Laporan Kerja Praktek PT HCMI
Diunggah oleh
Dwi Prasetyo ArifinDeskripsi Asli:
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Laporan Kerja Praktek PT HCMI
Diunggah oleh
Dwi Prasetyo ArifinHak Cipta:
Format Tersedia
UNIVERSITAS INDONESIA
PERHITUNGAN GAMBAR DESAIN JIG WELD CONSERVATOR
KERJA PRAKTEK
DOSEN PEMBIMBING
Dr. Ir. GATOT PRAYOGO M.Eng.
PT HITACHI CONSTRUCTION MACHINERY INDONESIA (HCMI)
DANNIEL CHRISTIAN
1206239195
FAKULTAS TEKNIK
DEPARTEMEN TEKNIK MESIN
JURUSAN TEKNIK MESIN
DEPOK
2015
UNIVERSITAS INDONESIA
PERHITUNGAN GAMBAR DESAIN JIG WELD CONSERVATOR
KERJA PRAKTEK
Sebagai salah satu syarat untuk menyelesaikan mata kuliah Kerja Praktek
DOSEN PEMBIMBING
Dr. Ir. GATOT PRAYOGO M. Eng.
PT HITACHI CONSTRUCTION MACHINERY INDONESIA (HCMI)
DANNIEL CHRISTIAN
1206239195
FAKULTAS TEKNIK
DEPARTEMEN TEKNIK MESIN
JURUSAN TEKNIK MESIN
DEPOK
2015
LAPORAN KERJA PRAKTEK
LEMBAR PENGESAHAN
Laporan Kerja Praktek
Nama
Danniel Christian
NPM
1206239195
Jurusan
Teknik Mesin
Judul Laporan
Conservator
Perhitungan Gambar Desain Jig Weld
Telah disetujui pada:
28 Oktober 2015
Menyetujui,
Mentor Kerja Praktek
PT HCMI
Ahmad Yudi
Mengetahui,
Pembimbing Kerja Praktek
Personal Affair
PT. HCMI
PT. HCMI
Douglas Simanjuntak
Eka Kurniawan
HALAMAN | ii
LAPORAN KERJA PRAKTEK
LEMBAR PENGESAHAN
Laporan Kerja Praktek
Nama
Danniel Christian
NPM
1206239195
Jurusan
Teknik Mesin
Judul Laporan
Conservator
Perhitungan Gambar Desain Jig Weld
Telah disetujui oleh
Dosen Pembimbing
Dr. Ir. Gatot Prayogo M. Eng.
NIP
195903281986031002
Depok, 28 Oktober 2015
Dr. Ir. Gatot Prayogo M. Eng.
NIP. 195903281986031002
HALAMAN | iii
LAPORAN KERJA PRAKTEK
KATA PENGANTAR
Puji syukur saya panjatkan kepada Tuhan Yang Maha Esa atas berkat dan
rahmat-Nya sehingga saya dapat menyelesaikan buku laporan kerja praktek ini.
Penulisan buku laporan ini bertujuan untuk menjadi salah satu bentuk fisik dari apa
yang saya dan teman sekelompok saya lakukan selama menjalani kerja praktek di
PT. Hitachi Construction Machinery Indonesia (HCMI). Dimulai dari sebelum
kerja praktek di mana kelompok kami mengajukan proposal kerja praktek ke
beberapa perusahaan sampai akhirnya lolos di PT. HCMI ini. Dilanjutkan dengan
awal kerja praktek pada tanggal 7 Juli 2015 sampai dengan proses pembuatan buku
laporan kerja praktek ini. Kami menyadari bahwa tanpa bantuan dan dukungan dari
berbagai pihak, akan terasa sulit bagi kami khususnya saya untuk dapat
menyelesaikan buku laporan ini. Oleh karena itu, kami mengucapkan terima kasih
kepada:
1. Dr. Ir. Gatot Prayogo M. Eng. selaku dosen pembimbing kelompok kami
yang telah membimbing kami, memberikan masukan, dan arahan yang
begitu konstruktif bagi proses kerja praktek kami.
2. Teman sekelompok saya yang telah bersama-sama menyelesaikan kerja
praktek di PT. HCMI.
3. Douglas Simanjuntak selaku Welding Engineer PT. HCMI yang telah
memberikan kesempatan bagi kami untuk dapat melaksanakan kerja praktek
di PT. HCMI.
4. Eka Kurniawan selaku karyawan bagian Human Research and Development
(HRD) PT. HCMI yang telah memberikan introduction tentang PT. HCMI.
5. Ahmad Yudi selaku Professional Engineering divisi Ultra Large Excavator
dan Engineering Project PT. HCMI yang telah menjadi mentor kerja praktek
kami di PT. HCMI. Beliau juga telah memberikan banyak gambaran bagi
kami mahasiswa tentang realita di dunia kerja dan memberikan simulasi
dunia kerja yang membuat kami mendapatkan pengalaman yang sangat
bermanfaat sekaligus juga menarik.
HALAMAN | iv
LAPORAN KERJA PRAKTEK
6. Karyawan PT. HCMI yang dengan ramah telah menerima kami di
lingkungan kerja PT. HCMI.
7. Serta pihak-pihak lain yang tidak dapat saya sebutkan satu per satu.
Saya menyadari bahwa laporan ini pasti memiliki kekurangan, maka dari itu
saya mohon maaf dan mengharapkan saran dan kritik yang bersifat membangun,
tidak hanya untuk buku laporan ini saja namun juga untuk karya-karya ilmiah saya
berikutnya. Akhir kata, saya berharap Tuhan Yang Maha Esa berkenan membalas
segala kebaikan semua pihak yang telah membantu. Semoga buku laporan ini dapat
memberikan manfaat bagi pengembangan ilmu khususnya di Departemen Teknik
Mesin, Fakultas Teknik, Universitas Indonesia.
HALAMAN | v
LAPORAN KERJA PRAKTEK
DAFTAR ISI
LEMBAR PENGESAHAN .................................................................................... ii
LEMBAR PENGESAHAN ................................................................................... iii
KATA PENGANTAR ........................................................................................... iv
DAFTAR ISI .......................................................................................................... vi
DAFTAR GAMBAR ........................................................................................... viii
DAFTAR TABEL .................................................................................................. xi
DAFTAR GRAFIK ............................................................................................... xii
PENDAHULUAN .................................................................................................. 1
1.1.
Latar Belakang ......................................................................................... 1
1.2.
Tujuan ....................................................................................................... 2
1.3.
Manfaat ..................................................................................................... 2
1.4.
Deskripsi Keilmuan .................................................................................. 3
1.5.
Ruang Lingkup ......................................................................................... 4
1.6.
Metodologi ............................................................................................... 4
1.7.
Pelaksanaan Kerja Praktek ....................................................................... 5
PROFIL PERUSAHAAN ....................................................................................... 6
2. 1.
Sejarah Perusahaan ................................................................................... 6
2. 2.
Visi Misi Perusahaan .............................................................................. 30
2. 3.
Struktur Organisasi Perusahaan .............................................................. 32
2. 4.
Produk Andalan Perusahaan ................................................................... 33
2. 5.
Budaya dan Kebijakan Perusahaan ........................................................ 43
DASAR TEORI .................................................................................................... 47
3. 1.
Excavator ................................................................................................ 47
3. 2.
Engineering Project ................................................................................ 50
3. 3.
Welding Process ..................................................................................... 51
3. 4.
Assemblying Process .............................................................................. 72
3. 5.
Blasting Process ..................................................................................... 73
3. 6.
Painting Process ..................................................................................... 74
3. 7.
Maintenance ........................................................................................... 79
PENGEMBANGAN DESIGN.............................................................................. 82
HALAMAN | vi
LAPORAN KERJA PRAKTEK
4.1.
Latar Belakang Design ........................................................................... 82
4.2.
Design Konvensional PT. HCMI ........................................................... 83
4.3.
Pengembangan Design ........................................................................... 85
RANCANGAN DAN PERHITUNGAN .............................................................. 99
5.1.
Mechanical Properties SS400 ................................................................. 99
5.2.
Perhitungan Support ............................................................................... 99
5.3.
Design Rangka Batang ......................................................................... 102
5.4.
Design Balancer ................................................................................... 109
5.5.
Design Penyangga ................................................................................ 111
5.6.
Perhitungan Threaded Joint .................................................................. 113
5.7.
Perhitungan Welded Joint .................................................................... 118
PENUTUP ........................................................................................................... 121
6.1.
Kesimpulan ........................................................................................... 121
6.2.
Saran ..................................................................................................... 121
REFERENSI ....................................................................................................... 122
HALAMAN | vii
LAPORAN KERJA PRAKTEK
DAFTAR GAMBAR
Gambar 1. Struktur Organisasi PT. HCMI ........................................................... 32
Gambar 2. ZAXIS210LC-5G ................................................................................ 33
Gambar 3. ZAXIS350H-5G .................................................................................. 33
Gambar 4. ZAXIS200-5G ..................................................................................... 34
Gambar 5. ZAXIS210MF-5G ............................................................................... 34
Gambar 6. Track Frame salah satu seri ultra large excavator ............................... 35
Gambar 7. Side Frame salah satu seri ultra large excavator ................................. 35
Gambar 8. Center Frame salah satu ultra large excavator .................................... 36
Gambar 9. Loader Bucket salah satu seri ultra large excavator ............................ 36
Gambar 10. Loader Arm salah satu seri ultra large excavator .............................. 37
Gambar 11. Loader Boom salah satu seri ultra large excavator ........................... 37
Gambar 12. Dump Truck Body salah satu seri dump truck .................................. 38
Gambar 13. Salah satu contoh site welding fabrication ........................................ 38
Gambar 14. Bucket Hoe untuk beberapa seri ultra large excavator ...................... 39
Gambar 15. Rigid Dump Truck Body salah satu seri dump truk ......................... 39
Gambar 16. Drag Line Bucket .............................................................................. 40
Gambar 17. Rangka batang dengan material stainless Steel ................................. 40
Gambar 18. Pressure Vessels ................................................................................ 41
Gambar 19. Transformer Tank .............................................................................. 41
Gambar 20. Pig Receiver ...................................................................................... 42
Gambar 21. Pig Launcher ..................................................................................... 42
Gambar 22. Rotating Swivel ................................................................................. 43
Gambar 23. Steel Roller ........................................................................................ 43
Gambar 24. Sertifikasi yang dimiliki PT.HCMI ................................................... 45
Gambar 25. Komponen besar penyusun sebuah excavator ................................... 47
Gambar 26. 3 Derajat gerak bebas pada sebuah excavator ................................... 48
Gambar 27. 3 Silinder penggerak hidrolik pada sebuah excavator ....................... 49
Gambar 28. Komponen counterweight pada sebuah excavator ............................ 50
Gambar 29. Hasil dari proses welding antara dua silinder hollow ....................... 51
Gambar 30. Salah satu contoh proses forge welding ............................................ 52
Gambar 31. Busur welding ................................................................................... 53
Gambar 32. SMAW .............................................................................................. 53
Gambar 33. Prinsip kerja SMAW ......................................................................... 54
Gambar 34. Prinsip kerja SAW............................................................................. 55
Gambar 35. SAW .................................................................................................. 55
Gambar 36. GMAW .............................................................................................. 56
Gambar 37. Prinsip Kerja GMAW........................................................................ 57
Gambar 38. Prinsip kerja TIG/GTAW .................................................................. 58
Gambar 39. TIG .................................................................................................... 58
HALAMAN | viii
LAPORAN KERJA PRAKTEK
Gambar 40. Stud arc welding ................................................................................ 59
Gambar 41. Prinsip kerja stud arc welding ........................................................... 59
Gambar 42. Ketiga bentuk lap joint ...................................................................... 60
Gambar 43. Beberapa bentuk buat joint................................................................ 61
Gambar 44. Corner joint ....................................................................................... 61
Gambar 45. Edge Joint .......................................................................................... 62
Gambar 46. T-Joint ............................................................................................... 62
Gambar 47. Posisi welding yang umum digunakan .............................................. 62
Gambar 48. Posisi operator diam (kiri) dan posisi operator bergerak (kanan) ..... 63
Gambar 49. Standard simbol welding ................................................................... 64
Gambar 50. Dimensi penting yang diperlukan saat menghitung kekuatan
transverse fillet joint.............................................................................................. 66
Gambar 51. Dimensi penting yang diperlukan saat menghitung kekuatan parallel
fillet joint ............................................................................................................... 67
Gambar 52. Dimensi penting yang digunakan untuk perhitungan kasus torsi pada
circular fillet weld ................................................................................................. 68
Gambar 53. Dimensi penting yang digunakan untuk perhitungan kasus momen
bending pada circular fillet weld ........................................................................... 69
Gambar 54. Dimensi penting yang digunakan untuk perhitungan kasus torsi pada
T-joint fillet weld .................................................................................................. 69
Gambar 55. Dimensi penting yang digunakan untuk menghitung kekuatan butt
joint ....................................................................................................................... 70
Gambar 56. Dimensi penting yang digunakan untuk perhitungan salah satu kasus
pembebanan aksial yang tidak simetris ................................................................. 71
Gambar 57. Dimensi penting yang digunakan untuk perhitungan salah satu kasus
pembebanan egosentris ......................................................................................... 71
Gambar 58. Contoh proses assembly yang dilakukan oleh operator PT. HCMI
yaitu proses assembly komponen lower roller dengan komponen side frame
(temporary joint) ................................................................................................... 72
Gambar 59. Salah satu contoh proses blasting ...................................................... 73
Gambar 60. Profile permukaan hasil blasting yang tepat ..................................... 74
Gambar 61. Contoh coating pada sebuah komponen ............................................ 75
Gambar 63. Elcometer digital yang dimiliki PT. HCMI....................................... 76
Gambar 62. Wet Film Thickness Gauge ............................................................... 76
Gambar 64. Kurva I-P-F yang menjelaskan tentang waktu kondisi dari sebuah
produk atau mesin ................................................................................................. 79
Gambar 65. Check sheet dari salah satu mesin machining di PT. HCMI
merupakan salah satu contoh Preventive Maintenace (PM) yang lebih dikenal
dengan istilah Condition Monitoring .................................................................... 80
Gambar 66. Salah satu welding robot arm yang dimiliki PT. HCMI ................... 82
Gambar 67. Salah satu komponen silinder di divisi Engineering Project yang akan
di-welding secara circular ..................................................................................... 82
Gambar 68. Jig weld konservator PT. HCMI atau jig proses welding semiautomatic ............................................................................................................... 83
Gambar 69. Welding Torch Stabilizer .................................................................. 84
HALAMAN | ix
LAPORAN KERJA PRAKTEK
Gambar 70. Tampak atas jig weld conservator ..................................................... 86
Gambar 71. Tampak depan jig weld conservator.................................................. 86
Gambar 72. Tampak orthogonal jig weld konservator.......................................... 87
Gambar 73. Tampak samping jig weld konservator ............................................. 87
Gambar 74. Keadaan jig weld conservator untuk pengerjaan komponen
konservator dengan diameter minimum ................................................................ 98
Gambar 75. Keadaan jig weld konservator saat tidak digunakan atau disimpan .. 98
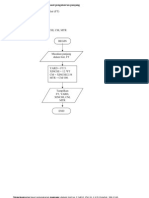
Gambar 76. Support pada jig weld conservator .................................................... 99
Gambar 77. Free Body Diagram 1 jig weld conservator (hijau = load; oranye =
support) ............................................................................................................... 100
Gambar 78. Profile beam jig weld conservator ................................................... 106
Gambar 79. Free Body Diagram 2 jig weld conservator (hijau = load; oranye =
support) ............................................................................................................... 109
Gambar 80. Profile balancer ............................................................................... 110
Gambar 81. Rangka batang jig weld conservator ............................................... 111
Gambar 82. Profile penyangga jig weld conservator .......................................... 112
Gambar 83. Free Body Diagram 3 jig weld konservator (biru = support; hijau =
load)..................................................................................................................... 113
Gambar 84. Free Body Diagram 4 jig weld conservator .................................... 118
Gambar 85. Profile welding joint ........................................................................ 118
HALAMAN | x
LAPORAN KERJA PRAKTEK
DAFTAR TABEL
Tabel 1. Sejarah Perusahaan Hitachi secara Global ................................................ 6
Tabel 2. Sejarah Perusahaan Hitachi Construction Machinery secara global ....... 18
Tabel 3. Budaya 5S PT. HCMI ............................................................................. 44
Tabel 4. Defect pada welding dan penyebabnya ................................................... 64
Tabel 5. Rekomendasi dimensi minimum welding joint ...................................... 70
Tabel 6. Stress concentration untuk beberapa jenis welding joint ........................ 70
Tabel 7. Defect pada painting ............................................................................... 78
Tabel 8. Tabel komponen jig weld conservator .................................................... 88
Tabel 9. Tabel komponen sub-assembly penyusun jig weld conservator ............. 89
Tabel 10. Fitur jig weld conservator ..................................................................... 96
Tabel 11. Mechanical properties untuk material SS400 ....................................... 99
Tabel 12. Perjanjian tanda pada perhitungan ...................................................... 100
Tabel 13. NVM ................................................................................................... 102
Tabel 14. Nilai aout jika nilai tebal ditentukan berdasarkan perhitungan bending
stress pada jig weld conservator .......................................................................... 107
Tabel 15. Nilai aout jika nilai tebal ditentukan berdasarkan perhitungan shear stress
pada jig weld conservator.................................................................................... 108
Tabel 16. Variabel yang diketahui untuk perhitungan balancer ......................... 109
Tabel 17. Load pada setiap rangka ...................................................................... 112
Tabel 18. NVM dengan support threaded joint ................................................... 113
Tabel 19. Minimum Mechanical Properties dari beberapa seri elektroda .......... 120
HALAMAN | xi
LAPORAN KERJA PRAKTEK
DAFTAR GRAFIK
Grafik 1. N pada jig weld conservator ................................................................ 105
Grafik 2. V pada jig weld conservator ................................................................ 105
Grafik 3. M pada jig weld conservator................................................................ 106
HALAMAN | xii
LAPORAN KERJA PRAKTEK
BAB 1
PENDAHULUAN
1.1.
Latar Belakang
Universitas sebagai salah satu cerminan perkembangan suatu bangsa akan
selalu berusaha menyediakan pelayan pendidikan terbaik bagi mahasiswanya.
Universitas berkewajiban membentuk sumber daya manusia yang baik guna
mendukung Indonesia dalam mengembangkan bangsa terutama di bidang
engineering.
