0.019127
18456
353
TOP
D
DPO = = =
Defects Per Million Opportunities (DPMO)
19127 1000000 0.019127
1000000
= =
=
x DPMO
DPOx DPMO
Dari hasil perhitungan nilai DPMO
diketahui bahwa jumlah kecacatan dalam
proses produksi kain grey TS-8151 pada
tanggal 25 April 2009 sampai tanggal 1 Mei
290 Jurnal Teknik Industri, ISSN:1411-6340
2009 sebesar 19.127 kecacatan per satu juta
peluang dan nilai DPMO.
Perhitungan tingkat sigma dapat
diketahui dengan menggunakan tabel
konversi Six Sigma yang terdapat pada
lampiran D. Tingkat sigma yang didapat
memberikan toleransi faktor pergeseran
(shift) dari nilai rata-rata yaitu sebesar 1,5
sigma. Selain itu, nilai konversi DPMO
dapat dihitung dengan menggunakan
software Microsoft Excel sebagai berikut:
Tingkat sigma = (normsinv((100000019127)/1000000)+1,5) = 3,57212 sigma 3,57 sigma
5. KESIMPULAN
Kesimpulan yang diperoleh dalam
penelitian ini adalah:
Produk yang menjadi prioritas
penanganan masalah dalam penelitian
ini yaitu kain grey TS-8151.
Berdasarkan data historis bulan
September 2008 terdapat enam jenis
kecacatan pada kain grey TS-8151 yaitu
yoko yurumi, gaibutsu ito, yoko nuke,
tate nuke, atsudan dan usudan.
Pengukuran kecepatan proses produksi
untuk memproduksi kain grey TS-8151
pada Departemen Weaving PT. ISTEM
diukur dengan process cycle efficiency,
lead time process dan kecepatan proses
dengan nilai process cycle efficiency
sebesar 62,01 %, lead time process
sebesar 98,53 jam dan kecepatan proses
sebesar 0,19 aktivitas/jam.
Pengukuran kualitas produk pada kain
grey TS-8151 pada Departemen
Weaving PT. ISTEM diukur dengan
perhitungan nilai DPMO dan tingkat
sigma, dari perhitungan pada tahap
measure didapatkan nilai DPMO
sebanyak 39.048 kecacatan per satu juta
peluang dan tingkat sigma sebesar 3,26
sigma.
Analisa penyebab jenis kecacatan
dilakukan dengan analisis pareto,
dimana hasil dari analisis
memprioritaskan penanganan terhadap
tiga jenis kecacatan yaitu yoko yurumi.
Hasil analisis mengenai penyebab jenis
kecacatan adalah sebagai berikut:
o Operator kurang memiliki rasa
tanggung jawab; belum adanya
standar yang pasti untuk pengaturan
tekanan angin pada bagian profile;
frekuensi pembersihan part rendah.
Usulan perbaikan dirancang untuk
menangani cacat yoko yurumi yaitu:
o Menerapkan monitoring form
sehingga operator looming merasa
memiliki tugas yang harus
dikerjakan
o Menerapkan setting optimum untuk
mengurangi frekuensi kemunculan
kecacatan, dimana didapatkan
setting tekanan sub-nozzle sebesar 4
kgf/m
2
dan tekanan main-nozzle
sebesar 2 kgf/m
2
; menerapkan
program pengontrolan part;
meningkatkan kebersihan looming
dengan pelaksanaan rancangan
SOP.
Usulan-usulan perbaikan ini kemudian
diimplementasikan pada tanggal 25
April 2009 sampai dengan 1 Mei 2009.
Hasil pengukuran yang dilakukan
setelah implementasi menunjukkan
adanya peningkatan terhadap
performansi Departemen Weaving yaitu
sebagai berikut:
o Pada perhitungan kecepatan proses
produksi diperoleh nilai process
cycle efficiency sebesar 65.82%.
o Pada perhitungan perbaikan
kualitas diperoleh nilai DPMO
sebesar 19.127 kecacatan per satu
juta peluang dan tingkat sigma
sebesar 3,57 sigma.
6. DAFTAR PUSTAKA
[1] Adam Everett E, Ronald J. Ebert,
1992, Production and Operation
Management 5th ed., Prentice Hall,
New Jersey.
[2] Carreira, Bill dan Trudell. 2006.
Lean Six Sigma That Works.
AMACOM. New York.
Usaha Peningkatan Mutu Kain Grey (Dorina Hetharia) 291
[3] Evans dan Lindsay. 2007. Six Sigma.
Salemba Empat. Jakarta.
[4] Gasperz, Vincent. 1997. Manajemen
Kualitas, Penerapan Konsep-Konsep
Kualitas dalam Manajemen Bisnis
Total. Gramedia Pustaka Utama.
Jakarta.
[5] Gasperz, Vincent. 2006. Continuous
[sic] Cost Reduction through Lean-
Sigma Approach. Gramedia Pustaka
Utama. Jakarta.
[6] Gasperz, Vincent. 2007. Lean Six
Sigma for Manufacturing and Service
Industries. Gramedia Pustaka Utama.
Jakarta.
[7] Gasperz, Vincent. 2008. The
Executive Guide to Implementing
Lean Six Sigma. Gramedia Pustaka
Utama. Jakarta.
[8] George, Michael L. 2002. Lean Six
Sigma. Mc Graw-Hill. New York.
[9] Gryna Frank M., 2001, Quality
Planning and Analysis, from product
development through use, 4
th
ed.,
McGraw Hill International Edition,
Industrial Engineering Series
[10] Krajewski L.J., Larry P. Ritzman,
2002, Operation management,
Strategy and Analysis, 6
th
ed.,
Prentice Hall International, Inc.
[11] Liker, Jeffrey K. 2006. The Toyota
Way. Erlangga. Jakarta.
[12] Montgomery, Douglas C. 2005.
Design and Analysis Of Experiments
6th ed. John Wiley & Sons. Canada.
[13] Nasution, M.Nur. 2005. Manajemen
Mutu Terpadu.Gahlia Indonesia.
Bogor
[14] Pande, Peter S dan Holpp. 2002. The
Six Sigma Way.ANDI. Yogyakarta
[15] Render Barry, et.al., 1997, Principles
of Operations Management, 2
nd
ed.,
Prentice Hall. Inc., New Jersey
[16] Sugian, Syahu. 2006. Kamus
Manajemen Mutu. Gramedia Pustaka
Utama. Jakarta.
[17] Sudjana. 2002. Desain dan Analisis
Eksperimen Edisi IV. Tarsito,
Bandung.
[18] Sutalaksana. 1979. Teknik Tata Cara
Kerja. Departemen Teknik Industri.
Institut Teknologi Bandung.
Bandung.
[19] Walpole, Ronald E. 1995. Pengantar
Statistika. Gramedia Pustaka Utama.
Jakarta.
292 Jurnal Teknik Industri, ISSN:1411-6340
ENGINEERING SYSTEM BERBASISKAN LEAN
MANUFACTURING
Tumbur Francisco
Engineering Division PT. ALSTOM Indonesia
Mahasiswa MTI Universitas Trisakti
ABSTRACT
The research tries to model the performance measurement by describing the process,
strength, and weakness which possible to occur. In this research, we design a system to produce
the workflow processes which is expected to increasingly optimal and developed (kaizen) and
reduce those aspects that inhibit the production processes (waste) by using the concept of lean
engineering or lean manufacturing. The research is implemented in the Enginering Design (ED)
Division, a company in Jakarta which has three units of Power Plant, Transportation, and
Transmission. In this research the unit used as the subject matter is Transmission unit.
Transmission Unit or commonly known as the Transmission System Units (TUS) is one of the
business units that produces a transmission system used in electric power networks in form of
transmission substations. UTS construction management system has a division that plays a very
important role of engineering design (ED) where the division is very supportive in the
production process that produces designs to simplify the process of procurement and
construction.
Keywords: Lean, workflow, construction management system
1. PENDAHULUAN
9
Dalam lingkungan bisnis global
khususnya yang bergerak di bidang sistem
energi listrik saat ini memiliki iklim
persaingan yang kian meningkat,
perusahaan dituntut untuk meningkatkan
produksi yang berkualitas dengan tingkat
kepuasan klien yang tinggi yang mana akan
berdampak pada peningkatan margin atau
keuntungan dalam sebuah proyek. Banyak
teknik manajemen yang dapat dilakukan
perusahaan untuk mencapai keunggulan
dan semakin berkompetitif melalui proses
optimasi dalam proses bisnis. Salah satu
tindakan efisiensi tersebut adalah
perusahaan menerapkan cara-cara yang
sangat mungkin dilakukan dimana
memberikan hasil yang efisien dan efektif
pada manajemen yang dilakukan dalam
proses produksi. Dalam penelitian ini
lingkup yang akan dibuat pembahasannya
adalah di divisi engineering design (ED).
Teknik manajemen yang dilakukan ini
adalah menggunakan konsep lean
Korespondensi :
Tumbur Francisco
E-mail : coisto220984@yahoo.co.id
engineering atau lean manufacturing
dimana intisari dari konsep ini adalah
merancang proses sistem yang optimal dan
berkesinambungan serta mengurangi hal-
hal yang tidak perlu (waste) [Liker, 2004].
Dari konsep ini diharapkan menghasilkan
workflow yang tepat, berkesinambungan,
dan menuju kepada adanya peningkatan
termasuk tujuan utama perusahaan untuk
meningkatkan keuntungan menjadi
tercapai.
PT Alstom Indonesia adalah sebuah
perusahaan manajemen konstruksi dimana
aktifitasnya terdiri dari tiga aspek yaitu :
engineering, procurement, dan
construction. Engineering di PT Alstom
memiliki deskripsi pekerjaan yang
menunjang proses berjalannya suatu proyek
mulai dari fase tendering, project execution,
hingga ke tahap realisasi di lapangannya.
Pada aspek ini sangatlah penting untuk
mengetahui kriteria-kriteria supplied goods
dimana berupa high voltage apparatus
(peralatan tegangan tinggi). Informasi yang
dibutuhkan didapatkan dari berbagai
sumber, yaitu :
1. data-data dari dokumen kontrak
Engineering System Berbasiskan Lean Manufacturing (Tumbur Francisco) 293
2. site survey (survey lapangan)
3. data-data teknis dari sistem manajemen
informasi yang berupa jaringan intranet
atau learning inventory lainnya.