Dalam menyelenggarakan pendidikan yang berkualitas, universitas tidak cukup
hanya dengan pengajaran di kelas atau laboratorium tetapi harus ada sarana
mengaplikasikan ilmu bagi mahasiswa. Namun, universitas tidak dalam kapasitas
menyediakan wadah bagi mahasiswa untuk mengaplikasikan pada kondisi nyata,
khususnya industri. Maka dari itu, dunia industri merupakan tempat yang tepat bagi
mahasiswa teknik untuk mengaplikasikan ilmu yang didapat di kampus. Kerja
praktek di industri akan memberi pengalaman berharga bagi mahasiswa.
Mahasiswa akan belajar cara menghadapi dan memecahkan berbagai permasalahan
di dunia kerja nyata menggunakan teori dan kemampuan analisa yang diperoleh di
kelas kuliah. Industri juga diharapkan akan menjadi sarana bertukar informasi
mengenai perkembangan teknologi bagi mahasiswa dan kampus.
Mahasiswa teknik mesin telah memperoleh berbagai pengetahuan yang
menunjang pelaksanaan kerja praktek. Mahasiswa telah mendapatkan mata kuliah
dasar teknik, mata kuliah dasar mesin, dan mata kuliah peminatan. Departemen
Teknik Mesin juga telah memfasilitasi mahasiswa dengan laboratorium untuk
menunjang praktik dan minat mahasiswa.
Untuk melengkapi pendidikan bagi mahasiswa, Departemen Teknik Mesin
mengharuskan mahasiswa untuk melakukan kerja praktek di industri yang yang
berkaitan dengan mechanical engineering. Program kerja praktek diharapkan
menjadi wadah memperoleh pengalaman serta sebagai persiapan sebelum
memasuki dunia kerja nyata. Bidang industri yang dipilih sebagai tempat kerja
praktek sebaiknya sesuai dengan peminatan yang dipilih oleh mahasiswa, dimana
mahasiswa yang mendaftar memiliki peminatan dalam bidang konstruksi dan
manufaktur.
Di tengah perkembangan teknologi yang semakin pesat, tidak bisa dipungkiri
bahwa perkembangan teknologi dalam bidang manufaktur juga mengalami
dampaknya. Teknologi yang digunakan pada proses manufaktur mengalami
perkembangan dimana pengetahuan tersebut tidak hanya menjadi milik sarjana
teknik mesin semata, tetapi sudah menjadi ilmu yang multidisiplin, dimana ilmu
pengetahuan di luar teknik mesin juga memiliki andil dalam pengembangannya. Di
samping itu, teknologi produksi serta informasi tentang alat berat juga menjadi poin
utama yang memiliki peran penting dalam perkembangan industri di Indonesia. Di
Indonesia tingkat kebutuhan dan ketergantungan terhadap alat-alat berat semakin
HALAMAN | 1
LAPORAN KERJA PRAKTEK
tinggi, mengingat Indonesia yang masih berada pada tahap negara berkembang
masih membutuhkan banyak fasilitas untuk membantu proses ekspansinya.
PT. Hitachi Construction Machinery Indonesia adalah salah satu perusahaan
yang bergerak dalam bisnis produksi alat berat. Bidang yang digeluti perusahaan
ini memiliki keterkaitan dengan perkuliahan di Program Studi Teknik Mesin,
khususnya tentang proses produksi. Oleh karena itu, merupakan kesempatan yang
baik apabila kami diberi kesempatan untuk melakukan kerja praktek di perusahaan
ini.
1.2.
Tujuan
1.3.
Umum
1. Mahasiswa dapat terjun langsung dalam industri khususnya dalam
bidang konstruksi dan manufaktur guna meningkatkan pengetahuan dan
kemampuan mahasiswa pada industri nyata.
Khusus
1. Mahasiswa memperoleh pengalaman kerja yang sesuai dengan program
studi yang ditekuninya.
2. Mengetahui berbagai metode kerja dan peralatan yang digunakan dalam
industri khususnya pada bidang konstruksi dan manufaktur.
3. Mahasiswa memperoleh pengetahuan tentang pemecahan berbagai
masalah di dunia industri secara nyata.
4. Mahasiswa memahami sistem manajemen perusahaan yang efektif dan
efisien.
5. Meningkatkan sense of engineering untuk bekal mahasiswa teknik
menjadi engineer di masa depan.
6. Mencari data otentik dan kasus riil yang ada di lapangan untuk
kemudian dianalisis sebagai inspirasi untuk tugas akhir ataupun skripsi.
7. Memenuhi persyaratan mata kuliah Kerja Praktek.
Manfaat
Bagi Mahasiswa
1. Sebagai ruang untuk mengaplikasikan ilmu yang didapat dalam
perkuliahan terutama dalam bidang konstruksi dan manufaktur.
2. Mendapatkan informasi perkembangan dan pengembangan yang
dilakukan oleh industri manufaktur.
3. Membantu mempersiapkan mahasiswa yang mampu bekerja sebagai
tenaga perencana, pelaksana, dan pengendali, serta mampu
menyelesaikan masalah yang dihadapi melalui perbekalan pengetahuan
dan pengalaman nyata di lapangan.
4. Mendapatkan fasilitas bagi proses pengembangan minat dan bakat
mahasiswa yang bersangkutan.
HALAMAN | 2
LAPORAN KERJA PRAKTEK
1.4.
Bagi PT. HITACHI Construction Machinery Indonesia
1. Menjadi perbandingan perkembangan teknologi yang ada di kampus
dengan yang terdapat di industri
2. Peserta kerja praktik dapat membantu melaksanakan pekerjaan
operasional yang rutin dilaksanakan, dan menjadi problem solver yang
inovatif untuk masalah yang sering dihadapi.
3. Secara khusus membantu mempersiapkan Mahasiwa Departemen
Teknik Mesin dengan pengalaman dan pengetahuan, sebagai tenaga
kerja profesional yang siap pakai untuk PT. HITACHI Construction
Machinery Indonesia.
4. Perusahaan akan dikenal sebagai perusahaan yang peduli terhadap dunia
pendidikan.
Deskripsi Keilmuan
Sampai tahun 2015 Program Studi (prodi) Teknik Mesin FTUI memiliki
beberapa peminatan studi yang dapat dipilih oleh mahasiswa sebagai kesatuan
rencana belajar berdasarkan suatu kurikulum teknik mesin. Peminatan tersebut
antara lain:
Peminatan Konversi Energi
Peminatan Sistem Utilitas Banguanan dan Keselamatan Kebakaran
Peminatan Perancangan Produk Manufaktur
Peminatan Sistem Manufaktur dan Otomasi
Peminatan Teknik Kendaraan dan Peralatan Berat
Sebelum diberikan mendalami peminatan pada prodi teknik mesin, mahasiswa
teknik mesin akan dibekali dengan berbagai mata kuliah dasar teknik dan mata
kuliah dasar teknik mesin. Kemudian mahasiswa diberi kebebasan untuk
mengambil peminatan yang tersedia sesuai dengan minat dan bakatnya.
Sebagai sarana penunjang pembelajaran di kelas kuliah terdapat beberapa
laboratorium, seperti laboratorium khusus bidang Mekanika Fluida, laboratorium
Termodinamika, laboratorium Manufaktur dan Otomasi, Laboratorium Metrologi
dan Pengukuran, Laboratorium Perpindahan Kalor dan Masa, Laboratorium
Teknologi Mekanik, Laboratorium Pendingin, Laboratorium Perancangan
Mekanikal dan Biomekanik, Laboratorium Perkapalan dan Towing Tank.
Dengan adanya laboratorium, mahasiswa akan mengetahui aplikasi dari dasar
teori yang dipelajari di bangku kuliah, dan mengembangkan dasar teori tersebut
menjadi sesuatu yang aplikatif, baik dalam bentuk perumusan, ataupun prototype.
Praktikum yang diadakan di beberapa mata kuliah juga akan membantu mahasiswa
untuk memahami dasar teori dan menganalisa permasalahan yang terjadi saat
praktek berlangsung. Namun, hal tersebut dirasa kurang untuk menunjang
kemampuan praktikal mahasiswa. Untuk itu, diperlukan program kerja praktek
HALAMAN | 3
LAPORAN KERJA PRAKTEK
yang diharapkan mampu menunjang aspek praktikal mahasiswa Departemen
Teknik Mesin di dunia kerja.
Pemohon kerja praktek merupakan mahasiswa teknik mesin yang mengambil
bidang peminatan Sistem Manufaktur dan Otomasi serta Teknik Kendaraan dan
Peralatan Berat. Mata kuliah yang telah dan sedang dipelajari oleh pemohon dari
Teknik Mesin di samping mata kuliah dasar antara lain Termodinamika Dasar,
Mekanika Fluida, Sistem Fluida, Perpindahan Kalor dan Masa, Teknik Tenaga
Listrik, Perancangan Mekanikal, Teknik Material, Visualisasi dan Pemodelan
Mesin, Kinematika dan Dinamika, Pengukuran dan Metrologi, Pengendalian
Sistem, Getaran Mekanis, Peralatan Pengeboran Minyak dan Gas serta beberapa
mata kuliah yang akan kami pelajari di semester ini adalah Konversi dan Konservasi
Energi, Mekatronika, Teknik Las, Teknik Aerodinamika, Tugas Merancang,
Pemeliharaan, Pemantau Kondisi Mesin, dan Teknik Kendaraan Rel.
1.5.
Ruang Lingkup
Ruang lingkup dari Kerja Praktek yang akan dilakukan oleh mahasiswa di PT.
Hitachi Construction Machinery Indonesia adalah:
1.6.
Proses Manufaktur Peralatan Berat
Proses Pengelasan
Analisa Kekuatan Peralatan Berat
Quality Control dari Proses Manufaktur
Metodologi
Metode yang digunakan dalam program Kerja Praktek, sebagai berikut :
1. Persiapan
2. Persiapan yang dilakukan meliputi koordinasi antara fasilitator dengan
mahasiswa sebelum pelaksanaan Kerja Praktek serta adaptasi mahasiswa
dengan lingkungan tempat Kerja Praktek.
3. Pelaksanaan
4. Kerja Praktek dilakukan dalam waktu yang terbatas. Mahasiswa melakukan
identifikasi masalah, mengumpulkan data, analisis serta menyampaikan
gagasannya
5. Menulis Laporan
6. Mahasiswa memberikan laporan tertulis kepada fasilitator mengenai
kegiatan yang dilakukan selama Kerja Praktek. Format laporan di tentukan
oleh Departemen Teknik Mesin FTUI.
HALAMAN | 4
LAPORAN KERJA PRAKTEK
1.7.
Pelaksanaan Kerja Praktek
Kerja praktek diharapkan dilaksanakan dalam waktu 40 hari kerja pada rentang
waktu antara 6 Juli 2015 sampai dengan 4 September 2015 (atau dapat disesuaikan)
dengan memilih tempat di PT. HITACHI Construction Machinery Indonesia.
HALAMAN | 5
LAPORAN KERJA PRAKTEK
BAB 2
PROFIL PERUSAHAAN
2. 1.
Sejarah Perusahaan
A. Perusahaan Hitachi secara global
Tabel 1. Sejarah Perusahaan Hitachi secara Global
Tahun
1910
1911
1914
1916
1924
1930
1931
1932
1933
Keterangan
Perusahaan terbentuk,
Produksi motor induksi
daya 5 HP
Produksi transformator
(trafo) 2 kVA
Memulai produksi
ammeter AC dan
voltmeter
Produksi turbin air
kapasitas 10,000 HP
(7,355 kW)
Memulai produksi
kipas angin
Produksi lokomotif
listrik DC skala besar
yang pertama
dimanufaktur di Jepang
Memulai produksi poletop transformator (trafo
tiang listrik)
Produksi hydraulic
electrolytic cell 10,000 A
Memulai produksi
lift
Produksi kulkas
listrik merek Hitachi
pertama (lihat
gambar di samping
kanan)
Produksi 23,600 HP
Illgner set
Gambar
HALAMAN | 6
LAPORAN KERJA PRAKTEK
Tahun
1940
1943
1949
1951
1952
1953
1954
1955
1956
Keterangan
Produksi 5,000 line
automatic private branch
exchange
Produksi turbin air
Francis kapasitas
85,000 kW
Produksi generator
listrik AC kapasitas
70,000 kVA
Produksi U05 power
excavator
Produksi turbin air
Kaplan kapasitas
6,500 kW
Produksi umbrellatype generator listrik
AC kapasitas 7,000
kVA yang
merupakan umbrellatype generator
pertama yang dibuat
Jepang
Produksi 21,000 kW two
stage pump-turbine
Produksi true low
pressure 300 m3/jam
air separation
Machines
Produksi 55,000 kW
hydrogen-cooled
turbine
Produksi large scale cold
strip mill yang
merupakan large scale
cold strip mill pertama
yang diproduksi di
Jepang
Produksi turbin air
Francis kapasitas
100,000 kW
Produksi generator
listrik AC kapasitas
93,000 kVA
Produksi engine dieselelektrik DF90 yang
Gambar
-
HALAMAN | 7
LAPORAN KERJA PRAKTEK
Tahun
1958
1959
1960
1961
1962
1963
1964
1965
Keterangan
merupakan engine
diesel-elektrik yang
pertama dibuat di Jepang
Produksi radio
miniatur portabel
dengan 6 transistor
Mikroskop elektron
dianugerahi
penghargaan pada
World Exposition di
Brussels (lihat
gambar di samping
kanan)
Produksi komputer basis
transistor
Mengembangkan kulkas
tipe kubus
Mengembangkan
fully automatic
washing machine
Produksi reaktor
nuklir eksperimental
Mengembangkan
exothermic selfhardening mold
Produksi 265,000 kW
impuls reheating crosscompound turbine
Produksi gerbong
pertama untuk kereta
Shinkansen
Mengembangkan
sistem reservasi
tempat duduk untuk
Japanese National
Railways
Manufaktur monorail
yang beroperasi dari
bandara Haneda ke
Hamamatsu-cho,
Tokyo dan
sebaliknya
Produksi sistem HITAC
5020
Gambar
HALAMAN | 8
LAPORAN KERJA PRAKTEK
Tahun
1966
1967
1968
1969
1970
1971
1973
1974
Keterangan
Produksi 19 in 90o
polarized Colo cathode
ray tube menggunakan
rare earth fluoresens
elements
Mengembangkan teknik
proses LTP untuk silicon
transistor
Mengembangkan drytype room air conditioner
Mengembangkan
hybrid LSI
Produksi komputer
HIDIC 100 untuk
aplikasi kontrol
Mengembangkan lift
kecepatan 300
m/menit untuk
gedung tinggi
Produksi sistem bank
Online
Mengembangkan dan
memproduksi massal
all-transistor color
televisions
Mengembangkan LoD 2 Way speaker
system
Mengembangkan kontrol
sistem lalu lintas dengan
bantuan komputer untuk
kereta Shinkansen
Produksi media
penyimpanan file
kapasitas 1 Gb
Mengembangkan newtype image pickup tube
Mengembangkan
numerically
controlled ruling
engine for aplanatic
concave diffraction
grating
PLTN kapasitas
470,000 kW yang
Gambar
HALAMAN | 9
LAPORAN KERJA PRAKTEK
Tahun
1975
1976
1977
1978
1979
1980
Keterangan
merupakan PLTN
pertama di Jepang
mulai beroperasi
(lihat gambar di
samping kanan)
automasi assembly
semiconductor
(automasi
penyambungan
kawat untuk LSI dan
transistor) sukses
dilakukan
Mengembangkan
high performance
heat transfer surface
(thermoexcell)
Mengembangkan
Hitachi Crown
Control Mill
Produksi large Mseries computer
system (lihat gambar
di samping kanan)
Pengujian optical
transmission system
pertama di dunia berhasil
dilakukan
Mengembangkan mesin
analisis asam amino
kecepatan tinggi tipe 837
Produksi field emission
elektron microscope with
record high resolution
yang merupakan produk
pertama di dunia
Mengembangkan
experimental Colo
camera with solid-state
miniature image device
Produksi HITAC Mseries 200 H
Produksi AC/DC
converter kapasitas 300
MW untuk jaringan
Gambar
HALAMAN | 10
LAPORAN KERJA PRAKTEK
Tahun
1982
1983
1984
1985
1986
1987
1988
Keterangan
listrik antara kota
Hokkaido dan Honshu
Hitachi Europe Ltd.