Procurement memiliki deskripsi
pekerjaan yang merealisasikan atau
pengadaan material-material yang
dibutuhkan dalam pembangunan sebuah
gardu induk atau substation. Material-
material ini termasuk HV Equipment (high
voltage apparatus), supporting material
yang berfungsi untuk menunjang
penggunaan HV apparatus, dan bulk
material.
Construction memiliki deskripsi
pekerjaan yang merealisasikan dari
pekerjaan-pekerjaan design yang dilakukan
oleh engineer. Pada aspek ini pekerjaan
yang dilakukan adalah berdasarkan
rancangan atau rekayasa yang telah dibuat
oleh engineer. Pada proses ini dapat juga
dikatakan bahwa pekerjaan construction
adalah validasi dari pekerjaan engineering.
Dari penjelasan aspek-aspek
manajemen PT Alstom Indonesia maka
dapat dijelaskan bahwa produk yang
dihasilkan adalah berupa barang dan jasa.
Namun begitu produk yang dominan adalah
jasa. Barang-barang yang dihasilkan adalah
berupa gambar (technical drawing) mulai
dari fase basic preliminary hingga status for
construction hingga pada akhir sebuah
proyek drawing tersebut berstatus as built
dan siap untuk diserah terima kepada klien.
Jasa yang yang diproduksi dalam
manajemen konstruksi PT. Alstom dapat
berupa pengadaan barang atau procurement
dan installation. Untuk pengadaan barang
ini harus sesuai dengan spesifikasi yang
diharapkan oleh klien dan tentunya
berdasarkan standar internasional. Standar
internasional yang sering digunakan adalah
IEC (International Electrotechnical
Commision), ASTM (American Society for
Testing and Material), dan juga standar
lokal dimana proyek itu berada seperti
SPLN (Standar Perusahaan Umum Listrik
Negara) untuk proyek di Indonesia.
Barang material yang akan disuplai
dalam proses procurement memiliki konsep
supply chain walaupun sebagian besar
brand yang disuplai adalah berasal dari
grup Alstom. Material yang disuplai ini
haruslah berdasarkan standar internasional.
Untuk menunjang proses produksi barang
dan jasa maka dibutuhkan manajemen yang
kokoh. Alstom grup khususnya PT Alstom
Indonesia membuat suatu inovasi internal
untuk memperkuat manajemen sehingga
tujuan jangka pendek yang harus
didapatkan yaitu quality engineering dan on
time delivery. Tujuan jangka pendek ini
tidak hanya berlaku untuk divisi ED namun
berlaku untuk divisi lainnya seperti
commercial division, field activity division,
dan sebagainya.
Seperti telah disebut sebelumnya
bahwa kinerja dari tiap sub sistem perlu
diselaraskan dengan beban yang imbang,
untuk memperolehnya perlu dimulai dari
identifikasi keinginan para pemangku
kepentingan yang dirumuskan dalam
bentuk target; kemampuan; dan aktifitas-
aktifitas pendukung di semua bagian rantai
pasok sehingga nantinya bisa diperoleh
pemetaan aktifitas-aktifitas kunci dan
besaran target sesuai dengan misi
perusahaan.
2. METODOLOGI
Untuk mencapai proses produksi
yang optimal yang berarti jumlah beban
pekerjaan yang harus seimbangan dengan
waktu pada project schedule dan nilai
mandays yang tersedia maka dibutuhkan
teknik manajemen yang bersifat efektif dan
efisien. Teknik manajemen akan
dimodelkan dalam sebuah kerangka proses
kerja (workflow) yang diaplikasikan ke
setiap bagian-bagian atau fase-fase dalam
sebuah proyek.
Mendapatkan model pengukuran
kinerja dalam proses produksi untuk
mendukung tercapainya target perusahaan
yaitu quality design, on time delivery, dan
margin increasement. Tujuan tersebut
masuk dalam bagian aspek kinerja yaitu
efektifitas dan efisiensi.
Kerangka Pemikiran
Penelitian dimulai dari pemetaan
terhadap kondisi riil sistem proses produksi
(workflow), interaksi antara bagian, dan
aktifitas-aktifitas (Gambar 3). Selanjutnya
294 Jurnal Teknik Industri, ISSN:1411-6340
mempelajari sekaligus mengkritisi konsep-
konsep pengukuran kinerja yang lazim
dipakai dari jurnal ilmiah atau pendapat
para pakar. Masukan dari variabel tersebut
selanjutnya dipakai untuk menganalisa
sistem yang terdiri dari analisa kebutuhan
yaitu mengidentifikasi pemangku
kepentingan (stakeholder),
memformulasikan masalah dan membuat
bagan Input-Proses-Output, seperti terlihat
pada Gambar 1 dan 2.
Tahapan selanjutnya membangun
model kinerja di semua bagian yang terkait
langsung dengan rantai pasok dan pada
tahap terakhir memverifikasi dan
memvalidasi model tersebut dengan
mensimulasikan di perusahaan.
Gambar 1. Model Penelitian
Diagram input-proses-output
memetakan data-data masukan ke sistem,
yang setelah dimodelkan, akan diperoleh
keluaran KPI tiap bagian. Masukan (Input)
terdiri dari yang terkendali, tidak terkendali,
dan peraturan pemerintah/perundang-
undangan, sedangkan Keluaran (Hasil)
terdiri dari yang diinginkan dan yang tidak
diinginkan.
Proses produksi dimulai dari
mengetahui beban pekerjaan permintaan
dari klien mengenai scope proyek sesuai
dengan kontrak pada saat tertentu, data-data
tersebut akan menjadi referensi untuk
dibuatkan model teknik manajemen sesuai
dengan konsep lean engineering atau lean
manufacturing.
Engineering System Berbasiskan Lean Manufacturing (Tumbur Francisco) 295
Gambar 2. Diagram Input-Output Penelitian
Teknik manajemen yang akan dimodelkan akan diaplikasikan kepada contoh alur proses
produksi yang terjadi pada section ED pada fase tendering yang dapat dilihat pada Gambar 3.
Gambar 3 (a). Bagan workflow divisi ED selama fase tendering
296 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 3 (b). Diagram Alir proses produksi ED saat fase tendering
Gambar di atas menunjukkan proses atau diagram alir perancangan/design yang
dilakukan engineering design saat proyek berada pada tahap tendering.
Gambar 4 (a). Diagram Alir proses produksi ED saat fase project realization
Engineering System Berbasiskan
Gambar 4 (b). Diagram Alir proses produksi ED saat fase
Gambar di atas menunjukkan prose
atau diagram alir perancangan
dilakukan engineering design
berada pada tahap project realization
Penggunaan proses produksi ini diharapkan
dapat mengoptimalkan kegiatan produksi
Gambar 5. Bagan hal
Berbasiskan Lean Manufacturing (Tumbur Francisco
). Diagram Alir proses produksi ED saat fase project realization
Gambar di atas menunjukkan proses
atau diagram alir perancangan/design yang
engineering design saat proyek
project realization.
Penggunaan proses produksi ini diharapkan
dapat mengoptimalkan kegiatan produksi
sehingga lebih efisien, efektif, dan
meningkatkan kualitasnya. Hal
dapat mengganggu proses produksi
oleh ED dapat digambarkan pada Gambar
5.
Gambar 5. Bagan hal-hal yang teridentifikasi sebagai waste
umbur Francisco) 297
project realization
sehingga lebih efisien, efektif, dan
meningkatkan kualitasnya. Hal-hal yang
dapat mengganggu proses produksi design
dapat digambarkan pada Gambar
waste
298 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 1. Item-item yang teridentifikasi sebagai waste
Over Production
Producing, distributing more information than needed. Too much
detail, un-necessary information, redundant development, over
dissemination, phusing data
Waiting
Information created too early or un-available, late delivery,
suspect quality
Transportation
Information incompatibility, communication failure, multiple
sources, security issues
Over Processing
Information processing beyond requirements, unneccessary data
conversions, excessive verification
Inventory
Too much information, poor configuration management,
complicated retrieval
Unnecessary Motion
Unnecessary human movement (physical or user movement
between tools or system), required manual intervention, lack of
direct access, reformating
Defect
Lacking quality, conversion errors,
incomplete/ambiguous/inaccurate information, lacking required
test/verification
3. KESIMPULAN
Dalam proses produksi pada
engineering design (ED) dibutuhkan teknik
manajemen untuk mendapatkan hasil yang
optimal di mana berarti juga efisien, efektif,
dan meningkatkan kualitasnya. Terdapat
hal-hal yang teridentifikasi sebagai waste
(hal yang sia-sia) yang harus dihilangkan
agar mampu meningkatkan produktifitas
produksi.
4. DAFTAR PUSTAKA
[1] Ke Zhu, Hengshan Wang, Yuanyuan
Kong, Sheng Li, 2011. Optimization of
The Replenishment Strategy for The
Supplier Based on Genetic Algorithm.
International Business and
Management Vol 6, No.1; January
2011. hal : 218 - 222
[2] Miroljub K, Igor B.K, Uros B. 2003.
Production Planning Using Simulation
and Genetic Algorithms in Multi-
criteria Scheduling Optimation. Journal
of the Operational Research Society.
Vol 58 No. 7, hal. 15.
[3] Mitchell, M. 1996. An Introduction to
Genetic Algorithms. Cambridge, MA:
MIT Press.
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 299
MODEL SIMULASI UNTUK MENGHITUNG
JUMLAH TENAGA KERJA YANG OPTIMAL
PADA LINE 21 PT PANCAPRIMA EKABROTHERS
Zeny Fatimah Hunusalela
PPIC Division PT. JAPFA SANTORI Indonesia
ABSTRACT
PT Pancaprima Ekabrother is a garment company. In order to guarantee the effective
production process, the input should be managed well. One of the inputs in the production
system is the workforce. Excess workforce raises unemployment which affects the expenditure of
workforce costs that are not productive and in the long term and can lead to the lack of
motivation and job skills and in the end will decrease productivity. On the other hand,
workforce shortages will result in the non-fulfillment of product demand (lost sale),
expenditures for overtime, and decrease in product quality because workers have to work
longer than normal working hours. The optimal number of work force is to minimize the loss in
totality. Therefore, it needs a simulation model to determine the optimal number of workforce.