Berdiri
Observasi medan
magnet skala mikro
pertama di dunia
yang menggunakan
electron beam
holography
Mengembangkan air
conditioner with scroll
compressor
Produksi improved
standar BWR yang
merupakan produk
pertama yang dibuat
di Jepang
Memulai produksi
massal 256 kbit
DRAM (lihat gambar
di samping kanan)
Produksi perangkat
Tokamak skala besar
(JT-60) untuk breakeven plasma
experiments
Mengembangkan
sistem CAD/CAE
dengan ultra-high
resolution color
display (lihat gambar
di samping kanan)
Produksi HITAC M-68X
series
Penggunaan
predictive fuzzy
control
Produksi large
display pusing color
liquid crystal
projection
Mengembangkan
robot quadrapedal
Gambar
HALAMAN | 11
LAPORAN KERJA PRAKTEK
Tahun
Keterangan
Gambar
1989
1990
1991
1992
1993
Hitachi Asia Pte. Ltd.
berdiri
Mengembangkan
superconductive
computer tercepat di
dunia
Mengeluarkan very
large-scale computer
dengan kecepatan
proses tercepat di
dunia
Mengembangkan
high-resolution TFT
color liquid crystal
display
Mengembangkan
lokomotif elektrik
dengan kontrol
inverter yang
memiliki kapasitas
kontrol terbesar di
dunia
Mengembangkan
highly sensitive
image pickup tubes
Produksi core network
500 kV substation
System
Mengembangkan core
technology untuk
manipulasi atomik dan
observasi penyusunan
atom menggunakan
scanning tunneling
microscope
Mengembangkan
kereta Shinkansen
dengan kecepatan
maksimum 270
km/jam
Sukses
mendemonstrasikan
operasi singleelectron memory
pada suhu ruangan
HALAMAN | 12
LAPORAN KERJA PRAKTEK
Tahun
Keterangan
1994
1995
1997
1998
yang merupakan
pertama kalinya di
dunia
Mengembangkan
capillary array DNA
sequencer
Hitachi (China) Ltd.
berdiri
Mengembangkan
original 32 bit RISC
profesor SuperH
family
Mengembangkan
clean ATM
Membuat prototipe 1
Gbit DRAM
Mengembangkan
Super TFT LCD
modul featuring
ultra-wide viewing
angles (lihat gambar
di samping kanan)
Mengembangkan 10
Gbit/detik fiber optic
transmission
equipment
Mengembangkan
core technology
untuk 4.7 Gb DVDRAM
Mengembangkan
magnetocardiography
technology untuk
scanning cardiac
patients
Mengembangkan
small proton
accelerator untuk
pengobatan kanker
Mengembangkan 320
Gbit/detik optical
data transmission
System
Mengembangkan
kulkas dan AC
Gambar
HALAMAN | 13
LAPORAN KERJA PRAKTEK
Tahun
1999
2000
2001
2002
2003
Keterangan
menggunakan
kontrol PAM
Lithium secondary
battery menggunakan
sistem mangan
digunakan secara
komersial
Mengembangkan
52.5 Gbit/in2
perpendicular
magnetic recording
method
Mengembangkan
holographic electron
microscope dengan
resolusi 49.8 pm
Mengembangkan
mobile web-gateway
System
Mengembangkan
application profesor
untuk telepon
genggam
Mengembangkan 0.3
mm2 contacless IC
chip yang merupakan
produk terkecil di
dunia (lihat gambar
di samping kanan)
Mengembangkan
compact DNA
analysis system
genetic for SNP
typing
Mengembangkan dan
awal digunakan
secara komersial,
sistem autentifikasi
sidik jari yang padat,
sangat akurat, dan
kecepatan proses data
yang tinggi (lihat
gambar di samping
kanan)
Gambar
HALAMAN | 14
LAPORAN KERJA PRAKTEK
Tahun
Keterangan
2004
2005
2006
Sukses mengukur
fungsi otak bayi
dengan
menggunakan optical
topography
Dr. Hideaki Koizumi
mengadakan kuliah
umum saat hari
peringatan 400 tahun
berdirinya yayasan
Pontifical Academy
of Sciences di kota
Vatikan
Mengembangkan
sensor-net terminal
dengan umur baterai
lebih dari satu tahun
yang merupakan
produk terkecil di
dunia
Mengembangkan
high temperatur lead
free solder pastel
Sertifikasi Explosive
Trace Detection
System dari Amerika
Serikat
Memamerkan
EMIEW; robot dua
roda yang dapat
berdialog secara
langsung pada World
Exposition Aichi
tahun 2005 di Jepang
Hitachi (China)
Research &
Development
Corporation berdiri
Pengesahan
fenomena electroluminescence pada
injeksi arus listrik di
lapisan silikon yang
sangat tipis
Gambar
HALAMAN | 15
LAPORAN KERJA PRAKTEK
Tahun
Keterangan
2007
2008
Percobaan dasar pada
aplikasi Optical
Topography as a
brain-machine
interface
Produksi massal 2.5
in HDD
menggunakan
perpendicular
magnetic recording
technology
Prototipe dari
noncontract RFID
Power IC chip
terkecil di dunia
dengan dimensi 0.05
mm x 0.05 mm
Prototipe 2 Mbit nonvolatile SPRAM chip
menggunakan
magnetization
reversal by spin
injection
Mengembangkan
EMIEW 2, robot
kecil dan ringan yang
interaktif (lihat
gambar di samping
kanan)
Mengembangkan
teknologi sistem
baterai ion litium
untuk kereta
supercepat diesel
hybrid
Mengembangkan
teknologi motor
listrik ukuran kecil
namun dengan
efisiensi yang tinggi
dan tidak
menggunakan rare
metal
Gambar
HALAMAN | 16
LAPORAN KERJA PRAKTEK
Tahun
Keterangan
2009
2010
2011
2012
Prototipe dioda SiC
kelas 3 kV
Mengembangkan
baterai ion litium
untuk kendaraan
(lihat gambar di
samping kanan)
Mengembangkan
teknologi
autentifikasi sidik jari
tipe tipis
Mengembangkan
teknologi reduksi
daya untuk data
center
Mengembangkan
teknologi daur ulang
rare metal
Sukses mengontrol
dan mengukur spin
current
Dr. Hideaki Koizumi
membuat kerja sama
antara Hitachi
dengan Chinese
Academy of
Engineering
Pengesahan sistem
Proton Beam
Therapy (PBT) using
spot scanning untuk
proses manufaktur di
Jepang
Mengembangkan
teknologi untuk
menambah kecepatan
Wide Area Networks
(WAN)
Penggunaan pertama
Field Emission
Electron Microscope
Mengembangkan
highly efficient
industrial use 11 kW
Permanent magnet
Gambar
HALAMAN | 17
LAPORAN KERJA PRAKTEK
Tahun
Keterangan
2013
Gambar
synchronous motor
tanpa menggunakan
rare earth metal
Prototipe automatic
human cell-sheet
culturing equipment
for regenerative
medicine
Mengembangkan
ROPITS singlepassenger mobilitysupport robot
Mengembangkan
teknik autentifikasi
elektronik basis
informasi biometric
Mengembangkan
kamera gamma untuk
lingkungan dengan
tingkat radiasi yang
tinggi
B. Perusahaan Hitachi Construction Machinery secara global
Tabel 2. Sejarah Perusahaan Hitachi Construction Machinery secara global
Tahun
Bulan
1949
Mei
1955
Desember
Keterangan
Pengembangan
Hitachi U05, cableoperated power
shovel pertama yang
seluruhnya dibuat
menggunakan
teknologi Jepang
Hitachi Construction
Machinery Co., Ltd.
(service company)
berdiri
Gambar
HALAMAN | 18
LAPORAN KERJA PRAKTEK
Tahun
1957
Bulan
Januari
April
1965
Juli
1969
Desember
1970
Oktober
Keterangan
Gambar
Pengembangan
Hitachi U106,
excavator
multifungsi
Hitachi Construction
Machinery Co., Ltd.
(former) berdiri,
yang merupakan
gabungan dari
Hitachi Construction
Machinery Co., Ltd.
(service company)
dan seluruh divisi
penjualan
construction
machinery Hitachi,
Ltd.
Pengembangan dan
peluncuran Hitachi
UH03, excavator
hidrolik pertama
yang
dikembangakan
dengan
menggunakan
teknologi Jepang
Divisi manufaktur
construction
machinery Hitachi,
Ltd. memisahkan
diri dari perusahaan
induk dan bergabung
dengan Adachi and
Tsuchiura Works
menjadi Hitachi
Construction
Machinery Co., Ltd.
(manufacturing
company)
Hitachi Construction
Machinery Co., Ltd.
berdiri, yang
merupakan
HALAMAN | 19
LAPORAN KERJA PRAKTEK
Tahun
Bulan
1971
Februari
1972
Agustus
1973
Oktober
1974
Maret
Maret
1976
Oktober
1979
Juli
Keterangan
gabungan dari
Hitachi Construction
Machinery Co., Ltd.
(manufacturing
company) dengan
Hitachi Construction
Machinery Co., Ltd.,
(former) dengan
modal 3.8 milyar
Peluncuran KH150,
fully-hydraulic
crawler crane
pertama di dunia
Hitachi Construction
Machinery (Eropa)
B.V. berdiri
Modal bertambah
menjadi 3.85
milyar (nilai
nominal saham
berubah dari 500
ke 50)
Adachi Plant
bergabung dengan
Tsuchiura Works
dalam ruang lingkup
relokasi pabrik dan
langkah-langkah
konsolidasi produksi
Tie-up business
terbentuk dengan
Kubota, Ltd. untuk
bidang excavator
hidrolik
Mengembangkan
Earth Pressure
Balance Shield
Machine yang
memenangkan
penghargaan dari
Japan Society for
The Promotion of
Machinery Industry
Yamagata Hitachi
Construction
Gambar
HALAMAN | 20
LAPORAN KERJA PRAKTEK
Tahun
Bulan
1981
Desember
1982
April
1983
Juli
Januari
1984
Desember
Mei
1985
Oktober
Keterangan
Machinery Co., Ltd.
berdiri
Modal
bertambah
menjadi 4.7
milyar dan
menduduki
peringkat kedua
bursa efek
Tokyo
Tie-up Business
terbentuk dengan
Tadano Ltd.
untuk bidang
track cranes dan
crawler cranes
Modal bertambah
menjadi 5.17
milyar akibat saham
baru yang diberikan
cuma-cuma
Tie-up business
terbentuk dengan
perusahaan Amerika
Serikat Deere untuk
bidang pemasok
excavator hidrolik
Peluncuran UT
series of ultrasonic
instrumental; area
bisnis di luar
construction
machinery
Hitachi Construction
Machinery
(Singapur) Pte. Ltd.
berdiri
Modal bertambah
menjadi 5.687
milyar akibat saham
baru yang diberikan
cuma-cuma
Penyertaan
modal dalam
construction
Gambar
HALAMAN | 21
LAPORAN KERJA PRAKTEK
Tahun
Bulan
Oktober
1986
November
Januari
1987
Mei
Maret
1988
Mei
Keterangan
machinery sale
company di
Perancis (FiatHitachi
Excavators
France S.A.)
Oriental Hitachi
Construction
Machinery
(Malaysia) Sdn.
Bhd. berdiri
Hitachi
Construction
Machinery
(America) Corp.
berdiri
Peluncuran 4 model
dari excavator seri
EX generasi baru
Joint Venture
terbentuk antara Fiat
dengan Hitachi
Excavators (Itali)
S.p.A. untuk
produksi lokal
excavator hidrolik
Peluncuran EX3500,
yang merupakan
excavator ukuran
super yang terbesar
di dunia
Peluncuran 6 model
pada seri kedua EX
Landy
Isu pertama obligasi
konversi tanpa
jaminan
Modal
bertambah
menjadi 6.8509
milyar akibat
saham baru yang
diberikan cumaCuma
Gambar
HALAMAN | 22
LAPORAN KERJA PRAKTEK
Tahun
Bulan
Keterangan
Gambar
Juli
Maret
1989
Mei
September
Desember
Januari
1990
Mei
Joint Venture
terbentuk antara
Deere dengan
Hitachi
Construction
Machinery
(Amerika
Serikat) Corp.
untuk produksi
lokal excavator
hidrolik
Memasuki dunia
wheel loader,
meluncurkan 6
model di seri LX
Landy
Modal bertambah
menjadi 13.41044
milyar dan
menduduki
peringkat kedua
bursa efek Tokyo
Produksi Dejima
Plant dekat
Tsuchiura Works
sebagai basis
produksi massal
untuk Reduction
Gear dan produk
lainnya
Menduduki
peringkat pertama
bursa efek Tokyo
Isu kedua obligasi
konversi tanpa
jaminan
Menduduki
peringkat pertama
Osaka Securities
Exchange Increased
capital investment di
Toyosha Co., Ltd.
Memasuki dunia
bulldozer dan road
construction
machinery
HALAMAN | 23
LAPORAN KERJA PRAKTEK
Tahun
Bulan
Oktober
Februari
1991
Mei
1993
Februari
1994
Januari
1995
April
Januari
1996
Februari
Agustus
Keterangan
Siam-Hitachi
Construction
Machinery
(Thailand) Co., Ltd.
Peluncuran 4 model
di seri New EX
Super Landy
Peluncuran 5 model
excavator mini
PT. Hitachi
Construction
Machinery
Indonesia (PT.
HCMI) berdiri
Berkolaborasi
dengan Koreas
Samsung Heavy
Industries Co., Ltd.
di bidang crawler
cranes
Euclid-Hitachi
Heavy
Equipment Inc.
(Amerika
Serikat) berdiri
Peluncuran 5
model excavator
hidrolik seri EX3
Hefei Hitachi
Excavators Co.,
Ltd. (China)
berdiri
Memasuki dunia
off-road dump
truck
Peluncuran 3 model
excavator hidrolik
seri EX5
Peluncuran 2 model
ultra-small pivoting
mini-excavator seri
Mu
Menerbitkan 20
milyar obligasi
dalam negeri
Gambar
HALAMAN | 24
LAPORAN KERJA PRAKTEK
Tahun
Bulan
April
Juli
1997
November
Juni
Agustus
1998
Oktober
1999
Juli
Keterangan
Produk EX3500
memenangkan
penghargaan
Ichimura
Menerbitkan 20
milyar obligasi
dalam negeri
Mengembangkan
EX5500,
excavator
hidrolik ukuran
super untuk
kelas 515 ton
yang merupakan
kelas terbesar di
dunia
Memperoleh
sertifikat ISO
14001 untuk
sistem
manajemen
lingkungan
Peluncuran Jump
Up 30 for 21
Interim Management
Plan
Meng-upgrade agen
penjualan Afrika
Selatan menjadi
sepenuhnya dimiliki
anak perusahaan
Pembelian kontrol
Euclid-Hitachi
Heavy Equipment,
Inc. (Amerika
Serikat) dari Volvo
Construction
Equipment N.V.
Divisi FA HCM
menyatu dengan
divisi manufaktur
dan penjualan jenis
produk yang sama
seperti ultrasonic
imaging devices
Gambar
HALAMAN | 25
LAPORAN KERJA PRAKTEK
Tahun
Bulan
September
Mei
2000
Juni
Februari
2001
April
Mei
Keterangan
sehingga berdiri
sendiri menjadi
Hitachi Kenki
FineTech Co., Ltd.
Tie-up business
dengan TCM
Corporation di
bidang wheel loader
Head Office
direlokasi dari 2-6-2
Otemachi, Chiyodaku, Tokyo ke lokasi
saat ini
Peluncuran EExcavator seri
ZAXIS
Seri ZAXIS
memenangkan
penghargaan di 2000
Nikkei Superior
Products and
Services Awards
Peluncuran 7
model seri wheel
loader (model
produk Joint
Venture antara
TCM
Corporation
dengan
Furukawa Co.,
Ltd.)
Tie-up business
dengan
Sumitomo
Heavy
Industries,Ltd.
dan TADANO
Ltd. untuk
bidang bisnis
crane
Seri ZAXIS
memenangkan Japan
Construction
Machinery
Gambar
HALAMAN | 26
LAPORAN KERJA PRAKTEK
Tahun
Bulan
April
2002
Juli
Desember
Januari
2003
November
Maret
2004
Juni
Keterangan
Associations
Presidents Award
Memulai kooperasi
penelitian dengan
Komatsu di bidang
produksi
construction
machinery dan
procurement
Hitachi
Sumitomo
Heavy Industries
Construction
Crane Co., Ltd.
berdiri
HitachiFurukawa
Loaders Europe
(Perancis) S.A.S
berdiri
Isu ketiga obligasi
konversi tanpa
jaminan
Ekspansi lanjutan
perusahaan ke
Eropa, produksi
dimulai di Holland
Plant
Memperoleh Miles
Company Award
dari Society of
Japanese Value
Engineering
Mengembangkan
EX8000, salah satu
excavator hidrolik
kelas terbesar di
dunia
Modal bertambah
menjadi 42,519.85
juta akibat
penerbitan saham
baru dengan nilai
pasar
Gambar
HALAMAN | 27
LAPORAN KERJA PRAKTEK
Tahun
Bulan
Keterangan
Gambar
Oktober
Maret
2005
April
Juni
Januari
2006
April
Oktober
2007
Agustus
Unit
perdagangan
berubah dari
1000 saham ke
100 saham
Hitachi
Construction
Machinery Alba
Co., Ltd. dan
Hitachi
Construction
Machinery
France S.A.S.
berdiri
Hitachi Construction
Machinery
(Malaysia) Sdn.
Bhd. berdiri
Hitachi Construction
Machinery (China)
Co., Ltd. berdiri
TCM Corporation
menjadi anak
perusahaan
konsolidasi
Peluncuran
hidrolik ukuran
besar seri
ZAXIS-3
Peluncuran
model wheel
loader seri ZW
Peluncuran hidrolik
ukuran sedang seri
ZAXIS-3
Hitachi Construction
Machinery Alba Co.,
Ltd. bergabung
dengan TCM
Corporation
Modal
bertambah
menjadi
81,576.59 juta
akibat penerbitan
HALAMAN | 28
LAPORAN KERJA PRAKTEK
Tahun
Bulan
April
Agustus
2008
September
Oktober
Juli
2009
Desember
2010
Maret
Keterangan
saham baru
dengan nilai
pasar
Konstruksi
Hitachinaka
Works selesai
Hitachi Construction
Machinery REC Co.,
Ltd. berdiri
Konstruksi
Hitachinaka-Rinko
Works selesai
Peluncuran
EH3500ACII, salah
satu rigid dump
truck tenaga listrik
AC terbesar yang
dimanufaktur di
Jepang
Hitachi Kenki
FineTech Co., Ltd.
bergabung dengan
Hitachi Construction
Machinery
Mendapatkan
kepemilikan Wenco
International Mining
Systems Ltd. di
Kanada
TCM Corporation
menjadi anak
perusahaan yang
sepenuhnya dimiliki
melalui pertukaran
saham
Hitachi
Construction
Machinery
Eurasia Sales
LLC
Mendapatkan
kepemilikan
Telco
Construction
Gambar
HALAMAN | 29
LAPORAN KERJA PRAKTEK
Tahun
Bulan
Juni
Oktober
Maret
2011
April
April
Agustus
2012
Desember
2014
2. 2.
April
Keterangan
Equipment Co.,
Ltd. di India
Penyertaan modal
untuk KCM
Corporation
Hitachi Construction
Machinery Africa
Pty. Ltd. berdiri
Hitachi Construction
Machinery Middle
East Corporation
FZE berdiri
Hitachi Construction
Machinery Eurasia
manufacturing LLC
berdiri
Hitachi Construction
Machinery Japan
Co., Ltd.
Seluruh saham TCM
Corporation
ditransfer ke
UniCarriers
Corporation
Telco Construction
Equipment
Company
Limited berubah
nama menjadi Tata
Hitachi Construction
Machinery
Company Limited
Konstruksi Tsukuba
Central Parts Depot
selesai
Gambar
Visi Misi Perusahaan
A. Visi PT. HCMI
Visi dari PT. Hitachi Construction Machinery Indonesia adalah
"INSPIRE NEXT", berarti bahwa perusahaan kami selalu berpikir untuk masa
depan dengan teknologi maju dan ramah lingkungan.
HALAMAN | 30
LAPORAN KERJA PRAKTEK
B. Misi PT.HCMI
1. Tujuan utama kami adalah untuk menyediakan pelanggan kami dengan
layanan dan produk terbaik kami, tidak hanya untuk kinerja tetapi juga
untuk karakteristik reliabilitas, ketahanan dan keamanan.
2. Kami berkomitmen untuk kekuatan maka manajemen kami untuk
mengambil peluang keuntungan.
3. Kami akan berusaha untuk mengembangkan produk dalam respon langsung
terhadap kebutuhan pelanggan kami atau untuk mencapai kepuasan
pelanggan dan langkah maju bergandengan tangan dengan pelanggan kami
untuk membangun masa depan yang lebih baik bagi negara dan dunia.
HALAMAN | 31
LAPORAN KERJA PRAKTEK
2. 3.
Struktur Organisasi Perusahaan
Marketing
Section
PPIC for
Excavator Section
Production Control
Department
Warehouse
Section
PPIC for Component &
Engineering Project
Section
Production
Control Division
Logistics Section
Procurement
Department
Procurement
Section
Excavator Fabrication &
Machining Section
Excavator Production
Department
Assembly
Section
Painting
Section
UL & Engineering
Project Department
Ultra Large & Engineering
Project Production at
Cibitung 1 Section
Ultra Large & Engineering
Project Production at
Cibitung 2 Section
Production Engineering
for Excavator Section
Product
Division
President
Director
Poduction Engineering
Department
Business Planning
Secretariat
Production Engineering for
Ultra Large Cibitung 1
Section
Production Engineering for
Cibitung 2 & Engineering
Project Section
Maintenance
Section
IT Promotion
Department
Design
Department
Expand Sales
Project
Design Section
Quality Assurance
Department
Safety Section
Finance &
Accounting Division
Customer Support,
Quality Plan & Audit
Section
Quality Control
Section
Finance
Section
Accounting
Section
Career Development
Section
Administrative
Division
Personnel Affairs
Section
General Affairs
Section
Gambar 1. Struktur Organisasi PT. HCMI
HALAMAN | 32
LAPORAN KERJA PRAKTEK
2. 4.
Produk Andalan Perusahaan
A. Medium Excavator
1. ZAXIS210LC-5G
Gambar 2. ZAXIS210LC-5G
Sumber: http://www.hitachi-cmid.com/img_excavator/1_ZX210LC-5G.JPG
2. ZAXIS350H-5G
Gambar 3. ZAXIS350H-5G
Sumber: http://www.hitachi-cmid.com/img_excavator/2_ZX350H-5G.JPG
HALAMAN | 33
LAPORAN KERJA PRAKTEK
3. ZAXIS200-5G
Gambar 4. ZAXIS200-5G
Sumber: http://www.hitachi-cmid.com/img_excavator/3_ZX200-5G.JPG
4. ZAXIS210MF-5G
Gambar 5. ZAXIS210MF-5G
Sumber: http://www.hitachi-cmid.com/img_excavator/4_ZX210MF-5G.JPG
B. Ultra Large Excavator and Dump Truck Component
HALAMAN | 34
LAPORAN KERJA PRAKTEK
1. Track Frame
Gambar 6. Track Frame salah satu seri ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/cmp_track.jpg
2. Side Frame
Gambar 7. Side Frame salah satu seri ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/cmp_side.jpg
HALAMAN | 35
LAPORAN KERJA PRAKTEK
3. Center Frame
Gambar 8. Center Frame salah satu ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/cmp_centre.jpg
4. Loader Bucket
Gambar 9. Loader Bucket salah satu seri ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/cmp_loader.jpg
HALAMAN | 36
LAPORAN KERJA PRAKTEK
5. Loader Arm
Gambar 10. Loader Arm salah satu seri ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/cmp_arm.jpg
6. Loader Boom
Gambar 11. Loader Boom salah satu seri ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/cmp_boom.jpg
HALAMAN | 37
LAPORAN KERJA PRAKTEK
7. Dump Truck Body
Gambar 12. Dump Truck Body salah satu seri dump truck
Sumber: http://www.hitachi-cmid.com/images/cmp_dump.jpg
C. Engineering Project
1. Site Welding Fabrication
Gambar 13. Salah satu contoh site welding fabrication
Sumber: http://www.hitachi-cmid.com/images/site_welding.jpg
HALAMAN | 38
LAPORAN KERJA PRAKTEK
2. Bucket Hoe untuk ultra large excavator
Gambar 14. Bucket Hoe untuk beberapa seri ultra large excavator
Sumber: http://www.hitachi-cmid.com/images/bucket_hoe.jpg
3. Rigid Dump Truck Body
Gambar 15. Rigid Dump Truck Body salah satu seri dump truk
Sumber: http://www.hitachi-cmid.com/images/dump_truck.jpg
HALAMAN | 39
LAPORAN KERJA PRAKTEK
4. Fabrikasi Drag Line Bucket
Gambar 16. Drag Line Bucket
Sumber: http://www.hitachi-cmid.com/images/drag_bucket.jpg
5. Stainless Steel Structure
Gambar 17. Rangka batang dengan material stainless Steel
Sumber: http://www.hitachi-cmid.com/img_produk/stainless_steel.jpg
HALAMAN | 40
LAPORAN KERJA PRAKTEK
6. Pressure Vessels with ASME Stamp
Gambar 18. Pressure Vessels
Sumber: http://www.hitachi-cmid.com/img_produk/pressurevessel_asme.jpg
7. Fabrikasi Transformer Tank
Gambar 19. Transformer Tank
Sumber: http://www.hitachi-cmid.com/img_produk/fabrication_trafo.jpg
HALAMAN | 41
LAPORAN KERJA PRAKTEK
8. Pig Receiver untuk oil & gas Industry
Gambar 20. Pig Receiver
Sumber: http://www.hitachi-cmid.com/img_produk/pig_receiver.jpg
9. Pig Launcher untuk oil & gas Industry
Gambar 21. Pig Launcher
Sumber: http://www.hitachi-cmid.com/img_produk/pig_launcher.jpg
HALAMAN | 42
LAPORAN KERJA PRAKTEK
10. Fabrikasi Rotating Swivel untuk marines industry
Gambar 22. Rotating Swivel
Sumber: http://www.hitachi-cmid.com/img_produk/rotating_swivel.jpg
11. Steel Roller untuk industri tekstil
Gambar 23. Steel Roller
Sumber: http://www.hitachi-cmid.com/img_produk/steel_roller.jpg
2. 5.
Budaya dan Kebijakan Perusahaan
A. Budaya PT. HCMI
HALAMAN | 43
LAPORAN KERJA PRAKTEK
Tabel 3. Budaya 5S PT. HCMI
5S
Keterangan
Contoh Tindakan
S
1
S
2
S
3
S
4
Pemilahan
barang tak
terpakai
Penempela
n Red Tag
Seiri
(Ringkas
)
Singkirkan
barang yang
tidak perlu
Seiton
(Rapi)
Menata /
mengorganisi
r dengan
identitas yang
jelas
Penerapan 3T
(Tepat tempat,
Tepat nama,
dan Tepat
jumlah)
Seiso
(Resik)
Bersih dan
menjaga
selalu bersih
Seiketsu
(Rawat)
Membuat
standardisasi
S1, S2, dan
S3
Pengendalian
visual
Bersih
setiap hari
Monday
Clean
Buat standard
S1, S2, dan S3;
Check Sheet;
Papan 5S; dan
Patroli 5S
HALAMAN | 44
LAPORAN KERJA PRAKTEK
5S
S
5
Keterangan
Shitsuke
(Rajin)
Belajar,
mencoba,
membiasakan
, dan menjadi
biasa
Contoh Tindakan
Membiasakan
aturan 5S
setiap hari,
improvement
(KAIZEN)
B. Kebijakan Kualitas PT. HCMI
Gambar 24. Sertifikasi yang dimiliki PT.HCMI
Sumber: http://www.hitachi-cmid.com/qualitypolicy.htm
1. High quality products on time delivery
Produk kualitas tinggi dengan delivery yang tepat waktu
2. Customer satisfaction from reliable good value products and services
Kepuasan pelanggan dari jasa dan produk yang memiliki nilai reliability
yang baik
3. Motivate the employees to participate actively in achieving company's
targets
Memotivasi karyawan untuk berpartisipasi aktif dalam mencapai target
perusahaan
4. International worldwide company by continual improvements through
working target determination
Improvements kontinu dalam kerja keras memenuhi target
C. Kebijakan Lingkungan PT. HCMI
HALAMAN | 45
LAPORAN KERJA PRAKTEK
1. Have foremost regards for health and safety of our employees and
emergency response
Memperhatikan kesehatan dan keamanan karyawan dan tindakan darurat
2. Cut energy consumption, noise, wastes and conserve other resources, while
practicable
Mengurangi kebisingan, limbah, dan konsumsi energi serta menjaga sumber
daya lainnya
3. Maintain to adhere the environmental legislation, regulation and other
requirements to which our company subscribes
Taat pada undang-undang tentang lingkungan, regulasi, dan peraturan
lainnya
4. Innovate environmental awareness among employees through training,
education and participation
Menginovasi kesadaran akan lingkungan kepada karyawan melalui
pelatihan, edukasi, dan partisipasi
HALAMAN | 46
LAPORAN KERJA PRAKTEK
BAB 3
DASAR TEORI
3. 1.
Excavator
Excavator dapat diartikan sebagai mesin atau kendaraan pengeruk atau penggali.
Excavator berfungsi untuk mengeruk tanah, hasil tambang, dan sebagian digunakan
untuk menghancurkan jalan, bangunan serta untuk mengolah hasil hutan. Fungsinya
yang bermacam-macam ini dapat dipenuhi hanya dengan mengganti lengan
excavatornya saja (tentunya dari segi design, komponen lain pun diperhatikkan).
Excavator terbagi ke dalam dua komponen besar yaitu undercarriage dan house.
Gambar 25. Komponen besar penyusun sebuah excavator
Sumber: http://www.hexindo-tbk.co.id/images/products/excavator/medium/index.jpg
Komponen undercarriage berfungsi untuk menjadi pondasi yang dapat bergerak
untuk komponen house. Komponen undercarriage harus dapat menopang beban
house sekaligus juga bertahan pada suatu posisi agar saat excavator sedang bekerja
(mengeruk atau menggali), excavator tidak ikut tertarik atau terdorong. Komponen
undercarriage tersusun dari beberapa komponen yaitu:
1.
2.
3.
4.
Side Frame
Track Frame
Track Link
Center Joint
Komponen undercarriage memungkinkan excavator untuk bergerak memutar 360,
maksudnya komponen house bebas berputar dan komponen undercarriage menjadi
pivot atau poros putarnya.
HALAMAN | 47
LAPORAN KERJA PRAKTEK
Komponen house berfungsi untuk menjadi komponen gerak excavator. Komponen
house yang membuat sebuah excavator menjadi excavator. Komponen house
tersusun dari beberapa komponen yaitu:
1.
2.
3.
4.
5.
6.
Cabin
Counterweight
Engine Excavator
Boom
Arm
Bucket
Komponen boom, arm, dan bucket excavator dapat kita sebut sebagai lengan
excavator. Ketiga komponen ini yang berfungsi untuk mengeruk atau menggali.
Setiap komponen ini dapat digerakkan secara independent, maksudnya excavator
memiliki 3 derajat gerak bebas untuk gerakkan mengeruk. Jika dijumlahkan berarti
excavator memiliki 4 derajat gerak bebas.
Gambar 26. 3 Derajat gerak bebas pada sebuah excavator
Sumber:
HALAMAN | 48
LAPORAN KERJA PRAKTEK
Ketiga derajat gerak bebas ini dimungkinkan karena di setiap ujung komponen
boom, arm, dan bucket memiliki pin joint serta di setiap komponen tersebut
memiliki silinder penggerak hidrolik. Pin Joint pada komponen lengan excavator
ada dua jenis yaitu fix pin joint dan floating pin Joint. Fix pin joint dapat dilihat
pada sambungan boom, arm, dan bucket sedangkan floating pin joint hanya terdapat
di bucket tepat di ujung silinder penggerak hidrolik.
Gambar 27. 3 Silinder penggerak hidrolik pada sebuah excavator
Sumber:
Setiap komponen lengan excavator setidaknya memiliki 1 silinder penggerak
hidrolik. Pada ultra large excavator (excavator dengan bobot lebih dari 30 ton),
setiap komponen lengan excavator memiliki 2 silinder penggerak hidrolik sehingga
total ada 6 silinder penggerak hidrolik.
Silinder penggerak hidrolik ini bergerak translasi dan menghasilkan gerak rotasi
pada komponen lengan excavator. Gerakkan translasi silinder hidrolik diakibatkan
oleh tekanan dari fluida hidrolik. Semakin besar tekanan fluida hidrolik maka
silinder akan semakin ekspansi (silinder bergerak maju) begitu pula sebaliknya
semakin kecil tekanan fluida hidrolik maka silinder akan semakin kompresi
(silinder bergerak mundur). Fluida hidrolik ditransmisikan melalui mesin pengarah
oli (pilot valve), mesin ini yang mengarahkan fluida hidrolik (oli) ke boom, arm,
bucket, center joint dan penggerak track frame. Energi yang dibawa oli dihasilkan
dari pompa oli yang digerakkan oleh mesin diesel. Mesin diesel merupakan mesin
penggerak utama dari sebuah excavator namun tidak seperti kendaraan lainnya di
mana putaran mesin diesel langsung ditransmisikan ke roda penggerak atau ban,
putaran mesin diesel pada excavator ditransmisikan ke pompa oli untuk
memberikan energi pada oli baru kemudian digunakan untuk menggerakkan lengan
excavator dan menggerakkan excavator itu sendiri (bergerak maju mundur dan
bermanuver).
HALAMAN | 49
LAPORAN KERJA PRAKTEK
Satu komponen housing yang tidak kalah pentingnya adalah counterweight. Jika
komponen counterweight ini tidak diperhatikan saat mendesign sebuah excavator
maka yang akan terjadi adalah satu kesatuan excavator tidak akan kuat menahan
gaya yang diberikan lengan excavator saat mengeruk dan saat komponen bucket
terisi penuh, excavator akan terguling. Komponen Counterweight terletak di
belakang komponen housing.
Gambar 28. Komponen counterweight pada sebuah excavator
Sumber:
3. 2.
Engineering Project
Engineering project merupakan salah satu bentuk produk jasa dari PT. HCMI. Di
luar dari produksi massal excavator medium dan produksi komponen ultra large
excavator, PT. HCMI memberikan jasa dalam bentuk engineering project.
Engineering project merupakan project order khusus dari customer yang sektor atau
bidangnya masih mencakup Construction Machinery namun merupakan
permintaan khusus dari customer atau bukan fokus utama PT. HCMI, engineering
project dapat kita sebut sebagai pekerjaan sampingan dari PT. HCMI sehingga
ketika project order dari sektor medium excavator dan component ultra large
excavator sedang menurun maka masih ada project order lain yang dikerjakan oleh
PT. HCMI.
Engineering project mencakup beberapa sektor industri yaitu industri
pertambangan, oil and gas industry, dan pembangkit listrik. Engineering project
sektor industri pertambangan masih mencakup komponen ultra large excavator dan
alat berat lainnya, seperti pabrikasi bucket hoe untuk ultra large excavator atau
pabrikasi rigid dump truck body. Engineering project sektor oil and gas industry
mencakup pig receiver dan pig launcher. Engineering project sektor pembangkit
listrik mencakup pabrikasi transformator tank dan sektor-sektor industri lainnya.
HALAMAN | 50
LAPORAN KERJA PRAKTEK
3. 3.
Welding Process
Beberapa produk tidak dapat terbentuk hanya dari satu komponen utuh, apalagi jika
produk tersebut memiliki geometri yang cukup rumit. Kita ambil contoh produk
yang geometrinya sederhana namun tetap tidak dapat terbentuk hanya dari satu
komponen utuh, yaitu rel kereta api. Misal kita diminta oleh customer untuk
membuat track dari kota A ke kota B dengan jarak sekitar 34 km. Tidak mungkin
kita dapat memproduksi satu buah rel kereta api dengan panjang 34 km yang
langsung dapat menghubungkan kedua kota tersebut. Tidak ada pabrik yang dapat
memproduksi benda sepanjang itu, atau jika memang ada maka ada masalah lain
yaitu bagaimana memindahkan rel tersebut dari pabrik tersebut ke tempat
pemasangan rel tersebut. Rel kereta api tersebut harus dibuat menjadi sejumlah
komponen, misal menjadi 3400 komponen rel kereta api sepanjang 10 m.
Salah satu contoh tersebut dapat menggambarkan kondisi aktual dari dunia ini,
tidak hanya dimensi saja yang dapat menjadi faktor mengapa satu produk tidak
memungkinkan untuk dibentuk dari satu komponen utuh saja, ada faktor geometri
dan faktor-faktor lainnya. Solusi dari permasalahan ini adalah joint atau
penghubung. Joint berfungsi untuk menggabungkan dua buah komponen secara
permanen atau temporer. Proses joint yang akan dibahas dalam bagian ini adalah
proses joint permanen antara dua buah komponen logam baik itu yang material
logamnya sama maupun yang material logamnya berbeda. Proses tersebut kita
kenal sebagai proses welding atau proses pengelasan.
Welding menghasilkan joint yang permanen dari reaksi fusi antara satu komponen
logam dengan komponen logam lainnya. Secara sederhananya, welding
menggunakan logam penghubung yang dicairkan ke kedua komponen logam dan
logam tersebut akan bergabung (fusi) dengan kedua logam tersebut sehingga dapat
dikatakan kedua logam tersebut bukan dilem tapi bergabung menjadi satu.
Gambar 29. Hasil dari proses welding antara dua silinder hollow
Sumber: http://www.bicyclespecialtiesonline.com/TIG%20Welded%20Joint.JPG
HALAMAN | 51
LAPORAN KERJA PRAKTEK
Proses welding terbagi menjadi dua secara garis besar yaitu proses welding yang
menggunakan kalor saja dan proses welding yang menggunakan kalor dan tekanan.
Prinsip kerja proses welding yang menggunakan kalor secara sederhananya, kedua
komponen logam yang akan di-joint diposisikan dengan baik sehingga tidak
bergerak atau berpindah kemudian logam penghubung dicairkan dan dituangkan ke
bagian di mana kedua komponen logam tadi akan di-joint. Prinsip kerja proses
welding yang menggunakan kalor dan tekanan secara sederhananya, kedua
komponen logam yang akan di-joint diberikan heat treatment terlebih dahulu atau
dipanaskan sampai temperatur tertentu kemudian kedua komponen logam tersebut
ditekan atau diberi tekanan yang cukup besar sehingga kedua komponen logam
tersebut menyatu.
Gambar 30. Salah satu contoh proses forge welding
Sumber: http://www.hallowellco.com/forge-weld---hial-steel.jpg
Proses welding yang menggunakan kalor lebih umum kita ketahui dan lebih mudah
kita temui aplikasinya. Proses welding yang menggunakan kalor, cara mencairkan
logam penghubungnya pun bermacam-macam. Ada yang menggunakan
pembakaran dari gas asetilen dan yang paling umum ditemui adalah dengan
menggunakan energi listrik. Penggunaan energi listrik ini memanfaatkan beda
potensial antara katoda (elektroda atau logam penghubung atau welding torch)
dengan anoda (logam induk atau kedua komponen logam yang akan di-joint) atau
sebaliknya. Penggunaan energi listrik ini akan menghasilkan busur welding (arc
welding) dan busur ini ada yang terlindungi (shielded) dan tak terlindungi
(unshielded).