Keywords: Simulation model, number of workforce.
1. PENDAHULUAN
10
Pesatnya perkembangan IPTEK
berdampak pada ketatnya persaingan di
dunia industri serta cepatnya terjadi
perubahan di dunia usaha. Oleh karena itu
perusahaan-perusahaan saling berlomba-
lomba untuk memenangkan persaingan
tersebut. Sehingga produk-produk dalam
negeri harus siap untuk berkompetisi
dengan produk luar negeri. Untuk
membangun daya saing yang berkelanjutan,
diperlukan upaya pemanfaatan seluruh
potensi sumber daya yang dimiliki. Setiap
perusahaan memiliki suatu proses yang
merubah input menjadi output yang
mempunyai nilai tambah. Dalam
melakukan hal tersebut dilibatkan semua
sumber daya yang tersedia pada perusahaan
tersebut, seperti sumber Daya Manusia
(SDM) dan fasilitas produksi lainnya.
Dengan adanya persaingan yang
cukup ketat maka setiap perusahaan harus
memiliki komitmen yang kuat untuk dapat
tetap memenuhi keinginan dari para
pelanggan. Untuk dapat memenuhi
permintaan pelanggan tersebut, perusahaan
harus memiliki perencanaan produksi yang
Korespondensi :
Zeny Fatimah Hunusalela
E-mail : zennie_fh@yahoo.com
matang. Perencanaan ini tidak hanya
memikirkan kualitas produk yang
dihasilkan, akan tetapi perencanaan ini juga
harus mencakup ketepatan produksi dan
pencapaian target produksi. PT. Pancaprima
Ekabrothers adalah perusahaan manufaktur
di bidang garment, dimana salah satu kunci
keberhasilannya terletak pada lancar atau
tidaknya aliran produksi. Untuk mengetahui
aliran produksi berjalan lancar atau tidak,
dapat diketahui dengan melihat kemampuan
lintasan tersebut dalam menghasilkan
output apakah dapat memenuhi target
produksi atau tidak.Untuk mencapai target
produksi tersebut, maka diperlukan suatu
pengelolahan pada sistem produksi yang
terdapat pada lantai produksi secara efektif
dan efisien. Salah satu dari input proses
produksi yaitu tenaga kerja. Menentukan
jumlah tenaga kerja yang dibutuhkan
merupakan hal terpenting dalam sistem
produksi. Karena apabila jumlah tenaga
kerja tidak efektif dan efisien, maka dapat
menurunkan produkstivitas dari
perusahaan.
Menentukan tenaga kerja yang
dibutuhkan dilihat dari parameter yang ada
pada lantai produksi. Parameter sistem yang
dianggap dapat didekati secara
deterministik adalah keuntungan penjualan
per unit produk, ongkos tenaga kerja per
hari per orang, dan biaya lembur per jam
300 Jurnal Teknik Industri, ISSN:1411-6340
per orang. Parameter sistem yang bisa
diestiminasikan secara probabilistik adalah
jumlah unit yang dapat diproduksi per jam,
penurunan kualitas produk karena kelelahan
(lembur) per hari, dan penurunan
produktivitas kerja sebagai dampak dari
keadaan menganggur dalam waktu lama per
orang per hari. Fenomena seperti ini
menyebabkan model simulasi menjadi
semakin menarik untuk dikaji lanjut.
Dibandingkan dengan model yang
berasumsi bahwa parameter sistem semua
bersifat deterministik, maka model yang
dikembangkan di dalam penelitian ini lebih
bersifat kompleks, namun besar
kemungkinan bahwa model yang didapat
lebih mendekati perilaku sistem nyata.
Di samping itu, kondisi optimal pada
sistem yang bersifat deterministik memiliki
kerumitan yang rendah, tetapi ternyata
memiliki ongkos produksi yang relatif lebih
tinggi dibandingkan dengan model
probabilistik. Hal ini dirasakan lebih rendah
manfaatnya manakala disadari bahwa
secara substansial sesungguhnya jauh dari
kenyataan yang dihadapi, sehingga
keputusan manajemennya bisa lebih bersifat
kaya. Sebaliknya dengan model sistem yang
probabilistik lebih realistik bagi keperluan
keputusaan manajemen dan nilai harapan
ongkos yang ditimbulkannya dalam
kondisi optimal lebih rendah dari pada
model yang bersifat deterministik. Hal
inilah yang merupakan harga atau ongkos
suatu analisis yang bersifat
penyederhanaan. Tujuan dari penelitian ini
yaitu untuk mendapatkan simulasi model
kebutuhan tenaga kerja yang optimal.
Sehingga dapat meningkatkan produktivitas
dari perusahaan.
2. MODEL PEMECAHAN
MASALAH
2.1 Proses Produksi celana NIKE style
268015
Peralatan utama yang digunakan
adalah mesin potong dan mesin jahit. Mesin
potong sudah menyediakan bentuk pola
dengan bermacam-macam ukuran. Mesin
jahit merupakan alat yang paling banyak
digunakan, karena sebagian besar waktu
proses adalah bentuk kegiatan menjahit.
Secara garis besar proses produksinya
berjalan sebagai berikut: (1) Di bagian
cutting (potong), operator meletakkan
bahan yang akan dipotong pada sebuah
meja kerja, lalu mengarahkan mesin potong
pada bagian yang akan dipotong dengan
maksud bahan kulit yang terbuang
seminimal mungkin, (2) Di bagian sewing
(jahit), bahan yang sudah digunting di
bagian cutting dijahit sesuai dengan
polanya, logo dan terakhir dijahit
elastis/karet, (3) Di bagian finishing dan
packing (penyelesaian dan pengepakan), di
mana operator bertugas melakukan kegiatan
untuk memasang kancing, menggosok atau
setrika, untuk selanjutnya dikemas ke
dalam sejenis amplop plastik.
Memperhatikan gambar mengenai
aliran bahan dan informasi di dalam proses
pembuatan sosis tersebut, dapat dikenali
bahwa proses produksi mengikuti ban
berjalan; di mana bahan bergerak
mengikuti aliran pada stasiun-stasiun kerja
yang terpasang secara permanen. Dengan
mengikuti pemahaman seperti itu, maka
efektivitas (dan efisiensi) berjalannya
proses produksi sangat tergantung pada
beberapa faktor, antara lain yang sangat
dominan adalah: (1) Ketersediaan kapasitas
mesin yang cukup sesuai dengan kebutuhan
jam operasi mesin, (2) Ketersediaan tenaga
kerja yang cukup sesuai dengan jam kerja
manusia (man hour) yang dibutuhkan, (3)
Ketersediaan bahan baku dan bahan
penolong yang cukup sesuai dengan jumlah
dan kualitas yang dibutuhkan. Bertitik tolak
dari asumsi yang dipergunakan di dalam
merumuskan model analisis, maka untuk
kepentingan operasi produksi sehari-hari
letak permasalahannya terletak pada
bagaimana menentukan jumlah tenaga kerja
optimal yang dapat memenuhi kebutuhan
jam kerja manusia (man hour) secara
efektif tetapi efisien dalam arti kerugian
atau ongkos yang ditimbulkannya berada
dalam tingkat yang minimal.
2.2 Kelebihan atau Kekurangan
Tenaga Kerja
Data-data yang diambil dan
digunakan dalam penelitian ini adalah
dalam perspektif jangka waktu 1 (satu)
bulan. Aliran kegiatan dan informasi dalam
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 301
lingkup kajian atau penelitian pembuatan
celana nike style 268015 dapat dilihat pada
Gambar 1. Hal ini mengandung pengertian
bahwa perilaku data diamati selama kurun
waktu satu bulan. Untuk menyelesaikan X
unit pesanan diperlukan jam orang bagian
cutting, sewing, dan finishing masing-
masing sebesar BLc, BLs, dan BLf.
Sementara itu kapasitas jam orang pada
masing-masing stasiun kerja tersebut adalah
KLc, KLs, dan KLf. Kapasitas jam orang
inilah yang akan diatur besar kecilnya agar
memenuhi besaran yang sedekat mungkin
dengan kebutuhan.
Urut-urutan kegiatan dan aliran
informasi dalam proses produksi
pembuatan produk tersebut, diawali dengan
adanya pesanan yang datang, karena itu
proses produksinya bersifat job order.
Secara umum urut-urutan kegiatan yang
dimaksud adalah sebagai berikut:
Variabel kedatangan pesanan. Jumlah
pesanan yang datang selama 1 (satu) bulan
dihitung dari nilai rata-rata setiap
kedatangannya. Karena pola kedatangannya
yang bersifat acak maka jumlah pesanan
dinyatakan dengan variabel x. Distribusi
statistik untuk menirukan perilaku
kedatangan pesanan dipilih sesuai dengan
pola dari data melalui pengujian kesesuaian
distribusinya.
Variabel kebutuhan jam orang tenaga
kerja (man hours). Bila c, s, dan f,
menyatakan nilai rata-rata jam orang yang
dibutuhkan pada bagian cutting (c), sewing
(s), dan finishing (f) untuk menyelesaikan 1
(satu) unit produk celana nike; maka
kebutuhan jam orang (B
L
) untuk membuat
X unit produk tersebut adalah:
BLi = i.X = [ X/ Ui ] , di mana i = c,s,f
(1)
Nilai efektivitas tenaga kerja. Nilai
efektivitas kerja menyatakan persentasi jam
kerja nyata yang dilakukan secara efektif
oleh tenaga kerja relatif terhadap jam kerja
yang seharusnya tersedia (potensial) bagi
tenaga kerja untuk melakukan kegiatan
kerja. Bila Efc, Efs, dan Eff menyatakan
besaran nilai efektivitas tenaga kerja pada
bagian cutting, sewing, dan finishing, maka
range (kisaran rentang) besaran nilai
variabel itu adalah:
0 Efc, Efs, Eff 100 (2)
Variabel kapasitas jam orang. Kapasitas
jam orang pada bagian cutting, sewing, dan
finishing yang dinyatakan dengan simbol
KLc, KLs, dan KLf dihitung dengan cara
mengalihkan jumlah tenaga kerja pada
bagian cutting, sewing, dan finishing
dengan nilai efektivitasnya masing-masing
dan jumlah jam kerja selama sehari (h),
sehingga rumusan menjadi sebagai berikut:
KLi = Efi. H. Li , di mana i = c,s,f (3)
Variabel kelebihan dan kekurangan jam
orang. Kelebihan dan kekurangan jam
orang dihitung dengan cara mengurangi
kapasitas jam orang yang ada bagian
cutting, sewing, dan finishing dengan
kebutuhan jam orang pada masing-masing
bagian tersebut. Kelebihan dan kekurangan
jam orang dinyatakan dengan simbol Dc,
Ds, dan Df masing-masing untuk bagian
cutting, sewing, dan finishing.
Di = (KLi - BLi), di mana i = c,s,f (4)
Bila diilustrasikan ke dalam bentuk
diagram, maka proses yang terjadi
sebagaimana dapat dilihat pada Gambar 2.
302 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 1. Lingkup kajian studi pembuatan Celana Nike style 268015.
2.3 Implikasi dari
Kelebihan/Kekurangan Tenaga
Kerja
Kelebihan tenaga kerja (L-Lo>0)
mengakibatkan ongkos tenaga kerja
langsung menjadi lebih besar. Bila upah
rata-rata tenaga kerja per hari perorangan
adalah rupiah, maka R (+) = * (L-Lo).
Selain itu keadaan menganggur seperti itu,
terutama untuk jangka yang relatif lama
bisa menimbulkan penurunan motivasi dan
ketrampilan tenaga kerja yang secara
totalitas mengakibatkan penurunan
produktivitas tenaga kerja. Bila rata-rata
produktivitas tenaga kerja perhari dalam
keadaan normal adalah Yn produk perhari,
dan setelah mengalami pengangguran
mengakibatkan produktivitasnya turun
menjadi Ytn perhari, maka besarnya
kerugian pertenaga kerja perhari dihitung
dengan cara mengalihkan besarnya nilai
keuntungan per produk (p) dengan
penurunan produktivitas rata-rata tenaga
kerja dan jumlah tenaga kerja (L). Nilai
kerugian total akibat kelebihan tenaga
kerja:
R (+) = * (L-Lo) + p * L * (Yn - Ytn) (5)
Kekurangan tenaga kerja ((L-Lo < 0)
mengakibatkan ongkos kerja lembur (over
time) dan ongkos kehilangan kesempatan
menjual produk (lost sale) bila jumlah
pesanan tidak bisa dipenuhi walaupun
sudah ditempuh upaya kerja lembur. Upah
lembur per jam dihitung dengan rumus
sesuai dengan kebijaksanaan manajemen,
misalnya ov rupiah perjam. Ongkos
kehilangan kesempatan menjual perunit
produk adalah keuntungan kotor dibagi
dengan jumlah unit yang dapat diproduksi.
Di samping itu terjadi pula kerugian karena
terjadinya penurunan kualitas produk (PQ).
Hal ini sangat lazim terjadi bila kegiatan
lembur terjadi dalam kurun waktu yang
relatif panjang. Bila keuntungan normal per
unit produk adalah p sedangkan kerugian
akibat adanya penurunan kualitas produk
adalah p, dan jumlah produk dengan
kualitas baik bila dikerjakan secara normal
pada kapasitas jam orang yang cukup tanpa
lembur adalah Yn sedangkan jumlah
produk yang kualitasnya kurang akibat
harus diselesaikan dengan kerja lembur
adalah Ytn; maka PQ = [p-p]*[Yn-Ytn].
Ongkos total akibat kekurangan tenaga
kerja adalah :
R (+) = ov * Ot * (L-Lo) + p * (X-Yn)+ [p-p]*(Yn - Ytn) (6)
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 303
Dimana :
Ot = Jumlah jam over time per tenaga
kerja
X = Jumlah unit produk yang dipesan
Yn = Jumlah unit produk yang dapat
diproduksi atau dipenuhi
Ytn = Jumlah produk dengan kualitas
yang kurang memadai
Dalam kurun waktu 1 (satu) bulan
ada kemungkinan berlangsung suatu
keadaan di mana pada hari-hari tertentu
terjadi kekurangan jumlah tenaga kerja.
Sebaliknya pada hari-hari tertentu pada
waktu lain yang tersisa dalam bulan
tersebut terjadi kelebihan jumlah tenaga
kerja. Sehingga ongkos total merupakan
penjumlahan ongkos yang diakibatkan oleh
terjadinya kekurangan jumlah tenaga kerja
dan ongkos yang diakibatkan oleh
terjadinya kelebihan jumlah tenaga kerja.
R = R (+) + R (-) (7)
Bila diilustrasikan ke dalam bentuk
diagram alir, maka dampak terjadinya
kelebihan dan/atau kekurangan tenaga kerja
adalah sebagaimana dapat dilihat pada
Gambar 2, di mana:
X Unit merupakan jumlah unit sarung
tangan dipesan oleh konsumen rata-
rata per bulan.
LS Menyatakan kerugian akibat
kehilangan kesempatan untuk
menjual produk yang telah dipesan
(lost sale).
OT Menyatakan kerugian yang harus
ditanggung karena mempekerjakan
tenaga kerja melebihi waktu normal
jam kerjanya (over time)
PQ Menyatakan penurunan kualitas
produksi karena dipaksa untuk kerja
lembur dan menimbulkan kelelahan
yang pada gilirannya dapat
mengurangi kualitas produk.
PR Menyatakan penurunan produktifitas
tenaga karena terlalu sering
menganggur yang berdampak pada
penurunan keterampilan dan motivasi
kerjanya.
ON Menyatakan kerugian atau ongkos
yang harus dikeluarkan untuk
membayar tenaga kerja yang
menganggur.
KEBUTUHAN
JAM ORANG
JUMLAH
PESANAN
BARANG
KAPASITAS
JAM ORANG
KEKURANGAN
JAM ORANG
KELEBIHAN
JAM ORANG
LOST SALE
TAK TERPENUHI
PESANAN
OVERTIME
LEMBUR
ONGKOS
NAKER
NGANGGUR
PENURUNAN
PRODUKTIVITAS
NAKER
PENURUNAN
KUALITAS
PRODUK
KERUGIAN AKIBAT
KELEBIHAN DAN
KEKURANGAN
JAM ORANG
Gambar 2. Proses terjadinya kekurangan jam orang pada proses produksi.
304 Jurnal Teknik Industri, ISSN:1411-6340
2.4 Langkah Pemecahan Masalah
Langkah pemecahan masalah dapat
diilustarikan secara diagram pada Gambar
3, dengan penjelasan sebagai berikut:
Langkah pertama. Masukan data-data
jumlah tenaga kerja pada masing-masing
bagian atau stasiun kerja yaitu cutting,
sewing, dan finishing [Lc, Ls, dan Lf].
Besaran nilai inilah yang akan
disimulasikan untuk dapat menentukan
jumlah tenaga kerja optimal.
Langkah kedua. Hitung kapasitas jam
orang pada masing-masing stasiun kerja per
hari selama satu bulan [KLc, KLs, dan
KLf], yang ditentukan berdasarkan jumlah
tenaga kerja [Lc, Ls, Lf], efektivitas tenaga
kerja per hari [Etc, Ets,Etf], dan jumlah jam
kerja per hari kerja [h].
Langkah ketiga. Simulasikan jumlah
kedatangan pesanan (X) berdasarkan
distribusi statistiknya (Fx), yang dihitung
sebagai berikut:
X = F
X
[-1]
(AR) (8)
Langkah keempat. Hitung kebutuhan jam
orang pada masing-masing stasiun kerja
[BLc, BLs, BLf], berdasarkan jumlah unit
pesanan [X], jumlah tenaga kerja
[Lc,Ls,Lf], dan waktu penyelesaian satu
unit produk per jam orang [c, s, f],
dengan menggunakan persamaan 1.
Langkah kelima. Hitung selisih kapasitas
jam orang dengan kebutuhan jam orang
pada masing-masing stasiun kerja [D
c
, D
s
,
D
f
] menggunakan rumusan pada persamaan
(4). Jika hasil yang didapat minus (-),
terjadi kehilangan kesempatan menjual
[LS], ongkos lembur [OT], dan ongkos
akibat penurunan kualitas produk [PQ].
Jika hasil yang didapat plus (+) berarti ada
ongkos untuk membiayai tenaga kerja yang
menganggur [ON] dan ongkos yang harus
ditanggung karena terjadinya penurunan
produktivitas kerja dari tenaga kerja [PR].
Langkah keenam. Perbedaan antara
ketersediaan dan kebutuhan jam orang
mendekati atau sama dengan nol sangat
sulit dicapai, sehingga yang terpenting
adalah meminimalkan jumlah ongkos atau
kerugian yang ditimbulkan karena
terjadinya kelebihan dan/atau kekurangan
tenaga kerja seperti dirumuskan pada
persamaan (5), (6), (7) ditambah dengan
ongkos reguler (R(0)) yaitu:
(R(0)) = [ BLc * ORc * + BLs * ORs + BLf
* Of] (9)
R = R(0) + R (+) + R(-) (10)
Pada langkah ini juga perlu dilakukan
simulasi mengenai jumlah jam orang yang
dibutuhkan untuk menyelesaikan satu unit
produk pada masing-masing stasiun kerja
[c, s, f], dan jumlah produk yang
kurang memenuhi kualitas yang dipesan
(Ytn) dari keseluruhan unit yang dipesan
(Yn).
= F (-1) (AR) (11)
Ytn = FYtn (1) (AR) (12)
Langkah ketujuh. Bila jumlah observasi
(replikasi simulasi) dianggap cukup
memadai, selanjutnya pada setiap observasi
dicatat besaran nilai variabel ongkos total
[R] dan besaran nilai variabel tenaga kerja
yang disimulasikan (Lc, Ls, Lf). Jika
observasi dianggap belum cukup, maka
dilakukan pengulangan melalui langkah
pertama kembali.