HALAMAN | 52
LAPORAN KERJA PRAKTEK
Gambar 31. Busur welding
Sumber: http://img.tfd.com/architecture/f0173-02.png
A. Jenis proses welding berdasarkan busur welding:
1. Shielded Metal Arc Welding (SMAW)
Gambar 32. SMAW
Sumber: http://floridagaswelding.net/wpcontent/uploads/2009/10/SMAW.welding.navy.ncs.jpg
SMAW adalah jenis proses welding yang busur weldingnya dilindungi oleh
fluks elektroda. SMAW dapat digunakan untuk pelat logam lebih dari 2 mm.
SMAW dapat menggunakan arus listrik AC atau DC.
HALAMAN | 53
LAPORAN KERJA PRAKTEK
Gambar 33. Prinsip kerja SMAW
Sumber: http://www.galvanizeit.org/uploads/default/_500/Fig-7-outlinesConverted.gif
Kelebihan dari SMAW:
Setup mesin welding cepat dan mudah
Dapat digunakan untuk hampir seluruh material logam
Dapat digunakan dengan semua posisi welding
Dapat digunakan di berbagai kondisi lingkungan
Dimensi elektroda yang bervariasi dan mudah didapat
Kekurangan dari SMAW:
Panjang elektroda terbatas dan ketika habis harus dilakukan penggantian
secara manual oleh operator welding
Slag harus dibersihkan ketika akan memulai proses welding selanjutnya
Busur yang dilindungi oleh fluks elektroda (shielded metal) tidak
mencegah terjadinya oksidasi (karat)
Dimensi pelat dan posisi pengelasan akan mempengaruhi dimensi
elektroda
2. Submerged Arc Welding (SAW)
HALAMAN | 54
LAPORAN KERJA PRAKTEK
Gambar 35. SAW
Sumber: http://www.twiglobal.com/EasysiteWeb/getresource.axd?AssetID=9812&type=full&servicetype
=Inline
SAW adalah jenis proses welding yang busur weldingnya terletak di antara
logam induk atau komponen logam yang akan di-joint dengan elektroda
namun tertutup oleh fluks elektroda yang telah diletakkan sebelum elektroda
melewati daerah yang akan di-welding.
Gambar 34. Prinsip kerja SAW
Sumber:
http://www.everlastgenerators.com/sites/everlastgenerators/files/submergedarcwel
ding.jpg
Kelebihan dari SAW:
Deposite rate yang tinggi yaitu 45 kg/jam
Kecepatan welding yang sangat tinggi yaitu 381 cm/menit (single
wire) dan 560 cm/menit (double wire)
Penetrasi welding yang dihasilkan sangat dalam yaitu mencapai 38
cm
Tidak ada spatter dan tidak ada kilauan busur welding
Dapat beroperasi pada arus tinggi (I) yaitu mencapai 2 kA
HALAMAN | 55
LAPORAN KERJA PRAKTEK
Dapat dioperasikan dengan arus listrik DC atau AC pada waktu yang
bersamaan
Dapat dioperasikan dengan menggunakan satu elektrode atau lebih
pada waktu yang bersamaan
Dapat dioperasikan secara automatic
Kekurangan dari SAW:
Pembersihan slagnya butuh waktu
Hanya dapat dilakukan pada satu posisi welding saja yaitu flat atau
horizontal position
Laju pendinginan yang lambat sehingga dapat menjadi faktor
terjadinya hot cracking
Operator sulit melihat progress welding yang dilakukan karena
daerah welding joint setelah di-welding tidak dapat terlihat secara
langsung dan jelas
Memungkinkan terjadinya lack of penetration
3. Gas Metal Arc Welding (GMAW)
Gambar 36. GMAW
Sumber: http://www.centerindustrial.com/wp-content/uploads/2012/09/migwelding_Pic21.jpg
GMAW adalah jenis proses welding yang busur weldingnya dilindungi oleh
gas baik itu gas CO2 atau gas inert. GMAW menggunakan arus listrik DC.
HALAMAN | 56
LAPORAN KERJA PRAKTEK
Gambar 37. Prinsip Kerja GMAW
Sumber:
http://www.everlastgenerators.com/sites/everlastgenerators/files/gasmetalarcweldi
ng.jpg
Kelebihan dari GMAW:
Kualitas welding joint yang baik
Penetrasi welding yang baik
Spatter yang dihasilkan lebih sedikit dan penampilan welding joint
yang bagus
Penggunaan gas inert (gas mulia) akan memungkinkan GMAW
untuk digunakan pada material steel alloy dan non-steel
Tidak memerlukan penggantian elektrode seperti SMAW
Dapat digunakan dengan beberapa posisi welding
Kekurangan dari GMAW:
Mesin welding rumit sehingga biaya maintenancenya tinggi
Tidak boleh digunakan pada kondisi ruangan terbuka
Setup mesin welding memerlukan skill yang lebih
Efek radiasi yang cukup tinggi
Efisiensi cukup rendah
4. Tungsten Inert Gas (TIG)
HALAMAN | 57
LAPORAN KERJA PRAKTEK
Gambar 39. TIG
Sumber: https://lh3.googleusercontent.com/f_cvQh0KUjU/U02JNCAUArI/AAAAAAAAAEg/6Jl53QhaMOI/s752fcrop64=1,00000000ffffd411/Gas-tungsten-arc-welding-on-an-exhaust-plug.JPG
TIG adalah jenis proses welding yang prinsip kerjanya hampir sama dengan
proses soldering (solder). Elektroda welding yang terbuat dari material
tungsten memiliki temperatur yang sangat tinggi dan cukup untuk
meleburkan logam pengisi (filler) atau logam penghubung. Filler akan
didekatkan ke elektroda sehingga mencair dan mengisi logam induk atau
komponen logam yang akan di-welding. Busur welding TIG dilindungi oleh
gas inert (Ar atau Ar-He). TIG sering juga disebut dengan istilah GTAW
(Gas Tungsten Arc Welding). TIG dapat menggunakan arus listrik AC atau
DC.
Gambar 38. Prinsip kerja TIG/GTAW
Sumber: http://1.bp.blogspot.com/xEZOnZmenbA/UOGn11zlXzI/AAAAAAAAAqY/BgOxmsZY-BU/s1600/TIG.png
Kelebihan dari TIG/GTAW:
Proses welding yang baik untuk welding pelat logam yang tebal
maupun tipis
Filler tidak ditambahkan luks sehingga sangat baik untuk welding
logam ringan (seperti Aluminum)
Dapat digunakan dengan berbagai posisi welding
HALAMAN | 58
LAPORAN KERJA PRAKTEK
Good Weaving
Hasil welding joint lebih kuat dan tahan korosi
Dapat digunakan untuk semua jenis material logam kecuali seng
(Zn)
Kekurangan dari TIG/GTAW:
Hasil welding joint bersifat keras dan brittle
Mesin welding lebih mahal dari SMAW
5. Stud Arc Welding
Gambar 40. Stud arc welding
Sumber: http://image.thefabricator.com/a/small-studs-big-impact---change-instud-welding-material-saves-power-plant-millions-stud-welding-hand-tool.jpg
Stud Ac Welding adalah jenis proses welding yang merupakan gabungan
dari threaded joint (bolt dan nut) dengan welded joint. Stud Arc Welding
juga termasuk ke jenis forging welding karena tidak hanya menggunakan
kalor namun juga menggunakan tekanan.
Gambar 41. Prinsip kerja stud arc welding
Sumber:
http://www.steelconstruction.info/images/thumb/3/30/Stud_weld.png/700pxStud_weld.png
HALAMAN | 59
LAPORAN KERJA PRAKTEK
Kelebihan dari stud arc welding:
Hanya terdapat sedikit distorsi welding pada welding joint yang
dihasilkan
Biaya proses welding yang lebih murah
Pengoperasian proses welding lebih mudah
Kualitas welding joint yang baik
Kekurangan dari stud arc welding:
Tidak dapat digunakan untuk sambungan kedua komponen dengan
bentuk produk yang rumit
B. Jenis welding joint
1. Lap Joint
Lap joint merupakan jenis welding joint yang penghubungnya terletak di ujung
komponen logam yang akan dihubungkan ke komponen logam lainnya. Secara
sederhananya, lap joint merupakan bentuk penghubung di mana kedua
komponen logam saling memangku satu komponen lainnya dan
penghubungnya terletak di ujung salah satu komponen logam. Letak
penghubung pada lap joint secara garis besar terbagi menjadi dua yaitu
transverse dan parallel. Transverse merupakan bentuk lap joint yang letak
penghubung dan arah weldingnya tegak lurus dengan arah gaya yang diberikan
pada kedua komponen logam tersebut sedangkan parallel merupakan bentuk lap
joint yang letak penghubung dan arah weldingnya sejajar dengan arah gaya
yang diberikan pada kedua komponen logam tersebut. Transverse terbagi
menjadi dua lagi yaitu single dan double. Single transverse berarti penghubung
hanya terletak di ujung salah satu komponen logam sedangkan double
transverse berarti penghubung terletak di ujung kedua komponen logam.
Gambar 42. Ketiga bentuk lap joint
Sumber: MD-Khurmi
2. Butt Joint
HALAMAN | 60
LAPORAN KERJA PRAKTEK
Butt joint merupakan jenis welding joint yang penghubungnya terletak di antara
kedua ujung kedua komponen logam yang bertemu. Secara sederhananya,
kedua ujung komponen logam dipertemukan dan kemudian di sela-sela
pertemuan kedua ujung komponen logam tersebut di-weld. Sela-sela pertemuan
kedua ujung komponen logam tersebut umumnya di-cutting terlebih dahulu
menjadi sehingga bentuk ujung komponen logam tersebut memiliki bevel atau
takik, proses ini dapat kita sebut bevelling atau chamfer. Ujung kedua
komponen logam tidak perlu di-bevel jika ketebalannya kurang dari 5 mm. Jika
ketebalannya berada di jangkauan 5 12.5 mm maka harus di-bevel dengan
bentuk huruf V atau U di bagian atas dan bawah kedua ujung komponen logam
tersebut.
Gambar 43. Beberapa bentuk buat joint
Sumber: MD-Khurmi
3. Corner Joint
Corner joint merupakan jenis welding joint yang penghubungnya terletak di
sudut atau pojok dari kedua komponen logam yang bertemu secara tegak lurus
membentuk huruf L. Secara sederhananya, salah satu ujung komponen logam
dengan posisi horizontal bertemu dengan salah satu ujung komponen logam
dengan posisi vertikal kemudian di sudut yang dibentuk kedua komponen
tersebut di-weld.
Gambar 44. Corner joint
Sumber: MD-Khurmi
4. Edge Joint
HALAMAN | 61
LAPORAN KERJA PRAKTEK
Edge joint merupakan jenis welding joint yang penghubungnya terletak di
antara kedua ujung kedua komponen logam yang bertemu, sama seperti butt
joint namun berbeda di posisi kedua komponen logamnya. Posisi kedua
komponen logamnya saling tumpang tindih dan ujungnya bertemu.
Gambar 45. Edge Joint
Sumber: MD-Khurmi
5. T-Joint
T-Joint merupakan jenis welding joint yang penghubungnya terletak di kedua
sisi salah satu komponen logam yang tegak lurus menempel dengan sisi
komponen logam lainnya sehingga berbentuk seperti huruf T.
Gambar 46. T-Joint
Sumber: MD-Khurmi
C. Posisi Welding
Posisi saat proses welding akan mempengaruhi bentuk dan tampilan bahkan
kualitas penghubung. Posisi welding yang umum digunakan adalah down hand atau
flat, horizontal, vertical, dan overhead.
Gambar 47. Posisi welding yang umum digunakan
Sumber: http://www.weldguru.com/images/welding-positions-fig6-30.gif
HALAMAN | 62
LAPORAN KERJA PRAKTEK
Posisi saat proses welding tidak hanya pada posisi welding torch saja namun juga
pada posisi operator welding. Operator welding dalam bahasan kali ini adalah
manusia, jadi proses welding yang dibahas masih manual. Posisi welding
berdasarkan operator welding terdiri dari dua yaitu operator diam dan operator
bergerak. Operator diam berarti posisi welding torch tetap tetapi komponen yang
akan di-weld bergerak, umumnya posisi ini dilakukan pada proses welding circular
komponen berbentuk silinder. Operator bergerak berarti posisi welding torch
bergerak [namun tetap pada satu jenis posisi (flat, horizontal, vertical, atau
overhead)] tetapi komponen yang akan di-weld diam.
Gambar 48. Posisi operator diam (kiri) dan posisi operator bergerak (kanan)
Sumber:
http://www.weldreality.com/xpjesse-pipe-16-inch-stt.jpg (kiri)
http://www.weldguru.com/images/lap-joint-weld.jpg (kanan)
D. Simbol welding
HALAMAN | 63
LAPORAN KERJA PRAKTEK
Gambar 49. Standard simbol welding
Sumber: MD-Khurmi
E. Defect pada welding
Tabel 4. Defect pada welding dan penyebabnya
Defect
Penyebab
Porosity
Slag Inclusion
Gambar
Kontaminasi udara
sekitar
Kontaminasi
kotoran pada
permukaan logam
Kelembaban udara
sekitar
Arus listrik (A)
terlalu rendah
Kecepatan welding
terlalu cepat/rendah
Kontak antara
elektroda dengan
logam induk terlalu
lama
HALAMAN | 64
LAPORAN KERJA PRAKTEK
Incomplete Fusion
Overlap
Crack
Surface Concavity
Undercut
Diameter elektrode
terlalu besar
(SMAW)
Sudut bevel kurang
besar
Arus listrik (I) dan
beda potensial (V)
terlalu rendah
Celah antara satu
komponen logam
dengan komponen
lainnya kurang
besar
Kecepatan welding
terlalu rendah
Arus listrik (I) dan
beda potensial (V)
terlalu rendah
Skill operator
welding kurang
Kontaminasi
kotoran pada
permukaan logam
Stress
Struktur martensit
pada daerah yang
tidak diinginkan
Material elektroda
tidak sesuai
Beda potensial (V)
terlalu tinggi
Kecepatan welding
terlalu cepat
Arus listrik (A) dan
beda potensial (V)
terlalu tinggi
Kecepatan welding
terlalu cepat
Sudut antara
elektroda dengan
logam induk tidak
tepat
Tidak ada weaving
HALAMAN | 65
LAPORAN KERJA PRAKTEK
Underfill
Surface Cold Lap
Incomplete
Penetration
Arus listrik (A) dan
beda potensial (V)
terlalu tinggi
Kecepatan welding
terlalu cepat
Sudut antara
elektroda dengan
logam induk tidak
tepat
Weaving tidak
sempurna
Temperatur logam
induk rendah
Arus listrik (A)
rendah
Kontaminasi
kotoran pada bevel
Arus listrik (A)
terlalu rendah
Celah antara kedua
logam tidak tepat
Root face tidak
sesuai
F. Kekuatan welding joint
1. Transverse fillet joint
Gambar 50. Dimensi penting yang diperlukan saat menghitung kekuatan
transverse fillet joint
Sumber: MD-Khurmi
Allowable tensile stress
HALAMAN | 66
LAPORAN KERJA PRAKTEK
[]
[]
[2 ]
n = 1 (single transverse) dan n = 2 (double transverse)
() =
= = (s sin 45)
Reinforcement welding berupa fillet diberikan sebesar 10% dari tebal pelat
yang di-weld.
2. Parallel fillet joint
Gambar 51. Dimensi penting yang diperlukan saat menghitung kekuatan parallel
fillet joint
Sumber: MD-Khurmi
Allowable shear stress
=
[]
[]
[2 ]
n = 1 (single parallel) dan n = 2 (double parallel)
() =
= = (s sin 45)
Reinforcement welding berupa fillet diberikan sebesar 10% dari tebal pelat
yang di-weld.
3. Kekuatan joint kombinasi (transverse dan parallel)
Bentuk joint kombinasi dapat dilihat pada Gambar 51 (b), joint kombinasi
tersebut merupakan single transverse dan double parallel.
Allowable Force
= +
HALAMAN | 67
LAPORAN KERJA PRAKTEK
nt = 1 (single transverse) dan n = 2 (double transverse)
np = 1 (singlet parallel) dan n = 2 (double parallel)
4. Kasus khusus
a. Torsi pada circular fillet weld (komponen logam bentuk beam silinder)
Gambar 52. Dimensi penting yang digunakan untuk perhitungan kasus torsi pada
circular fillet weld
Sumber: MD-Khurmi
Maximum shear stress
2
2
=
=
=
3
4
=
2
( sin 45) 2
b. Momen bending pada circular fillet weld (komponen logam bentuk
beam silinder)
HALAMAN | 68
LAPORAN KERJA PRAKTEK
Gambar 53. Dimensi penting yang digunakan untuk perhitungan kasus momen
bending pada circular fillet weld
Sumber: MD-Khurmi
Maximum bending stress
=
4
=
=
2
2
4
4
( sin 45) 2
c. Torsi pada T-joint fillet weld (komponen logam bentuk pelat)
Gambar 54. Dimensi penting yang digunakan untuk perhitungan kasus torsi pada
T-joint fillet weld
Sumber: MD-Khurmi
Maximum shear stress
=
3
( sin 45) 2
HALAMAN | 69
LAPORAN KERJA PRAKTEK
d. Kekuatan Butt Joint
Gambar 55. Dimensi penting yang digunakan untuk menghitung kekuatan butt
joint
Sumber: MD-Khurmi
Allowable tensile stress
=
[]
[]
[2 ]
X = t (single V-butt) dan = (1 + 2 ) (double V-butt)
Tabel 5. Rekomendasi dimensi minimum welding joint
Tebal pelat [mm]
3-5
6-8
10-16
18-24
26-55
>58
Dimensi minimum
welding joint [mm]
10
14
20
Tabel 6. Stress concentration untuk beberapa jenis welding joint
Jenis welding joint
Stress Concentration Factor
Reinforced butt welds
Toe of transverse fillet weld
End of parallel fillet weld
T-butt joint dengan ujung runcing
1.2
1.5
2.7
2.0
e. Pembebanan aksial yang tidak simetris
HALAMAN | 70
LAPORAN KERJA PRAKTEK
Gambar 56. Dimensi penting yang digunakan untuk perhitungan salah satu kasus
pembebanan aksial yang tidak simetris
Sumber: MD-Khurmi
Dimensi welding joint
.. = 0
=
= +
= + dan = +
f. Pembebanan Eksentris
Gambar 57. Dimensi penting yang digunakan untuk perhitungan salah satu kasus
pembebanan egosentris
Sumber: MD-Khurmi
Maximum normal stress
HALAMAN | 71
LAPORAN KERJA PRAKTEK
(max) =
1
+ 2 + 4 2
2
2
Maximum shear stress
(max) =
3. 4.