Langkah kedelapan. Menentukan jumlah
tenaga kerja yang optimal yaitu pasangan
nilai variabel (Lc, Ls, Lf) yang
mengakibatkan nilai kerugian total [R]
terkecil, selanjutnya masing-masing
disebutkan dengan (Lc , Ls*,Lf*) dan (R*).
3. PROSES SIMULASI
Proses simulasi menggunakan 1
(satu) program utama dan 7 (tujuh)
prosedur masing-masing untuk
mensimulasikan jumlah pesanan,
menghitung kebutuhan jam orang tenaga
kerja, mensimulasikan jumlah tenaga kerja
yang perlu disiapkan, menghitung
kapasitas, menghitung kelebihan dan orang
tenaga kerja yang disimulasikan,
menghitung kelebihan dan kekurangan jam
orang tenaga kerja, menghitung ongkos-
ongkos yang ditimbulkan, memilih
komposisi tenaga kerja yang menghasilkan
ongkos total minimum, dan mencetak hasil
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 305
simulasi. Struktur program dan modul-
modulnya ditunjukkan pada Gambar 4.
Data kedatangan pesanan (X)
diperoleh dari pengamatan selama tiga
bulan penuh yaitu sebagaimana disajikan
pada Tabel 1.
Gambar 3. Metodologi Penelitian
306 Jurnal Teknik Industri, ISSN:1411-6340
PROGRAM PROGRAM
UTAMA UTAMA
CETAK HASIL CETAK HASIL
SIMULASI SIMULASI
JAM ORANG JAM ORANG
PER UNIT PER UNIT
KEDATANGAN KEDATANGAN
PESANAN PESANAN
JML NAKER JML NAKER
DI STASIUN KERJA DI STASIUN KERJA
KAPASITAS KAPASITAS
JAM-ORANG JAM-ORANG
KEBUTUHAN KEBUTUHAN
JAM-ORANG JAM-ORANG
KELEBIHAN / KELEBIHAN /
KEKURANGAN NAKER KEKURANGAN NAKER
HITUNG ONGKOS HITUNG ONGKOS
PRODUKSI PRODUKSI
PILIH ALTERNATIF PILIH ALTERNATIF
TERBAIK TERBAIK
Gambar 4. Struktur program
Tabel 1. Data Kedatangan Pesanan
MINGGU KE SENIN SELASA RABU KAMIS JUMAT SABTU TOTAL
1 2011 2009 1997 2013 2003 1987 12021
2 2012 2015 1999 2015 2005 1990 12038
3 2015 1998 2000 2017 2010 1995 12038
4 2020 2003 2002 2020 2015 1898 11962
1 2102 1999 2010 1904 2022 1920 11958
2 2110 2024 2012 2026 2030 1955 12159
3 2122 2026 2022 1998 2022 1999 12192
4 2125 2032 2020 2025 2013 2003 12222
1 2155 2029 2018 2012 1984 2008 12207
2 2025 1998 2000 2002 1925 2010 11962
3 2030 1986 1997 1985 1972 2012 11985
4 2133 1990 1995 1988 1988 2022 12120
TOTAL 24860 24109 24072 24005 23989 23799 144864
Data kebutuhan jam orang per unit produk pada stasiun kerja potong (cutting) c,
diperoleh dari pengamatan selama tiga bulan penuh yaitu sebagaimana disajikan pada Tabel 2.
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 307
Tabel 2. Data Kebutuhan Jam Orang Per Unit Produk pada Stasiun Kerja Potong (Cutting)
MINGGU KE SENIN SELASA RABU KAMIS JUMAT SABTU TOTAL
1 0,201 0,169 0,192 0,195 0,170 0,178 2,105
2 0,202 0,184 0,185 0,160 0,185 0,199 3,115
3 0,182 0,197 0,201 0,181 0,150 0,181 4,092
4 0,168 0,168 0,205 0,170 0,166 0,165 5,042
1 0,193 0,186 0,202 0,183 0,181 0,179 2,124
2 0,155 0,023 0,202 0,160 0,155 0,162 2,855
3 0,190 0,125 0,208 0,198 0,198 0,174 4,093
4 0,175 0,170 0,201 0,192 0,192 0,182 5,112
1 0,180 0,151 0,195 0,208 0,185 0,152 2,071
2 0,200 0,187 0,150 0,202 0,172 0,193 3,104
3 0,147 0,188 0,149 0,203 0,168 0,172 4,027
4 0,142 0,169 0,171 0,200 0,170 0,200 5,052
TOTAL 2,135 1,917 2,259 2,252 2,092 2,137 42,792
Data kebutuhan jam orang per unit produk pada stasiun kerja jahit (sewing) s,
diperoleh dari pengamatan selama tiga bulan penuh yaitu sebagaimana disajikan pada Tabel 3.
Tabel 3. Data Kebutuhan Jam Orang Per Unit Produk pada Stasiun Kerja Jahit (Sewing)
MINGGU KE SENIN SELASA RABU KAMIS JUMAT SABTU TOTAL
1 0,505 0,568 0,556 0,545 0,523 0,535 4,232
2 0,498 0,502 0,600 0,506 0,508 0,506 5,120
3 0,430 0,430 0,477 0,510 0,506 0,510 5,863
4 0,487 0,625 0,532 0,513 0,512 0,513 7,182
1 0,512 0,412 0,510 0,519 0,520 0,519 3,992
2 0,500 0,505 0,500 0,504 0,514 0,504 5,027
3 0,510 0,500 0,535 0,475 0,493 0,500 6,013
4 0,477 0,402 0,530 0,495 0,490 0,420 6,814
1 0,506 0,510 0,520 0,500 0,482 0,522 4,040
2 0,522 0,480 0,492 0,512 0,477 0,512 4,995
3 0,412 0,495 0,525 0,501 0,472 0,511 5,916
4 0,500 0,602 0,530 0,522 0,500 0,465 7,119
TOTAL 5,859 6,031 6,307 6,102 5,997 6,017 66,313
Data kebutuhan jam orang per unit produk pada stasiun kerja finishing f, diperoleh
dari pengamatan selama tiga bulan penuh yaitu sebagaimana disajikan pada Tabel 4.
Tabel 4. Data Kebutuhan Jam Orang Per Unit Produk pada Stasiun Kerja Finishing
MINGGU KE SENIN SELASA RABU KAMIS JUMAT SABTU TOTAL
1 0,233 0,240 0,242 0,233 0,223 0,233 2,404
2 0,239 0,238 0,239 0,234 0,229 0,240 3,419
3 0,301 0,210 0,240 0,202 0,302 0,301 4,556
4 0,304 0,244 0,234 0,225 0,214 0,309 5,530
1 0,212 0,260 0,212 0,311 0,210 0,222 2,427
2 0,233 O,233 0,302 0,323 0,243 0,233 3,567
3 0,300 0,235 0,233 0,303 0,302 0,221 4,594
4 0,399 0,299 0,229 0,289 0,299 0,378 5,893
1 0,253 0,253 0,253 0,300 0,253 0,254 2,566
2 0,235 0,234 0,235 0,247 0,233 0,265 3,449
3 0,234 0,234 0,234 0,259 0,234 0,244 4,475
4 0,255 0,255 0,255 0,235 0,255 0,235 5,490
TOTAL 3,207 2,944 2,917 3,161 3,006 3,135 48,370
308 Jurnal Teknik Industri, ISSN:1411-6340
Data jumlah produk yang kualitasnya baik [Yn] diperoleh dari pengamatan selama tiga
bulan penuh yaitu sebagaimana disajikan pada Tabel 5.
Tabel 5. Data Persentase Jumlah Produk yang Kualitasnya Baik.
MINGGU KE SENIN SELASA RABU KAMIS JUMAT SABTU TOTAL
1 0,815 0,820 0,718 0,821 0,822 0,778 5,774
2 0,819 0,825 0,720 0,818 0,816 0,799 6,797
3 0,814 0,819 0,735 0,817 0,812 0,800 7,797
4 0,829 0,823 0,801 0,888 0,800 0,812 8,953
1 0,903 0,905 0,813 0,905 0,799 0,814 6,139
2 0,799 0,788 0,816 0,910 0,785 0,885 6,983
3 0,900 0,791 0,825 0,900 0,777 0,898 8,091
4 0,975 0,775 0,887 0,985 0,885 0,910 9,417
1 0,977 0,786 0,976 0,878 0,888 0,955 6,460
2 0,999 0,890 0,959 0,899 0,899 0,952 7,598
3 0,968 0,967 0,964 0,908 0,910 0,930 8,647
4 0,897 0,887 0,867 0,910 0,915 0,925 9,401
TOTAL 10,695 10,076 10,081 10,639 10,108 10.458 92,057
Setelah dilakukan uji kesesuaian data,
data pada kelima tabel tersebut mengikuti
distribusi normal dengan nilai rata-rata dan
standard deviasi masing-masing adalah:
x = 2012 unit, x = 43.44 n(2012,
43.44) untuk kedatangan pesanan per
hari dan dinyatakan dalam jumlah unit
produk.
c = 0.178 jam, c = 0.026 n(0.178,
0.026) untuk kebutuhan jam orang per
unit produk di stasiun kerja cutting.
s = 0.504 jam, s = 0.038 n(0.178,
0.038) untuk kebutuhan jam orang per
unit produk di stasiun kerja sewing.
f = 0.255 jam, s = 0.037 n(0,255,
0.037) untuk kebutuhan jam orang per
unit produk di stasiun kerja finishing.
yn = 86.3 jam, s = 6.9 n(0.863,
0.069 ) untuk persentase produk yang
berkualitas baik sesuai dengan
spesifikasi rancangan relatif terhadap
jumlah produksi.
4. ANALISA DAN PEMBAHASAN
4.1. Perhitungan hasil simulasi
Perhitungan hasil simulasi pada
kondisi optimal baik yang didasarkan pada
asumsi bahwa parameter sistem bersifat
acak maupun yang berasumsi bahwa
parameter sistem bersifat deterministik
dapat dilihat pada Tabel 1. Perbedaan
komposisi tenaga kerja optimal pada
masing-masing stasiun kerja dan ongkos
yang ditimbulkannya antara hasil simulasi
yang didasarkan pada asumsi bahwa
parameter sistem bersifat probabilistik dan
parameter sistem bersifat deterministik,
disajikan pada Tabel 2.
4.2. Analisis Hasil Simulasi
Model deterministik berasumsi bahwa
semua parameter sistem dapat
diestimasikan secara tepat dan bersifat
konstan/deterministik. Dalam model ini
tiada toleransi terjadinya variasi atau
perubahan terhadap besaran parameter
sistem. Pada kenyataannya sangat sulit
terjadi bahwa jumlah jam orang per unit
produk merupakan besaran yang bersifat
pasti, karena adanya variabilitas faktor
manusia dan variabilitas yang bersumber
dari sistem kerja alat atau mesin yang
digunakan. Variabilitas yang bersumber
dari faktor manusia terutama terjadi pada
saat manusia telah mengalami kelelahan
dan atau kebosanan dalam melaksanakan
kegiatan kerjanya. Variabilitas yang
bersumber dari mesin atau peralatan kerja
biasanya terjadi sejalan dengan usia pakai
dan tingkat pemeliharaannya serta operator
yang mengawakinya. Ditinjau dari hasil
keluaran proses produksi, maka sangat
tidak mungkin terjadi hal dimana produk
yang dihasilkannya selalu baik dan
memenuhi kebutuhan/selera konsumen atau
pemesan, karena adanya variabilitas dari
kualitas kerja personil dan performasi kerja
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 309
dari mesin dan alat kerja. Faktor yang lebih
menonjol bersumber dari variabilitas
tingkat ketelitian dan tingkat konsistensi
personil (tenaga kerja) dalam melaksanakan
dan mengontrol kegiatan kerjanya dan
proses berjalannya kerja dari mesin-alat
kerja yang digunakannya. Faktor kelelahan
akibat lembur yang berkepanjangan dan
atau faktor kejenuhan yang ditimbulkannya
sangat mungkin menimbulkan tingkat
variabilitas yang tinggi. Dengan demikian
model yang berasumsi bahwa jumlah jam
orang per unit produk bersifat tetap dan
proses produksi selalu menghasilkan
produk yang selalu baik dan selalu
memenuhi kebutuhan konsumen,
sesungguhnya merupakan langkah
penyerhanaan yang relatif berlebih. Dalam
keadaan semacam ini sangat sulit
diharapkan bahwa model yang
dikembangkan bisa sangat dekat
kemiripannya dengan realitas yang ingin
ditirukan perilakunya. Dengan model
deterministik ini dihasilkan kondisi
komposisi tenaga kerja yang optimal
dengan susunan 148 orang di stasiun kerja
cutting, 182 orang di stasiun kerja sewing,
dan 136 orang di stasiun kerja finishing,
serta ongkos minimalnya adalah 8,945.932
ribu rupiah.
Model probabilistik berasumsi bahwa
beberapa parameter sistem tidak dapat
diestimasikan secara tepat dan bersifat
variabel atau probabilistik. Dimungkinkan
adanya toleransi terhadap terjadinya variasi
atau perubahan terhadap besaran parameter
sistem tertentu. Jumlah jam orang per unit
produk baik di stasiun kerja cutting, sewing,
maupun finishing merupakan besaran yang
bersifat variabel, karena adanya variabilitas
faktor manusia dan variabilitas yang
bersumber dari sistem kerja alat atau mesin
yang digunakan. Variabilitas yang
bersumber dari faktor manusia terutama
terjadi pada saat manusia telah mengalami
kelelahan dan atau kebosanan dalam
melaksanakan kegiatan kerjanya.
Variabilitas yang bersumber dari mesin atau
peralatan kerja biasanya terjadi sejalan
dengan usia pakai dan tingkat
pemeliharaannya serta operator yang
mengawakinya. Ditinjau dari hasil keluaran
proses produksi, maka diakomodasikan
kemungkinan terjadinya produk yang
tidak/kurang baik dan belum bisa
memenuhi kebutuhan/selera konsumen atau
pemesan. Dalam hal ini disebabkan adanya
pemahaman tentang kenyataan terjadinya
variabilitas dari kualitas kerja personil dan
performasi kerja dari mesin dan alat kerja.
Dalam model ini juga disadari bahwa faktor
yang menonjol bersumber dari variabilitas
tingkat ketelitian dan tingkat konsistensi
personil (tenaga kerja) dalam melaksanakan
dan mengontrol kegiatan kerjanya dan
proses berjalannya kerja dari mesin-alat
kerja yang digunakannya. Faktor kelelahan
akibat kerja lembur yang berkepanjangan
dan atau faktor kejenuhan yang
ditimbulkannya sangat mungkin
menimbulkan tingkat variabilitas yang
tinggi. Oleh karena itu, model yang
berasumsi bahwa jumlah jam orang per unit
produksi bersifat probabilistik dan proses
produksi tidak selalu menghasilkan produk
yang baik dan memenuhi kebutuhan
konsumen, sesungguhnya merupakan
langkah pengembangan model yang relatif
bersifat realistik. Dengan model ini,
diharapkan bahwa model yang
dikembangkan bisa memiliki tingkat
kedekatan dan atau kemiripan yang tinggi
dengan realitas yang ingin ditirukan
perilakunya. Dengan model probabilistik
ini dihasilkan kondisi komposisi tenaga
kerja yang optimal dengan susunan 138
orang di stasiun kerja cutting, 167 orang di
stasiun kerja sewing, dan 123 orang di
stasiun kerja finishing, serta ongkos
minimalnya adalah 5,457.231 ribu rupiah.
Analisis perbandingan model
deterministik versus model probabilistik,
ditujukan untuk melihat apakah analisis
secara apriori berdasarkan aspek substansial
sebagaimana telah disampaikan pada uraian
di atas memang mengandung tingkat
kebenaran yang memadai dalam pengertian
didukung pula dengan data empirik yang
dihasilkan dari proses simulasi model
sistem yang dibangun. Untuk keperluan ini,
dianalisis dilihat dari segi ongkos total,
ongkos produksi per unit, jumlah kebutuhan
tenaga kerja, dan segi pemodelannya.
Analisis dari segi ongkos total. Dengan 20
kelompok iterasi dapat diketahui bahwa
rata-rata ongkos total dari model
deterministik adalah 11,856,037 rupiah.
Sedangkan untuk model probabilistik rata-
310 Jurnal Teknik Industri, ISSN:1411-6340
rata ongkos totalnya hanya 9,709,962 yang
berarti lebih rendah sekitar 2,147,000
rupiah dari model deterministik untuk
setiap hari jam kerja perusahaan. Dengan
demikian terjadi kenaikan ongkos total
sebesar lebih dari 36 persen, suatu jumlah
yang tidak kecil untuk suatu perusahaan di
bidang produksi sarung tangan. Kondisi
optimal terjadi pada saat ongkos totalnya
mencapai 5,457,231 untuk model
probabilistik. Boleh jadi opportunity cost
bila tidak melakukan pendekatan dengan
model probabilistik adalah sebesar
3,488,701 rupiah atau mencapai sekitar 50
persen dari ongkos yang dihasilkan dengan
model probabilistik tersebut, suatu jumlah
yang sangat signifikan.
Analisis dari segi ongkos produksi per
unit produk. Rata-rata ongkos per unit
produk dari model deterministik adalah
4,980 rupiah dan untuk model probabilistik
hanya 3,661 rupiah saja. Berarti model
probabilistik lebih rendah sekitar 1,319
rupiah dari model deterministik untuk
setiap unit produk yang dihasilkan. Sama
artinya dengan kenaikan ongkos per unit
produk sebesar + 37 persen. Kondisi
optimal terjadi pada saat ongkos per unit
produk mencapai 4,446 rupiah untuk model
deterministik dan mencapai 2,712 rupiah
untuk model probabilistik. Berarti
opportunity cost bila tidak melakukan
pendekatan dengan model probabilistik
adalah sebesar 4,488,701 rupiah atau
hampir mencapai 54 persen dari ongkos
yang dihasilkan dengan model tersebut.
Tabel 6. Resume Komposisi Tenaga Kerja dan Ongkos pada Kondisi Optimal.
POK PROB OPTIMAL JUMLAH DET OPTIMAL JUMLAH ONGKOS TOTAL ONGKOS/UNIT
NK CUT SEW FIN TOTAL CUT SEW FIN TOTAL PROB DET PROB DET
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
53
59
69
74
84
88
97
100
109
118
120
129
138
145
149
157
164
174
179
184
89
97
103
107
114
120
132
138
140
151
155
163
167
178
184
189
195
203
210
215
44
47
56
65
78
76
85
92
99
106
111
119
123
130
134
145
152
157
163
170
186
203
228
246
276
284
314
330
348
375
386
411
428
453
467
491
511
534
552
569
54
57
69
72
87
89
99
102
107
115
121
130
135
141
148
156
163
168
181
182
90
97
104
107
118
125
132
137
145
151
158
162
172
179
182
190
194
200
210
214
43
50
59
63
76
76
82
89
95
102
108
116
122
133
136
141
149
154
162
168
187
204
232
242
281
290
313
328
347
368
387
408
429
453
466
487
506
522
553
564
10,152.650
8.942.886
9,328.816
8,246.400
7,839.610
7,749.246
7,277.713
6,845.921
6,265.373
6,497.093
5,576.231
6,064.856
5,457.231
5,569.754
7,136.216
6,546.640
7,356.502
7,634.175
7,109.08
9,709.96
11,613.659
11,045.525
10,696.762
10,284.727
10,150.742
9,758.557
9,604.412
9,787.077
9,745.894
9,443.754
9,273.878
9,349.910
9,021.809
9,307.059
8,945.932
9,390.755
9,768.900
10,209.209
11,143.127
11,856.037
5.046
4.445
4.637
4.099
3.896
3.852
3.617
3.403
3.114
3.229
2.772
3.014
2.712
2.768
3.547
3.254
3.656
3.794
3.533
4.826
5.772
5.490
5.316
5.112
5.045
4.850
4.774
4.864
4.844
4.694
4.609
4.647
4.484
4.626
4.446
4.667
4.855
5.074
5.538
5.893
Analisis dari segi jumlah penggunaan
tenaga kerja. Penggunaan tenaga kerja
mencapai jumlah rata-rata sebesar 378
orang untuk model deterministik dan
mencapai jumlah 380 untuk model
probabilistik. Dengan model deterministik
perbedaan jumlahnya mencapai 7 (tujuh)
orang lebih rendah atau sekitar 1,85 persen
lebih rendah dari model probabilistik.