1
2 + 4 2
2
Assemblying Process
Proses penggabungan dua atau lebih komponen menjadi satu kesatuan produk
disebut dengan istilah proses assemblying. Proses assemblying dapat dibagi lagi
menjadi beberapa proses yang disebut proses subassemblying, berarti produk
tersebut tersusun dari beberapa subproduk yang terdiri dari beberapa komponen.
Proses assembly dapat juga kita sebut sebagai proses joint, komponen dengan
komponen lainnya dapat di-joint secara permanen dan temporer sesuai dengan
kebutuhannya. Contoh proses joint yang permanen adalah welded joint dan riveted
joint sedangkan contoh proses joint yang temporer adalah threaded joint.
Gambar 58. Contoh proses assembly yang dilakukan oleh operator PT. HCMI
yaitu proses assembly komponen lower roller dengan komponen side frame
(temporary joint)
Sumber: Dokumentasi pribadi penulis (6 Agustus 2015)
Proses assembly terbilang mudah karena hanya menggabungkan satu komponen
dengan komponen lainnya atau secara sederhananya tidak dibutuhkan skill khusus.
HALAMAN | 72
LAPORAN KERJA PRAKTEK
Namun proses assembly juga berpengaruh terhadap kualitas produk. Jika salah
proses assembly, fungsi produk mungkin tidak dapat tercapai atau jika kurang pas
saat proses assembly maka produk akan memiliki ketahanan atau kekuatan yang
kurang dari yang seharusnya.
3. 5.
Blasting Process
Blasting dilakukan sebelum proses painting. Blasting dapat dikatakan sebagai
proses pembersihan permukaan sebuah komponen atau produk. Tingkat
kebersihan permukaan sebuah komponen atau produk akan mempengaruhi
kualitas coating komponen atau produk tersebut. Proses blasting merupakan proses
pembersihan untuk permukaan logam.
Blasting berarti menembakkan sesuatu ke permukaan logam dengan tekanan yang
cukup untuk dapat mengikis permukaan logam. Proses yang paling umum
digunakan adalah sand blasting, proses blasting yang menggunakan campuran pasir
dengan alumina. Proses blasting sangat berbahaya dikarenakan tekanan blasting
yang tinggi dan serpihan pasir atau material lainnya yang dapat membahayakan
operator blasting dan orang lain di sekitarnya sehingga proses blasting pada
umumnya dilakukan pada ruang tertutup dan hanya satu orang saja yang boleh
berada di dalam ruangan tersebut.
Gambar 59. Salah satu contoh proses blasting
Sumber: http://i.ytimg.com/vi/upqgnYpfKY0/hqdefault.jpg
Proses blasting sama seperti proses pemadaman api saat terjadi kebakaran. Nozzle
atau sederhananya kita sebut selang penyemprot air, kita arahkan ke sumber api
kemudian valve atau keran dibuka dan semburan air yang cukup besar akan
menyerang sumber api. Blasting pun begitu, nozzle diarahkan ke permukaan
yang akan dibersihkan kemudian material blasting disemburkan ke permukaan
HALAMAN | 73
LAPORAN KERJA PRAKTEK
tersebut dengan tekanan yang tinggi. Material blasting akan mengikis permukaan
logam sehingga akan menghasilkan profile permukaan seperti gerigi.
Gambar 60. Profile permukaan hasil blasting yang tepat
Faktor yang memengaruhi hasil blasting:
Ukuran partikel material blasting
Bentuk partikel material blasting
Kekerasan (Hardness) material blasting
Kecepatan blasting
3. 6.
Painting Process
Painting atau pengecatan dilakukan untuk melapisi permukaan sebuah komponen
atau produk, pelapisan ini umumnya dikenal dengan istilah coating. Painting
umumnya dilakukan pada material logam karena material logam mengalami proses
oksidasi atau yang lebih kita kenal dengan karat. Karat pada material logam ini
terjadi akibat proses oksidasi unsur logam atau melepasnya unsur oksigen dari
senyawa logam sehingga logam menjadi unsur murni. Pelepasan unsur oksigen ini
terjadi akibat adanya kontak langsung antara logam dengan lingkungan sekitar.
Oleh sebab itu, mencegah karat atau proses oksidasi berarti mencegah logam atau
lebih spesifik lagi permukaannya dari kontak dengan lingkungan sekitar sehingga
diperlukan pelapisan atau coating dengan proses painting.
Tidak hanya pada material logam saja, material lainnya seperti polymer, ceramic,
dan composite pun akan mengalami sebuah proses yang akan merusak properties
dari material tersebut sehingga diperlukan coating. Proses painting juga memiliki
fungsi lain yaitu untuk menambah nilai estetika dari sebuah komponen atau produk.
Visual dari sebuah komponen atau produk yang dicat menjadi lebih menarik bahkan
meyakinkan (walaupun fungsinya belum tentu sebaik komponen atau produk yang
tidak dicat).
Tahapan coating pada sebuah produk atau komponen:
1. Primary coating
Lapisan pertama atau dasar dari coating
2. Secondary coating
HALAMAN | 74
LAPORAN KERJA PRAKTEK
Lapisan kedua dan selanjutnya
3. Top coating
Lapisan paling atas atau lapisan yang akan mengalami kontak langsung dengan
lingkungan sekitar dan menjadi lapisan yang akan memberikan visual pada
permukaan komponen atau produk
Gambar 61. Contoh coating pada sebuah komponen
Sumber: https://encryptedtbn3.gstatic.com/images?q=tbn:ANd9GcRCn6p92b2KPlHDyfGA5dZWwnGdjaVYt8EYfhvm7RAPtDdXKvi
Tahapan coating di atas tergantung dari kebutuhan, jika komponen atau produk
akan digunakan pada kondisi lingkungan yang ekstrem maka komponen atau
produk akan dicat dengan lapisan (coating) yang lebih banyak daripada komponen
atau produk yang digunakan pada kondisi lingkungan yang normal.
Parameter coating terbagi menjadi dua yaitu ketebalan lapisan saat basah atau Wet
Film Thickness (WFT) dan ketebalan lapisan saat kering Dry Film Thickness
(DFT). Pengukuran WFT menggunakan WFT gauge sedangkan pengukuran DFT
menggunakan elcometer. Dimensi dari ketebalan lapisan ini berada di jangkauan
mikrometer sehingga tidak dapat terlihat bedanya secara jelas dengan mata
telanjang.
HALAMAN | 75
LAPORAN KERJA PRAKTEK
Gambar 63. Wet Film Thickness Gauge
Sumber: http://novapolymers.com/wp-content/uploads/2012/02/WFT-Gauge.jpg
Gambar 62. Elcometer digital yang dimiliki PT. HCMI
Sumber: Dokumentasi pribadi penulis (29 Juli 2015)
Hasil dari coating dipengaruhi oleh kondisi permukaan komponen atau produk,
kualitas cat, pengadukan cat, dan teknik pengecatan. Pengadukan cat dapat
dilakukan secara manual atau dapat menggunakan aktuator, variabel yang
berpengaruh saat proses pengadukan ini adalah kecepatan pengadukan dan
percepatan pengadukan harus 0 (kecepatan konstan) sehingga penggunaan aktuator
akan sangat berdampak pada hasil coating. Terdapat tiga teknik pengecatan yang
umum dilakukan yaitu spray dan brush, dan pencelupan. Teknik spray akan
menghasilkan hasil coating yang lebih baik dari teknik lainnya namun hasil
coatingnya terkadang tidak homogen sedangkan teknik pencelupan akan
menghasilkan hasil coating yang lebih homogen namun masih kurang baik dari
teknik spray.
Jenis-jenis cat berdasarkan chemical dan physical properties dari resin:
1. Inorganic Zinc Rich (IOZ)
Digunakan untuk primary coating pada baja, dan umumnya digunakan pada
divisi fabrikasi
HALAMAN | 76
LAPORAN KERJA PRAKTEK
2.
3.
4.
5.
Kelebihan:
Resistansi abrasi dan heat sangat baik
Cocok digunakan untuk lingkungan ekstrem
Dapat berdiri sendiri (tidak perlu secondary coating dan atau top
coating)
Tahan lebih dari 20 tahun
Kekurangan:
Membutuhkan tingkat kebersihan dari permukaan komponen atau
produk yang sangat baik
Sulit untuk digunakan menjadi top coating
Biaya yang mahal
Alkyds
Digunakan untuk touch up (coating dengan fungsi estetika saja), dan umunya
untuk mesin.
Kelebihan:
Tolerir terhadap tingkat kebersihan permukaan komponen atau
produk
Mengembang dan melekat dengan substrat
Kekurangan:
Membutuhkan waktu yang lama untuk pengeringan
Epoxy
Kelebihan:
Mengikat baik dengan baja dan beton
Cocok untuk semua jenis lingkungan
Pelindung permukaan yang sangat baik
Kekurangan:
Hasil visual yang kurang baik
Epoxy Mastics
Penambahan pigmen dan campuran lainnya pada epoxy, umumnya digunakan
sebagai top coat atau touch uap
Kelebihan:
Sangat tolerir terhadap tingkat kebersihan permukaan komponen
atau produk
Adhesi yang baik
Kekurangan:
Overspray
Hasil visual yang kurang baik
Coal Tar Epoxy
Pencampuran epoxy dengan coal tar
Kelebihan:
Biaya yang murah
Resistansi air yang baik
Kekurangan:
Berubah menjadi brittle (getas) jika terkena sinar matahari
HALAMAN | 77
LAPORAN KERJA PRAKTEK
Beracun
6. Polyurethanes
Digunakan sebagai top coating
Kelebihan:
Hasil visual yang paling baik
Melindungi secondary coating epoxy dari sinar UV
Kekurangan:
Sangat beracun
Lebih mahal dari epoxy
7. Latex acrylics
Digunakan sebagai secondary coating atau finsih coating untuk kayu, bahan
bangunan, dan baja
Kelebihan:
Hasil visual yang baik
Kekurangan:
Sulit untuk mengikat dengan permukaan yang halus
Hanya dapat digunakan pada temperatur ambient di atas 10 C
Defect pada painting
Tabel 7. Defect pada painting
Defect
Gambar
Kulit jeruk
Droplet
HALAMAN | 78
LAPORAN KERJA PRAKTEK
Overspec
3. 7.
Maintenance
Maintenance merupakan sebuah kegiatan yang dilakukan untuk tetap memastikan
sebuah produk berada di tingkat performa yang dibutuhkan (mencegah) atau
untuk mengembalikan tingkat performa sebuah produk ke tingkat performa yang
dibutuhkan (mengobati). Dahulu maintenance hanya seperti pengertian
mengobati, jadi ketika sebuah produk sudah rusak baru kemudian dilakukan
tindakan mengobati sehingga produk dapat kembali digunakan. Namun sekarang
seiring dengan berkembangnya teknologi, dan kesadaran akan efisiensi biaya dan
waktu maka pengertian mencegah sudah digunakan, jadi produk diusahakan agar
tidak failure. Failure adalah suatu kondisi di mana sebuah produk sudah tidak
menjalankan fungsinya lagi atau fungsi dari produk tersebut berkurang, tidak
seperti yang diinginkan.
Gambar 64. Kurva I-P-F yang menjelaskan tentang waktu kondisi dari sebuah
produk atau mesin
HALAMAN | 79
LAPORAN KERJA PRAKTEK
Dengan pengertian di atas maka secara garis besar, maintenance dibagi menjadi dua
jenis yaitu Breakdown Maintenance (BM) dan Preventive Maintenance (PM). BM
adalah maintenance yang dilakukan ketika produk tersebut sudah mengalami failure
sedangkan PM adalah maintenance yang dilakukan sebelum produk tersebut
mengalami failure atau sebelum potential failure. Potential failure adalah suatu
Gambar 65. Check sheet dari salah satu mesin machining di PT. HCMI
merupakan salah satu contoh Preventive Maintenace (PM) yang lebih dikenal
dengan istilah Condition Monitoring
Sumber: Dokumentasi pribadi penulis (4 Agustus 2015)
kondisi di mana sebuah produk sudah menunjukkan tanda-tanda akan mengalami
failure (gejala failure). Preventive maintenance terbagi lagi ke dalam dua jenis yaitu
Condition Based Maintenance (CBM) dan Time Based Maintenance (TBM). Dari
istilahnya saja secara mudah dapat kita artikan bahwa CBM adalah PM yang
dilakukan berdasarkan kondisi produk sedangkan TBM adalah PM yang dilakukan
berdasarkan waktu baik itu waktu penggunaan produk atau waktu secara rutin.
Tentunya BM dan PM memiliki keuntungan dan kekurangannya masing-masing
namun yang pasti BM dan PM ini dilakukan berdasarkan dari produknya itu sendiri
kemudian produk-produk yang tersedia pun akan dibagi ke dalam skala prioritas
maintenance. Penentuan skala prioritas ini sebaiknya berdasarkan atas 7 Questions
of RCM. RCM (Reliability Centered Maintenance) adalah maintenance yang
berfokus pada realibility atau probabilitas sebuah produk untuk dapat tidak failure
selama penggunaanya sehingga semakin tinggi nilai reliability maka semakin
reliable (dapat dipercaya) produk tersebut. Berikut adalah 7 Questions of RCM:
1. What are the function of the asset?
HALAMAN | 80
LAPORAN KERJA PRAKTEK
2.
3.
4.
5.
6.
7.
Apa fungsi dari aset (produk atau mesin) yang kita miliki?
In what way can the asset fail to fulfill its function?
Bagaimana aset dapat failure?
What causes each functional failure?
Apa penyebab failure dari aset?
What happens when each failure occurs?
Apa dampak failure dari aset?
What are the consequences of each failure?
Apa konsekuensi dari setiap failure?
What should be done to prevent or predict the failure?
Apa yang harus dilakukan untuk dapat mencegah atau memprediksi failure
tersebut?
What should be done if a suitable proactive task cannot be found?
Apa yang harus dilakukan jika tindakan kita sebelumnya tidak dilakukan?
Jawaban dari ketujuh pertanyaannya akan lebih baik dijadikan ke dalam bentuk
form atau isian, ada beberapa metode yang dapat digunakan seperti Failure Mode
and Effect Analysis (FMEA), Fishbone Diagrams, Failure Tree Analysis (FTA),
dan Root Cause Failure Analysis (RCFA). Ketika jawaban dari 7 Questions of
RCM didapat maka kita dapat dengan mudah menentukan skala prioritas
maintenance dari produk-produk yang kita miliki.
HALAMAN | 81
LAPORAN KERJA PRAKTEK
BAB 4
PENGEMBANGAN DESIGN
4.1.
Latar Belakang Design
Gambar 66. Salah satu welding robot arm yang dimiliki PT. HCMI
Sumber: Dokumentasi pribadi penulis (14 Agustus 2015)
Proses welding di PT. HCMI dibagi menjadi tiga jenis berdasarkan operator
weldingnya yaitu automatic, semi-automatic, dan manual. Proses welding
automatic berati proses welding sudah sepenuhnya dilakukan oleh robot atau
welding robot arm. Proses welding manual berarti proses welding sepenuhnya
dilakukan oleh operator atau manusia. Proses welding semi-automatic merupakan
proses welding manual yang sedikit dibantu oleh mesin atau jig. Jadi proses welding
semi-automatic dapat diartikan sebagai proses welding yang menggunakan bantuan
mesin atau jig yang masih memerlukan campur tangan operator.
Gambar 67. Salah satu komponen silinder di divisi Engineering Project yang
akan di-welding secara circular
Sumber: Dokumentasi pribadi penulis (11 Agustus 2015)
HALAMAN | 82
LAPORAN KERJA PRAKTEK
Proses semi-automatic ini umumnya digunakan pada divisi Engineering Project
karena pada divisi ini banyak komponen yang berbentuk silinder dan memerlukan
circular welding. Sebenarnya proses welding untuk circular welding ini dapat
dilakukan secara manual namun hasil kurang baik. Ada dua cara untuk pengerjaan
circular welding; pertama, komponen berputar kemudian welding torch diam
(dipegang oleh operator) dan kedua, welding torch melakukan welding secara
memutar sementara komponennya berputar. Cara yang pertama lebih sering dipilih
karena operator tidak perlu memakan banyak tenaga namun untuk cara pertama ini
berarti membutuhkan mesin tambahan untuk memutar komponen dalam variasi
kecepatan. Cara kedua hanya unggul dari masalah pengerjaannya yang tidak
membutuhkan mesin tambahan sehingga lebih murah.
Cara pertama juga masih memiliki kelemahan, welding torch diam berarti operator
harus menahan welding torch terus hingga proses welding selesai dan operator
harus memastikan welding torch tidak bergerak sedikit pun agar hasil weldingnya
konsisten. Ketentuan ini menyulitkan operator karena tentunya membutuhkan fokus
yang lebih dan kesabaran dari operator. Solusi untuk permasalahan ini dari PT.
HCMI adalah memproduksi sebuah jig yang berfungsi untuk memegang welding
torch sehingga bukan operator yang memegang dan menahan welding torch
tersebut namun jig tersebut yang mengambil alih peran operator. Namun
penggunaan jig ini masih membutuhkan peran operator untuk menyetel jig
(mengatur ketinggian, sudut, dan posisi welding torch).
Penggunaan jig ini terbukti menghasilkan kualitas circular welding yang lebih baik
daripada proses welding manual.
4.2.
Design Konvensional PT. HCMI
Gambar 68. Jig weld konservator PT. HCMI atau jig proses welding semiautomatic
Sumber: Dokumentasi pribadi penulis (27 Agustus 2015)
HALAMAN | 83
LAPORAN KERJA PRAKTEK
Jig weld conservator merupakan istilah PT. HCMI untuk jig yang digunakan pada
proses welding semi-automatic. Conservator merupakan komponen yang akan diweld secara circular.
Jig weld konservator yang dimiliki dan diproduksi PT. HCMI menggunakan dua
beam utama, satu beam vertikal yang menjadi beam dasar dan satu beam horizontal
yang menjadi beam lengan. Beam lengan di-assembly dengan welding torch
stabilizer yang merupakan tempat welding torch saat proses welding dilakukan.