Akan tetapi ongkos total yang
ditimbulkannya justru lebih tinggi dari
model probabilistik, yang antara lain
terletak pada ketidak sesuaian komposisi
kebutuhan pada masing-masing stasiun
kerja. Dari segi inipun dapat diketahui
bahwa model probabilistik memiliki tingkat
keunggulan yang cukup berarti
dibandingkan dengan model deterministik.
Analisis dari segi biaya pemodelan.
Model probabilistik memerlukan upaya
yang lebih rumit baik dalam hal pemodelan,
jabaran operasional, maupun dalam
pembuatan program komputernya. Di
samping itu model probabilistik
mensyaratkan adanya informasi yang akurat
Model Simulasi Untuk Menghitung Jumlah (Zeny Fatimah Hunusalela) 311
dan berkesinambungan terutama untuk
kebutuhan jam orang per unit produk baik
di stasiun kerja cutting, sewing, maupun
finishing, serta data dan informasi tentang
jumlah produk yang berkualitas kurang
memenuhi kebutuhan konsumen. Data
tersebut dipersyaratkan tersedia dalam
bentuk data series harian. Dalam kaitan ini
dibutuhkan sistem pencatatan,
pengadministrasian dan penataan yang
teratur dan berlanjut. Semua hal tersebut di
atas membutuhkan waktu, tenaga, dan
pikiran yang pada akhirnya membutuhkan
ongkos yang mungkin tidak sedikit
jumlahnya. Pilihan keputusan apakah
menggunakan model probabilistik atau
deterministik, harus dipertimbangkan pula
ongkos-ongkos tersebut. Walaupun secara
apriori dapat diduga bahwa model
probabilistik lebih memiliki keunggulan
dibandingkan dengan model deterministik.
5. KESIMPULAN DAN
REKOMENDASI
Berdasarkan uraian pada proses
pemodelan sistemnya, pengolahan data, dan
pada tahap analisis hasil simulasi dapat
ditarik beberapa kesimpulan penting, antara
lain adalah:
1. Pengembangan model simulasi yang
lebih memperhatikan aspek variatif
dari parameter sistem ternyata lebih
mendekati perilaku sistem nyata akan
memberikan masukan yang lebih
realistik dan terbukti dapat
meminimalkan ongkos-ongkos
produksi.
2. Meskipun penggunaan tenaga kerjanya
secara total bisa lebih besar atau sama
dengan model yang lebih sederhana
(bersifat deterministik), namun
komposisi personil yang dihasilkan
dengan model probabilistik
memberikan hasil optimal yang lebih
baik untuk semua jenis pasangan
kombinasi personil
3. Bila diperhatikan jumlah penghematan
yang mencapai angka persentase
mencapai kurang lebih 36 persen,
berarti dapat diduga bahwa kendatipun
model probabilistik membutuhkan
adanya sistem informasi yang lebih
akurat yang berarti menimbulkan
ongkos tambahan, namun secara
totalitas tetap lebih menguntungkan
4. Ditinjau dari segi jumlah ongkos
produksi secara total, ongkos produksi
per unit produk, penggunaan tenaga
kerja, dan biaya pemodelan sistemnya;
dapat disimpulkan bahwa model
probabilistik juga memiliki
keunggulan yang cukup berarti
dibandingkan dengan model
deterministik.
Sehubungan dengan kesimpulan
tersebut di atas, perlu disampaikan
rekomendasi bahwa pada dalam tataran
yang bersifat operasional, maka manajemen
sistem informasi dan manajemen kualitas
pada semua aspek proses produksi menjadi
semakin penting artinya dalam rangka
untuk mengatministrasikan data dan
informasi produksi serta mengendalikan
aspek-aspek yang bersifat variatif sehingga
proses produksi dapat dikelola secara lebih
jelas dan terarah.
6. DAFTAR PUSTAKA
[1] Bronson, R., Waspakrik, H.J. 1988.
Teori dan Soal-Soal Operation
Research Seri buku Schaums,
Penerbit Erlangga.
[2] Dimyati, Tjutju Tarliah, Ahmad
Dimyati, 1992, Operation Research:
Model-model Pengambilan
Keputusan. Penerbit PT. Sinar Baru.
[3] Subagyo, P., 1986, Dasar-dasar
Operations Research BPFE,
Jogjakarta.
[4] Sutalaksana I.Z., 1986. Teknik Tata
Cara Kerja Penerbit ITB, Bandung.
[5] Siagian, P., 1987, Penelitian
Operasional, Teori & Praktek, UI
Press.
[6] Taha, Hamdy A, 1987, Operations
Research, Anintroduction Edisi
Macmillah Publishing Compani,
Newyork.
[7] Walpole, R.E, 1986, Ilmu Peluang
Statistika Oleh Insinyur & Ilmuwan
Penerbit ITB, Bandung.
J JJ J J JJ J u uu u u uu u r rr r r rr r n nn n n nn n a aa a a aa a l ll l l ll l T TT T T TT T e ee e e ee e k kk k k kk k n nn n n nn n i ii i i ii i k kk k k kk k I II I I II I n nn n n nn n d dd d d dd d u uu u u uu u s ss s s ss s t tt t t tt t r rr r r rr r i ii i i ii i
Jurusan Teknik Industri, Universitas Trisakti
PETUNJUK/FORMAT PENULISAN NASKAH/MAKALAH
1. Naskah berupa hasil penelitian atau non penelitian (konseptual), yang merupakan naskah asli
dan belum pernah dipublikasikan di media masa manapun. Makalah yang telah
dipresentasikan dalam suatu pertemuan ilmiah, apabila belum dipublikasikan dapat diterima.
2. Naskah diketik dengan menggunakan MS Word, Times New Roman 11pt dan 1 spasi di atas
kertas A4 (21x29,7 mm). Makalah (selain abstrak) ditulis dalam 2 kolom. Jumlah halaman
(termasuk gambar, ilustrasi dan daftar pustaka) 10-15 halaman.
3. Naskah ditulis dalam Bahasa Indonesia atau Bahasa Inggris. Apabila naskah ditulis dalam
Bahasa Indonesia, hendaknya berpedoman pada Pedoman Umum Ejaan Bahasa Indonesia
yang disempurnakan.Hindari pemakaian istilah asing (kecuali bila sangat diperlukan).
Penulisan istilah asing dicetak miring (italic).
4. Judul ditulis HURUF BESAR, di tengah atas halaman font Times New Roman 14 Bold.
Tulisan singkat dengan kata-kata atau frasa kunci yang mencerminkan isi tulisan.
5. Memperhatikan sistematika penulisan :
Makalah Penelitian : OJUDUL (singkat tetapi jelas, 5-15 kata), OPenulis (tanpa gelar,
asal instansi/alamat pada catatan kaki), OABSTRACT (dalam Bahasa Inggris yang
berisikan masalah dan tujuan penelitian, metoda/pendekatan, hasil penelitian, satu
paragraf 50-75 kata), Keywords (kata/terminologi khusus bidang ilmu yang dibahas,
punya makna yang khas untuk makalah, 3-5 kata kunci) OPENDAHULUAN (berisi
permasalahan, wawasan dan rencana pemecahan masalah, tujuan penelitian, kajian
teoritik, hipotesa (jika ada) dan manfaat hasil penelitian (tidak ada)) OMETODA
PENELITIAN (Rancangan/desain penelitian, sasaran penelitian, teknik
pengembangan/pengumpulan data dan teknik analisis data yang disajikan secara naratif)
OHASIL PENELITIAN (Hasil pengolahan data, pemakaian tabel/grafik/bagan sangat
disarankan) OPEMBAHASAN (Menjawab tujuan penelitian, memaparkan logika
diperolehnya dan menginterpretasikan penemuan, mengaitkan dengan teori yang relevan
serta pembahasan terhadap tabel/grafik/bagan secara naratif) OKESIMPULAN DAN
SARAN (Esensi hasil penelitian dan pembahasan, harus relevan dengan penemuan yang
disampaikan dalam butir-butir paragraf pendek) ODAFTAR PUSTAKA/RUJUKAN
(hanya memuat rujukan yang benar-benar disebut dalam makalah).
Makalah Konseptual : JUDUL (singkat tetapi jelas, 5-10 kata), CPenulis (tanpa gelar,
asal instansi/alamat pada catatan kaki), CABSTRACT (dalam Bahasa Inggris yang
berisikan ringkasan makalah yang ditulis secara padat dan menampilkan isu-isu pokok dan
alternatif pemecahan, satu paragraf 50-75 kata), Keywords (kata/terminologi khusus
bidang ilmu yang dibahas, punya makna yang khas untuk makalah, 3-5 kata kunci)
PENDAHULUAN (berisi latar belakang, permasalahan, tujuan, ruang lingkup dan
metodologi CISI (tinjauan pustaka, data dan pembahasan), CPENUTUP (kesimpulan
dan saran) dan CDAFTAR PUSTAKA/RUJUKAN (hanya memuat rujukan yang benar-
benar disebut dalam makalah).
6. Cara merujuk dan mengutip : 1)Tulis nama akhir pengarang dan tahun terbitan, 2)Jika
pengarang lebih dari satu, tulis Nama Pertama, dkk, 3)Jika terjemahan, tulis Nama
Pengarang Asli, 4)Jika lebih dari satu sumber, pisahkan dengan titik koma (;), 5)Jika dari
Internet : Nama pengarang, tahun, judul karya, alamat sumber rujukan dan tanggal diakses.
7. Daftar pustaka disusun menurut alfabet pengarang, dengan urutan penulisan : nama
pengarang, (tahun terbitan), judul buku (cetak miring), penerbit dan kota terbit. Nama
pengarang mendahulukan nama keluarga atau nama dibalik, tanpa gelar. Kutipan acuan
pustaka yang digunakan dinyatakan dengan menuliskan nama pengarangnya.
8. Isi tulisan bukan tanggung jawab redaksi. Redaksi berhak mengedit redaksionalnya, tanpa
mengubah arti. Dan tidak diadakan surat menyurat kecuali tulisan disertai perangko akan
dikembalikan (karena tidak memenuhi persyaratan atau perlu perbaikan).
Anda mungkin juga menyukai
- Jurnal Ti Vol 1 No 2 Juli 2011Dokumen105 halamanJurnal Ti Vol 1 No 2 Juli 2011vianka skBelum ada peringkat
- Materi PembukaanDokumen9 halamanMateri PembukaanAditya KamilBelum ada peringkat
- Abstrak Prosiding DigitalDokumen125 halamanAbstrak Prosiding DigitalAndhika Eka KustiawanBelum ada peringkat
- Proposal PKM KC Papi Ko 2Dokumen26 halamanProposal PKM KC Papi Ko 2Satya IshokuBelum ada peringkat
- FIXXX 1203200057 Putri Dwi Indah - Laporan Kerja Praktik PT LMIDokumen48 halamanFIXXX 1203200057 Putri Dwi Indah - Laporan Kerja Praktik PT LMIPUTRI DWIBelum ada peringkat
- Sistem Kerja & Pemeliharaan Pemutus Tenaga (PMT)Dokumen97 halamanSistem Kerja & Pemeliharaan Pemutus Tenaga (PMT)Anugerah RamadhanBelum ada peringkat
- Model Kebutuhan Ruang Parkir Pada Pasar Melati Medan: TesisDokumen128 halamanModel Kebutuhan Ruang Parkir Pada Pasar Melati Medan: TesisCOMMAND CENTER PC-DEBYBelum ada peringkat
- 2.1 Perancangan Sistem Informasi Kepegawaian Berbasis Website Di Bagian Kepegawaian SDN Bina Karya 1 Kabupaten GarutDokumen10 halaman2.1 Perancangan Sistem Informasi Kepegawaian Berbasis Website Di Bagian Kepegawaian SDN Bina Karya 1 Kabupaten GarutSuhariBelum ada peringkat
- Jurnal Apin PrasetioDokumen22 halamanJurnal Apin PrasetioHasibuan Al-mandilyBelum ada peringkat
- SKRIPSI Frida Septiarla (Repaired)Dokumen94 halamanSKRIPSI Frida Septiarla (Repaired)Deni hendriantoBelum ada peringkat
- JURNAL TI Vol 1 No 2 JuliDokumen104 halamanJURNAL TI Vol 1 No 2 JuliRobiyatun 24Belum ada peringkat
- File Gabungan Vista Agus YuliusDokumen81 halamanFile Gabungan Vista Agus YuliusMaria AngelinaBelum ada peringkat
- Rita Asri Cahyani-FstDokumen77 halamanRita Asri Cahyani-FstRidha Nur RahmawatiBelum ada peringkat
- Daftar Pengalaman PerusahaanDokumen20 halamanDaftar Pengalaman PerusahaanChaphoenksBelum ada peringkat
- Master Theses PDFDokumen135 halamanMaster Theses PDFGentza AdeliaBelum ada peringkat
- Jurnal Pemodelan Dan Simulasi 2Dokumen9 halamanJurnal Pemodelan Dan Simulasi 2Budi AlfiansyahBelum ada peringkat
- JRSI Vol 5 No 1 Tahun 2019Dokumen92 halamanJRSI Vol 5 No 1 Tahun 2019Nofriani FajrahBelum ada peringkat
- FitriaHidayanti Prosiding ImplementasiSIstemSCADA2013 PDFDokumen21 halamanFitriaHidayanti Prosiding ImplementasiSIstemSCADA2013 PDFlifia NurdiBelum ada peringkat
- Rekayasa NilaiDokumen108 halamanRekayasa NilaiLatifah NurulBelum ada peringkat
- Laporan Kerja Praktek: Penggunaan Sensor Vibrasi Sebagai Pendeteksi Getaran Dan Pengaman Turbin Di PLTG - 3 PT. PLN (Persero) Sektor Pengendalian Pembangkitan Keramasan.Dokumen71 halamanLaporan Kerja Praktek: Penggunaan Sensor Vibrasi Sebagai Pendeteksi Getaran Dan Pengaman Turbin Di PLTG - 3 PT. PLN (Persero) Sektor Pengendalian Pembangkitan Keramasan.Rahmat Raska100% (1)
- 2093 TaDokumen101 halaman2093 Tarobert firmansyahBelum ada peringkat
- Tugas AkhirDokumen86 halamanTugas AkhirM Faizul Anwar DermawanBelum ada peringkat
- Laporan KP Kadek Yudi Pradnyana Putra PDFDokumen60 halamanLaporan KP Kadek Yudi Pradnyana Putra PDFYudii PutraBelum ada peringkat
- Publikasi1 03023 5575Dokumen17 halamanPublikasi1 03023 5575Maharani Febri LestariBelum ada peringkat
- REDESAIN TATA LETAK PABRIKDokumen189 halamanREDESAIN TATA LETAK PABRIKDeva RamandhaBelum ada peringkat
- AmbilLampiran DikonversiDokumen111 halamanAmbilLampiran DikonversiRahmadani SafitrinBelum ada peringkat
- Naskah PublikasiDokumen14 halamanNaskah PublikasiWahyu PambudiBelum ada peringkat
- Laporan KPDokumen58 halamanLaporan KPaldinoBelum ada peringkat
- ATLASDokumen27 halamanATLASFuad AnwarBelum ada peringkat
- Newest Skripshit SanDokumen64 halamanNewest Skripshit SanBagus ArdiantoBelum ada peringkat
- Abstrak Prosiding DigitalDokumen125 halamanAbstrak Prosiding DigitalIams MuhammadBelum ada peringkat
- Laporan PKL 1Dokumen66 halamanLaporan PKL 1RaesithaBelum ada peringkat
- Proposal PLI KHAIRUNNAS 17130052-DikonversiDokumen13 halamanProposal PLI KHAIRUNNAS 17130052-DikonversiMitsuhide AyakhasiBelum ada peringkat
- TRT 1Dokumen14 halamanTRT 1For EbookBelum ada peringkat
- Laporan Lengkap KP Andhy 180830406-1Dokumen65 halamanLaporan Lengkap KP Andhy 180830406-1Andhy AjaaBelum ada peringkat
- Ambil LampiranDokumen85 halamanAmbil LampiranShimaru JeaksBelum ada peringkat
- KP Alat BeratDokumen42 halamanKP Alat BeratDarmawan Hanif100% (3)
- Deaaa ProposalDokumen29 halamanDeaaa ProposalZulkarnaenBelum ada peringkat
- Kepmenristek 041skdepppixi2002Dokumen9 halamanKepmenristek 041skdepppixi2002Pangihutan HutaurukBelum ada peringkat
- PKL POLRESTADokumen66 halamanPKL POLRESTADidin GamingBelum ada peringkat
- Daftar Isi DSBDokumen88 halamanDaftar Isi DSBmaryamBelum ada peringkat
- Bismiillah Sempro Desember 2023Dokumen39 halamanBismiillah Sempro Desember 2023Sri Milansari MilansariBelum ada peringkat
- Gaby Laporan 23Dokumen48 halamanGaby Laporan 23nurul fadhillahBelum ada peringkat
- Cover VOL 4 NO 2 Full Draff PDFDokumen79 halamanCover VOL 4 NO 2 Full Draff PDFYOS NOFENDRIBelum ada peringkat
- Laporan KP Nanda Setyawan LasentaDokumen73 halamanLaporan KP Nanda Setyawan LasentaNanda SetyawanBelum ada peringkat
- Rancangan Dan Penerapan Kontrol Logika KDokumen147 halamanRancangan Dan Penerapan Kontrol Logika Kibro nabilBelum ada peringkat
- Mesin Kemiri Double RollDokumen58 halamanMesin Kemiri Double RollImron SiallaganBelum ada peringkat
- Meningkatkan Keamanan Rumah dengan Sistem Pengunci Pintu Otomatis Berbasis RFID dan ArduinoDokumen11 halamanMeningkatkan Keamanan Rumah dengan Sistem Pengunci Pintu Otomatis Berbasis RFID dan ArduinoDennyfebian setiawanBelum ada peringkat
- 1932-Article Text-6422-2-10-20210211Dokumen10 halaman1932-Article Text-6422-2-10-20210211Wiranto BanjarnahorBelum ada peringkat
- BISNIS PUPUKDokumen10 halamanBISNIS PUPUKanggerBelum ada peringkat
- 123dok Perencanaan Ruang Henti Khusus RHK Sepeda Motor Pada Persimpangan Bersinyal Di Medan Studi KasuDokumen118 halaman123dok Perencanaan Ruang Henti Khusus RHK Sepeda Motor Pada Persimpangan Bersinyal Di Medan Studi KasuAndi SahrulBelum ada peringkat
- KP PT PalDokumen73 halamanKP PT PalDwiky VialpandoBelum ada peringkat
- Proposal AUDY RUSLAN - F55117010 - Revisi 02Dokumen64 halamanProposal AUDY RUSLAN - F55117010 - Revisi 02Fadhly NurzamanBelum ada peringkat
- Troubleshooting Pada Sistem Transmisi Unit d8r Low Power in First Speed Forward and Revers Tugas AkhirDokumen66 halamanTroubleshooting Pada Sistem Transmisi Unit d8r Low Power in First Speed Forward and Revers Tugas AkhirRoy Bin MathenBelum ada peringkat
- Ekomomi, Bisnis, Regulasi & Kebijakan TelekomunikasiDari EverandEkomomi, Bisnis, Regulasi & Kebijakan TelekomunikasiPenilaian: 4 dari 5 bintang4/5 (77)