Gambar 69. Welding Torch Stabilizer
Sumber: Dokumentasi pribadi penulis (27 Agustus 2015)
Fitur yang dimiliki jig weld conservator ini adalah sebagai berikut:
Adjustable
Ketinggian beam lengan dapat diatur dengan menaikkan beam lengan
hingga ketinggian yang diinginkan namun dibatasi oleh tinggi beam
dasar karena beam dasar menjadi lintasan untuk pengatur ketinggian
beam lengan
Sudut kemiringan welding torch terhadap permukaan komponen yang
akan di-weld dapat diatur dengan memutar salah satu handel di welding
torch stabilizer
Jarak elektroda welding torch dengan permukaan komponen yang akan
di-weld dapat diatur dengan menaikkan dan menurunkan welding torch
saat penyetelan jig weld konservator
Murah
Murah di sini berarti material yang digunakan untuk manufaktur jig weld
conservator adalah material yang tersedia di warehouse PT. HCMI atau material
sisa yang tidak terpakai dan tidak memerlukan pemesanan material
Flexible
Jarak elektrode welding torch dengan permukaan komponen yang akan di-weld
tetap sama walaupun permukaan komponen tidak sepenuhnya silinder atau
berbentuk oval
HALAMAN | 84
LAPORAN KERJA PRAKTEK
Namun jig weld conservator ini atau dapat dikatakan jig weld konservator ini
memiliki beberapa kekurangan, kekurangannya adalah sebagai berikut:
Masih memakan waktu saat penyetelan
Penyebab:
Penyetelan ketinggian beam lengan yang masih harus diangkat secara
keseluruhan beratnya baru kemudian dikunci saat ketinggiannya sudah
sesuai dengan yang diinginkan. Ketika ketinggiannya ternyata masih
kurang atau kelebihan maka proses pengangkatan beam lengan ini
diulangi lagi.
Penyetelan posisi welding torch stabilizer yang masih harus digesergeser untuk mendapat posisi yang tepat dengan permukaan komponen
yang akan di-weld baru kemudian dikunci
Berat
Berat di sini berarti saat penyetelan jig ini membutuhkan tenaga yang lebih
karena beam lengan yang cukup panjang sehingga semakin berat, dan harus
ditahan pada ketinggian tertentu untuk dapat dikunci.
Saat proses welding joint conservator dengan penutupnya atau welding T-joint
secara circular, jig masih harus dipindahkan sehingga memakan waktu
Dari segi estetika, visual jig ini masih kurang
Dari kelemahan jig konvensional ini maka kami mencoba mendesign jig yang lebih
baik dan dapat menghilangkan atau setidaknya mengurangi kelemahan yang
dimiliki jig konvensional.
4.3.
Pengembangan Design
Kami mendesign jig weld conservator yang memiliki fitur adjustable, murah, dan
flexible yang lebih baik dari jig weld conservator konvensional. Pertama,
adjustable, kami mendesign jig weld conservator yang lebih mudah diatur
ketinggiannya. Hal ini akan berdampak pada waktu penyetelan yang lebih cepat dan
efisien. Kedua, murah, kami mendesign jig weld conservator yang materialnya
sudah tersedia di warehouse PT. HCMI namun lebih efisien dalam
menggunakannya. Hal ini dapat dilakukan dengan perhitungan design sehingga
nantinya jig weld conservator kami tidak overdesign. Ketiga, flexible, kami
mendesign jig weld conservator yang dapat melakukan proses welding secara
circular pada T-joint tanpa harus memindahkan posisi jig weld conservator.
HALAMAN | 85
LAPORAN KERJA PRAKTEK
Gambar 71. Tampak depan jig weld conservator
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
Gambar 70. Tampak atas jig weld conservator
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
HALAMAN | 86
LAPORAN KERJA PRAKTEK
Gambar 73. Tampak samping jig weld konservator
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
Gambar 72. Tampak orthogonal jig weld konservator
Sumber: Design Autodesk Inventor Pofessional 2014 oleh penulis
Jig weld conservator ini tersusun dari 8 komponen. Berikut adalah komponenkomponen penyusun jig weld konservator:
HALAMAN | 87
LAPORAN KERJA PRAKTEK
Tabel 8. Tabel komponen jig weld conservator
No.
Jumlah
Komponen
Material
SubAssembly
Beam Dasar
SubAssembly
Beam
Lengan
SubAssembly
Beam
Tangan
SubAssembly
Adjuster
Beam
SS400
Penyangga
SS400
Gambar
HALAMAN | 88
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
Hex Cap
Bolt M8 x
1.25 x 14
Grade 8.8
Mild Steel
Hex Cap
Bolt M8 x
1.25 x 70
Grade 8.8
Mild Steel
Hex Cap
Nut M8 x
1.25 Grade
8.8
Mild Steel
Gambar
Dari 8 komponen tersebut, terdapat 4 komponen sub-assembly. Sub-Assembly
merupakan anak assembly dari induk assembly yaitu jig weld konservator sehingga
keempat komponen tersebut masih tersusun lagi dari beberapa komponen.
Tabel 9. Tabel komponen sub-assembly penyusun jig weld conservator
No.
Jumlah
Komponen
Material
Gambar
Sub-Assembly Beam Dasar
HALAMAN | 89
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
Beam dasar
SS400
Balancer
SS400
Bracket
beam dasar
beam
lengan
SS400
Bush
lintasan
adjuster
beam lengan
SS400
Bush
bracket
beam dasar
SS400
Gambar
HALAMAN | 90
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
Gambar
Sub-Assembly Beam Lengan
Beam
lengan
SS400
Bracket
beam lengan
beam
tangan
SS400
Bush
lintasan
adjuster
beam tangan
SS400
HALAMAN | 91
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
SubAssembly
bracket
penyangga
SS400
Gambar
Sub-Assembly Beam Tangan
Beam
tangan
SS400
Holder
beam tangan
SS400
SubAssembly
bracket
penyangga
SS400
HALAMAN | 92
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
SubAssembly
welding
torch
stabilizer
Gambar
Sub-Assembly Adjuster Beam
Slider
adjuster
beam
SS400
Bracket
penyangga
adjuster
beam
SS400
HALAMAN | 93
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
Hex cap nut
M8 x 1.25
Grade 8.8
Mild Steel
Hex cap
bolt M8 x
1.25 x 15
Grade 8.8
Mild Steel
Gambar
Sub-Assembly Bracket Penyangga
Bush
bracket
penyangga
SS400
HALAMAN | 94
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
Bracket
penyangga
SS400
Gambar
Sub-Assembly Welding Torch Stabilizer
Slider
welding
torch
stabilizer
Penyangga
roller
SS400
Mouth
holder
SS400
SS400
HALAMAN | 95
LAPORAN KERJA PRAKTEK
No.
Jumlah
Komponen
Material
Stud M8 x
1.25 x 260
Mild Steel
Roller
Rubber
Hex cap
bolt M8 x
1.25 x 25
Grade 8.8
Mild Steel
Hex cap nut
M8 x 1.25
Grade 8.8
Mild Steel
Gambar
Berikut adalah fitur yang dimiliki jig weld conservator beserta prosedurnya:
Tabel 10. Fitur jig weld conservator
Fitur
Adjustable
Mekanisme
Pin
joint
berkoordinasi
Prosedur
yang Menaikkan
adjuster
dengan untuk
memperbesar
HALAMAN | 96
LAPORAN KERJA PRAKTEK
Fitur
Flexible
Mekanisme
Prosedur
adjuster, gerak translasi
adjuster menghasilkan
gerak rotasi pin joint. Pin
joint ini terdapat di
sambungan beam dasar
dengan beam lengan, dan
sambungan beam lengan
dengan beam tangan.
sudut antara beam dasar
dengan beam lengan,
menurunkan
adjuster
untuk memperkecil sudut
antara
beam
dasar
dengan beam lengan.
Begitu
juga
untuk
mengatur
ketinggian
beam tangan
Roller pada welding
torch stabilizer yang
bergerak
mengikuti
kontur
permukaan
komponen yang akan diweld dan holder welding
torch yang dapat diputar
pada dua sumbu.
Letakkan roller tepat di
permukaan komponen
sehingga
permukaan
komponen
menjadi
lintasan pergerakan roller
saat komponen berputar
Pengunci ketinggian
beam lengan dan beam
tangan
Bolted joint pada setiap Mengencangkan
bolt
adjuster beam
pada adjuster beam.
Tidak memakan banyak
tempat saat
penyimpanan
Sudut antara beam dasar
dengan beam lengan
dapat
tegak
lurus
sehingga dimensi total
jig weld konservator saat
disimpan atau tidak
digunakan
tidak
memakan banyak tempat
ke samping
Mengatur besar sudut
antara
beam
dasar
dengan beam lengan dan
beam lengan dengan
beam tangan menjadi
maksimum.
HALAMAN | 97
LAPORAN KERJA PRAKTEK
Gambar 75. Keadaan jig weld konservator saat tidak digunakan atau disimpan
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
Gambar 74. Keadaan jig weld conservator untuk pengerjaan komponen
konservator dengan diameter minimum
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
HALAMAN | 98
LAPORAN KERJA PRAKTEK
BAB 5
RANCANGAN DAN PERHITUNGAN
5.1.
Mechanical Properties SS400
Tabel 11. Mechanical properties untuk material SS400
Properties
Symbol
Magnitude
Unit
Density
7860
Youngs Modulus
Ultimate Tensile
Strength
Yield Stress
Poissons Ratio
190 - 210
3
GPa
UTS
400 - 510
MPa
YS
205 - 245
0.26
MPa
-
5.2.
Perhitungan Support
Gambar 76. Support pada jig weld conservator
Sumber: Design Autodesk Inventor 2014 oleh penulis
HALAMAN | 99
LAPORAN KERJA PRAKTEK
Gambar 77. Free Body Diagram 1 jig weld conservator (hijau = load; oranye =
support)
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
Tabel 12. Perjanjian tanda pada perhitungan
Arah
Nilai
Diketahui:
mWT
3 kg
HALAMAN | 100
LAPORAN KERJA PRAKTEK
SF
LWT
=
=
10 (Safety Factor PT. HCMI)
1136.68 mm
= 0
=
= 0
=
=
= .
= 0
=
= ( )
= . .
Keterangan:
Rx
Ry
M
m
w
L
g
=
=
=
=
=
=
=
Support sumbu X [N]
Support sumbu Y [N]
Support momen [N.m]
Massa [kg]
Beban [N]
Lengan gaya [m]
Percepatan gravitasi [2 ]
SF
WT
=
=
Safety Factor
Welding torch
HALAMAN | 101
LAPORAN KERJA PRAKTEK
5.3.
Design Rangka Batang
Tabel 13. NVM
Koordinat Sumbu
X [mm]
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
310
320
330
340
350
360
370
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
-31.1574
-28.2144
-25.2714
-22.3284
-19.3854
-16.4424
-13.4994
-10.5564
-7.6134
-4.6704
-1.7274
1.2156
4.1586
7.1016
10.0446
12.9876
15.9306
18.8736
21.8166
24.7596
27.7026
30.6456
HALAMAN | 102
LAPORAN KERJA PRAKTEK
Koordinat Sumbu
X [mm]
380
390
400
410
420
430
440
450
460
470
480
490
500
510
520
530
540
550
560
570
580
590
600
610
620
630
640
650
660
670
680
690
700
710
720
730
740
750
760
770
780
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
33.5886
36.5316
39.4746
42.4176
45.3606
48.3036
51.2466
54.1896
57.1326
60.0756
63.0186
65.9616
68.9046
71.8476
74.7906
77.7336
80.6766
83.6196
86.5626
89.5056
92.4486
95.3916
98.3346
101.2776
104.2206
107.1636
110.1066
113.0496
115.9926
118.9356
121.8786
124.8216
127.7646
130.7076
133.6506
136.5936
139.5366
142.4796
145.4226
148.3656
151.3086
HALAMAN | 103
LAPORAN KERJA PRAKTEK
Koordinat Sumbu
X [mm]
790
800
810
820
830
840
850
860
870
880
890
900
910
920
930
940
950
960
970
980
990
1000
1010
1020
1030
1040
1050
1060
1070
1080
1090
1100
1110
1120
1130
1140
1150
1160
1170
1180
1190
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
154.2516
157.1946
160.1376
163.0806
166.0236
168.9666
171.9096
174.8526
177.7956
180.7386
183.6816
186.6246
189.5676
192.5106
195.4536
198.3966
201.3396
204.2826
207.2256
210.1686
213.1116
216.0546
218.9976
221.9406
224.8836
227.8266
230.7696
233.7126
236.6556
239.5986
242.5416
245.4846
248.4276
251.3706
254.3136
257.2566
260.1996
263.1426
266.0856
269.0286
271.9716
HALAMAN | 104
LAPORAN KERJA PRAKTEK
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
294.3
274.9146
277.8576
280.8006
283.7436
286.6866
289.6296
292.5726
295.5156
298.4586
301.4016
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0
70
140
210
280
350
420
490
560
630
700
770
840
910
980
1050
1120
1190
1260
Force [N]
Koordinat Sumbu
X [mm]
1200
1210
1220
1230
1240
1250
1260
1270
1280
1290
Coordinate [mm]
Grafik 1. N pada jig weld conservator
350
250
200
150
100
50
0
0
70
140
210
280
350
420
490
560
630
700
770
840
910
980
1050
1120
1190
1260
Force [N]
300
Coordinate [mm]
Grafik 2. V pada jig weld conservator
HALAMAN | 105
LAPORAN KERJA PRAKTEK
350
Moment [N.m]
300
250
200
150
100
50
0
70
140
210
280
350
420
490
560
630
700
770
840
910
980
1050
1120
1190
1260
0
-50
Coordinate [mm]
Grafik 3. M pada jig weld conservator
Keterangan:
Koordinat dimulai dari ujung sebelah kiri komponen beam lengan
Koordinat maksimum berada di ujung sebelah kanan komponen welding
torch stabilizer (1136.68 mm dari support)
=
= .
= . .
Profile beam yang dipilih berbentuk square hollow
Gambar 78. Profile beam jig weld conservator
HALAMAN | 106
LAPORAN KERJA PRAKTEK
==
2
=
4 4
12
=
6 4 4
4 ( 2 )4 =
( ) ( ) + [ (
=
)]
Keterangan:
= [MPa]
YS
M
=
=
Yield Stress [MPa]
Momen bending maksimum [N.m]
Persamaan di atas memiliki 2 unknown yaitu tebal dan aout
Tabel 14. Nilai aout jika nilai tebal ditentukan berdasarkan perhitungan bending
stress pada jig weld conservator
Tebal [mm]
2
4
6
8
10
Nilai
76.3894
56.9612
49.6681
46.3132
44.8426
aout [mm]
Nilai (Pembulatan)
77
57
50
47
45
Kami memilih untuk menggunakan beam dengan dimensi 50 mm x 50 mm
dengan tebal 6 mm
3
2
HALAMAN | 107
LAPORAN KERJA PRAKTEK
==
3
2 ( 2 2 )
( 2 2 ) =
3
2
2 ( 2 )2 =
( ) = (
3
0.58
) +
.
Keterangan:
0.58
[MPa]
Persamaan di atas memiliki 2 unknown yaitu tebal dan aout
Tabel 15. Nilai aout jika nilai tebal ditentukan berdasarkan perhitungan shear
stress pada jig weld conservator
Tebal [mm]
2
4
6
8
10
Nilai
11.28196
8.64098
9.093987
10.32049
11.85639
aout [mm]
Nilai (Pembulatan)
12
9
10
11
12
Dari Tabel 14 di atas diketahui bahwa menggunakan dimensi profil beam
berdasarkan perhitungan bending stress, design sudah aman.
HALAMAN | 108
LAPORAN KERJA PRAKTEK
5.4.
Design Balancer
Gambar 79. Free Body Diagram 2 jig weld conservator (hijau = load; oranye =
support)
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
Tabel 16. Variabel yang diketahui untuk perhitungan balancer
Beam
Luas
Permukaan
[m2]
Panjang
[mm]
Lengan
Tangan
0.001056
892.5
500
Volume
[m3]
Massa
[kg]
Lengan Gaya
[mm]
0.000942 7.407893
0.000528 4.15008
296.67
941.82
Keterangan:
= V [kg]
Densitas [
3 ]
= 0
= 1 + 2 + 3
= 1 ( ) + 2 ( ) + 3 ( )
= . .
HALAMAN | 109
LAPORAN KERJA PRAKTEK
Keterangan:
X1
X2
X3
BL
BT
=
=
=
=
=
Lengan gaya beam lengan [mm]
Lengan gaya beam tangan [mm]
Lengan gaya welding torch stabilizer [mm]
Beam Lengan
Beam Tangan
Balancer harus dapat memberikan reaksi support sebesar 394.43 N.m. Profile
balancer yang dipilih berbentuk pelat persegi panjang.
Gambar 80. Profile balancer
=
= ( )
= [( ) ]
=
( ) =
Keterangan:
XB
=
Jarak antara Center of Gravity (CG) balancer dengan pusat
support (CG beam dasar)
A
=
Luas permukaan [m2]
B
=
Balancer
HALAMAN | 110
LAPORAN KERJA PRAKTEK
Persamaan di atas memiliki 3 unknown yaitu luas permukaan balancer, tebal
balancer, dan XB. Kami menentukan nilai XB dan tebal balancer sebesar 200 mm
dan 100 mm. Rasio panjang dan lebar untuk balancer kami tentukan sebesar 1.25
( = 1.25 ).
=
1.25 2 =
=
1.25
sehingga diperoleh nilai lebar dan panjang sebesar 452.3432 mm (453 mm) dan
565.429 mm (566 mm).
5.5.
Design Penyangga
Gambar 81. Rangka batang jig weld conservator
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
HALAMAN | 111
LAPORAN KERJA PRAKTEK
Tabel 17. Load pada setiap rangka
Rangka
Load [N]
1
2
3
4
5
6
7
8
A
B
407.3837
72.67143
102.7729
198.7472
271.4186
132.4636
751.4491
588.6
519.5704
144.7964
= .
Profile penyangga yang dipilih berbentuk silinder
Gambar 82. Profile penyangga jig weld conservator
4
2
3( 4 )
16
=
3 (0.58 )
= .
Penyangga berbentuk silinder dengan diameter 9 mm
HALAMAN | 112
LAPORAN KERJA PRAKTEK
5.6.
Perhitungan Threaded Joint
Gambar 83. Free Body Diagram 3 jig weld konservator (biru = support; hijau =
load)
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
A. Reaksi Support
= 0
= 0
= 0
= + +
= ( ) + ( ) + ( )
= .
B. Diagram NVM
Tabel 18. NVM dengan support threaded joint
Koordinat Sumbu
X [mm]
0
10
20
N [N]
V [N]
M [N.m]
0
0
0
407.3837
407.3837
407.3837
0
4.073837
8.147674
HALAMAN | 113
LAPORAN KERJA PRAKTEK
Koordinat Sumbu
X [mm]
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
310
320
330
340
350
360
370
380
390
400
410
420
430
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
407.3837
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
12.22151
16.29535
20.36919
24.44302
28.51686
32.5907
36.66453
40.73837
44.81221
48.88605
52.95988
57.03372
61.10756
65.18139
69.25523
73.32907
77.40291
81.47674
85.55058
89.62442
93.69825
97.77209
101.8459
105.9198
109.9936
114.0674
118.1413
122.2151
126.289
130.3628
134.4366
138.5105
142.5843
263.0807
266.4278
269.775
273.1221
276.4692
279.8163
283.1635
286.5106
HALAMAN | 114
LAPORAN KERJA PRAKTEK
Koordinat Sumbu
X [mm]
440
450
460
470
480
490
500
510
520
530
540
550
560
570
580
590
600
610
620
630
640
650
660
670
680
690
700
710
720
730
740
750
760
770
780
790
800
810
820
830
840
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
289.8577
293.2048
296.552
299.8991
303.2462
306.5933
309.9404
313.2876
316.6347
319.9818
323.3289
326.6761
330.0232
333.3703
336.7174
340.0645
343.4117
346.7588
350.1059
353.453
356.8002
360.1473
363.4944
366.8415
370.1887
373.5358
376.8829
380.23
383.5771
386.9243
390.2714
393.6185
396.9656
400.3128
403.6599
407.007
410.3541
413.7013
417.0484
420.3955
423.7426
HALAMAN | 115
LAPORAN KERJA PRAKTEK
Koordinat Sumbu
X [mm]
850
860
870
880
890
900
910
920
930
940
950
960
970
980
990
1000
1010
1020
1030
1040
1050
1060
1070
1080
1090
1100
1110
1120
1130
1140
1150
1160
1170
1180
1190
N [N]
V [N]
M [N.m]
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
334.7123
427.0897
430.4369
433.784
437.1311
440.4782
443.8254
447.1725
450.5196
453.8667
457.2138
460.561
463.9081
467.2552
470.6023
473.9495
477.2966
480.6437
483.9908
487.338
490.6851
494.0322
497.3793
500.7264
504.0736
507.4207
510.7678
514.1149
517.4621
520.8092
524.1563
527.5034
530.8505
534.1977
537.5448
540.8919
Keterangan:
Koordinat dimulai dari posisi support (bolt) penghubung beam dasar
dengan beam lengan
HALAMAN | 116
LAPORAN KERJA PRAKTEK
Koordinat maksimum berada di ujung sebelah kanan komponen welding
torch stabilizer (1189.71 mm dari support)
=
= .
= . .
C. Shear Stress pada Threaded Joint
=
2
4
4
=
= .
Threaded joint yang digunakan pada penghubung antara beam dasar dengan
beam lengan adalah hex cap bolt M8 x 1.25.
HALAMAN | 117
LAPORAN KERJA PRAKTEK
5.7.
Perhitungan Welded Joint
Gambar 84. Free Body Diagram 4 jig weld conservator
Sumber: Design Autodesk Inventor Professional 2014 oleh penulis
Gambar 85. Profile welding joint
Diketahui:
V
M
l
=
=
=
407.68 N
394.43 N.m
50 mm
A. Shear Stress pada welded joint
=
Welding joint menggunakan jenis T-joint untuk kedua sisi sehingga A
merupakan dua kali dari persamaan di atas
HALAMAN | 118
LAPORAN KERJA PRAKTEK
= 2 ( )
= 2 [( cos 45) ]
=
2 cos 45
= . []
Keterangan:
P =
Beban [N]
B. Bending Stress pada welded joint
2 ( cos 45) 2
=
=
6
6
Welding joint menggunakan jenis T-joint untuk kedua sisi sehingga Z
merupakan dua kali dari persamaan di atas
cos 45 2
=
3
3
=
cos 45 2
= . []
=
Keterangan:
C. Maximum Normal Stress pada welded joint
=
1
+ 2 + 4 2 = ( ) + ( 2 + 4 2 ) = +
2 2
2
2
= 334732.91 [1]
= 334683.26 [1]
= 669416.1706 [1]
HALAMAN | 119
LAPORAN KERJA PRAKTEK
= 669416.1706 [1]
34473786.47 = 669416.1706 [1]
= .
= .
Keterangan:
Tabel 19. Minimum Mechanical Properties dari beberapa seri elektroda
Ultimate Tensile
Strength [ksi]
E60XX
62
E70XX
70
E80XX
80
E90XX
90
E100XX
100
E120XX
120
*1 ksi = 6894757.293178 Pa
Seri Elektroda
Yield Stress [ksi]
Elongasi [%]
50
57
67
77
87
107
17-25
22
19
14-17
13-16
14
Welding joint pada balancer dibuat berdimensi s sebesar 20 mm dan t sebesar
14 mm dengan l sebesar 50 mm, jenis welding joint adalah T-joint fillet weld
secara circular.
HALAMAN | 120
LAPORAN KERJA PRAKTEK
BAB 6
PENUTUP
6.1.
Kesimpulan
6.2.
Jig weld conservator yang kami design terdiri dari 3 beam dan antara
masing-masing beam dihubungan dengan pin joint berbeda dengan jig weld
conservator konvensional yang terdiri dari 2 beam dan masing-masing beam
dihubungkan dengan connector berupa selongsong untuk memasukkan
beam lengan.
Beam dasar, beam lengan, dan beam tangan jig weld conservator yang kami
design memiliki profile square hollow dengan dimensi 50 mm dan ketebalan
6 mm.
Agar posisi jig weld conservator tetap stabil dan tidak terguling saat
digunakan, kami mendesign komponen balancer berbentuk pelat dengan
dimensi 566 mm x 453 mm dengan ketebalan 100 mm.
Penyangga pada adjuster beam lengan dan beam tangan memiliki profile
silinder dengan diameter 9 mm.
Thread joint pada jig weld conservator spesifik pada joint antara beam dasar
dengan beam lengan dan beam lengan dengan beam tangan kami pilih
menggunakan Hex Cap Bolt M8 x 1.25 dengan grade 8.8.
Welded joint pada jig weld conservator spesifik pada joint antara beam
dasar dengan balancer merupakan jenis fillet T-joint weld dengan dimensi s
= 20 mm, t = 14 mm (throat thickness), dan l = 50 mm (throat length).
Jig weld conservator yang kami design memiliki fitur adjustable, flexible,
tidak memakan banyak tempat saat penyimpanan, dan mekanisme lock
ketinggian beam.
Saran
Komponen Welding Torch Stabilizer kami mengalami revisi design terlebih
dahulu oleh operator PT. HCMI sehingga dapat memiliki fitur flexible yang
lebih baik.
Kami belum terlalu familiar dengan alat yang kami design sehingga ide
design untuk alat ini masih sempit, jadi sebaiknya kami diberi bantuan
secara langsung baik itu diskusi ataupun pengerjaan bersama.
Mahasiswa harus lebih dikenalkan dengan dunia kerja terutama bidang kerja
di lapangan agar mahasiswa lebih mengenali kebutuhan dan ketersediaan di
lapangan, ilmu yang mahasiswa terima selama perkuliahan pun dapat
menjadi lebih aktual.
HALAMAN | 121
LAPORAN KERJA PRAKTEK
REFERENSI
[1] Khurmi, R.S. & Gupta, J.K. (2005). A Textbook of Machine Design. New
Delhi: Eurasia Publishing House (PVT.) LTD.
[2] PPT Cleaning and Painting of Structural Steel The Basics oleh Frank D. Rea
PCS, NACE
[3] PPT Welding Process Jenis-jenis pengelasan oleh PT. HCMI
[4] PPT Welding Process Welding Symbol oleh PT. HCMI
[5] PPT Welding Process Welding Defect oleh PT. HCMI
[6] http://www.hitachi.com/corporate/about/history/index.html
[7] https://www.hitachicm.com/global/company/company-profile/companyhistory/
[8] https://www.hitachicm.com/global/ourbusiness/products/
[9] http://www.hexindo-tbk.co.id/products/excavator/index.html
[10] http://www.hexindo-tbk.co.id/products/excavator/large/index.html
[11] http://www.hitachi-cmid.com/prod_excavator.asp
[12] http://www.twi-global.com/technical-knowledge/job-knowledge/welddefects-imperfections-incomplete-root-fusion-or-penetration-040/
[13] https://www.hera.org.nz/Category?Action=View&Category_id=513
HALAMAN | 122
Anda mungkin juga menyukai
- Laporan Praktikum Modul 5Dokumen33 halamanLaporan Praktikum Modul 5Hafidz N AriyantoBelum ada peringkat
- LaporanDokumen21 halamanLaporanTasy WijayaBelum ada peringkat
- Laporan Kerja PraktikDokumen69 halamanLaporan Kerja PraktikFafa Luffy100% (1)
- PM2 - 2100190031 - Yosep Oktavianus - Proses Manufaktur Pembuatan Kursi Roda Multi FungsiDokumen34 halamanPM2 - 2100190031 - Yosep Oktavianus - Proses Manufaktur Pembuatan Kursi Roda Multi FungsiStudents YOSEP OKTAVIANUSBelum ada peringkat
- Laporan Radiasi Solar Water HeaterDokumen30 halamanLaporan Radiasi Solar Water Heatersetiawan baba100% (1)
- Tugas Akhir Praktikum Apk 2 Kelompok 4Dokumen54 halamanTugas Akhir Praktikum Apk 2 Kelompok 4Yogi sahroBelum ada peringkat
- Proses Cutting Menggunakan Mesin CNC Router (Hz-300) Pada PVC Board Di CV - Divine Board BatamDokumen45 halamanProses Cutting Menggunakan Mesin CNC Router (Hz-300) Pada PVC Board Di CV - Divine Board Batamjoni Mart SitioBelum ada peringkat
- Kelompok 4 - Laporan Forecasting - TIRP19ADokumen75 halamanKelompok 4 - Laporan Forecasting - TIRP19AIlmi Malia SafitriBelum ada peringkat
- Jawaban UAS MetkomDokumen2 halamanJawaban UAS MetkomRyandoDeMechanicall0% (1)
- Praktikum Proses Manufaktur-DikonversiDokumen9 halamanPraktikum Proses Manufaktur-DikonversiTambora 420Belum ada peringkat
- Laporan KP PT Pal IndonesiaDokumen47 halamanLaporan KP PT Pal IndonesiaYhola Yosevin RegitasariBelum ada peringkat
- Halaman JudulDokumen14 halamanHalaman JudulFredy HandokoBelum ada peringkat
- Laporan KP Ahm Plant Proses EnjinerDokumen51 halamanLaporan KP Ahm Plant Proses EnjinerHaris AzisBelum ada peringkat
- Pemilihan KonsepDokumen17 halamanPemilihan Konsepdhurotul yatimahBelum ada peringkat
- Kelompok12 SMK3Dokumen42 halamanKelompok12 SMK3Sabrina MaudyBelum ada peringkat
- Cover Fix PDF FreeDokumen55 halamanCover Fix PDF FreeElzha Natalina SinagaBelum ada peringkat
- Laporan Kerja PraktekDokumen11 halamanLaporan Kerja PraktekDede MiftahudinBelum ada peringkat
- Laporan Praktikum Proses ManufakturDokumen75 halamanLaporan Praktikum Proses ManufakturRefqi Kemal Habib100% (2)
- Praktikum Wind TunnelDokumen12 halamanPraktikum Wind TunneltotoroBelum ada peringkat
- A1 - 5 - Modul 6 PDFDokumen53 halamanA1 - 5 - Modul 6 PDFALVIN ADRIANBelum ada peringkat
- Lingkungan FisikDokumen25 halamanLingkungan FisikRianBelum ada peringkat
- Laporan Praktek Kerja IndustriDokumen40 halamanLaporan Praktek Kerja IndustriJamaludin SuryanaBelum ada peringkat
- Flow CHartDokumen20 halamanFlow CHartRaga FianditaBelum ada peringkat
- KPDokumen20 halamanKPnanda fadilahBelum ada peringkat
- Uji Tarik FinishDokumen34 halamanUji Tarik Finishrio AriansyaputraBelum ada peringkat
- Laporan Pi Yosua Fix .Dokumen125 halamanLaporan Pi Yosua Fix .yosuaBelum ada peringkat
- Laporan Praktikum Ergonomi - Kelompok 4Dokumen58 halamanLaporan Praktikum Ergonomi - Kelompok 4Izak YauzaBelum ada peringkat
- UTS Praktikum Pneumatik Hidrolik K3 4B Pak Projek BaruDokumen4 halamanUTS Praktikum Pneumatik Hidrolik K3 4B Pak Projek BaruAlifudin Hanif100% (1)
- BAB 12 Campuran Tak Bereaksi NewDokumen9 halamanBAB 12 Campuran Tak Bereaksi NewAchmadda FebiyonoBelum ada peringkat
- Laporan PKL PT. HMMDokumen90 halamanLaporan PKL PT. HMMDias PramudyaBelum ada peringkat
- Makalah Tribologi (Isi)Dokumen11 halamanMakalah Tribologi (Isi)FeryBelum ada peringkat
- Analisis K3 Dari Potensi Bahaya Geram Hasil Pemesinan Dan Pencahayaan Pada Laboratorium Teknik Produksi Teknik Mesin ITBDokumen3 halamanAnalisis K3 Dari Potensi Bahaya Geram Hasil Pemesinan Dan Pencahayaan Pada Laboratorium Teknik Produksi Teknik Mesin ITBSangga Placenta AvrianzaBelum ada peringkat
- Materi Analisis Pengukuran KerjaDokumen10 halamanMateri Analisis Pengukuran KerjaElliot HolmesBelum ada peringkat
- III SELASA Laporan Keseluruhan (Responsi)Dokumen409 halamanIII SELASA Laporan Keseluruhan (Responsi)irvan hamdiBelum ada peringkat
- Makalah PltaDokumen35 halamanMakalah PltaIvo RenitaBelum ada peringkat
- Buku Gambar Mesin Takeshi SatoDokumen3 halamanBuku Gambar Mesin Takeshi SatoWawan Okta WidiantoBelum ada peringkat
- Bab III Metode IntuitifDokumen5 halamanBab III Metode IntuitifBaguz IimanBelum ada peringkat
- 14 MUSTANDRI 191010800218 03TIDP002 Mekanika TeknikDokumen6 halaman14 MUSTANDRI 191010800218 03TIDP002 Mekanika TeknikAmal LiaBelum ada peringkat
- Tabel WireDokumen6 halamanTabel WirechaktimewpBelum ada peringkat
- Keseimbangan Lintasan Line-Keseimbangan Lintasan (Line Balancing) ProduksiDokumen17 halamanKeseimbangan Lintasan Line-Keseimbangan Lintasan (Line Balancing) ProduksiRudini MulyaBelum ada peringkat
- Jam HentiDokumen26 halamanJam HentiAde ChandraBelum ada peringkat
- Laporan KP Heriyadi (Teknik Mesin Universitas Tadulako)Dokumen124 halamanLaporan KP Heriyadi (Teknik Mesin Universitas Tadulako)HeriyadiBelum ada peringkat
- Komponen GetaranDokumen6 halamanKomponen GetaranJohan NicholasBelum ada peringkat
- Lagu Supporter TEKN1K !Dokumen2 halamanLagu Supporter TEKN1K !Ali Abdurrahman SungkarBelum ada peringkat
- Geopolitik Indonesia: KU - 2071 Pancasila Dan KewarganegaraanDokumen21 halamanGeopolitik Indonesia: KU - 2071 Pancasila Dan KewarganegaraanelsaBelum ada peringkat
- Bunga Ekivalensi GradienDokumen17 halamanBunga Ekivalensi Gradienfahmi k hBelum ada peringkat
- Pengantar OtomasiDokumen8 halamanPengantar OtomasiChaeriah Wael100% (1)
- Tugas Hidrolik MotorDokumen1 halamanTugas Hidrolik MotorIsanda Ika DamayantiBelum ada peringkat
- Laporan Praktikum Proses ManufakturDokumen36 halamanLaporan Praktikum Proses ManufakturAri P Kusuma0% (1)
- LPJ Himpunan Mahasiswa MesinDokumen5 halamanLPJ Himpunan Mahasiswa MesinHerdie SopianBelum ada peringkat
- UAS Project - Analisis Multivariat Kel 1 - Kelas TIRM 18CDokumen38 halamanUAS Project - Analisis Multivariat Kel 1 - Kelas TIRM 18CNia Yunita PratamaBelum ada peringkat
- Penjabaran Struktur Organisasi Dan PenjelasanDokumen9 halamanPenjabaran Struktur Organisasi Dan Penjelasanfarid wajdiBelum ada peringkat
- Operation Process Chart Flow Process ChaDokumen35 halamanOperation Process Chart Flow Process ChaMutiara Sani lubisBelum ada peringkat
- Tugas 1 Latihan Soal Biomekanika KerjaDokumen1 halamanTugas 1 Latihan Soal Biomekanika KerjaYudith Virgiananda PutraBelum ada peringkat
- Bab 6 Material Requirement PlanningDokumen9 halamanBab 6 Material Requirement PlanningMario Steff StarryBelum ada peringkat
- Ilmi Malia Safitri - 19262011019 - Tugas Modul 4 Job Shop SchedulingDokumen14 halamanIlmi Malia Safitri - 19262011019 - Tugas Modul 4 Job Shop SchedulingIlmi Malia Safitri100% (2)
- Tugas Online 3 Ergonomi Siti Nurul Zainab 20160301330Dokumen3 halamanTugas Online 3 Ergonomi Siti Nurul Zainab 20160301330Siti Nurul ZainabBelum ada peringkat
- Laporan Praktek Kerja Lapangan PT. Holcim Cilacap Ivan Satya Budi 21050115060003Dokumen137 halamanLaporan Praktek Kerja Lapangan PT. Holcim Cilacap Ivan Satya Budi 21050115060003arya rizkiBelum ada peringkat
- LaporanKP - Yahya Tata Imansyah - 14525057 PDFDokumen56 halamanLaporanKP - Yahya Tata Imansyah - 14525057 PDFFendiBelum ada peringkat
- Halaman JudulDokumen166 halamanHalaman JudulRibka AndreanaBelum ada peringkat